
1. Износ деталей и борьба с ними3 стр.
2. Способы восстановления деталей4 стр.
3. Эксплуатационные повреждения оборудования4 стр.
4. Подготовка оборудования к ремонту5стр.
5. Диагностика повреждений оборудования7 стр.
6. Магнитный метод выявления трещин8 стр.
1. ИЗНОС ДЕТАЛЕЙ И БОРЬБА С НИМ
В процессе эксплуатации оборудования могут изнашиваться как отдельные детали его валы, втулки, шестерни, и т.п. так и повреждаться аппараты в целом (загрязнение, разгерметизация, эрозионный и коррозионный износ поверхностей).
Износ деталей может происходить под механическим, тепловым и химическим воздействием.
Механический износ, Коррозионный износ, Температурное разрушение
2. Способы восстановления деталей
Изношенные детали восстанавливают следующими способами:
а) сварка дуговая ручная и автоматическая под флюсом и в углекислом газе; сваркой восстанавливают станины и корпусные детали;
наплавка —
металлизация —
электрохимическое покрытие —
пластические деформации —
Правка применяется для устранения изгиба, коробления и т.п. Обжатие и раздача применяются для изменения размеров деталей (втулок, пальцев).
3. ЭКСПЛУАТАЦИОННЫЕ ПОВРЕЖДЕНИЯ ОБОРУДОВАНИЯ
Работоспособность технологического оборудования во время эксплуатации постепенно падает вследствие ряда изменений:
- а) загрязнение рабочих поверхностей, что ведет к уменьшению полезной емкости, снижению теплопроводности;
- б) потеря герметичности соединений отдельных частей аппаратов, которая ведет к снижению производительности или исключает дальнейшую эксплуатацию;
- в) поверхностный износ снижает толщину стенки аппарата и выводит его из строя;
- г)местные изменения формы аппарата ведут к снижению надежности;
- д) местные нарушения целостности стенок аппарата в виде трещин и течей также исключают дальнейшую эксплуатацию его.
Загрязнения рабочих поверхностей происходят из-за механических примесей в исходном сырье, отложения накипи или кристаллов и т.п. Устраняется это чисткой.
Потеря герметичности возникает вследствие агрессивного воздействия среды, снижения упругих свойств прокладки и болтов, а также повреждения целостности неразъемных соединений: сварки, клепки, пайки. Устраняются эти неполадки подтяжкой болтов, сменой прокладок, переваркой швов. На все аппараты, работающие под давлением, должны составляться браковочные нормы и правила эксплуатации. Для сохранения запаса прочности вводится добавка на коррозию. Для того, чтобы избежать повреждения или изменения формы аппарата, необходимо предусматривать распорки, ребра жесткости.
Эксплуатация и ремонт гидроэнергетического оборудования гидроэлектростанций
... обслуживания машиниста гидроагрегатов входят: агрегатные щиты управления, гидроагрегаты с их вспомогательным оборудованием, агрегатные щиты собственных нужд и другое оборудование, количество которого ... оборудования и периодичности замеров показаний приборов контроля оборудования. Обычно суточная ведомость включает сведения о параметрах: мощности агрегатов, напоре, открытии направляющих аппаратов, ...
Трещины и свищи чаще всего появляются в местах концентрации напряжений (сварные швы, изгибы и т.п.).
Поэтому аппараты в соответствии с ППР должны подвергаться переосвидетельствованию и текущему ремонту.
4. ПОДГОТОВКА ОБОРУДОВАНИЯ К РЕМОНТУ
Первичная подготовка
а)аппарат отключают от действующих агрегатов, ставят заглушки на трубопроводы;
- б) предварительно продувают паром или инертным газом и выпускают отработанную смесь из аппарата через «свечу»;
- в)среду в аппарате проверяют на вспышку и токсичность (берут пробу).
Предварительная очистка аппарата:
а)кислотную аппаратуру промывают слабым раствором щелочи, а потом водой;
- б) щелочную — горячей водой или паром;
- в) аппараты с горючим газом или воспламеняющимися жидкостями — горячей водой, паром или инертным газом.
Окончательная очистка аппарата
в) механическим способами.
Легированные стали чистят химическим путем чаще всего. При этом используют пасту состоящую из соляной кислоты-30 %, глины-60 %, воды-9,9 % и ингибитора-0,1 %. Паста наносится на поверхность слоем в 8 … 10 мм и снимается через 8…20 часов в зависимости от слоя окислов. Затем поверхность промывают 10 … 15 % раствором Na 2 C03 или 2 … 3 % раствором NaOH. В качестве примера рассмотрим химический способ очистки трубчатки (рис. 2.3).
Для этой очистки применяют 8 … 10 % раствор НС1 с ингибитором при температуре 60 °С. Раствор циркулирует по прямому и обратному ходу.
| 2 |
| 1 |
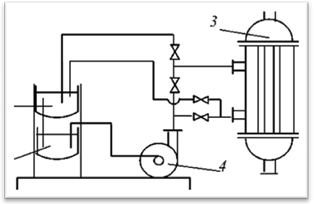 |
Рис. 2.3 Схема химического способа очистки: 1 — бак; 2 — отстойник; 3 — теплообменник; 4 – насос
Термическая очистка поверхности -, Механический способ очистки —
| 2 |
Ручная очистка
5. ДИАГНОСТИКА ПОВРЕЖДЕНИЙ ОБОРУДОВАНИЯ
Диагностика — процесс определения технического состояния объекта с заданной точностью. Различают диагностирование периодическое и непрерывное, прямое и косвенное, бесприборное и приборное, нерегистрируемое и регистрируемое. При проведении технического обслуживания осуществляют прямое бесприборное диагностирование: визуальным наблюдением оценивают целостность деталей; на слух фиксируют уровень шумов; касанием руки определяют нагрев, амплитуду и частоту вибрации. Используют также дистанционное диагностирование, например с применением тензодатчиков.
Показания таких датчиков поступают на пульт управления, а также они могут вводится в ЭВМ для обработки. Для диагностики повреждений технологического оборудования часто используют следующие методы:
- магнитная диагностика, основанная на свойстве ферромагнитного порошка располагаться по магнитным силовым линиям;
- цветная диагностика, при которой краситель или другое вещество наносится на обезжиренную поверхность дефектного участка и под действием капиллярных сил это вещество проникает в трещины, а затем участок протирается и на него наносится проявитель, который втягивает в себя краситель или вещество из трещины, фиксируя ее;
- ультразвуковая дефектоскопия, основанная на пропускании через проверяемую деталь ультразвуковых колебаний и отражении их от границ раздела сред;
- виброакустический метод, основанный на анализе вибрации и шумов, источником которых является работающее оборудование;
- Некоторые из перечисленных методов диагностики будут рассмотрены ниже.
После очистки аппаратуры производят гидравлическое или пневматическое испытание, а также наружный и внутренний осмотры. Цель этих операций — выявление трещин, местных изменений толщины стенки, формы и т.п. Толщина стенки проверяется засверлением отверстий диаметром 3 4 мм в местах наибольшего износа и измерением толщины с помощью штангенциркуля. Затем в отверстиях нарезают резьбу, вворачивают пробки и расчеканивают их снаружи. Иногда отверстия заваривают. Все засверловки отмечаются в эскизах, которые прилагаются к паспортам аппаратов, при этом указывается дата засверловки.
После замера толщины стенки ведут осмотр для выявления трещин, пористости швов и т.д. Выявляются эти дефекты пробой керосином. При этом участок смачивают 2 3 раза керосином, через 42 ч протирают насухо и покрывают меловой краской: 9 частей мела, 1 часть канцелярского клея и воды. Через 2 4 ч стенку обстукивают с обратной стороны. Контуры трещин при этом выступают в виде темных жилок или пятен. Концы трещин фиксируются засверливанием отверстий 15 20 мм для того, чтобы длина трещины не увеличилась при заварке.
6. Магнитный метод выявления трещин
Магнитный метод выявления трещин применяется для обнаружения мельчайших волосковых трещин. Магнитный поток создается электрическим током. Ток пропускают либо через металл непосредственно, либо через специальный проводник. В местах трещин магнитная проницаемость падает и магнитный поток огибает нарушения сплошности, уплотняясь по периферии трещин. Дефект обнаруживается визуально с помощью ферромагнитного порошка, и будет наиболее заметным, если трещина перпендикулярна вектору магнитного потока. Поэтому проверка проницаемости проводится при двух взаимно перпендикулярных направлениях. Различные схемы магнитной дефектоскопии представлены на рис.