
Характеристика объекта проектирования
(зоны ТО или диагностирования)
Характеристика АТП, АРМ (филиала)
В характеристику предприятия (филиала) входят: полное название, тип предприятия, место расположения (район, улица), ведомственная принадлежность, занимаемая площадь, специализация по выполняемой работе и основная клиентура.
Необходимые для расчета показатели: режим работы автомобилей на линии, число рабочих дней в году (Д рг ); число смен (nсм ); категория условий эксплуатации (КУЭ); время в наряде (Тн ); начало (tнв ) и продолжительность выпуска и возврата автомобилей (tв ); среднесуточный пробег (lсс ); списочное (инвентарное) число автомобилей (Аи ), в том числе по моделям, составляющим технологически совместимую группу автомобилей – число автомобилей в технологически совместимой группе должно быть не менее 25, (в дальнейшем – группу автомобилей);
Фактические технико-эксплуатационные показатели за отчетный период:
- коэффициенты технической готовности (α ф г ) и выпуска автомобилей (αф в ), простой в КР (Дф кр ), дней;
- удельный простой в ТО и ремонте (Д ф ор ), дней на 1000 км;
- общий годовой пробег парка автомобилей (L ф п.г. ), км;
- количество работников АТП, АРМ – основные и вспомогательные рабочие ИТР и служащие, МОП;
- характеристика производственной базы (количество рабочих и вспомогательных постов, основное технологическое оборудование, в том числе подъемно-транспортное, складское хозяйство);
- связь между подразделениями, организация хранения готовых и ожидающих ТО и ремонта автомобилей, организация УМР, приемки и выдачи автомобилей;
- количество автомобиле-заездов за год, сутки по маркам и видам работ;
- продажа автомобилей и запчастей;
- предпродажная подготовка и другие услуги (АРМ);
- назначение, место расположения, выполняемые работы: число рабочих, режим работы, в том числе по сменам;
- наличие технологических (операционных и др.) карт: рациональность использования рабочего времени;
- система оплаты труда и материального поощрения.
- соблюдение требований ТБ, охраны труда, противопожарной защиты;
- эстетика на рабочих местах;
- дисциплина труда.
Характеристика объекта проектирования
Техническое обслуживание пожарных автомобилей
... пожарных автомобилей 7 минут; для пожарных автолестниц и коленчатых подъемников 10 минут. При обнаружении неисправностей пожарной техники, пожарно ... пожарных автомобилей Пост технического обслуживания подразделения предназначен для проведения ТО и текущих ремонтов пожарных автомобилей, ... рабочими этих подразделений с участием водителя пожарного автомобиля ... пожарных автомобилей, инструкция по охране труда, ...
В характеристику объекта проектирования или реконструкции входят:
- полное название объекта, назначение (основные и дополнительные работы, например, по самообслуживанию и др.), производственная площадь, перечет производственных площадей с указанием их площади, и ее соответствие выполняемым работам;
- режим и организация работы и отдыха – число дней работы в году, число смен, продолжительность смены, начало и конец работы каждой смены, время обеденного перерыва и его продолжительность;
- общее число рабочих, их квалификация, распределение по рабочим местам и сменам работы;
- наличие оборудования, производственного инвентаря, инструмента, приспособлений, их состояние и соответствие выполняемым работам;
- состояние дел по технике безопасности, противопожарной защите, производственной санитарии и гигиены, охране окружающей среды (если такие требования предъявляются к проектируемому объекту);
- наличие и качество технологической документации (постовых, операционных карт, карт на рабочее место) и соответствие ее требованиям ЕСТД;
- метод организации производства работ;
- форма оплаты труда исполнителей;
- технологическая связь с отделами ЦУП, производственными комплексами, другими участками, зонами ТО и ТР, постами диагностирования, складами (схема технологического процесса ТО, ТР, диагностирования);
- оперативная связь (АСУ, ЦУП, селектор, телефон и пр.);
- учет выполненной работы и ее качества, технические и экономические показатели работы;
- основные недостатки в организации и технологии проведения работ.
Детальный анализ недостатков в организации и технологии проведения работ по всем позициям позволяет студенту выявить «узкие» места производства по объекту проектирования (реконструкции).
А проведенный анализ позволяет наметить (рекомендовать) основные организационно-технические мероприятия, направленные на совершенствование организации и управления производством, способствующие повышению производительности труда и качества выполняемых работ, обеспечивающие для исполнителей безопасные и благоприятные условия труда на рабочих местах.
Эти рекомендации по пунктам должны быть обоснованы с учетом действующих нормативов, подтверждены необходимыми расчетами, которые приводятся в соответствующих разделах пояснительной записки и могут включать следующие мероприятия:
замену устаревших и несовершенных методов организации и управления производством, технологии проведения работ на более перспективные, используя опыт и достижения в этой области лучших предприятий своего города, региона, страны, позволяющие сократить простои подвижного
- состава в соответствующих зонах и потери рабочего времени, повысить качество выполняемых работ, обеспечить надежную и высокоэффективную работу автомобилей на линии;
- замену устаревшего, малопроизводительного и изношенного оборудования, производственного инвентаря и оснастки на современное, высокопроизводительное оборудование для оснащения постов и рабочих мест, при этом шире использовать разработки рационализаторов и новаторов производства, а также лично участвовать в этой работе в период преддипломной практики и дипломного проектирования;
- рациональное применение технологического, осмотрового и подъемно-транспортного оборудования (по теме проекта);
- разработку отсутствующей на объекте проектирования технологической документации (постовые технологические карты, карты диагностирования, операционные карты, карты на рабочее место, карты НОТ, схемы маршрутов движения исполнителей и др.);
- изменение производственной площади, высоты помещения, габаритов въездных и выездных ворот, размеров оконных и дверных проемов и т.д.;
- изменение планировки постов, технологического оборудования и производственного инвентаря;
- специализацию постов, рабочих мест по видам работ или агрегатам, системам автомобиля.
2. Технологический расчет производственных подразделений или участка
Выбор исходных нормативов режима ТО и ремонта и корректирование нормативов
|
Марка автомобиля |
Пробег с начала эксплуатации в долях от L кр |
Количество автомобилей (ед.) |
|
ЛАЗ-693Н |
менее 0,5 0,5–0,75 0,75–1,0 более 1,0 |
А 1 =55 А 2 =55 А 3 =90 А 4 =100 |
|
Всего: А и =300 |
||
А кр =75-количество автомобилей прошедших КР, (ед);
L сс =205-среднесуточный пробег автомобилей (км);
3 – категория условий эксплуатации;
Д рг =365-количество рабочих дней в году АТП (дн);
t п =12,8 – средняя продолжительность работы автобусов на маршруте (час);
t вн =5ч30 мин и 14ч00 мин-время начала выхода автобусов на маршрут;
t вк =6ч30 мин и 15ч00 мин-время конца выхода автобусов на маршрут.
Периодичность ТО-1, ТО-2 и пробег до капитального ремонта
Ресурсный пробег L р и периодичности ТО-1 и ТО-2 Li для конкретного АТП определяются с помощью коэффициентов, учитывающих категорию условий эксплуатации К1 , модификацию подвижного состава К2 и климатический район К3 , т.е.
L р = L p ( H ) К1 К2 К3 ,
L i = L i ( H ) К1 К3,
где L p ( H ) – нормативный ресурсный пробег автомобиля, км;
L i ( H ) – нормативная периодичность ТО i-го вида (ТО-1 или ТО-2), км.
L р = 500000*0,8 *1,0*1,0=400000 км
L 1 = L 1 ( H ) * K 1 * K 3 =5000*0,8*1,0=4000 км
L 2 = L 2 ( H ) * K 1 * K 3 =20000*0,8*1,0=16000 км
2.1.2 Трудоемкость ЕО, ТО-1, ТО-2, Д-1, Д-2, СО и ТР
t ЕО = t (Н) ЕО * К2 *К 5 *К м,
К 2
t (Н) ЕО – нормативная трудоемкость ЕО
К 5 – коэффициент корректирования трудоемкости в зависимости от количества технологический совместимых групп подвижного состава.
t ЕО = 0,4*1,25*1,0*0,7=0,35 чел.-час
К м — коэффициент механизации, снижающий трудоемкость ЕО
К м =100 – (См+Со)/ 100
См-% снижения трудоемкости за счет применения моечной установки, принимается 55%.
Со-% снижения трудоемкости путем замены обтирочных работ обдувом воздуха, принимается 15%
К м =100 – (55+15)/100=0,7
t 1 = t (Н) 1 * К2 *К 5 *К м,
t (Н) ТО-1 – нормативная трудоемкость ТО-1
К м — коэффициент механизации, снижающий трудоемкость ТО-1, принимается равным 0,8.
t 1 = 7,5*1,25*1,0*0,8=7,5 чел.-час
t 2 = t (Н) 2 * К2 *К 5 *К м,
t (Н) ТО-2 – нормативная трудоемкость ТО-2
К м — коэффициент механизации, снижающий трудоемкость ТО-2, принимается равным 0,9.
t 2 = 30*1,25*1,0*0,9=33,8 чел.-час
t СО = t 2 *С со/100,
где Ссо -% работ сезонного обслуживания, для средней полосы-20%.
Трудоемкость общего диагностирования:
t СО =33,8*20/100=6,8 чел.-час
t Д-1 = t 1 *С д-1/100,
где t 1 –скорректированная трудоемкость ТО-1
Сд-1-% диагностических работ, выполняемых при проведении ТО-1.
t Д-1 =7,5*20/100=1,5 чел.-час
t Д-2 = t 2 *С д-2/100,
где t 1 –скорректированная трудоемкость ТО-2
t Д-2 = 33,8*80/100=27 чел.-ч.
Сд-1-% диагностических работ, выполняемых при проведении ТО-2.
Удельная расчетная нормативная (скорректированная) трудоемкость текущего ремонта
t тр = t ( H ) тр К1 К2 К3 К4 К5 ,
где t ( H ) тр – нормативная удельная трудоемкость ТР, чел. × ч /1000 км;
t тр =3,8*1,2*1,25*1,0*1,0*1,0=5,7 чел.-час/1000 км
К 1 , К3 , К5 –
Определение коэффициента технической готовности автомобиля
Годовой пробег автомобиля
L г = Д раб. г l сс a т,
Д раб. г
L г = 365*205*0,9=67342,5 км
a т – коэффициент технической готовности за цикл.
α т =Дэц /(Дэц +Дрц ),
Д э.ц
Д р.ц
α т =1951/(1951+132)=0,9
Д эц =
Число дней простоя автомобиля в ТО-2 и ТР за цикл
Д эц =400000/205=1951
Д р.ц = Д ТО-ТР
Д ТО-ТР
Д р.ц = 0,30*400000*1,1/1000=132
Определение годовой программы по техническому обслуживанию
Число технических воздействий на один автомобиль за цикл определяется отношением циклового пробега L ц (или Lр ) к пробегу до данного вида воздействия.
Ежедневное обслуживание (ЕО) согласно ОНТП подразделяется на ЕО с выполняемое ежедневно при возврате подвижного состава, и ЕОт , выполняемое перед ТО и ТР.
Число списаний (N с ), ТО-2 (N2 ), ТО-1 (NТ1 ), ЕОс (NЕО с ) и ЕОт (NЕО т ) за цикл на один автомобиль
N с = L ц / L р = L р / L p = 1;
N 2 = L р / L 2 – N с = L р / L 2 – 1;
N 1 = L р / L 1 — ( N с + N 2 ) = L р (1/ L 1 – 1/ L );
N ЕО с = L р / l cc ;
N ЕО т = ( N 1 + N 2 ) 1,6,
где l cc – среднесуточный пробег автомобиля, км;
1,6 – коэффициент, учитывающий выполнение NЕО т при ТР.
N 2 =400000/16000–1=25
N 1 =400000 (1/4000–1/16000)=75
N ЕО с =400000/205=1952 N ЕО т =(75+25) 1,6=160
Годовое число ЕО с (åNЕО с.г ), ЕО т (åNЕО т.г ), ТО-1 (åN1 г ), ТО-2 (åN2 г ) на группу (парк) автомобилей Аи составит
å N ЕО с.г = А и L г / l сс
å N ЕО с.г = 300*365*0,9=98550,
å N ЕО т.г = Аи å ( N 1 г + N 2 г ) 1,6
å N ЕО т.г =205 (75+25) 1,6=32800,
å N 1 г =А и L г (1/ L 1 – 1/ L 2 )
å N 1 г =205*67342,5 (1/4000–1/16000)=2582,
å N 2 г = А и L г (1/ L 2 -1/ L р )
å N 2 г =205*67342,5 (1/16000–1/400000)=829
Определение программы диагностических воздействий на весь парк за год
Программа Д-1 и Д-2 на весь парк за год
å N Д-1 г = å N 1 Д-1 + å N 2 Д-1 + å N тр Д-1 = å N 1 г + å N 2 г + 0,1 å N 1 г = 1,1 ( å N 1 г + å N 2 г );
å N Д-2 г = å N 2 Д-2 + å N тр Д-2 = å N 2 г + 0,2 å N 2 г = 1,2 å N 2 г,
где å N 1 Д-1 , å N 2 Д-1 , å N тр Д-1 – соответственно число автомобилей, диагностируемых при ТО-1, после ТО-2 и при ТР за год;
å N 2 Д-2 , å N тр Д-2 – соответственно число автомобилей, диагностируемых перед ТО-2 и при ТР за год.
Число автомобилей, диагностируемых при ТР (åN трД-1 ) составляет примерно 10% программы ТО-1 за год, а (åNтр Д-2 ) – 20% годовой программы ТО-2.
å N Д-1 г = 1,1 (2582+829)=3093,
å N Д-2 г =829*1,2=995
Определение суточной программы по ТО и диагностированию автомобилей
По видам технического обслуживания (ЕО, ТО-1 и ТО-2) и диагностирования (Д-1 и Д-2) суточная производственная программа
N i
где å N i г – годовая программа по каждому виду ТО или диагностирования в отдельности;
Д раб. г
Число дней работы в году зон и участков определяется по видам работ [1], которое зависит от программы ТО и объемов работ ТР.
N ЕО с =∑ NEO c г /Драб , N ЕО с =98550/365=270;
N 1с =∑ N 1г /Драб , N 1с =2582/365=8;
N 2с =∑ N 2г /Драб , N 2с =829/365=3;
N 1Дс =∑ N Д1г /Драб , N 1Дс =3093/365=9;
N 2Дс =∑ N Д2г /Драб , N 2Дс =995/365=3
Годовой объем работ по ТО и ТР
Объем работ по ЕО с , ЕОт , ТО-1, и ТО-2 (Т ЕО с.г , ТЕО т.г , Т1 г и Т2 г ) за год определяется произведением числа ТО на нормативное (скорректированное) значение трудоемкости данного вида ТО:
Т ЕО с.г =
Т ЕО т.г =
Т 1 г =
Т 2 г =
где å N ЕО с.г, å N ЕО т.г , å N 1 г , å N 2 г – соответственно годовое число ЕО с , ЕО т , ТО-1 и ТО-2 на весь парк (группу) автомобилей одной модели;
t ЕО с, t ЕО т, t 1, t 2 – нормативная скорректированная трудоемкость соответственно тех же воздействий, чел. × ч.
Т ЕО с.г = 98550*0,35=34493
Т ЕО т.г = 32800*0,35=11480
Т 1 г = 2582*7,5=19365
Т 2 г =829*33,8=28020
Годовой объем работ ТР, в чел. × ч
Т тр г =
где L г – годовой пробег автомобиля, км;
А и
t тр – удельная нормативная (скорректированная) трудоемкость ТР, чел.-час на 1000 км пробега.
Т тр г =67342,5*300*5,7/1000=115156
Годовой объем вспомогательных работ
Объем вспомогательных работ составляет при числе штатных производственных рабочих до 50 человек – 30% от общего объема работ по ТО и ТР подвижного состава. Если часть этих работ выполняется на соответствующих производственных участках ТО их включают в программу этого участка. На крупных предприятиях эти работы выполняют рабочие самостоятельного подразделения – отдела главного механика.
Расчет численности производственных рабочих
Явочное число рабочих:
Р я = Т г / Ф т ,
Т г
Ф т
Р я =115156/2070=56 чел.
Штатное число рабочих
Р ш = Т г / Ф ш ,
Ф ш
Согласно ОНТП годовой (эффективный) фонд времени «штатного» рабочего для маляров составляет 1610 ч, а для всех других профессий рабочих – 1820 ч.
Р ш = 115156/1820=64
3. Выбор метода организации технологического процесса ТО автомобилей и организация труда на постах
Методы организации технологического процесса ТОД и зоны ТО-2 автомобилей
Методы организации производства ТО и ремонта автомобилей делятся на метод специализированных бригад, метод комплексных бригад, агрегатно-участковый метод.
Метод специализированных бригад предусматривает формирование производственных подразделений по признаку их технологической специализации по видам технических воздействий.
Создаются бригады, на каждую из которых в зависимости от объемов работ планируется определенное число рабочих необходимых специальностей. Специализация бригад по видам воздействий (ЕО, ТО – 1, ТО-2, диагностирования, ТР, ремонту агрегатов) способствует повышению производительности труда рабочих в результате применения прогрессивных технологических процессов и механизации, повышения навыков и специализации исполнителей на выполнение закрепленной за ними ограниченной номенклатуры технологических операций.
При такой организации работ обеспечивается технологическая однородность каждого участка (зоны), создаются предпосылки к эффективному оперативному управлению производством за счет маневра людьми, запасными частями, технологическим оборудованием и инструментом, упрощаются учет и контроль за выполнением тех или иных видов технических воздействий.
Существенным недостатком данного метода организации производства является слабая персональная ответственность исполнителей за выполненные работы. В случае преждевременного отказа сложно проанализировать все причины, установить конкретного виновника снижения надежности, так как агрегат обслуживают и ремонтируют рабочие различных подразделений. Сложность анализа причин и выявления конкретных виновников низкой надежности автомобилей в эксплуатации приводит к значительному увеличению числа отказов и простоям автомобилей в ремонте. Эффективность данного метода повышается при централизованном управлении производством и применении специальных систем управления качеством ТО и ТР.
Метод комплексных бригад предусматривает формирование производственных подразделений по признаку их предметной специализации, т.е. закрепления за бригадой определенной группы автомобилей (например, автомобилей одной колонны, автомобилей одной модели, прицепов и полуприцепов), по которым бригада проводит работы ТО – 1, ТО-2 и ТР. Централизованно выполняются ЕО, диагностирование и ремонт агрегатов. Комплексные бригады укомплектовываются исполнителями различных специальностей (автослесарями, слесарями-регулировщиками, электриками, смазчиками), необходимыми для выполнения закрепленных за бригадой работ.
При организации производства методом комплексных бригад каждая бригада, как правило, имеет закрепленные за ней рабочие места, посты для ТО и ремонта, свое, в основном универсальное технологическое оборудование и инструменты, запас оборотных агрегатов и запасных частей, т.е. происходит сокращение программы и распыление материальных средств АТО, что усложняет организацию производства технического обслуживания и ремонта автомобилей.
Сложности управления объясняются трудностями маневрирования производственными мощностями и материальными ресурсами и трудностями в регулировании загрузки отдельных исполнителей по различным комплексным бригадам. Возникают ситуации, когда рабочие одной комплексной бригады перегружены, а другой недогружены, но бригады не заинтересованы во взаимопомощи.
Однако существенным преимуществом этого метода является
бригадная ответственность за качество проводимых работ по ТО и ТР.
Сущность агрегатно-участкового метода состоит в том, что все работы по ТО и ремонту подвижного состава АТО распределяются между производственными участками, ответственными за выполнение всех работ ТО и ТР одного или нескольких агрегатов (узлов, механизмов и систем), по всем автомобилям АТО. Моральная и материальная ответственность за качество ТО и ремонта закрепленных за участком агрегатов, узлов и систем при данной форме организации производства становится конкретной.
Результаты работы производственного участка оцениваются по средней наработке на случай ТР соответствующих агрегатов и по простоям автомобилей по техническим неисправностям агрегатов и систем, закрепленных за участком.
Работы распределяются между производственными участками с учетом производственной программы, зависящей от размера АТО и интенсивности использования подвижного состава. На крупных и средних АТО с интенсивным использованием автомобилей число участков, между которыми распределяются работы ТО и ТР, принимается от четырех до восьми. Работы, закрепленные за основными производственными участками, выполняются входящими в состав их бригад исполнителями как на постах ТО и ТР, так и в соответствующих цехах и участках.
Агрегатно-участковый метод имеет недостатки, главный из которых – децентрализация производства, затрудняющая оперативное управление работоспособностью автомобиля как субъекта транспортного процесса.
Выбор метода обслуживания
Изменение условий хозяйствования обусловливает необходимость применения новых, более совершенных организационных методов управления процессами ТО и ремонта подвижного состава в АТО с учетом ситуации на региональных сервисных рынках. Однако технологические принципы организации и управления производством ТО и ремонта существенно не изменяются, что объясняется необходимостью поддерживать технически исправное состояние подвижного состава в условиях действия любых экономических механизмов.
Инженерно-техническая служба АТО в своей повседневной деятельности решает ряд вопросов планирования и управления производством, которые условно можно свести к следующим четырем комплексам взаимосвязанных задач:
1) определение программы работ, т.е. числа автомобилей, планируемых к постановке на диагностирование и ТО, номенклатуры и объемов ремонтных работ;
2) распределение автомобилей по производственным постам в зависимости от специализации, оснащенности и занятости;
3) распределение наличных запасных частей и материалов по автомобилям, агрегатам, постам и пополнение их запасов;
4) распределение заданий между ремонтными рабочими, постами и участками.
Как показали исследования и опыт работы передовых АТО, наибольшая эффективность в решении вопросов организации производства может быть достигнута благодаря централизованной системе управления производством (системы ЦУП), основанной на централизации управления производством ТО и ремонта подвижного состава на АТО. Внедрение этой системы является первым этапом создания АСУ инженерно-технической службы АТО.
Система ЦУП строится на следующих принципах.
1. Четкое распределение административных и оперативных функций между руководящим персоналом и сосредоточение функций оперативного управления в едином центре или отделе управления производством (ЦУП или ОУП).
Основными задачами ЦУП являются сбор и автоматизированная обработка информации о состоянии производственных ресурсов и объемах работ, подлежащих выполнению, а также планирование и контроль за деятельностью производственных подразделений на основе анализа имеющейся информации.
Центр управления производством состоит, как правило, из двух
подразделений: отдела (группы) оперативного управления (ООУ) и отдела обработки и анализа информации (ООАИ).
2. Выполнение каждого вида технического воздействия при организации производства ТО и ремонта подвижного состава специализированной бригадой или участком (бригады БО, ТО-1, ТО-2, ТР и др.) технологический принцип формирования производственных подразделений, в наибольшей степени отвечающий требованиям централизованной системы управления.
3. Объединение производственных подразделений (бригад, участков), выполняющих технологически однородные работы, в производственные комплексы в целях удобства управления ими.
4. Централизованная подготовка производства (комплектование оборотного фонда запасных частей и материалов, хранение и регулирование запасов, доставка агрегатов, узлов и деталей на рабочие посты, мойка и комплектование ремонтного фонда, обеспечение рабочих инструментом, а также перегон автомобилей в зонах ТО, ремонта и ожидания) осуществляется специальным комплексом. Централизация подготовки производства значительно сокращает непосредственные затраты времени ремонтных рабочих, управленческого персонала и в конечном счете простои автомобилей в ТО и ремонте.
5. Использование средств связи, автоматики, телемеханики и вычислительной техники (система может активно работать лишь при наличии средств диспетчерской связи и оргтехники).
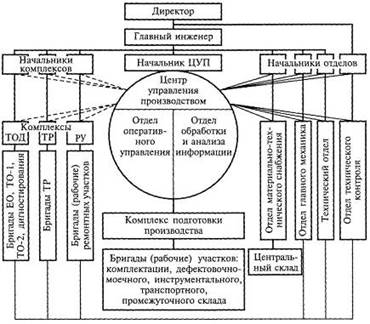
На рис. 1 приведена схема структуры управления технической службой крупной АТО. В зависимости от мощности предприятия и условий внешней кооперации структура технической службы может изменяться при сохранении принципиальных положений.
- 1 – – -2 – З
Рис. 1. Структура централизованного управления технической службой АТО:
1-административное; 2-оперативное подчинение; 3-деловая связь
Центр управления производством возглавляется начальником, а основная оперативная работа по управлению выполняется диспетчером производства и его помощником – техником-оператором. Численность персонала ЦУП определяется общим объемом выполняемых им работ (числом автомобилей в АТО, числом смен работы, наличием технических средств управления и др.).
Оперативное руководство всеми работами по ТО и ремонту автомобилей осуществляется отделом оперативного управления (ООУ) ЦУП. Персонал ООУ выполняет следующие основные работы:
- принимает смену, т.е. фиксирует состояние производства, выполненную программу, размеры незавершенного производства, количество автомобилей в очереди на ремонт, имеющиеся помехи, отклонения;
- осуществляет оперативный контроль проведения диагностирования, ТО-1, ТО-2;
- осуществляет оперативное планирование, регулирование, учет и контроль выполнения ремонтов подвижного состава, т.е.
принимает заявки на ремонт, устанавливает очередность выполнения работ, определяет плановое время, необходимое для выполнения намеченных работ, обеспечивает своевременную постановку автомобилей на посты ремонта, выдает задания непосредственным исполнителям, выдает задания персоналу комплекса подготовки производства по доставке на рабочие места необходимых запчастей и материалов, периодически контролирует ход выполнения работ;
- организует и контролирует выполнение работ по своевременной подготовке запасных частей и материалов для проведения регламентных работ и ремонтов, т.е. обеспечивает подготовку производства к проведению ТО и ремонтов, учитывая при этом результаты диагностирования;
- передает смену.
На ООАИ возлагается выполнение всех работ, связанных с организацией информационного обеспечения системы управления, с использованием технических и программных средств ПК. Основной задачей ООАИ является систематизация, обработка, анализ и хранение информации о деятельности всех подразделений технической службы, а также ведение учета пробегов автомобилей, движения основных агрегатов и планирование технических воздействий. ООАИ выполняет следующие основные работы:
- принимает первичные документы для обработки, осуществляет контроль правильности и полноты их заполнения и подготавливает информацию к дальнейшей обработке на электронных носителях;
- обрабатывает информацию с помощью персональных компьютеров, т.е.
выполняет работы по формированию, сортировке и систематизации информации, накопление ее по соответствующим разрезам и формам в зависимости от используемого на предприятии программного обеспечения ПК (выходные формы);
- производит анализ по результатам обработки информации и передает материалы руководству для принятия конкретных мер и разработки мероприятий по совершенствованию работы ИТС АТО;
— в лицевых карточках автомобиля ведет учет цепочки пробега, отмечает случаи замен основных агрегатов (двигателя, коробки передач, мостов и др.) при ремонте и отдельно учитывает их пробеги, на основании фактических пробегов планирует постановку автомобилей в ТО и на диагностирование.
Обеспечение комплексов ТО, диагностирования и ТР запасными частями и материалами выполняется по указанию ЦУП комплексом подготовки производства (КПП).
Оперативное руководство комплексом подготовки производства осуществляется диспетчером ЦУП через техника-оператора КПП (в небольших АТО непосредственно) с помощью средств связи (телефона, селектора).
Процесс доставки и выдачи деталей, узлов и агрегатов осуществляется участком комплектации в следующей последовательности:
1) на основании информации, содержащейся в Ремонтном листке, ЦУП определяет потребности в деталях, узлах, агрегатах, необходимых для выполнения ремонтных работ;
2) диспетчер ЦУП отдает распоряжение технику-оператору КПП обеспечить доставку на пост нужной запчасти;
3) техник-оператор КПП проверяет наличие необходимой запчасти на промежуточном и основном складах и дает указание одному из слесарей-комплектовщиков доставить необходимую запчасть на пост производственного комплекса.
Техник-оператор КПП связывается с диспетчером ЦУП только в том случае, если не может своевременно выполнить полученное задание.
На основании информации о наличии запасов на промежугочном и основном складах, об ожидаемом пополнении запасов и об имеющемся ремонтном фонде начальник ЦУП совместно с начальниками КПП и комплекса ремонтных участков (КРУ) планирует задание на ремонт (изготовление) агрегатов, узлов и деталей различным участникам комплекса ремонтных участков.
В соответствии с этим планом участок комплектации КПП доставляет ремонтный фонд на участки КРУ, а отремонтированные агрегаты, узлы и детали – на основной или промежуточный склад.
На предприятии, кроме центрального склада, находящегося в ведении отдела материально-технического снабжения, организуется промежуточный склад, входящий в состав КПП. Основную часть номенклатуры промежуточного склада составляют агрегаты, узлы и детали, отремонтированные и изготовленные собственными силами в ремонтных участках, а также полученные с авторемонтных заводов (АРЗ).
Номенклатуру запасных частей промежуточного склада, максимальный и минимальный размер запаса определяют различными методами. Нормы запаса разрабатываются техническим отделом АТО применительно к конкретным местным условиям и утверждаются приказом.
Регулирование запасов строится на принципе обеспечения неснижаемого уровня, т.е. осуществляется контроль за числом деталей, агрегатов и узлов каждого из наименований установленной номенклатуры и дается заявка на пополнение запаса того или иного элемента не в случае его полного израсходования, а если число этих элементов после выдачи стало меньше определенного минимального уровня. Этим обеспечивается надежность функционирования процесса подготовки производства и исключаются простои автомобилей в ожидании запчастей. На основании установленной номенклатуры и норм запаса выбираются необходимое оборудование и площадь склада. Учет наличия и контроль состояния складских запасов ведет кладовщик промежуточного склада. Выдача запасных частей производится в обмен на снятые, изношенные.
Контроль и регулирование состояния складских запасов рекомендуется организовать на принципах применения компьютерной техники и автоматизированных систем управления.
Расчет числа постов ТО
Посты рассчитываются для каждой группы технологически совместимого подвижного состава. Исходными величинами для расчета числа постов обслуживания служат ритм производства и такт поста.
Ритм производства R i определяется
R i
где Т c м — продолжительность смены, ч;
- С – число смен;
N ic — суточная производственная программа раздельно по каждому виду ТО и диагностирования;
- j – коэффициент, учитывающий неравномерность поступления автомобилей на посты ТО.
R EO = 60 Tc
R EO =60*12.8*2/270*1.4=4
R 1 = 60 Tc м C / ( N 1 C j )
R 1 =60*12.8*2/8*1.4=137.1 час,
R 2 = 60 Tc м C / ( N 2 C j )
R 2 =60*12.8*2/3*1.4=365. 7 час,
R Д1 = 60 Tc м C / ( N 1Д C j )
R Д1 =60*12.8*2/9*1.4=121,9 час,
R Д2 = 60 Tc м C / ( N 2Д C j )
R Д2 =60*12.8*2/3*1.4=365,7 час
Такт поста t i определяется
t i = 60 ( ti / Рп )+ tn ,
где t i — трудоемкость работ данного вида обслуживания, выполняемого на посту, чел.·ч;
Р п — число рабочих, одновременно работающих на посту;
t n — время, затрачиваемое на передвижение автомобиля при установке его на пост и съезд с поста, мин.
Время t n в зависимости от габаритных размеров автомобиля принимают равными 1–3 мин.
t ЕО = 60 ( t ЕО / Рп )+ tn
t ЕО = 60*0,35/2+3=13,5 мин,
t 1 = 60 (t1 / Рп )+ tn
t 1 =60*7,5/2+3=228 мин ,
t 2 = 60 (t2 / Рп )+ tn
t 2 =60*33,8/2+3=1017 мин,
t Д1 = 60 ( t Д1 / Рп )+ tn
t Д1 =60*1,5/2+3=48 мин,
t Д2 = 60 ( t Д2 / Рп )+ tn
t Д2 =60*27/2+3=813 мин
Число рабочих на посту устанавливают в соответствии с рекомендациями.
Число постов определяется с учетом коэффициента использования рабочего времени поста h j равного 0,85–0,90, т.е.
Х j = t j / ( Rj h j ) ,
Х Ео =
Х Ео =13,5/(4*0,9)=4,
Х 1 =
Х 1 =228/(137,1*0,9)=2,
Х 2 =
Х 2 =1017/(365,7*0,9)=3
Число специализированных постов диагностирования Д-1 или Д-2 Х д i рассчитывается так же, как и число постов ТО-2. Число рабочих на посту Рп принимается равным 1 или 2, а коэффициент использования рабочего времени диагностического поста hд равен 0,6–0,75.
При известном годовом объеме диагностических работ число
Х д
Т д
Ф п
Д раб.г
Т см
С – число смен.
Х Д1 =ТД1 /(Драб.г *Тсм *С*
Х Д1 =134521/(365*12,8*2*0,6*2)=12,
Х Д2 =ТД2 /(Драб.г *Тсм *С*
Х Д2 =143176/(365*12,8*2*0,6*2)=13
Т Д1 =∑(Т1 +Тр )
Т Д1 =19365+115156=134521
Т Д2 =∑(Т2 +Тр )
Т Д2 =28020+115156=143176
4. Подбор технологического оборудования и оснастки в зоне или на участке
Технологическое оборудование по производственному назначению подразделяется на основное (станочное, демонтажно-монтажное и др.), комплектное, подъемно-осмотровое и подъемно-транспортное, общего назначения (верстаки, стеллажи и др.) и складское. Количество оборудования, которое используется периодически, т.е. не имеет полной загрузки, устанавливается комплектом по табелю оборудования для данного участка, например, табели оборудования карбюраторного, аккумуляторного и электротехнических участков.
Количество подъемно-осмотрового и подъемно-транспортного оборудования определяется числом постов ТО, ТР и линий ТО, их специализацией по видам работ с учетом кран-балок, тельферов и других средств механизации.
Количество производственного инвентаря (верстаков, стеллажей и т.п.) определяют по числу работающих в наиболее загруженной смене. Количество складского оборудования определяется номенклатурой и объемом складских запасов.
При подборе оборудования пользуются «Табель гаражного оборудования для автотранспортных предприятий», каталогами, справочниками.
Таблица 1. – Перечень оборудования, контрольно-измерительных приборов и инструмента для оснащения рабочих мест при выполнении регламентных работ ТО или диагностирования.
|
Наименование |
Модель, тип ГОСТ или ТУ |
Краткая техническая характеристика |
Кол-во, шт. |
Завод-изготовитель |
|
1. Установка для мойки дисков колес 2. Щеточная установка для мойки автобусов 3. Установка Для сушки автобусов 4. Конвейер цепной толкающего типа для автобусов 5. Аппаратный шкаф |
М-205 1126М М-147 М 4120 |
Электромеханический привод; плоскостная щетка с интегрированным соплом подачи воды Стационарная, автоматичес-кая, для мойки автобусов ва-гонного типа. Производительность, авт/час 45–50. Расход воды, л/авт 360. Потребляемая мощность, кВт 6. Масса, кг3300 Габаритные размеры (9700- 5900–4100) мм С двумя боковыми и одним Верхним вентилятором. Производительность, авт/час 60–90. Установленная мощность, кВт 19 Мощность электродвигателя кВт 7,5 |
1 1 1 1 1 |
Нижегородский завод оборудования Бежецкий завод «Автоспецоборудование» Российско-Чешская фирма «Росинтерэкотех» Нижегородский завод оборудования |
5. Составление операционно-технологической карты на ТО или диагностирование
Виды и назначение технологических карт
Для наиболее рациональной организации работ по ТО, ремонту и диагностированию автомобилей, его агрегатов и систем составляются различные технологические карты.
На основании этих технологических карт определяется объем работ по техническим воздействиям, а также производится распределение работ (операций) между исполнителями.
Любая технологическая карта является руководящей инструкцией для каждого исполнителя и, кроме того, служит документом для технического контроля выполнения обслуживания или ремонта.
В курсовых проектах технологические карты составляются на:
- специализированный пост зоны ТО (постовая карта);
- один из постов линии диагностирования (карта диагностирования Д-1, Д-2);
- специализированное переходящее звено (бригаду) рабочих при методе универсальных постов;
- определенный вид работ ТО, ремонта, диагностирования
(часть постовых работ);
- операцию ТО, ремонта, диагностирования (операционная карта);
- операции, выполняемые одним или несколькими рабочими (карта на рабочее место).
В зависимости от темы курсового проекта студент составляет соответствующую технологическую карту, указанную в задании на проектирование, и помещает ее в пояснительной записке на листах формата А4.
Технологическая карта составляется раздельно по видам обслуживания (ЕО, ТО-1, ТО-2), а внутри вида обслуживания – по элементам.
Например, по видам работ:
- контрольные, крепежные, регулировочные операции;
- электротехнические работы;
- обслуживание системы питания;
- смазочные, очистительные операции и др.
В технологических картах указывают перечень операций, место их выполнения (снизу, сверху или сбоку автомобиля), применяемое оборудование и инструмент, норму времени на операцию, краткие технические условия на выполнение работ, разряд работ и специальность исполнителей.
Технологические карты составляют в соответствии с перечнем основных операций, изложенных в первой или второй (нормативной) части положения о ТО и ремонте.
При разработке технологических карт необходимо предусмотреть:
- удобство установки, снятия и перемещения автомобиля или агрегатов в процессе выполнения операций;
- необходимое осмотровое, подъемно-транспортное оборудование;
- применение высокопроизводительного технологического оборудования, инструмента и приспособлений;
- создание удобных, безопасных и гигиенических условий труда для рабочих в соответствии с требованиями НОТ;
— средства и способы контроля качества работ. Формулировка операций и переходов должна указываться в строгой технологической последовательности, кратко, в повели тельном наклонении, например «Установить автомобиль на пост, открыть капот…» и т.д.
Технологическая карта на вид работ (группу операций), специализированный пост ТО, диагностирования или переходящее звено рабочих помещается в технологической части проекта.
Эскизы к технологическим картам
Необходимые эскизы, поясняющие последовательность выполнения операций и переходов, выполняются аккуратно, от руки, карандашом на лист графической части проекта Формат А4 или A3) с угловыми штампами по ГОСТ.
Эскизы обязательны при выполнении контрольных, регулировочных, разборочно-сборочных и других работ, так как при этом одного описания недостаточно для четкого представления о выполняемой операции или переходе.
Детали на эскизах обозначаются номерами (позициями), на которые делаются ссылки при описании операций или переходов в текстовой части технологической карты. Эскиз может быть представлен в изометрии, в виде чертежа с разрезами, сечениями, выносками, в виде схемы, иллюстрирующей последовательность операций, например, при проведении разборочно-сборочных работ.
Приспособления и инструмент, применяемый при проведении работ, показывается в рабочем положении, соответствующем окончанию операции.
Постовые карты
Выполнению постовых карт предшествуют:
- выбор метода организации процесса ТО, диагностирования;
- распределение объемов работ и исполнителей по постам поточной линии или специализированным переходящим звеньям, обеспечивающее синхронность работы постов;
- определение перечня работ (операций), выполняемых на данном посту ТО, ремонта, диагностирования или перечня операций, выполняемых данным звеном рабочих.
Операционные карты
Состоят из нескольких переходов, приемов и представляют собой детальную разработку технологического процесса той или иной операции ТО, диагностирования или ремонта. Операции, на которые должны быть составлены карты, устанавливаются в задании или этот вопрос согласовывается с руководителем проекта в процессе проектирования.
Карта на рабочее место содержит операции, выполняемые на рабочем месте (местах), и определяет круг обязанностей одного или нескольких рабочих.
Маршрутная карта
Отражает последовательность операций по ремонту агрегата или механизма автомобиля в одном из подразделений ТР.
Дополнительные указания по оформлению карт диагностирования
Оформление карт является универсальным для карт любого назначения (названия), но для процесса диагностирования она несколько изменится. В частности, в заголовке записывается «Карта диагностирования» с указанием вида диагностирования (Д-1, Д-2) и номера поста, например «для поста №2»; в первой графе записывается «Наименование снимаемых параметров», а в четвертой графе проставляются условные обозначения исполнителей (СД или/и МД) в зависимости от того, заняты этой работой (операцией) оба исполнителя или нет, так как на постах диагностирования одновременно работают, как правило, два исполнителя (диагноста): слесарь-диагност (СД) IV разряда и мастер-диагност (МД) V разряда по работам Д-1, по работам Д-2 – СД IV–V разряда, МД V–VI разряда (специальность и разряд указываются в строке «Исполнители»).
При составлении карт используется литература (см. список использованных источников).
6. Требования по обеспечению безопасных приемов труда на объекте проектирования
1. Общие требования безопасности труда на объекте проектирования:
1.1. Допускаются лица достигшие 18 лет:
1.1.1. Имеющие квалификацию оператора моечных установок 3 разряда;
1.1.2. Прошедшие медосмотр в установленные сроки (раз в 6 месяцев);
1.1.3. Прошедшие инструктаж по технике безопасности;
1.2. Работник должен быть обеспечен необходимыми спецодеждой и спецобувью, другими средствами индивидуальной защиты;
1.3. Работник должен знать и соблюдать Правила пожарной безопасности;
1.4. Работник должен уметь оказать первую доврачебную помощь при несчастном случае.
2. Требования безопасности труда перед началом работы:
2.1. Работник обязан проверить исправность оборудования и приспособлений;
2.2. Средства индивидуальной защиты и спецодежды;
2.3. Наличие и исправность средств пожаротушения;
2.4. Санитарно-гигиенические нормы объекта.
3. Требования безопасности труда во время работы:
3.1. Работник обязан соблюдать Технику безопасности и Правила использования технологического оборудования;
3.2. Не допускать присутствия людей во время работы оборудования;
3.3. Содержать рабочее место с соблюдением санитарно-гигиенических норм;
3.4. Четко знать обязанности для предотвращения и устранения аварийных
ситуаций;
3.5. Правильно использовать средства индивидуальной защиты;
3.6. При мойке АТС обязательно соблюдение следующих требований:
3.6.1. Мойка должна производиться в специально отведенных местах;
3.6.2. При механизированной мойке АТС, рабочее место мойщика должно располагаться в водонепроницаемой кабине;
3.6.3. Пост открытой шланговой (ручной) мойки должен располагаться в зоне,
изолированной от открытых токоведущих проводников и оборудования, находящихся под напряжением;
3.6.4. Автоматические бесконвейерные моечные установки должны быть на въезде оснащены световой сигнализацией;
3.6.5. На участке (посту) мойки электропроводка, источники освещения и электродвигатели должны быть выполнены во влагозащищенном исполнении со степенью защиты в соответствии с требованиями действующих государственных стандартов;
3.6.6. Электрическое управление агрегатами моечной установки должно быть низковольтным (не выше 50В).
4. Требования безопасности труда после окончания работы:
4.1. Необходимо отключить (обесточить) технологическое оборудование;
4.2. Осмотреть технологическое оборудование, на предмет неисправностей и недостатков;
4.3. Прибрать рабочее место;
4.4. Обо всех недостатках доложить старшему смены (бригадиру, мастеру участка);
4.5. По окончании смены работник должен вымыть руки с мылом, принять душ.
5. Требования безопасности труда при выполнении специфических видов работ:
5.1. При работе с синтетическими моющими средствами, работающие должны применять средства индивидуальной защиты (защитные очки, респираторы, перчатки);
5.2. Руки до локтя следует смазывать защитными кремами и пастами;
5.3. Запрещается использовать для мытья частей тела синтетические моющие средства.
Список используемой литературы
[Электронный ресурс]//URL: https://inzhpro.ru/kursovoy/tehkarta/
1.Афанасьев Л.Л., Маслов А.А., Колясинский Д.С. Гаражи и станции технического обслуживания автомобилей: Альбом чертежей. М.: Транспорт, 1980.
2.Верещак В.П., Абелевич Л.А. Проектирование автотранспортных предприятий: Справочник инженера. М.: Транспорт, 1973.
3.Клебанов Б.В. Проектирование производственных участков авторемонтных предприятий. М.: Транспорт, 1975.
4.Клейнер Б. С, Тарасов В.В. Техническое обслуживание и ремонт автомобилей: Организация и управление. М.: Транспорт, 1986.
5.Крамаренко Г.В., Барашков Н.В. Техническое обслуживание автомобилей. М.: Транспорт, 1982.
6.Общесоюзные нормы технологического проектирования авторемонтных предприятий: ОНТП-02–86. Минавтотранс РСФСР. М.: ЦБНТИ Минавтотранс РСФСР, 1986.
7.Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта / Минавтотранс РСФСР. М.: Транспорт, 1986.
8.Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта. М.: Транспорт, 1986.
9.Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта. Часть вторая (нормативная) для автомобилей КамАЗ, МАЗ-5335, автобуса ЛАЗ-4202.
10. Руководство по диагностике технического состояния подвижного состава автомобильного транспорта / НИИАТ, ГосавтотрансНИИпроект. М.: Транспорт, 1976.
11.Руководство по текущему ремонту (постовые работы) автомобилей КамАЗ-5320, -5511, -5410, прицепов ГКБ-8350, полуприцепов ОдАЗ-9370; РТ-200-РСФСР-15–0061–81. Ч. 1 /Техническое управление Минавтотранс РСФСР. М.: ЦНИИТЭИ пищепрома, 1984.
12.Специализированное технологическое оборудование: Изменения и дополнения к номенклатурному каталогу 1986 / Минавтотранс РСФСР. М.: ЦБНТИ РСФСР, 1987.
13.Суханов Б.И., Борзых И.О., Бедарев Ю.Ф. Техническое обслуживание и ремонт автомобилей: Пособие по курсовому и дипломному проектированию. М.: Транспорт, 1985.
14.Технология выполнения регламентных работ первого и второго технического обслуживания автомобиля КамАЗ-5320 / Минавтотранс РСФСР. М.: Транспорт, 1976.
15.Технология выполнения регламентных работ первого и второго технического обслуживания автомобиля ГАЗ / Минавтотранс РСФСР. М.: Транспорт, 1978.
16.Технология выполнения регламентных работ первого и второго технического обслуживания автомобиля ЗИЛ-130 / Минавтотранс РСФСР. М.: Транспорт, 1978.
17.Типовые проекты рабочих мест на автотранспортном предприятии / НИИАТ (Ленинградский филиал).
КазНИИПИАТ, ГосавтотрансНИИпроект. М.: Транспорт, 1977.
18.Типовые проекты организации труда на производственных участках автотранспортных предприятий. Части I и П.М.: ЦНОТ и УП, Минавтотранс, 1985.
19.Туревский И.С. Техническое обслуживание автомобилей: Учеб. пособие. Книги 1 и 2. М.: Форум: ИНФРА-М, 2005.
20.Туревский И.С. Экономика и управление автотранспортным предприятием: Учеб. пособие. М.: Высш. школа, 2005.