
Повышению надежности работы электрооборудования в процессе эксплуатации в значительной степени способствует правильная организация и своевременнее проведение технического обслуживания (ТО) в полном объеме. Основной задачей ТО является поддержание электрооборудования в работоспособном состоянии. Работы по ТО проводят на месте установки электрооборудования.
Проведение ТО позволяет своевременно обнаруживать и устранять неисправности, возникающие в процессе эксплуатации электрооборудования, или причины, которые могут вызвать неисправности. Таким образом, в своей основе техническое обслуживание является профилактическим мероприятием, направленным на обеспечение работоспособности электрооборудования и предупреждение возникновения и развития неисправностей. При обнаружении во время проведения ТО неисправностей, устранение которых требует разборки электрооборудования или применения специального оборудования, решается вопрос о необходимости проведения ремонта (текущего или капитального).
Некачественное и несвоевременное проведение ТО снижает работоспособность электрооборудования, увеличивает расходы на проведение ремонтов и повышает себестоимость продукции, выпускаемой с помощью электрифицированных машин и установок.
При ТО электротехнический персонал сталкивается с необходимостью поиска неисправностей для определения причин отказов и восстановления работоспособности электрооборудования. Поиск неисправностей сравнительно простого по конструкции электрооборудования не вызывает особых трудностей. Для выявления причин неисправности сложного электрооборудования и сложных электрических схем рекомендуется составлять алгоритмы поиска, в которых указывается наиболее рациональная последовательность выполнения операций. Эта последовательность обеспечивает минимальные затраты времени и средств для проведения поиска.
В курсовом проекте нужно:
Составит характеристику производства
Составить описание оборудования цеха и его назначения
Разработать мероприятия по ТО ЭО и сетей
Выбрать систему ТО
Электромеханический цех (ЭМЦ) предназначен для подготовки заготовок из металла для электрических машин с последующей их обработкой различными способами.
Он является одним из цехов металлургического завода, выплавляющего и обрабатывающего металл. ЭМЦ имеет станочное отделение, в котором установлено штатное оборудование: слиткообдирочные, токарные, фрезерные, строгательные, анодно-механические и др.
Техническое обслуживание и ремонт электрооборудования автомобилей
... системы электрооборудования автомобиля не подлежит ремонту и практически не нуждается в техническом обслуживании в течение всего срока службы, за исключением поддержания их в чистоте и обеспечения надежного контакта в соединениях. Неисправности и ТО ...
В цехе предусмотрены помещения для цеховой ТП, вентиляторной, инструментальной, для бытовых нужд и др.
1. Вентиляционные установки (ВУ)
Предназначены для вентиляции воздуха в цехе и цеховых помещениях.
- Мостовые краны
Краны мостовые предназначены для перемещения деталей и заготовок.
3. Токарный полуавтомат.
Полуавтомат токарный — предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрных и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных резьб.
4. Слиткообдирочный станок
Слиткообдирочный станок предназначен для обдирки цилиндрических слитков из высоколегированных и жаропрочных сталей.
- Сверлильный станок
Сверлильный станок, станок для обработки отверстий со снятием стружки. На сверлильном станке производят сверление, рассверливание, зенкерование, развёртывание, растачивание.
- Горизонтально-фрезерный станок.
Горизонтально-фрезерный станок широко применяется в операциях по резке металла. Многофункциональность этой машины позволяет получать на выходе всевозможные металлические изделия. Применение разнообразных фрезеров дает возможность вырезать в металле отверстия, пазы, канавки различных форм и размеров.
- Токарные станки
Токарные станки предназначены для обработки поверхностей вращающихся заготовок (изделий) резцами и другими применимыми инструментами.
- Тельфер
Тельфер предназначен для выполнения вспомогательных транспортных операций с грузами ограниченных весо-габаритных показателей.
Схема электроснабжения состоит из ТП, аппаратов защиты и кабелей марки АВВГ.
- Методическое руководство ТО, контроль технического состояния оборудования осуществляется ОГМ предприятия и ОГЭ.
- Перечни операций ТО, графики плановых технических осмотров, проверок, испытаний оборудования и т.п.
разрабатываются ОГМ и ОГЭ.
Так как в электромеханическом цехе в основном станочное оборудование, привод которого осуществляется от эл. двигателя, поэтому рассматриваем эксплуатацию электродвигателей.
— Для того чтобы не допустить возникновения неполадок и увеличить срок службы электродвигателей, техническое обслуживание двигателей должно быть регулярным. Электродвигатели и их детали требуют технического осмотра и проверки не реже, чем раз в 6 месяцев. Только тогда можно поддержать КПД электродвигателя на заданном уровне в течение расчетного срока службы. В данном разделе рассматривается три вида технического обслуживания: профилактический осмотр, профилактическое техническое обслуживание и техническое обслуживание для устранения неисправностей.
Профилактический осмотр:
Целью данного вида технического обслуживания является предупреждение неисправностей, которые могут возникнуть входе эксплуатации двигателя, для обеспечения его надёжной и бесперебойной работы.
Организация технического обслуживания и ремонта электрооборудования
... для каждой группы электродвигателей, установленных в цехе по , и капитальному ремонту (5) (6) (7) Годовую трудоемкость ремонтных работ для остального (кроме электродвигателей) электрооборудования принимаем 20% от трудоемкости ремонта электродвигателей и определяем по формуле (8) где ...
Как правило, профилактический осмотр включается в план программы поддержания рабочего состояния всей системы в целом.
Профилактическое техническое обслуживание:
Целью данного вида технического обслуживания является проведение требующихся процедур по техническому обслуживанию в нужное время. Чтобы определить эти два параметра, необходимо регулярно контролировать работу электродвигателя, что позволяет своевременно определять неисправности прежде, чем они возникнут. Постоянная регистрация данных в специальном журнале позволяет сравнивать статистические данные по различным параметрам и, таким образом, делать предположения о возможных проблемах.
Техническое обслуживание для устранения неисправностей:
Основной целью данного вида технического обслуживания является выполнение ремонта и замены электродвигателя при возникновении каких-либо неисправностей.
В электромеханическом цехе используют электрооборудование 2 и 3 категории надежности.
Все станочное оборудование имеет индивидуальный электропривод с дистанционным управлением на основе магнитных пускателей и другой аппаратуры. Например, на токарно-винторезных станках 1Д 63А установлено два электродвигателя мощностью 10 и 0,1 кВт, а на токарно-винторезных станках 1К-62 того же типа — три электродвигателя мощностью 10, 11 и 0,125 кВт. Вертикально — сверлильный станок оснащен электродвигателями 5,2 и 0,1 кВт. Настольно-сверлильный станок СН-12А оснащен двигателем мощностью 0,65 кВт.
Специальное оборудование для ремонтных мастерских также имеет электропривод. На стенде СТЭ-40-1500 для обкатки автомобильных и высокооборотных тракторных двигателей установлен электропривод общей мощностью 40 кВт. Приспособление, предназначенное для обкатки коробок передач и задних мостов тракторов, снабжено электродвигателем мощностью 7 кВт.
В электромеханическом цехе широко применяются асинхронные электродвигатели с короткозамкнутым и фазным роторами.
При техническом обслуживании часто возникает необходимость определения и устранения причин неисправностей электрических машин. Если после установления причины неисправность нельзя устранить при техническом обслуживании из-за сложности и необходимости применения специального оборудования, определяют, какому виду ремонта подлежит электрическая машина (текущему или капитальному).
Очистка. Очищают корпус электрической машины от пыли, обдувая поверхность сжатым воздухом от компрессора. Давление воздуха должно быть не более 0,2 МПа (2 атм).
Загрязнения удаляют сухим обтирочным материалом, а следы масла — обтирочным материалом, смоченным в уайт-спирите или бензине. Обмотки электрических машин, к которым имеется доступ, обдувают сжатым воздухом давлением не более 0,2 МПа (2 атм).
Осмотр. Осматривают электрическую машину, убеждаются в отсутствии механических повреждений корпуса, подшипниковых щитов, кожухов, коробки выводов и других деталей. Проворачивая ротор или якорь вручную (если позволяет конструкция), убеждаются в отсутствии задеваний подвижных частей за неподвижные. Проверка крепления. Ключами проверяют затяжку болтов и гаек крепления электрической машины к рабочей машине, раме или к фундаменту, а так же затяжку болтов крепления подшипниковых щитов. Ослабленные болты и гайки подтягивают.
Проверка состояния заземления. Осматривают заземляющую шину или провод и их крепление к электрической машине. Ключами проверяют степень затяжки контакта между корпусом и шиной (проводом) заземления. Контакты со следами коррозии протирают, контактные поверхности зачищают до металлического блеска шлифовальной шкуркой или напильником с мелкой насечкой, смазывают техническим вазелином, собирают и затягивают. Осматривают место соединения заземляющих шины или провода с опорной конструкцией, на которой установлена электрическая машина. Если соединение выполнено сваркой, сварочный шов слегка простукивают молотком. При обнаружении трещин на место соединения накладывают дополнительный сварной шов. У электродвигателей, расположенных на движущихся частях рабочей машины, омметром проверяют, нет ли обрыва заземляющей жилы кабеля. У сварочных трансформаторов проверяют контакты заземления вторичной обмотки.
Сопротивление изоляции-обмоток.
При измерении провод, идущий от обмотки электродвигателя, присоединяют к клемме мегомметра «Линия», а вторую клемму мегомметром соединяют с заземленными частями установки (измерение на прямой полярности).
Если в электродвигателе установлен датчик контроля технического состояния, дополнительно измеряют сопротивление изоляции на обратной полярности, когда провод от электродвигателя присоединяют к клемме мегомметра «Земля», а клемму с надписью «Линия» — к заземленным частям установки. Сопротивление изоляции по сравнению с данными измерений при предыдущем ТО не должно снижаться больше, чем в 2->-3 раза. Снижение сопротивления изоляции свидетельствует о развитии дефектов в изоляции. Сопротивление изоляции электродвигателей, имеющих датчик контроля технического состояния, измеренное на прямой и обратной полярностях, должно быть одинаковым. Если сопротивление изоляции на обратной полярности меньше в 1,5 и более раз по сравнению с сопротивлением на прямой полярности, подшипники электродвигателя износились и требуют ремонта.
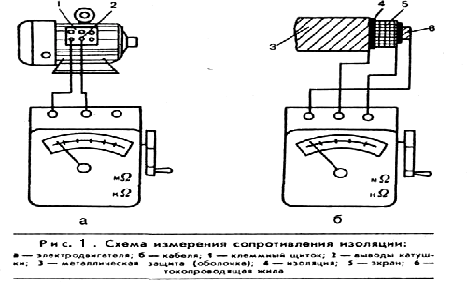
Рисунок 1. Схема измерения сопротивление изоляции-обмоток.
Проверка контактных соединений. Осматривают соединения выводных концов электродвигателя, подводящими питание от электрической сети. Изоляция мест соединений, выполненных скруткой, не должна иметь механических повреждений, трещин, обугленных участков и отслоений. Изоляцию со следами обугливания или повреждений снимают и осматривают соединение. При необходимости соединение разбирают, тщательно зачищают провода и плотно скручивают. Место соединения изолируют изоляционной лентой. Если соединения выполнены на клеммной колодке коробки выводов, проверяют затяжку гаек или винтов. Окислившиеся, подгоревшие или имеющие следы потемнения контакты разбирают, контактные поверхности зачищают шлифовальной шкуркой или напильником с мелкой насечкой, смазывают техническим вазелином, собирают и затягивают ключами. Осматривают доску зажимов. При наличии сколов, трещин и обугливания поверхности доску заменяют. Следы перекрытия дугой зачищают шлифовальной шкуркой, обезжиривают уайт-спиритом или ацетоном и покрывают бакелитовым лаком или клеем БФ-2.
Проверка щеточного механизма. Снимают защитный кожух и продувают щеточный механизм сжатым воздухом давлением не более 0,2 МПа. (2 атм).
Очищают щеточный механизм сухим обтирочным материалом, а затем осматривают. Вынимают щетки из щеткодержателей и внимательно осматривают, Щетки должны иметь блестящую рабочую поверхность без сколов и трещин. Измеряют высоту щеток. Поврежденные или изношенные щетки заменяют новыми.
Трудоёмкость — затраты труда, рабочего времени на производство единицы продукции (физических единиц времени на один рубль выпускаемой продукции).
Трудоёмкость обратно пропорциональна производительности труда, выработке продукции на одного работника.
Таблица 1
Трудоемкость капитального ремонта асинхронного двигателя.
|
Вид работы |
Трудоемкость |
|
|
чел. *ч |
% |
|
|
Очистка двигателя |
0.4 |
1.0 |
|
Разборка; снятие подшипников, мойка узлов и деталей, дефектировка |
4.0 |
10.0 |
|
Механическая обработка и сварочные работы |
5.6 |
14.0 |
|
Удаление обмотки статора, чистка пазов статора |
3.0 |
7.5 |
|
Восстановление посадочных мест, напрессовка подшипников |
1.0 |
2.5 |
|
Балансировка ротора |
1.0 |
>5 |
|
Изготовление и укладка обмотки, формовка и бандажировка лобовых частей, пайка и изолировка схемы |
18.0 |
45.0 |
|
Пропитка и сушка обмотки |
2.0 |
5.0 |
|
Сборка двигателя |
3.7 |
9.25 |
|
Нанесение гальванических покрытий, окраска двигателя |
1.3 |
3.25 |
|
Нанесение гальванических покрытий, окраска двигателя |
40 |
100 |
|
Итого |
||
Таблица 2. Электродвигатели асинхронные с короткозамкнутым ротором мощностью до 10 кВт
|
Наименование материалов |
ГОСТ, ОСТ, ТУ |
Мощность электродвигателей, кВт |
|||||||||||
|
до 0,6 |
свыше 0,6 до 1,1 |
свыше 1,1 до 2 |
свыше 2 до 3 |
свыше 3 до 5,5 |
свыше 5,5 до 10 |
||||||||
|
Нормы расхода материалов на ремонт |
|||||||||||||
|
капитальный |
текущий |
капитальный |
текущий |
капитальный |
текущий |
капитальный |
текущий |
капитальный |
текущий |
капитальный |
текущий |
||
|
ЧЕРНЫЕ МЕТАЛЛЫ |
|||||||||||||
|
Метизы |
|||||||||||||
Болты, гайки, шайбы, кг* ГОСТ 7798-70 <http://www.gostrf.com/Basesdoc/6/6014/index.htm>
ГОСТ 5915-70 <http://www.gostrf.com/Basesdoc/6/6013/index.htm>
|
ГОСТ 11371-78 <http://www.gostrf.com/Basesdoc/6/6255/index.htm>4,00,46,00,68,00,88,60,8611,01,112,01,2 |
|||||||||||||
|
Электроды сварочные, кг* |
ГОСТ 9467-75 <http://www.gostrf.com/Basesdoc/3/3997/index.htm>—1,0-1,0-1,1-1,2-1,2- |
||||||||||||
|
ЦВЕТНЫЕ МЕТАЛЛЫ Литье и сплавы |
|||||||||||||
|
Припои оловянно-свинцовые, кг* |
ГОСТ 21931-76 |
1,0 |
— |
1,0 |
— |
1,0 |
— |
1,0 |
— |
2,5 |
— |
3,0 |
— |
|
Прокат |
|||||||||||||
|
Листы и полосы латунные, кг* |
ГОСТ 931-76 |
1,5 |
0,15 |
1,5 |
0,15 |
2,0 |
0, 20 |
2,0 |
0, 20 |
2,3 |
0,23 |
3,0 |
0,3 |
|
УГОЛЬНО-ГРАФИТНАЯ ПРОДУКЦИЯ |
|||||||||||||
|
Электроды угольные, кг* |
ГОСТ 10720-75 |
1,0 |
— |
1,0 |
— |
1,0 |
— |
1,0 |
— |
1,0 |
— |
1,0 |
— |
|
КАБЕЛЬНАЯ ПРОДУКЦИЯ |
|||||||||||||
|
Провода медные, изолированные лаком ВЛ-931, кг |
ГОСТ 7262-78 |
1,56 |
— |
1,77 |
— |
2,7 |
— |
3,8 |
— |
6,5 |
— |
8,9 |
— |
|
Провод установочный, м |
|||||||||||||
|
ПИЛОМАТЕРИАЛЫ |
ТУ 16.505.439-73 |
1,6 |
0,5 |
1,6 |
0,5 |
1,8 |
0,6 |
1,8 |
0,6 |
1,9 |
0,8 |
2,0 |
0,8 |
|
Пиломатериалы лиственных пород, м 3 |
ГОСТ 2695-71 |
0,01 |
— |
0,01 |
— |
0,01 |
— |
0,01 |
— |
0,01 |
— |
0,02 |
— |
|
БУМАЖНАЯ ПРОДУКЦИЯ |
|||||||||||||
|
Картон электроизоляционный, кг |
ГОСТ 2824-75 |
0,04 |
— |
0,05 |
— |
0,07 |
— |
0,10 |
— |
— |
0,3 |
— |
|
|
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ |
|||||||||||||
|
Нитки льняные технические, кг* |
ГОСТ 14961-77 |
0,5 |
0,2 |
0,6 |
0,2 |
0,7 |
0,2 |
0,9 |
0,30 |
1,3 |
0,40 |
1,6 |
0,50 |
|
Лента киперная, м |
ГОСТ 4514-78 |
1,9 |
0,60 |
2,5 |
0,75 |
3,0 |
0,9 |
3,7 |
1,1 |
5,5 |
1,7 |
6,2 |
1,9 |
|
Лента тафтяная, м |
ГОСТ 4514-78 |
— |
— |
— |
— |
— |
— |
— |
— |
8,5 |
— |
15,0 |
— |
|
Ветошь обтирочная сортированная, кг* |
ГОСТ 5354-79 |
1,8 |
0,18 |
2,0 |
0,2 |
3,5 |
0,35 |
4,5 |
0,45 |
6,0 |
0,6 |
6,5 |
0,7 |
|
Ткани хлопчатобумажные технические для электропромышленности, м 2 |
ГОСТ 9821-71 |
0,5 |
— |
0,5 |
— |
0,5 |
— |
0,5 |
— |
0,5 |
— |
0,5 |
— |
|
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ |
|||||||||||||
|
Грунты, эмали, шпатлевки: |
|||||||||||||
|
Грунтовка ФЛ-03к, ФЛ-03ж |
ГОСТ 9109-81 <http://www.gostrf.com/Basesdoc/12/12007/index.htm> |
||||||||||||
|
Грунтовка ГФ-0119 |
ГОСТ 23343-78 <http://www.gostrf.com/Basesdoc/25/25984/index.htm> |
||||||||||||
|
Эмаль ГФ-92 |
ГОСТ 9151-75 |
||||||||||||
|
Эмаль ХВ-125 |
ГОСТ 10144-74 |
||||||||||||
|
Шпатлевки |
ГОСТ 10277-76 |
||||||||||||
|
Всего, кг |
0,4 |
0,04 |
0,5 |
0,05 |
0,6 |
0,06 |
0,7 |
0,07 |
0,8 |
0,08 |
1,0 |
0,1 |
|
|
Лаки электроизоляционные: |
|||||||||||||
|
Лак электроизоляционный БТ-99 |
ГОСТ 8017-74 |
||||||||||||
|
Лак электроизоляционный МЛ-92 |
ГОСТ 15865-70 <http://www.gostrf.com/Basesdoc/20/20246/index.htm> |
||||||||||||
|
Лак электроизоляционный ГФ-95 |
ГОСТ 8018-70 <http://www.gostrf.com/Basesdoc/6/6349/index.htm> |
||||||||||||
|
Всего, кг |
0,35 |
— |
0,5 |
— |
0,8 |
— |
1,0 |
— |
1,2 |
— |
1,6 |
— |
|
|
ЭЛЕКТРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ |
|||||||||||||
|
Лакоткань светлая электроизоляционная, м |
ГОСТ 2214-78 |
0,25 |
— |
0,3 |
— |
0,5 |
— |
0,65 |
— |
0,8 |
— |
1,0 |
— |
|
Гетинакс электротехнический листовой, кг |
ГОСТ 2718-74 |
— |
— |
— |
— |
— |
— |
— |
— |
0,2 |
0,04 |
0,3 |
0,06 |
|
Трубка линоксиновая, м |
ТУ 17 РСФСР 4322-75 |
1,5 |
0,3 |
1,5 |
0,3 |
1,7 |
0,4 |
1,8 |
0,5 |
2,5 |
0,6 |
5,0 |
0,8 |
|
ХИМИКАТЫ |
|||||||||||||
|
Растворители: |
|||||||||||||
|
Ксилол нефтяной |
ГОСТ 9410-78 <http://www.gostrf.com/Basesdoc/35/35788/index.htm> |
||||||||||||
|
Толуол каменноугольный и сланцевый |
ГОСТ 9880-76 <http://www.gostrf.com/Basesdoc/36/36127/index.htm> |
||||||||||||
|
Сольвент каменноугольный |
ГОСТ 19113-73 |
||||||||||||
|
Всего, кг |
0,12 |
— |
0,16 |
— |
0, 20 |
— |
0,30 |
— |
0,35 |
— |
0,6 |
— |
|
|
Канифоль сосновая, кг |
ГОСТ 19113-73 |
1,0 |
0,1 |
1,0 |
0,1 |
1,0 |
0,1 |
1,25 |
0,13 |
1,5 |
0,15 |
2,0 |
|
|
АБРАЗИВНЫЕ МАТЕРИАЛЫ |
|||||||||||||
|
Шкурка шлифовальная бумажная, м 2 |
ГОСТ 6456-75 |
0,3 |
— |
0,3 |
— |
0,3 |
— |
0,3 |
— |
0,3 |
— |
0,3 |
— |
|
НЕФТЕПРОДУКТЫ |
|||||||||||||
|
Бензин авиационный (Б-70), кг |
ГОСТ 1012-72 <http://www.gostrf.com/Basesdoc/16/16207/index.htm>0,5-0,5-0,5-0,8-0,8-0,8- |
||||||||||||
|
Керосин осветительный, кг* |
ГОСТ 4753-78 |
11,0 |
1,1 |
12,5 |
1,25 |
15,0 |
1,5 |
17,0 |
1,7 |
34,0 |
3,4 |
45,0 |
4,5 |
|
Парафин нефтяной твердый, кг* |
ГОСТ 23683-79 |
0,3 |
— |
0,3 |
— |
0,3 |
— |
0,4 |
— |
0,7 |
— |
0,9 |
— |
|
Смазка ЦИАТИМ-201, кг* |
ГОСТ 6267-74 |
3,4 |
1,7 |
3,4 |
1,7 |
4,3 |
2,1 |
4,8 |
2,4 |
10,0 |
5,0 |
11,0 |
5,5 |
|
ПРОЧИЕ МАТЕРИАЛЫ |
|||||||||||||
|
Кисти и щетки малярные, шт. |
ГОСТ 10597-80 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Щетки металлические, шт. |
ОСТ 17.830-80 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
Цеховые сети промышленных предприятий выполняют на напряжение до 1 кВ (наиболее распространенным является напряжение 380 В).
На выбор схемы и конструктивное исполнение цехов сетей оказывают влияние такие факторы, как степень ответственности приемников электроэнергии, режимы их работы и размещении по территории цеха, номинальные токи и напряжения.
Периодичность осмотров цеховых электрических сетей устанавливают местной инструкцией в зависимости от условий эксплуатации, но не реже 1 раза в 3 мес. Измерения токовых нагрузок, температуры электрических сетей, испытание изоляции обычно совмещают с межремонтными испытаниями РУ, к которым подключены электросети. При осмотрах цеховых сетей особое внимание обращают на обрывы, увеличенный провес проводов или троса, подтеки мастики на кабельных воронках и
др. Волосяной щеткой очищают от пыли и грязи провода и кабели, а также наружные поверхности труб с электропроводкой и ответвительные коробки.
Проверяют наличие хорошего контакта заземляющего проводника с контуром заземления или заземляющей конструкцией; разъемные соединения разбирают, зачищают до металлического блеска, собирают и затягивают. Поврежденные неразъемные соединения приваривают или припаивают.
Осматривают провода и кабели, поврежденные участки изоляции восстанавливают обмоткой хлопчатобумажной лентой или лентой ПВХ. Измеряют мегаомметром на 1000 В сопротивление изоляции, если оно будет меньше 0,5 МОм, участки проводки с низким сопротивлением заменяют новыми.
Открывают крышки ответвительных коробок. При наличии внутри коробки, на контактах и проводах влаги или пыли проверяют состояние уплотнений крышки коробки и на вводах в коробку. Уплотнения, потерявшие упругость и не обеспечивающие герметичность коробок, заменяют. Осматривают клеммы и подсоединенные к ним провода. Соединения, имеющие следы окисления или оплавления, разбирают, зачищают, смазывают техническим вазелином и собирают.
В комплекс эксплуатационных мероприятий, проводимых для кабельных линий, входят:
замер нагрузок и контроль нагрева;
зашита металлических оболочек кабелей от коррозии;
контроль за состоянием трасс и кабельных сооружений;
надзор за производством работ на трассах или вблизи линий;
плановые ремонты кабельных сооружений и линий;
плановые осмотры и ремонты концевых заделок кабелей в РП и ТП;
профилактические испытания линий повышенным напряжением;
проверка величины сопротивления изоляции линий;
ремонт линий при их повреждении.
Срок службы кабеля в значительной степени зависит от его нагрузки. В связи с этим для каждой кабельной линии требуется установить допустимую токовую нагрузку, определяемую по участку линии с наихудшими условиями охлаждения. В процессе эксплуатации нельзя допускать превышения фактической нагрузки над допустимой. Перегрузки кабелей допускаются только в послеаварийном режиме продолжительностью не более 6 часов в сутки в течение 5 суток, но не более 100 часов в год, если нагрузка в остальные периоды не превышает длительно допустимой. Значение допустимой перегрузки зависит от материала изоляции кабеля. Замер нагрузок кабельных линий должен производиться периодически, в сроки, устанавливаемые главным инженером предприятия. По результатам замеров уточняется режим работы и схема сети.
На срок службы кабеля оказывает влияние и состояние металлической оболочки, которая подвержена электрической, почвенной или химической коррозии. Наиболее опасными источниками коррозии являются блуждающие токи от установок электрифицированного рельсового транспорта и агрессивные химические вещества, находящиеся в грунте. Зона, в которой блуждающие токи переходят из грунта в оболочку кабеля, называется катодной; зона, в которой эти токи проходят из оболочки в грунт, называется анодной. Коррозия оболочки кабеля создается только в анодной зоне. Эту зону определяют по наличию положительного потенциала на оболочке по отношению к земле, для чего используют магнитоэлектрический вольтметр, присоединяемый к оболочке и стальному колу, забиваемому в грунт. Степень опасности коррозии зависит от величины потенциала на оболочке, а также от силы и направления протекающего в ней тока.
ПТЭ запрещают эксплуатацию кабельных линий без антикоррозионной защиты в районах с электрифицированным рельсовым транспортом или с агрессивными грунтами. Для участков кабельных линий, проходящих в таких районах, необходимо систематически проводить измерения блуждающих токов, составлять и корректировать потенциальные диаграммы и карты почвенных коррозионных зон. Предприятие, эксплуатирующее кабельные сети, обязано контролировать выполнение мероприятий по уменьшению значений блуждающих токов, а проводить эти мероприятия должны управления и службы городского электрифицированного транспорта.
При обнаружении признаков опасной коррозии необходимо принять меры по ее предотвращению путем специальной защиты. Защитные устройства должны быть под регулярным контролем.
Коррозия оболочек силовых кабелей наносит существенный материальный ущерб эксплуатирующему предприятию, поэтому очень важным является правильный выбор трассы линии на стадии проектирования, а также последовательная борьба с завалами трасс, отбросами и мусором, являющимися одним из источников агрессивных веществ в грунте.
Контроль за состоянием кабельных линий осуществляется с помощью осмотров, которые проводятся электромонтером по графику, выборочно — инженерно-техническим персоналом и вне графика в периоды паводков, после ливней и после отключения линии от релейной защиты. Осмотры трасс кабелей, проложенных в земле, должны проводиться не реже одного раза в три месяца; проложенных в коллекторах, туннелях, шахтах, — не реже одного раза в полгода; проложенных под усовершенствованным покрытием — не реже одного раза в год.
Осмотры кабельных сооружений на подстанциях делаются в сроки, установленные главным инженером предприятия. При осмотре кабельных сооружений следует проверять исправность вентиляции и освещения, уровень температуры в сооружении, состояние антикоррозионного покрытия оболочек, расстояния между кабелями, отсутствие их провеса и смещения, наличие и правильность маркировки. Нарушения, выявленные при осмотре, должны быть зафиксированы в журнале дефектов.
На персонал, эксплуатирующий кабельные линии, возлагается обязанность надзора за сохранностью кабельных линий при работах, проводимых вблизи них. Все раскопки кабельных трасс и земляные работы вблизи них производятся только с письменного разрешения предприятия, эксплуатирующего соответствующую кабельную сеть. Надзор за сохранностью кабелей должен быть обеспечен на все время работ. Все вскрытые кабели должны быть укреплены и защищены. ПТЭ обязывают предприятие, эксплуатирующее кабельную сеть, периодически оповещать все организации и население соответствующего района о правилах производства земляных работ или возведения сооружений вблизи кабельных трасс.
С целью выявления ослабленных мест в изоляции кабелей и муфт и предупреждения их аварийных повреждений требуется проводить периодические профилактические испытания высоковольтным мегомметром (1000-2500 В) и повышенным напряжением постоянного тока.
Таблица 3
Объем работ при осмотрах и текущих ремонтов цепей управления.
|
Что осматривают или ремонтируют |
Объем работ |
|
Барабанные и кулачковые контроллеры |
Следить за свободным, без заеданий, вращением барабана или вала контроллеров и за четкой фиксацией всех промежуточных положений храповым устройством. Зубчатые колеса и подшипники периодически смазывать. |
|
Контакторы и магнитные пускатели |
По мере износа контакты зачищают или заменяют новыми. Необходимо периодически проверять регулировку контактов, а также очищать контакторы от пыли при снятом напряжении. |
|
Электромагнитные реле |
Соблюдают теже правила что и обслуживании контакторов. Немагнитная прокладка на реле постоянного тока должна плотно прилегать к якорю, но не должна пружинить. |
|
Ящики сопротивлений |
Проверяют всех крепящих и контактных болтов, а также отсутствие коробления и замыкания между соседними элементами. |
|
Коммандоаппараты и конечные выключатели |
Своевременно заменять изношенные ролики, кулачки и другие детали, проверять и в случае надобности регулировать нажатие, зазоры и провалы контактов. |
|
Тормозные электромагниты |
Проверяют плотность прилегания подвижной части магнитопровода к неподвижной во включенном положении. При таком положении магнитная система не гудит и невозможен перегрев катушки. |
Таблица 4
Неисправности в схемах управления асинхронным электродвигателем.
|
Неисправность |
Возможная причина |
Выявление причины и устранение неисправности |
|
Контакторы В и Н включаются, но электродвигатель не пускается |
Не включен рубильник |
Включить рубильник |
|
Сгорели плавкие вставки предохранителей в цепи управления |
Заменить вставки |
|
|
Отсутствие напряжения в питающей сети |
Подать напряжение |
|
|
Нарушена цепь В, Н или РБ |
Устранить неисправность |
|
|
Контакторы В и Н включаются, электродвигатель гудит, но не пускается |
Обрыв цепи фазы статора |
Проверить цепь каждой фазы |
|
Увеличенный бросок тока при пуске электродвигателя |
Электродвигатель перегружен |
Проверить ток на нагрузке и устранить перегрузку |
|
Неисправны контакты контактора ускорения |
Зачистить контакты |
|
|
Недостаточна выдержка времени реле ускорения |
Подрегулировать реле |
|
|
Электродвигатель не останавливается при переводе в нулевое положение контроллера |
Приварились контакты контакторов В и Н |
Зачистить или заменить контакты |
|
Перегреваются сопротивления |
Короткое замыкание в ящиках сопротивлений |
Заменить поврежденные элементы |
|
Не включаются все контакторы |
Проверить включение контакторов ускорения. |
Оперативное обслуживание электроустановок. К оперативному обслуживанию электроустановок допускают лиц, знающих эксплуатационные инструкции, особенности оборудования, схемы, прошедших проверку знаний ПТЭ и ТБ и имеющих удостоверение. Оперативное обслуживание может осуществляться одним или несколькими людьми. Персонал, обслуживающий электроустановки
единолично и старшие в смене или бригаде, закрепленные заданной электроустановкой, должны иметь квалификационную группу по ТБ не ниже IV (в установках напряжением выше 1000 В) и 111 (в установках напряжением до 1000 В).
Таблица 3.
Классификация электротехнических защитных средств
|
Тип защитных |
Наименование защитных средств при нап |
Напряжение электроустановки, В |
|
средств |
св.1000 |
до 1000 |
|
Основные |
Оперативные и измерительные штанги, изолирующие и токоизмерительные клещи, указатели напряжения, изолирующие устройства и приспособления для ремонтных работ; изолирующие лестницы, площадки, тяги, щитовые габаритники, изолирующие штанги для установки габаритников, изолирующие звенья телескопической вышки |
Диэлектрические перчатки, инструмент с изолированными рукоятками, указатели напряжения |
|
Дополнитель ные |
Диэлектрические перчатки и боты, диэлектрические резиновые коврики, изолирующие подставки |
Диэлектрические галоши, диэлектрические резиновые коврики, изолирующие подставки |
Таблица 5.
Расстояние от голых токоведущих частей до стены или оборудования
|
Напряжение электроустановки |
Расстояние, м |
|
|
по одну сторону прохода |
по обе стороны прохода |
|
|
До 500 В при длине щита: |
||
|
менее 7 м |
1 |
— |
|
более 7 м |
1,2 |
— |
|
500 В и выше |
1,5 |
2 |
Таблица 4.
Электрические зазоры внутри электроконструкций для закрытых установок в зависимости от напряжения между фазами
|
Характеристика электрического зазора |
Зазор, мм, при номинальном напряжении, кВ |
||
|
1-3 |
6 |
10 |
|
|
Между токопроводящими частями разных фаз, а также от токопроводящих до заземленных частей |
75 |
100 |
125 |
|
От токопроводящих частей до металлических сплошных дверей или съемных ограждений (за исключением временных ограждений, устанавливаемых при ремонтных работах) |
105 |
130 |
155 |
|
От токопроводящих частей до сетчатых дверей или ограждений (при размере ячейки сетки не более 20 х 20 мм) |
175 |
200 |
225 |
Примечание. Все размеры даны в свету.
Лиц, не имеющих отношения к обслуживанию данной электроустановки и не выполняющих работы по нарядам или распоряжениям, допускают в помещения электроустановок напряжением выше 1000 В с разрешения начальника электроцеха или подстанции в сопровождении и под надзором лица оперативного персонала с квалификационной группой не ниже III или лица административно-технического персонала в должности не ниже мастера, обслуживающего данную установку и имеющего право единоличного осмотра.
При подготовке рабочего места для работ с частичным или полным снятием напряжения должны быть выполнены в указанной ниже последовательности следующие технические мероприятия:
произведено необходимое отключение и приняты меры, препятствующие подаче напряжения к месту работы вследствие ошибочного или самопроизвольного включения коммутационной аппаратуры;
присоединены к «земле» переносные заземления; проверено отсутствие напряжения на токоведущих частях, на которые должно быть наложено заземление;
наложено заземление (непосредственно после проверки отсутствия напряжения), т.е. включены заземляющие ножи, или там, где они отсутствуют, наложены переносные заземления; рабочее место ограждено и вывешены соответствующие плакаты.
Требования безопасности при обслуживании электродвигателей
Выводы обмоток и кабельные воронки у электродвигателей закрывают ограждениями, для снятия которых необходимо отвертывание гаек или вывинчивание винтов. Снимать эти ограждения во время работы электродвигателя запрещается. Вращающиеся части электродвигателей — контактные кольца, шкивы, муфты, вентиляторы — должны быть ограждены.
Операции по отключению и включению электродвигателей напряжением выше 1000 В пусковой аппаратурой с приводами ручного управления должны производиться с применением диэлектрических перчаток и изолирующего основания. Дистанционное включение и отключение выключателей электродвигателей выполняют дежурные электромонтеры.
Уход за щетками, их замену на работающем электродвигателе производит работник оперативного персонала или специально обученный человек с квалификационной группой не ниже III. Работающие должны остерегаться захвата одежды или обтирочного материала вращающимися частями машин.
Запрещается касаться руками одновременно токоведущих частей различной полярности или токоведущих частей и заземленных частей машины. Для этого используют инструмент с изолированными ручками. У работающего двухскоростного электродвигателя неиспользуемая обмотка и питающий ее кабель должны рассматриваться как находящиеся под напряжением.
Работа в цепи пускового реостата вращающегося электродвигателя допускается лишь при поднятых щетках и замкнутом накоротко роторе, а в цепях регулировочного реостата вращающегося электродвигателя она должна рассматриваться как работа под напряжением до 1000 В и производиться с соблюдением мер предосторожности. Кольца ротора шлифуют на вращающемся электродвигателе лишь при помощи колодок из изоляционного материала.
При ремонтных работах без разборки деталей механизма, приводимого в движение электродвигателем, последний должен быть остановлен, а на ключе управления или приводе выключателя вывешен плакат «Не включать — работают люди».
Меры безопасности при пропитке и сушке обмоток
Пропиточную камеру оборудуют в соответствии с требованиями техники безопасности для пожароопасных помещений. Вентиляционное устройство камеры должно обеспечивать удаление газов и паров, выделяющихся в процессе пропитки и сушки обмоток. В пропиточных камерах запрещается хранить огнеопасные материалы, зажигать огонь и курить, о чем должны оповещать соответствующие предупредительные плакаты.
При осмотрах сушильной камеры, аппаратов пропитки под давлением, вакуумной сушки и других работах применяют ручные переносные лампы на напряжение 12 В. Понижающий трансформатор для питания ламп помещают вне камеры. В камере должен находиться полный комплект пожарных приспособлений (сухие огнетушители, ящики с песком, совки или лопаты, крючья и багор).
Обслуживающий персонал должен быть обеспечен брезентовыми фартуками.
Требования безопасности при такелажных работах
Такелажные работы проводят только с исправными и проверенными подъемными и транспортными приспособлениями (табл.101).
Нельзя пользоваться подъемными и транспортными механизмами меньшей грузоподъемности, чем это требуется. К выполнению такелажных, а также транспортных работ нельзя допускать неквалифицированный и необученный персонал.
1. Ю.Д. Сибикин, М.Ю. Сибикин «Монтаж, эксплуатация и ремонт электрооборудования промышленных предприятий и установок». Москва «Высшая школа» 2008 г.
. М.Ю. Сибикин «Технологичкское оборудование» Москва «Форум-Инфра-М» 2005 г.
. В.П. Шеховцов «Электрическое и электромеханическое оборудование» Москва «Форум-Инфра-М» 2004 г.
. Ю.Д. Сибикин, М.Ю. Сибикин «Техническое обслуживание, ремонт
электрооборудования и сетей промышленных предприятий» Москва 2000 г.