
Ремонт автомобилей представляет собой комплекс операций по восстановлению исправности автомобилей или работоспособности автомобилей и восстановлению ресурса автомобилей и его составных частей.
Техническая политика в области поддержания работоспособности автомобилей основана на планово-предупредительной системе технического обслуживания и ремонта.
Предупредительный характер системы состоит в том, что она предполагает проведение ремонта до начала наступления периода ускоренного изнашивания.
Плановый характер системы, с одной стороны предусматривает -плановое проведение технического обслуживание, с другой стороны, предполагает — планируемые наработки агрегатов автомобилей до вывода их в ремонт.
В последнее время из-за совершенствования, постоянного обновления оборудования на автомобильных предприятиях пробег автомобилей до капитального ремонта (КР) значительно увеличился. Например, если раньше КР делали через 125 тысяч километров пробега, то теперь на современных отечественных автомобилях системы КР делают через 300 тысяч километров пробега. Это обстоятельство сильно влияет на техническое обслуживание (ТО) и технический ремонт (ТР) автомобилей. Количество ТО и ТР уменьшается в 2,5. Отсюда следует, что можно намного точнее разработать план ТО и ТР на год.
С учетом важности авторемонтного производства большое внимание уделяется подготовке научных и инженерных кадров. В 1930 году были организованы Московский и Харьковский автодорожные институты, в которых созданы кафедры производства и ремонта автомобилей. Подготовку специалистов по ТО и ремонту ведут многие политехнические институты. Кроме ВУЗов, было создано большое количество автотранспортных и автодорожных техникумов для подготовки специалистов по ТО и ремонту автомобилей.
Авторемонтное производство получило значительное развитие, но еще не в полной мере реализует свои потенциальные возможности.
По своей эффективности, организационному и техническому уровню оно все еще отстает от основного производства автомобилестроения.
Качество ремонта остается низким, стоимость высокой, уровень механизации достигает лишь 25-40% в следствии чего, производительность труда в 2 раза ниже, чем в автомобилестроении.
Эти негативные стороны современного состояния авторемонтного производства и определяют пути его развития.
Исследования и практика показывают, что восстановление деталей является одним из наиболее прогрессивных направлений в области ремонта.
Техническое обслуживание и ремонт тормозной системы автомобиля
... цель написания письменной экзаменационной работы. Глава 1 посвящена назначению и устройству тормозной системы с гидравлическим приводом, во 2 главе описывается техническое обслуживание тормозной системы, в 3 главе рассматривается ремонт, в 4 главе ...
В РФ очень малая часть запасных деталей подвергается восстановлению. К примеру в США около 25% запасных деталей покрывается за счет восстановления деталей.
Расширение номенклатуры восстанавливаемых деталей позволяет сэкономить 675 тысяч тонн металла в год. Следует отметить, что при больших масштабах централизованного восстановления деталей (ЦВД) и ЦВУ в ремонтном производстве создаются условия, позволяющие использовать многие научно-технические достижения.
Важным элементом оптимальной организации труда на авторемонтном предприятии, является создание необходимой технической базы, которая определяет внедрение прогрессивных форм организации труда, повышения уровня механизации работ, производительности оборудования.
1. Описание конструктивных особенностей и условий работы
Электрооборудование автомобилей и дорожных машин состоит из систем электроснабжения, пуска, световой сигнализации, наружного и внутреннего освещения, звуковой сигнализации, отопления и вентиляции, системы зажигания (для карбюраторных двигателей).
Контроль за работой систем электрооборудования осуществляется с помощью контрольно-измерительных приборов. Электропроводка системы электрооборудования выполнена по однопроводной схеме. Отрицательные выводы источников и потребителей электроэнергии соединены с корпусом («массой»).
Для надежности соединения электрооборудования с корпусом между кабиной и рамой, рамой и двигателем используют дополнительные провода (плетенки).
Источниками питания системы электроснабжения автомобиля являются генераторная установка и одна или две шести- или двенадцативольтовые аккумуляторные батареи. При работающей генераторной установке происходит подзарядка аккумуляторных батарей. Ремонту в основном подвергаются элементы системы электроснабжения, реже — системы наружного и внутреннего освещения, звуковой сигнализации, отопления и вентиляции. Перед разборкой агрегаты электроснабжения подвергаются очистке от загрязнений. При ремонте агрегатов электроснабжения должны быть созданы условия, обеспечивающие полную сохранность ремонтного фонда. Исправные детали и агрегаты должны храниться в специальной таре на стеллажах или в специальных шкафах цеха (поста) ремонта электрооборудования.
Способ мойки, моющие средства и моечное оборудование выбираются с учетом требований к качеству мойки электроагрегатов и особенностей конструкции узлов, имеющих электрические обмотки и изоляционные материалы. Транзисторы, диоды, реостаты, конденсаторы мойке не подвергаются. Для обеспечения полной очистки корпусов генераторов и стартеров применяются моющие растворы СМС и Лабомид 101. Детали, имеющие обмотки, после мойки перед дефектацией просушиваются в сушильных шкафах при температуре 90… 100°С в течение 3…4 ч с применением вентиляции. Особое внимание при дефектации уделяют проверке целостности электрических обмоток и изоляционных материалов. Для этого применяются специальные приборы.
Виды дефектов электрооборудования
В деталях агрегатов электроснабжения и приборов электрооборудования могут возникать следующие виды дефектов: обрывы соединений в местах пайки и нарушение изоляции в результате механических воздействий; разрушение изоляции, подгорание контактов, обрывы обмоток в местах пайки, пробои транзисторов и диодов под действием избыточного электрического тока; повреждения деталей в подвижных сопряжениях типа «вал — подшипник», «ротор — корпус», «подшипник — корпус».
Электрооборудование и электроснабжение участка отвала РУ ‘Ураласбест’
... отвала могут быть обеспечены рациональным построением схемы электроснабжения с применением электрооборудования, обладающего устойчивостью к работе в условиях открытых горных работ. Важнейшим требованием при построении схемы распределительных сетей отвала ...
Дефекты устраняются пайкой, наплавкой, методами гальванического наращивания металла, сваркой, механической обработкой резанием, пластическим деформированием и т. д. Обмотки генераторов, стартеров, катушек, поврежденные под воздействием электрического тока, заменяются новыми.
Ремонт и испытания генераторов
На современных машинах устанавливают трехфазные, синхронные генераторы переменного тока (Г-250, Г-273 А, Г-258, Г-304, Г-305 и т.д.) с независимым электромагнитным возбуждением и встроенным в крышку со стороны контактных колец кремниевым выпрямителем.
При ремонте генераторов неисправные и поврежденные детали заменяются новыми.
К типичным неисправностям генераторов переменного тока относятся: обрыв проводов обмотки, межвитковое замыкание на корпус фазовой обмотки статора и обмотки возбуждения; нарушение контакта в щеточном узле (Г-250); пробой диодов; замыкание на корпус зажима «+», старение диодов.
Обрыв в фазовых обмотках статора определяют последовательным включением выводных концов обмоток в цепь источника тока напряжением 12В через контрольную лампу или омметр.
На статоре установлено 18 катушек. Каждая фаза включает шесть непрерывно намотанных катушек, состоящих из 13 витков провода ПЭВ-2 диаметром 1,35 … 1,46 мм, намотанного в три слоя. Намотка должна быть плотной, виток к витку. Провод начала фазы необходимо зачистить и залудить припоем ПОС-Су-40 на длине (15 + 2) мм. На провод конца фазы надевают электроизоляционную трубку ТЛВ-2 длиной (80 ±2) мм. К проводу припаивают наконечник, пользуясь тем же припоем.
Межвитковое замыкание в обмотках можно выявить методом «вольтметра — амперметра» (рис. 1).
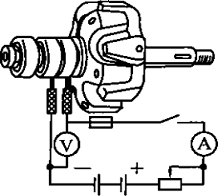
Рис. 1. Схема включения приборов при измерении сопротивления
Замыкание фазовой обмотки статора на корпус («массу») определяют при помощи контрольной лампы напряжением 220… 380 В, подключая один щуп к корпусу, а другой — к одному из зажимов обмотки статора.
При сборке статора следует строго соблюдать последовательность укладки обмотки, принятую для данной марки генератора. Укладку катушек фаз необходимо проводить против часовой стрелки. При этом внутренний диаметр статора по проводам не должен быть менее 100 мм. После ремонта к статору генератора предъявляют следующие технические требования: внутренний диаметр корпуса статора должен быть 97,15+0,20 мм; забоины на поверхностях сопряжения с крышками не допускаются.
Основные дефекты ротора генератора (рис. 2) — задиры и износ корпуса ротора, износ шейки подшипника со стороны контактных колец, обрыв провода у контактных колец, пробой на «массу», межвитковое замыкание, обрыв и обгорание изоляции, износ шейки вала со стороны привода, износ паза под шпонку шкива, износ контактных колец.
Задиры и износы корпуса устраняют слесарной обработкой до удаления дефекта. При диаметре менее 90,0 мм ротор бракуют. Износ шейки под подшипник со стороны контактных колец до диаметра менее 14,97 мм устраняют железнением с последующим шлифованием под размер рабочего чертежа.
Асинхронный двигатель с фазным ротором
... предложена конструкция двигателя с фазным ротором. На рис. приведен вид асинхронной машины с фазным ротором в разрезе: 1 — станина, 2 — обмотка статора, 3 — ротор, 4 — контактные кольца, 5 — щетки. У фазного ротора обмотка выполняется трёхфазной, аналогично обмотке статора, с тем же числом ...
Обрыв соединительных проводов у контактных колец
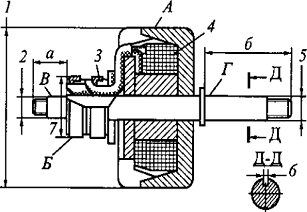
- задиры и износ корпуса ротора;
- 2 — износ шейки под подшипник со стороны контактных колеи;
- 3 — обрыв провода у контактных колец;
- 4 — пробой на массу, межвитковое замыкание, обрыв и обгорание изоляций;
- 5 — износ шейки со стороны привода;
- 6 — износ паза под шпонку шкива;
- 7 — износ контактных колец
Замыкание обмотки возбуждения на ротор проверяют аналогично статору: одним щупом касаются ротора (вала), а другим — поочередно контактных колец генераторов Г-243, Г-250-А1 или зажима Ш обмотки возбуждения генератора Г305. Если в течение 1… 2 мин лампа не зажигается, то изоляция обмотки в норме. Зажигание лампы указывает на замыкание обмотки на ротор.
Износ шейки со стороны привода до диаметра менее 16,97 мм устраняют железнением с последующим шлифованием под размер рабочего чертежа.
Межвитковое замыкание и замыкание на «массу», а также обрыв и обгорание изоляции устраняют заменой катушки.
Износ шпоночного паза до размера более 4,03 мм устраняют фрезерованием нового паза с размерами по рабочему чертежу под углом 180° к изношенному.
Незначительно изношенные контактные кольца и щетки зачищают шкуркой и притирают друг к другу. При значительном неравномерном износе колец их обтачивают на токарном станке до выведения следов износа. Уменьшать диаметр контактных колец более чем на 1 мм нельзя (т. е. диаметр должен быть не менее 30,1 мм).
Биение поверхностей А и Б (см. рис. 4.20) относительно поверхностей В и Г более 0,1 мм устраняют правкой вала после выпрес-совки из контактных колец и втулки обмотки возбуждения.
Нарушение контакта в щеточном узле устраняют заменой щеток при условии, если их размер отличается от допустимого.
Для проверки упругости пружин щетку прижимают к чашке весов таким образом, чтобы она выступала из щеткодержателя на 2 мм. Показание весов сравнивают с табличными данными (1,8… 2,6 Н для генераторов Г-250-А1, Г-273, Г-305 и т.п.).
Типичными неисправностями выпрямительного блока являются пробой диодов и нарушение контакта в переходах. При проверке диод подключают в прямом и обратном направлениях к источнику тока напряжением 12… 15В (аккумуляторная батарея) через последовательно включенную лампу мощностью не более 15 Вт. Если лампа горит при включении диодов в прямом направлении (прямое направление тока указывается на корпусе Диода) и не горит при включении диодов в обратном направлении, то диод исправен. Если имеются пробои, то лампа горит при включении диодов в обоих направлениях. В случае нарушения контакта в переходах лампа не горит ни в одном из включений диодов. Диоды проверяют при отсоединенной обмотке статора. Поврежденный диод заменяют новым.
Генератор собирают из деталей (новых или восстановленных) в порядке, обратном разборке. У собранного генератора вал ротора должен легко вращаться от руки, не задевая статора. Продольное перемещение вала ротора допускается до 0,1 мм. Крышки должны плотно прилегать к корпусу по всей окружности. Допускается радиальное биение шкива до 0,3 мм, а торцевое — до 0,5 мм. Щетки в щеткодержателях генераторов должны передвигаться свободно.
Организация и технология производства работ восстановительного ...
... регулировок и износа деталей газораспределительного механизма прослушиваются стуки и шум при работе двигателя, он теряет мощность, идет повышенный расход масла и т. д. После проверки технического состояния определяют необходимость ремонта или регулировки механизма газораспределения. 1.3 Технические ...
После сборки генератор «обкатывают» в течение 10… 15 мин и испытывают без нагрузки, с номинальной нагрузкой и при максимальной частоте вращения ротора без нагрузки. Испытания проводят при отключенном реле-регуляторе на стенде КИ-968 при температуре 15… 20°С. Обмотки возбуждения подключают к аккумуляторной батарее напряжением 12 В. Нагрузку генератора регулируют реостатом стенда. При испытании без нагрузки ротор вращают с частотой, при которой генератор без нагрузки развивает напряжение 12,5 В (у генераторов Г-250-А1, Г-273, Г-305 соответственно частота вращения 900, 1050, 2900 мин-1).
Затем генератор испытывают при номинальной нагрузке. Для этого включают реостат, которым поддерживают номинальный ток, и постепенно увеличивают частоту вращения вала ротора, пока напряжение не достигнет 12,5 В. Начальная частота вращения, при которой генераторы Г-250-А1, Г-273 и Г-305 развивают напряжение 12,5 В соответственно с номинальной нагрузкой 28,20 и 32 А, составляет 2100, 2100 и 5100 мин-1. После этого генераторы испытывают без нагрузки и без возбуждения на максимально допустимой частоте вращения ротора (для генератора Г-250-А1 -10000мин-1) в течение 1 мин. При этом температура его нагревания не должна превышать 70 «С. Не допускаются стуки, не характерные для исправных (отремонтированных) генераторов.
4. Обоснование и методика выбора размера партии
В условиях серийного ремонтного производства размер партии принимаем (по опыту ремонтных предприятий) равным месячной потребности в ремонтируемых деталях. Поскольку речь идёт о детали базовой, то очевидно, что месячная потребность в блоках цилиндров будет равна планируемому числу капитальных ремонтов двигателей на месяц.
При известной годовой программе капитальных ремонтов двигателей на год размер партии (X в штуках) определяем по формуле:
![]()
Где: М- производственная программа;
- т- число одноимённых деталей в двигателе.
Окончательный размер партии обосновываем с учётом габаритов детали и экономической целесообразности.
5. Обоснование выбора рациональных способов восстановления
Выбор способа восстановления зависит от конструктивно-технологических особенностей и условий работы деталей, их износа, технологических свойств самих способов восстановления, определяющих долговечность отремонтированных деталей, и стоимости их восстановления. Оценка способа восстановления дается по трем критериям — применимости, долговечности и экономичности.
Критерий применимости (технологический критерий) определяет принципиальную возможность применения различных способов восстановления по отношению к конкретным деталям. Этот критерий не может быть выражен числом и является предварительным, поскольку с его помощью нельзя решить вопрос выбора рационального способа восстановления деталей, если этих способов несколько. Решая вопрос о применимости того или иного способа ремонта, надо использовать данные авторемонтных предприятий страны, информацию специализированных периодических изданий и других литературных источников.
Критерий долговечности определяет работоспособность восстанавливаемой детали и выражается коэффициентом долговечности Кд как отношение долговечности восстановленной детали к долговечности новой детали.
Разработка конструкции и технология изготовления приспособления ...
... разработки работы Создание надежных агрегатов и устройств с высокими технико-экономическими показателями связано с неуклонным повышением требований к точности и качеству изготовления деталей. ... суппортов и ползунов, мм/мин Пределы частот вращения шпинделя токарно-фрезерного суппорта, об/мин ... К контактным поверхностям предъявляются высокие требования: Зазор между поверхностями не более 0,02 мм. ...
Чтобы обеспечить работоспособность детали на весь межремонтный пробег агрегата, принимаемый способ восстановления должен удовлетворять требуемому значению Кд (не ниже 0,85).
Критерий экономичности определяет стоимость Св восстановления детали. Значение С„ можно определить после окончательной разработки технологического процесса и установления норм времени. Для выбора рационального способа по критерию экономичности необходимо произвести расчет себестоимости по нескольким вариантам технологического процесса.
Принимаем значение Св по прейскурантам, данным авторемонтных предприятий или удельной себестоимости восстановления.
Окончательное решение о восстановлении детали принимается в том случае, если
![]()
где С в — стоимость осстановления; Кд — коэффициент долговечности;
- С„- стоимость новой детали по прейскуранту для данной модели автомобиля.
технический обслуживание автомобиль электрооборудование
6. Обоснование выбора установочных баз
Базовые поверхности для обработки надо выбирать с таким расчетом, чтобы при установке и зажиме обрабатываемая деталь не смещалась с приданного ей положения и не деформировалась под действием усилий от резания и зажимов. Необходимо помнить, что наибольшей точности при механической обработке можно достигнуть в том случае, если вся обработка детали ведется от одной базы с одной установки. Если на детали сохранилась базовая поверхность, по которой обрабатывалась деталь при изготовлении, следует при восстановлении детали также базировать по этой поверхности. Поврежденные базовые поверхности необходимо исправить.
Установочными базами для деталей класса «тело вращения» при механической обработке служат, как правило, наружные или внутренние цилиндрические поверхности и торец (рисунок 4).
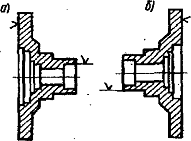
а — внутренней; б — наружной
Рис. 3 Схема базирования при обработке цилиндрической поверхности:
Основное техническое требование, которое необходимо выполнить при восстановлении дисков, — это обеспечение размеров и шероховатости восстанавливаемых поверхностей, радиального и торцевого биения относительно оси вращения. Несмотря на внешнее различие деталей данного класса, имеется много общего в построении технологических процессов их восстановления, что создает возможность разработки типового технологического процесса., Выпрессовку заклепок при замене изношенных фрикционных накладок и приклепывание накладок обеспечивают пневматическим прессом Р-335.
Определение состава и последовательности операций и переходов
- Разборочная. 010-Сборочная.
- Проверочная.
- Разборочная.
- Установить вал генератора на сверлильном станке.
- Высверлить заклепки корпуса стартера.
- Выбить заклепки корпуса стартера.
- Править вал якоря стартера
- Сборочная.
- Установить вал генератора на прессе для клепки фрикционных накладок.
- Наклепать фрикционные накладки.
- Проверочная.
- Проверить вращение генератора в подшипниках.
- Проверить осевой зазор на вале якоря. Осевой зазор не должен превышать 0,8 мм
- Проверить зазор между торцем шестерни со стороны маховика и упорной шайбой. Зазор не должен превышать 1,5…3,5 мм.
- Регулировать зазор вращением колпачка включателя.
Расчёт технической нормы времени
- Разборочная.
- Установить вал якоря стартера на сверлильном станке.
tоп1 = 0,18 (карта 156).
Ремонт и техническое обслуживание стартера
... рассмотрена тема «Техническое обслуживание и ремонт стартера» 1. ОБЩАЯ ЧАСТЬ 1.1 ... генератора. 8. Проверка работы: замков дверей, капота, двери задка и люка бензобака; электропривода стеклоподъемника и ... - Детали стартера автомобиль ЗИЛ-130 1 - стартер в сборе; 2 - щиток стартера; 3 - реле включения стартера; 4 ... покупателя) и обучения пульта дистанционного управления по радиоканалам. Проверить работу ...
- Высверлить заклепки корпуса стартера.оп2 = 0,65 (карта 186).
- Выбить заклепки крепления накладок:оп3 = 0,55 (карта 45).
- Править ведомый диск:оп4 = 1,06 (карта 159).
Операционное время на всю операцию составит:
tоп = tоп1 + tоп2 + tоп3 + tоп4, где
tоп — оперативное время, в которое входят основное и вспомогательное время. В течении оперативного времени рабочий воздействует на обработку изделия, наблюдает за ним, ведет измерения, установку, закрепление и снятие этого изделия. 1да- находят по табличным нормативам.
![]()
tшк — это установленное время технологической операции, определенных условий исполнительных соотношений квалификации.
tпз — это подготовительно — заключительное время, необходимое рабочему на ознакомление с документами и работой, подготовкой рабочего места.
Так как размер партии неоговорен, то число деталей принимаем равным 1
(z = 1).
tшт — это время включает в себя оперативное время tо и tв и время обслуживания рабочего места tорм
![]()
tо и tв — находят по табличным нормативам.- норма дополнительного времени по нормативам равная 20% от tоп
Для слесарных работ

Сборочная
- Установить вал якоря стартера на прессе для клепки фрикционных накладок.
tоп = 0,18 мин
- Наклепать фрикционные накладки.
tоп = 0,54 мин
tоп = tоп1 + tоп2 = 0,18 + 0,54 = 1,12 мин.
t шк = 0,2*1,12/1 + 1,2*1,12 = 2 мин.
Проверочная
- Проверить вращение генератора в подшипниках. tоп = 0,94 (карта 172).
- 2. Проверить осевой зазор на вале якоря. Осевой зазор не должен превышать 0,8 мм
tоп = 0,37 (карта 119).
- Проверить зазор между торцем шестерни со стороны маховика и упорной шайбой.
tоп — 2,36 (карта 115).
tОП = 0,12 (карта 132).
tоп = tоп + tоп + tоп + tоп = 0.94 + 0.37 + 2.36 + 0.12 = 4 мин.
tшк = 0,2*4/1 + 1,2*4 = 6 мин.
Обоснование выбора оборудования и инструмента
- Разборочная (разборка стартера).
Для этой операции необходимы:
Сверлильный станок модели 2Н118.
Верстак слесарный модели СД3701-07А.
Технологический расчет комплекса ТО с разработкой операционно-технологической ...
... и потери рабочего времени, повысить качество выполняемых работ, обеспечить надежную и высокоэффективную работу автомобилей на линии; замену устаревшего, малопроизводительного и изношенного ... объекте проектирования технологической документации (постовые технологические карты, карты диагностирования, операционные карты, карты на рабочее место, карты НОТ, схемы маршрутов движения исполнителей и др.); ...
Молоток и стержень с диаметром заклепки.
Тиски ГОСТ4045-75.
Приспособление для правки ведомого диска.
- Сборочная. Для этой операции необходимы:
Верстак слесарный модели СД3701-07А.
Настольный пресс для клепки фрикционных накладок модель Р-335.
Заклепки (медные, латунные, алюминиевые).
- Проверочная. Для этой операции необходимо.
- Верстак слесарный модели СД3701-07А.
- Напильник и наждачная бумага.
- Балансировочный грузик.
- Тиски ГОСТ4045-75.
- Приспособление для проверки биения вала якоря статора.
Список использованных источников:
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/generator/
1. А.А.Газарян. Техническое обслуживание автомобилей. М. Транспорт, 1989-255 стр.
- А.Т. Долженков, Г.А. Золатарев, И.С. Левитский, В.М. Саньков. Ремонтное дело: Учебник для авторемонтных специальностей техникумов. — М. Государственное издательство сельскохозяйственной литературы, 3956 г. — 560 стр.
- В.И.
Карагодин, Н.Н. Митрохин. Ремонт автомобилей и двигателей. Учебник для студентов средних профессиональных учебных заведений. М. Мастерство; Высшая школа 2001. — 496 стр.
- Оборудование для ремонта автомобилей. Справочник под редакцией М.М. Шахнеса. М. Транспорт, 1978- 384 стр.
- А.Ф.Мащенко, В.И.
Медведков. Техническое обслуживание автомобилей, М. Воениздат. 1957-146 стр.
- Г.В. Мотовилин, М.А.Масино, О.С. Суворов. Автомобильные материалы. Справочник. М. Транспорт, 1989 — 464 стр.
- Н.В.
Беляев. 10000 советов автомобилистам. Минск. Современная литература. 2000-464 стр.
- Х.Я. Рютман. Ремонт легковых автомобилей М. Патриот. 1992-320 стр.