
Ремонт — это технические мероприятия восстанавливающие первоначальные характеристики технического устройства, утраченные вследствие износа или нештатных ситуаций.
Под нештатной ситуацией следует понимать отклонение от требований по эксплуатации, которые приводят к значительному увеличению износа и неработоспособности технического устройства. Так, несвоевременная замена масла в месте контакта трущихся поверхностей увеличивает износ вплоть до разрушения. Внешнее механическое воздействие, например, вследствие аварии, может привести к разрушению отдельных элементов технической системы, быть плановым, то есть предусмотренным техническими требованиями по эксплуатации, и неплановым или аварийным из-за нештатных ситуаций.
Железнодорожный подвижной состав представляет собой сложную многоэлементную техническую систему, в которой отдельные элементы, в свою очередь, объединены в многочисленные узлы и агрегаты. Износ такой системы характеризуется суммарным наложением всех единичных износов отдельных элементов, составляющих узел или агрегат. Такие суммарные износы, имеющие различные продолжительности нормальной эксплуатации, определяют ресурс работы каждого отдельного узла или агрегата по минимальной продолжительности входящих элементов.
В оценках экономической эффективности использования однородных (подобных) технических систем учитывается стоимость единицы периода жизненного цикла. В стоимости жизненного цикла весомой составляющей являются затраты на ремонт и техническое обслуживание в период всего срока эксплуатации. Стоимость единицы периода жизненного цикла определяется отношением всех совокупных затрат на изготовление и поддержание полезности технической системы в течение всего срока эксплуатации на период жизненного цикла. Жизненный цикл технической системы — это период от изготовления и начала эксплуатации до полного износа элементов, определяющих работоспособность технической системы.
На локомотивах сосредоточены узлы и агрегаты, имеющие различные конструкционные исполнения и большой разброс по техническому ресурсу. Поэтому для обеспечения их работоспособности необходимо систематически проводить мероприятия по восстановлению ресурса.
Эти мероприятия проводятся как на этапе эксплуатации в виде технического обслуживания (ТО) или текущего ремонта (ТР).
так и при проведении средних и капитальных ремонтов (СР, КР).
Имеются три основных системных подхода при определении необходимости проведения технических мероприятий по восстановлению ресурса. Все три системы применяются в различных сочетаниях на всех стадиях ТО, ТР и КР.
Система технического проектирования
... рассмотрим, что представляет собой процесс проектирования, его стадии, структуру. Но главной нашей задачей является изучение системы технического проектирования и технического проекта, как результата деятельности ... и обслуживания изделия в период эксплуатации. Стадии создания других систем регламентируются своими стандартами, например, для автоматизированных систем - ГОСТ 34.601-90. Структура ...
Ремонт по отказу предусматривает восстановление только в случае перехода технической системы или ее элемента из работоспособного состояния в неработоспособное. Ремонт или замена назначаются при повреждении или выходе из строя узла, т. е. тогда, когда он стал неработоспособным. Это, как правило, применяется к узлам и элементам, состояние которых оценивается визуально или с помощью простых линейных измерений, а ремонт выполняется только в случае повреждений (например, опоры дизелей, лобовые и боковые стекла, внутренняя и внешняя обшивка кузова, крыши, водоотводы, двери, лестницы, конструкционные элементы кузова, фундаменты силовых агрегатов, воздуховоды, трубопроводы и т.д.).
Преимущества такой системы ремонта заключаются в оптимизации затрат. Он осуществляется только в случае надобности, а также при отсутствии необходимости в специальном оборудовании для дефектировки и измерений. Такая система не требует обязательной разборки и дефектировки узлов, находящихся в работоспособном состоянии на текущий момент.
Однако данная система имеет существенный недостаток. Она не обеспечивает высокую надежность и не дает гарантию безаварийной работы. Такую систему целесообразно применять там, где заложена высокая конструктивная надежность и гарантия безаварийной работы, а выход из строя не повлечет за собой катастрофических последствий для всей технической системы.
Планово-предупредительная система заключается в том, что ремонт выполняют в строго регламентированном порядке в зависимости от календарного срока службы, моточасов или линейного пробега. В данном случае обязательна разборка всех элементов независимо от их работоспособности с регламентированной заменой или восстановлением отдельных, наиболее ответственных деталей, узлов и агрегатов. Преимущества системы заключаются в возможности гарантировать ресурс и безопасную эксплуатацию наиболее ответственных элементов технической системы. Основной недостаток — высокий уровень затрат на регламентированный объем работ, необходимость полной разборки и принудительной замены деталей независимо от их работоспособности. Применение такой дорогостоящей системы целесообразно для обеспечения высокого уровня безопасности и гарантий надежности по ресурсу работоспособности на строго определенный период эксплуатации.
Ремонт по техническому состоянию предполагает определение объемов восстановления на основе данных технической диагностики, проводимой с установленной периодичностью. По результатам диагностики принимают решения об исправном и неисправном состоянии, определяют остаточный ресурс работоспособности, обеспечивающей должную надежность и безопасность в эксплуатации. Если остаточный ресурс не удовлетворяет требованиям надежности и безопасности, то принимают решение о замене или ремонте, но только в строго требуемых объемах
Такая система обслуживания охватывает узлы и агрегаты конструкция которых, а также возможности технических средств неразрушающего контроля позволяют обеспечить ресурс до следующего регламентирующего диагностирования или ремонта. К ней можно отнести электрические аппараты, коллекторы электрических машин, остовы тяговых электродвигателей и т.д.
Преимущества данной системы состоят в адресности ремонта. Он выполняется только тогда, когда необходим по техническому заключению. Это позволяет существенно снизить затраты на поддержание работоспособности, т.е. на техническое обслуживание и ремонт. Система обеспечивает возможность прогнозирования ресурса без разборки узлов и агрегатов, гарантированную надежность при повторном использовании деталей с узлов и агрегатов, выработавших ресурс по другим элементам.
Организация технического обслуживания и ремонта подвижного состава
... труда при проведении технического обслуживания и выполнении ремонта подвижного состава, обеспечивает сокращение трудовых и материальных затрат. 1.2 Организация технического обслуживания и ремонта подвижного состава Окраска агрегатов и ... Место окраски ограждают камерой. При проведении любого вида малярных работ состав используемых лаков, эмалей, красок, растворителей, разбавителей, смягчителей и ...
Широкому распространению и внедрению системы ремонта по техническому состоянию препятствует отсутствие необходимой базы данных, средств контроля и диагностики с высокой достоверностью технических прогнозов. Уже сложившиеся конструктивные особенности подвижного состава, которые базируются на устаревших технических решениях, также препятствуют широкому применению данной системы ремонта.
Такая система отличается высокой капиталоёмкостью. Необходимы новые технические решения при изготовлении подвижного состава, которые обеспечат ее применение. Надо создавать такие конструкции подвижного состава, которые обеспечивают применение надежных способов диагностики и ее доступ к ответственным узлам.
Эта система требует значительных капиталовложений на разработку способов диагностики, создание, изготовление и приобретение соответствующих технических средств. Также необходимо специальное оборудование рабочих мест и ремонтных цехов, разработка и внедрение системы определения объемов ремонтных работ. Важно также создать банк данных о техническом состоянии практически всех ответственных узлов и деталей подвижного состава для соответствующей корректировки оценок в целях повышения надежности и безопасности движения.
Существующие на железнодорожном транспорте способы поддержания подвижного состава в исправном состоянии используют все рассмотренные системы ремонта. Для повышения эффективности работы ведется постоянный поиск оптимального сочетания этих систем ремонта. Решающие факторы при выборе конкретных объемов работ по каждой из систем — обеспечение требуемой надежности, безопасности движения, уменьшение расходов на ремонт, окупаемость капиталовложений.
Ввиду неоднородности износа в эксплуатации узлов и агрегатов подвижного состава и достаточно высокой величины остаточной потребительной стоимости её работоспособной части становится очевидной целесообразность восстановления ресурса за счет капитального ремонта.
Многолетний опыт показывает, что в среднем ресурс тягового подвижного состава до капитального ремонта первого объема (КР-1) составляет 3… 4 года, второго объема (КР-2) — 5… 6 лет. Разброс по пробегу в зависимости от интенсивности эксплуатации, качества текущего ремонта и обслуживания составляет от 600… 800 до 1800… 2000 тыс. км.
У различных типов и серий тягового подвижного состава срок службы установлен в пределах 20… 30 лет. За это время выполняется 4… 8 капитальных ремонтов, из них КР-1 от двух до шести раз и КР-2 от двух до трех раз.
Требуемый уровень обновления инвентарного парка подвижного состава определяется на основании соотношений между стоимостью изготовления и нормами амортизационных отчислений. Нормальное развитие экономики транспорта и повышение уровня технического состояния подвижного состава требуют увеличения норм амортизационных отчислений и доли нового подвижного состава в эксплуатируемом парке.
Ремонт асинхронного электродвигателя АЭ
... Техническая часть, .1 Назначение асинхронных машин асинхронный машина электродвигатель поезд Асинхронные машины - это электрические машины переменного тока, у которых в установившемся режиме работы ... важным является улучшение качества обслуживания пассажиров и развития ... в наличии имелось 1711 локомотивов, 1922 пассажирских вагонов ... и применяются устаревшие технологии ремонта и содержания основных ...
Почти прекратившиеся в период с 1990 по 2002 гг. поставки на железные дороги нового подвижного состава привели к увеличению темпов старения эксплуатируемого парка. Ограниченность финансовых возможностей железных дорог и недостаток мощностей отечественного локомотивостроения не позволяют обеспечить опережение темпов обновления подвижного состава над темпами его выбытия по сроку службы. Ситуация может стать критической, когда все имеющиеся излишки инвентарного парка подвижного состава будут исчерпаны за счет естественного выбытия и вовлечения в эксплуатацию при росте объемов перевозок.
В такой ситуации становится актуальным продление срока службы подвижного состава проведением специального вида ремонта (капитального ремонта с продлением срока службы — КРП), увеличивающего общий ресурс работоспособности. Одновременное улучшение тяговых и эксплуатационных характеристик при этом повышает экономическую целесообразность таких видов ремонта в сложившихся экономических и технических условиях.
1. Виды технического обслуживания и ремонта локомотивов, их назначение и периодичность в ОАО “РЖД”
1 Перечень видов технического обслуживания и ремонта
Система технического обслуживания и ремонта локомотивов устанавливается в целях обеспечения устойчивой работы локомотивного парка ОАО «РЖД», поддержания его технического состояния и повышения эксплуатационной надежности локомотивов.
Система технического обслуживания и ремонта локомотивов ОАО «РЖД» предусматривает следующие виды планового технического обслуживания и ремонта:
- техническое обслуживание ТО-1;
- техническое обслуживание ТО-2;
- техническое обслуживание ТО-3;
- техническое обслуживание ТО-4;
- техническое обслуживание ТО3а;
- техническое обслуживание ТО-56;
- техническое обслуживание ТО-5в;
- техническое обслуживание ТО-5г;
- текущий ремонт ТР-1;
- текущий ремонт ТР-2;
- текущий ремонт ТР-3;
- средний ремонт СР;
- капитальный ремонт КР.
1.2 Средние нормы периодичности технического обслуживания и ремонта тепловозов
Техническое обслуживание — комплекс операций по поддержанию работоспособности и исправности локомотива’.
Техническое обслуживание ТО-1, ТО-2 и ТО-3 является периодическим и предназначено для контроля технического состояния узлов и систем локомотива в целях предупреждения отказов в эксплуатации. Постановка локомотивов на техническое обслуживание ТО-4, ТО-5а, ТО-56, ТО-5в, ТО-5г планируется по необходимости.
При производстве технического обслуживания ТО-1, а также при производстве технического обслуживания ТО-2 (в пределах установленных норм продолжительности) локомотивы учитываются в эксплуатируемом парке. Локомотивы, поставленные на остальные виды технического обслуживания и на ремонт, исключаются из эксплуатируемого парка и учитываются как неисправные.
Техническое обслуживание ТО-1 выполняется локомотивной бригадой при приемке-сдаче и экипировке локомотива, при остановках на железнодорожных станциях. Техническое обслуживание ТО-2 выполняется, как правило, работниками пунктов технического обслуживания локомотивов (ПТОЛ).
Основные требования к организации и проведению технического обслуживания ТО-1 и ТО-2 локомотивов установлены Инструкцией по техническому обслуживанию электровозов и тепловозов в эксплуатации, Утвержденной МПС России 27 сентября 1999 г. № ЦТ-685. Периодичность технического обслуживания ТО-2 исчисляется временем нахождения локомотива в эксплуатируемом парке. Техническое обслуживание ТО-3 выполняется, как правило, в локомотивном депо приписки локомотива.
Техническое обслуживание ТО-4 выполняется с целью поддержания профиля бандажей колесных пар в пределах, установленных Инструкцией по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520мм, утверждённой МПС России 14 июня 1995г. № ЦТ-329. При техническом обслуживании ТО-4 выполняется обточка бандажей колесных пар без выкатки из-под локомотива. На техническое обслуживание ТО-4 локомотив зачисляется в случае, если не производится иных операций по техническому об-служиванию и ремонту локомотива, кроме обточки бандажей колесных пар.
Независимо от периодичности технического обслуживания и ремонта параметры бандажей колесных пар должны измеряться не реже одного раза в 30 суток
Если обточка бандажей колесных пар совмещается с операциями по техническому обслуживанию ТО-3, текущему ремонту ТР-1 или ТР-2, локомотив на техническое обслуживание ТО-4 не зачисляется, а учитывается как находящийся на техническом обслуживании ТО-3 (текущем ремонте ТР-1,ТР-2) с обточкой. Периодичность технического обслуживания ТО-3, текущего и среднего ремонта для локомотивов, указанных в таблице 3, исчисляется временем нахождения локомотива в эксплуатируемом парке. Периодичность капитального ремонта для локомотивов, указанных в таблице 3, исчисляется полным календарным временем от постройки или предыдущего ремонта, при котором заменяется электрическая проводка и изоляция электрических машин.
Техническое обслуживание ТО-5а проводится с целью подготовки локомотива к постановке в запас или резерв железной дороги. Техническое обслуживание ТО-5б проводится с целью подготовки локомотива к отправке в недействующем состоянии. Техническое обслуживание ТО-5в проводится с целью подготовки к эксплуатации локомотива, прибывшего в недействующем состоянии, после постройки, после ремонта вне локомотивного депо приписки или после передислокации. Техническое обслуживание ТО-5г проводится с целью подготовки локомотива к эксплуатации после содержания в запасе (резерве железной дороги).
Нормы продолжительности технического обслуживания ТО-2 локомотивов устанавливаются в следующих пределах:
- для пассажирских локомотивов — не более 2 ч;
- для двухсекционных грузовых тепловозов — не более 1,2 ч;
- для трехсекционных локомотивов, для четырехсекционных локомотивов — не более 2 ч;
- для остальных локомотивов — не более 1 ч.
3. Порядок планирования и учёт технического обслуживания и ремонта локомотивов
Текущий ремонт локомотива — ремонт, выполняемый для обеспечения или восстановления работоспособности локомотива и состоящий в замене и восстановлении отдельных узлов и систем.
Текущий ремонт ТР-1 выполняется, как правило, в локомотивных депо приписки локомотивов. Текущий ремонт ТР-2 выполняется, как правило, в специализированных локомотивных депо железных дорог приписки локомотивов. Текущий ремонт ТР-3 выполняется в специализированных локомотивных депо железных дорог (базовых локомотивных депо).
Средний ремонт локомотива (СР) — ремонт, выполняемый для восстановления исправности и частичного восстановления ресурса локомотива. Средний ремонт локомотивов выполняется в базовых локомотивных депо, на локомотиворемонтных заводах ОАО «РЖД» или в сторонних организациях, осуществляющих ремонт локомотивов.
Капитальный ремонт локомотива (КР) — ремонт, выполняемый для восстановления эксплуатационных характеристик, исправности локомотива и его ресурса, близкого к полному. Капитальный ремонт локомотивов выполняется на локомотиворемонтных заводах ОАО «РЖД» или в сторонних организациях, осуществляющих ремонт локомотивов.
Текущий ремонт ТР-1 магистральных локомотивов, использующихся в грузовом и пассажирском движении, необходимо производить не реже одного раза в шесть месяцев (если техническое обслуживание ТО-3 не производится — не реже одного раза в три месяца), текущий ремонт ТР-2 — не реже одного раза в два года, текущий ремонт ТР-3 — не реже одного раза в четыре года, средний ремонт — не реже одного раза в 8 лет, капитальный ремонт — не реже одного раза в 16 лет.
4 Средние для ОАО «РЖД» нормы периодичности технического обслуживания и ремонта тепловозов приведены в таблицах 1-2
Таблица 1
|
Серии |
Техническое обслуживание |
Текущий ремонт, тыс. км |
Сред. ремонт СР |
Капитальный ремонт КР,тыс. км |
|||
|
ТО-2, ч, не более |
ТО-3, тыс. км |
ТР-1 |
ТР-2 |
ТР-3 |
|||
|
Тепловозы типа ТЭ10 всех серий с дизель-генератором 10Д100; тепловозы типа М62 всех серий с дизель-генератором 14Д40;ТЭП60 |
72 |
10 |
50 |
150 |
300 |
600 |
1200 |
|
Тепловозы типа ТЭ10 всех серий с дизель-генератором 1А-9ДГ; тепловозы типа М62 всех серий с дизель-генератором 5-26ДГ;2ТЭ11б |
72 |
15 |
50 |
200 |
400 |
800 |
1600 |
|
ТЭП70 |
48 |
15 |
50 |
200 |
400 |
— |
1200 |
|
ТГ16 |
72 |
10 |
55 |
120 |
240 |
480 |
960 |
|
ТГ1, ТГ22 |
72 |
15 |
75 |
150 |
300 |
600 |
1200 |
Таблица 2
|
Серии |
Техническое обслуживание |
Текущий ремонт, мес. |
Средний ремонт СР, лет |
Капитальный ремонт КР, лет |
|||
|
ТО — 2, ч, не более |
ТО — 3, сут. |
ТР-1 |
ТР-2 |
ТР-3 |
|||
|
Магистральные локомотивы.использую-щиеся в маневровой работе, в хозяйственном, вывозном и передаточном движении |
72 |
28 |
6 |
12 |
36 |
6 |
12 |
|
ЧМЭЗ всех индексов с дизель-генераторами К6S310DR или 1-ПДГ4В; ТЭМ2 всех индексов с дизель-генераторами ПДГ1М или 1-ПДГ4А, ТЭМЗ,ТЭМ16,ТЭМ17, ТЭМ18 |
120 |
40 |
9 |
18 |
36 |
6 |
12 |
|
ЧМЭЗ всех индексов с дизель-генератором 4-36ДГ,ТЭМ2 всех индексов с дизель-генератором 1-ПДГ4Д, ТЭМ7, ТЭМ7А |
120 |
40 |
12 |
24 |
48 |
8 |
16 |
|
ТГМ7, ТГМ11, ТГМ11А |
96 |
30 |
5 |
15 |
30 |
7,5 |
15 |
|
ТГМ1, ТГМЗ, ТГМ4Б, ТГМ23 всех индексов, ТГК2 |
100 |
20 |
6 |
12 |
24 |
4 |
— |
Если с техническим обслуживанием ТО-3, текущим ремонтом ТР-1 или ТР-2 совмещается обточка бандажей колёсных пар, необходимо норму продолжительности технического обслуживания (текущего ремонта) увеличивать с учетом нормы продолжительности технического обслуживания ТО-4.
При проведении вибродиагностики подшипников качения колёсно-моторных блоков норма продолжительности технического обслуживания или ремонта увеличивается до 0,5 ч на каждый колёсно-моторный блок. При проведении операций по диагностике других узлов норма продолжительности технического обслуживания или ремонта локомотивов увеличивается в соответствии с документацией на применяемое диагностическое оборудование. Продолжительности технического обслуживания ТО-4 для станков типа А-41 составляет 1,2 ч на каждую обтачиваемую колесную пару, для станков типа КЖ-20 — 2,0 ч на каждую колесную пару. Для станков других типов норма продолжительности технического обслуживания ТО-4 устанавливается в соответствии с документацией на станок.
2. Устройство экипажной части
.1 Устройство экипажной части тепловоза ЧМЭ3
Экипаж служит для установки силового и вспомогательного оборудования, а также для передвижения тепловоза по рельсовому пути. Создаваемые колесными парами тяговые и тормозные усилия через детали экипажа (буксы, рамы тележек, шкворни главной рамы и автосцепные устройства) передаются на сцепленные с локомотивом вагоны.
Особенностью экипажа является конструкция соединения главной рамы с тележками. Обычно главная рама через шарниры опирается на рамы тележек. На рассматриваемом тепловозе главная рама не опирается на тележки, а подвешивается к ним при помощи восьми специальных болтов. Кроме того, на тепловозе применены бесчелюстные тележки и индивидуальное рессорное подвешивание. В узлах экипажной части широко используются резинометаллические соединения. Они смягчают работу узлов экипажа при передаче вертикальных (веса тепловоза) и горизонтальных (тяговых и тормозных) усилий. Тележка воспринимает вес главной рамы тепловоза с установленным на ней оборудованием. Кроме того, на те-лежке создаются тяговые и тормозные усилия, которые через шкворень передаются на главную раму тепловоза.
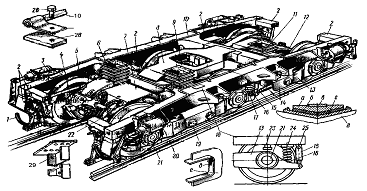
Рис. 1 Тележка тепловоза ЧМЭ3
Тележка бесчелюстного типа состоит из рамы, трех колесно-моторных блоков, рессорного подвешивания и тормозного оборудования. На задней тележке имеется привод скоростемера, смонтированный на правом торце пёрвой колесной пары. Основными элементами сварной стальной рамы тележки являются две продольные, две поперечные и шкворневая балки. Продольная балка 18 коробчатого сечения сварена из двух частей, каждая из которых представляет собой пустотелую стальную отливку, выполненную за одно целое с консолью 12. Рама тележки имеет четыре таких консоли, используемые для подвески главной рамы тепловоза. Снизу к продольным балкам приварены фартуки 14, в которых сделаны отверстия с запрессованными в них сменными стальными втулками под пальцы 19. К продольным балкам также приварены: кронштейны 2 для крепления тормозной рычажной передачи, кронштейны 3 для крепления четырех тормозных цилиндров 20, тарелки 24 для шести комплектов цилиндрических пружин 16 и вилки 25 для крепления шести гидравлических гасителей колебаний 5. Резинометаллические упоры 17, приваренные снаружи к серединам продольных балок, ограничивают перемещение кузова относительно тележек. Такие же упоры 23, ограничивающие вертикальное перемещение букс, прикреплены к продольным балкам снизу.
Продольные балки рамы тележки соединены между собой двумя поперечными балками 11 коробчатого сечения. К поперечной балке и фартукам приварен кронштейн с четырьмя выступами для монтажа пружинной подвески тяговых электродвигателей.
Для снижения массы в кронштейне е сделаны два окна. По периметру окон приварены, стальные полосы д толщиной 16мм, усиливающие жёсткость кронштейна. К поперечной балке приварены также два кронштейна 2 для крепления тормозной рычажной передачи.
К поперечным балкам сварная шкворневая рама 8. В центре шкворневой балки имеется гнездо под шкворень главной рамы тепловоза. К стенкам гнезда прикреплены четырьмя шпильками накладки 9. Каждая накладка представляет собой комплект, состоящий из стальных плит а и г, разделенных слоем резины б. К наружной плите а приварен сменный наличник в из марганцовистой стали. Нормальный зазор между накладками гнезда и шкворнем главной рамы тепловоза 5 — 6 мм (допускается не более 8мм).
Внутри рамы размещены три колёсно-моторных блока. Каждый блок состоит из колёсной пары 5 и тягового электродвигателя 7. Колесная пара в сборе с роликовыми буксами 21 через балансиры 13 соединена с фартуками рамы тележки (к одному фартуку прикреплён один балансир, а к другому — два).
Тяговый электродвигатель опирается на раму тележки через пружинную подвеску, а на ось колесной пары — через два моторно-осевых подшипника.
К раме тележки прикреплены так-же тормозной 10 и песочный I трубопроводы. Тормозной трубопровод прикреплен посредством скоб 27 и болтов 26 (М10), ввернутых в пластины 28, приваренные к продольным балкам. К кронштейнам 2, приваренным по концам продольных балок, с внутренней стороны привернуты четырьмя болтами 16 кронштейны 29, предназначенные для крепления песочных труб. Кронштейн 29 изготовлен из швеллера с приваренной к нему наклонной плитой, в которой просверлены шесть отверстий под крепежные болты (два дополнительных отверстия предусматривают возможность перестановки кронштейнов при переходе на колею 1435 мм).
.2 Колесная пара
Для передачи веса тепловоза на путь, создания тяговых и тормозных усилий и направления движения тепловоза по рельсам предназначены колесные пары (рис. 2), состоящие из оси, двух колесных центров, двух бандажей, двух стопорных колец и большого зубчатого колеса.
Ось 5, откованная из осевой стали, подвергнутая нормализации и механически обработанная, имеет цилиндрическую форму с различными диаметрами по длине в зависимости от назначения ее частей. Крайние части а диаметром 170 мм являются шейками под роликовые буксовые подшипники. Подступичные части в диаметром 205 мм предназначены для напрессовки колесных центров. Ступенчатый переход т шеек а к подступичным частям в осуществляется с помощью предподступичных частей б диаметрами 174 и 188 мм
Подступичная часть г диаметром 210 мм используется для напрессовки большого зубчатого колеса. Такой же диаметр имеют две шейки д под моторно-осевые подшипники. Между шейками д заключена средняя часть оси е диаметром 196 мм. Все переходы от одного диаметра к другому (галтели) плавные с радиусом закругления не менее 20 мм, что позволяет избежать концентрации напряжений и появления усталостных трещин. Цилиндрические поверхности оси (кроме средней части) накатаны роликами и отшлифованы.
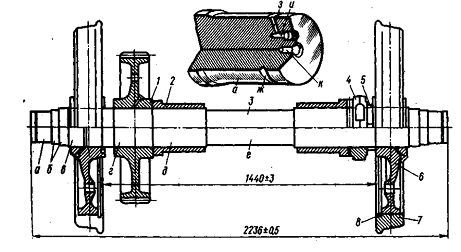
Рис. 2 Колёсная пара
Конструкция оси предусматривает возможность демонтажа роликовых подшипников при полной ревизии букс. Для этого по торцам оси сделаны осевые сверления и диаметром 5 мм, соединяющие радиальными отверстиями з диаметром 3 мм с кольцевыми канавками ж шириной 4 мм, проточенными на наружной поверхностей буксовых шеек а. На конце осевого сверления м сделана расточка и нарезана резьба М16Х1,5 под штуцер гидравлического пресса, которым нагнетают масло в канавку ж. При давлении 300 МШ (3000 кгс/см2 ) масло упруго деформирует шейку оси и внутреннее кольцо роликового буксового подшипника, просачивается между сопряженными поверхностями, что позволяет легко снять подшипник. По торцам оси в процессе механической обработки сверлят центровые отверстия к диаметром 12 мм и глубиной 32,5 мм с последующей раззенковкой.
Большое зубчатое колесо изготовлено из легированной стали и на-прессовано на ось в холодном состоянии усилием 600 — 800 кН (60 — 80 тс).
Для облегчения процесса напрессовки отверстие диаметром 210 мм в ступице зубчатого колеса с двух сторон расточено под конус 1:20 на глубину 10 мм. Зубчатое колесо имеет 76 прямых зубьев, наружная поверхность которых закалена токами высокой частоты на глубину 2 — 5 мм с последующим низким отпуском (нагрев до температуры 170 — 180 °С и охлаждение на воздухе).
Для съема зубчатого колеса с помощью гидропресса в его ступице сделаны наклонное отверстие м диаметром 5 мм и кольцевая канавка н шириной 3 мм. В эксплуатации отверстие м закрыто пробкой л с резьбой М 16×1,5.
Колесные центры 6 дискового типа отлиты из углеродистой стали и напрессованы на ось в холодном состоянии усилием до 1500 кН (150 тс) с натягом 0,3 — 0,4 мм. При этом колесные центры должны находиться на одинаковом расстоянии от середины оси. Отверстие в ступице колесного центра диаметром 205 мм с обеих сторон расточено под конус 1:10, что предотвращает задир сопрягаемых поверхностей. С этой же целью внутреннюю поверхность ступицы и наружную поверхность оси перед напрессовкой смазывают растительным маслом. Для спрессовки колесного центра с оси в его ступице также сделаны наклонное отверстие n и кольцевая канавка о.
Наружная часть колесного центра (обод) диаметром 900 мм соединена со ступицей диском, в котором имеются два отверстия диаметром 45 мм, используемые для транспортировки колесной пары и крепления ее при обточке на токарном станке.
Бандажи 7 изготавливают из раскисленной мартеновской стали, обла-дающей достаточной твердостью и одновременно вязкостью. Перед механической обработкой их подвергают закалке с последующим отпуском. Бандаж представляет собой сменное кольцо. На наружной поверхности бандажа, обработанной по специальному профилю, имеется гребень с, который направляет движение колеса по рельсу. Гребень плавно переходит в поверхность катания, состоящую из двух конических участков с уклоном 1:20 и 1:7 и торцовой фаски шириной 6 мм, выполненной под углом 45°. Участок поверхности катания с уклоном 1:20 обеспечивает устойчивое положение колесной пары на рельсах. Конический участок 1:7 позволяет колесной паре вписываться в кривые. При движении по кривой колесная пара под действием центробежной силы прижимается гребнем к наружному рельсу, т. е. наружное колесо катится по рельсу поверхностью, имеющей больший диаметр по сравнению с внутренним колесом. Следовательно, за один оборот колесной пары наружное колесо проходит больший путь, Что позволяет избежать проскальзывания наружного колеса относительно рельса.
Торцовая фаска под углом 45° предусмотрена для того, чтобы выдавливаемый с поверхности катания металл заполнял ее, не вызывая уширения бандажа. Ширина бандажа 140 мм. Посередине его проходит круг катания — условная окружность для контроля состояния бандажа (замера проката, толщины и диаметра бандажа).
Толщина нового бандажа 75 мм, а диаметр 1050 мм. На внутренней цилиндрической поверхности бандажа с одной стороны сделан борт р, а с другой проточена канавка под стопорное кольцо 8.
Подступичные части оси выполнены удлиненными, что позволяет производить сборку колесной пары как для колеи шириной 1520 мм (в этом случае расстояние между внутренними гранями бандажей 1440±3 мм), так и для колеи шириной 1435 мм.
.3 Тяговый редуктор
Вращающий момент от якоря тягового электродвигателя на ось колесной пары передается через тяговый редуктор, состоящий из ведущей шестерни и большого зубчатого колеса. Ведущая шестерня, имеющая 15 прямых зубьев, напрессована на коническую часть вала якоря. Ведомая шестерня (большое зубчатое колесо) 1 (см. рис. 2) укреплена на оси колесной пары. Она изготовлена из качественной стали и состоит из ступицы, диска и венца, на котором нарезаны 76 прямых зубьев. Передаточное число редуктора 5,06 (76:15) показывает, что вращающий момент на колесной паре увеличивается по сравнению с вращающим моментом на валу якоря тягового электродвигателя в 5,06 раза, зато частота вращения колесной пары уменьшается в такое же число раз.
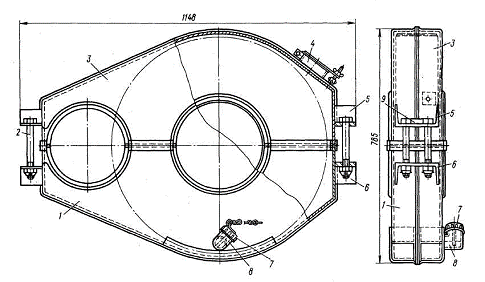
Рис. 3 Кожух тягового редуктора
Ведущая шестерня и большое зубчатое колесо закрыты кожухом (рис. 3), который служит резервуаром для смазки и предохраняет редуктор от загрязнения. Кожух разъемный: верхняя 3 и нижняя его части сварены из стальных листов. По разъему кожух имеет резиновое уплотнение. В верхней части 3 кожуха сделана заливочная горловина 4, закрытая крышкой. Нижняя часть 1 кожуха снабжена патрубком 8 для замера уровня смазки с помощью щупа, который приварен к навернутой на патрубок крышке 7.
При монтаже колесно-моторного блока кожух крепится к двум кронштейнам с помощью четырех болтов 2. Кронштейн 10 отлит за одно целое с шапкой моторно-осевого подшипника, а кронштейн 11 — за одно целое с задним подшипниковым щитом тягового электродвигателя. Кронштейны 10 и 11 располагаются между скобами 5 и 6, приваренными к торцам обеих частей кожуха. Болты крепления кожуха проходят через отверстия в скобах и кронштейнах. К верхней скобе 5 приварена накладка 9, не допускающая проворота головок болтов.
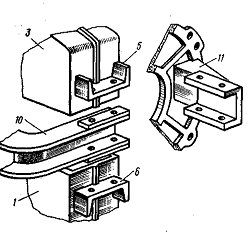
Рис. 4 Элементы крепления кожуха тягового редуктора
Для смазывания тягового редуктора используется осерненная смазка или СТП (смазка для тяговых передач), которую заливают в кожух (3,5 кг) с таким расчетом, чтобы в смазку был погружен только один нижний зуб большого зубчатого колеса. Смазывание зубьев ведущей шестерни осуществляется за счет контакта их с зубьями большого зубчатого колеса, покрытыми масляной пленкой, липкость которой повышается добавлением в ту и другую смазки до 1,5 % серы.
.4 Буксовый узел
Через буксы вес тепловоза передается на оси колесных пар. Кроме того, буксы участвуют в передаче тяговых и тормозных усилий от колесных пар на раму тележки.
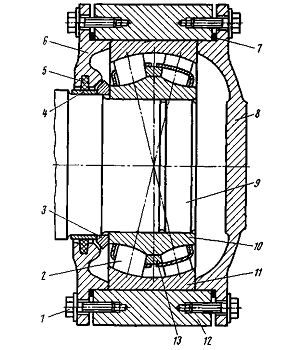
Рис. 5 Роликовая букса
На рассматриваемом тепловозе применены буксы с двухрядными ро-ликовыми сферическими подшипниками, смонтированными в корпусах, которые одновременно выполняют роль балансиров рессорного подвешивания. Применение опорно-упорного подшипника со сферическими роликами упрощает конструкцию буксы, которая не нуждается в специальном осевом упоре. Такой подшипник одновременно является самоустанавливающимся, т. е. он обеспечивает нормальную работу буксового узла при небольших перекосах оси относительно корпуса буксы.
Роликовый подшипник состоит из внутреннего 10 (рис. 5) и наружного 11 колец и двух рядов сферических роликов 2 в сепараторах 13. Собранный подшипник насаживают на шейку 9 оси колесной пары в горячем состоянии, чем обеспечивается необходимый натяг между шейкой оси и кольцом 10. Корпус 12 буксы плотно насаживается на наружную поверхность кольца 11 и закрывается двумя крышками 6 и 8. Уплотнение между крышками и корпусом буксы осуществляется постановкой резиновых колец 7.
Задняя крышка 6 свободно надета на предподступичную часть оси. Предварительно в кольцевую канавку крышки ставят прожированное войлочное кольцо 5. Для защиты оси от износа из-за трения войлочного кольца на нее с натягом надевают сменное стальное кольцо 4. Уплотнение камеры смазки буксового узла, кроме войлочного кольца 5, обеспечивает стальное отбойное кольцо 3, которое в нагретом состоянии насаживают на ось до упора в кольцо 4.
Передняя 8 и задняя 6 крышки прикреплены к корпусу буксы во-семью болтами 1, головки которых попарно зашплинтованы.
При сборке в буксу закладывают 1,25 кг смазки ЖРО, причем пере-днюю крышку заполняют на 1/3 объема, а остальная смазка должна быть равномерно распределена между кольцами и роликами подшипника. Смазка ЖРО (тугоплавкая — температура каплепадения 200 °С) должна оставаться в консистентном состоянии, т. е. не разжижаться при любых условиях работы буксового узла, температура которого может превышать температуру окружающей среды только на 30°. Вытекание смазки из буксы является признаком сильного ее перегрева и, следовательно, признаком разрушения подшипника.
Правый буксовый подшипник четвертой колесной пары используется для привода скоростемера, установленного в кабине машиниста. Корпус 16 привода отлит из стали за одно целое с передней крышкой 8 буксы. В расточке корпуса на двух шариковых подшипниках 25 установлен валик 15. В торец оси колесной пары запрессован палец 14, выступающий конец которого входит в паз поводка 27, укрепленного на валике 5 посредством шпонки. На противоположном конце валика 5 установлена на шпонке и дополнительно закреплена гайкой коническая шестерня 24 (г=15).
Она входит в постоянное зацепление с конической шестерней 23 (2==33), укрепленной аналогичным образом на вертикальном валике 18, вращающемся в двух шариковых подшипниках 20. Фиксация подшипников осуществляется при помощи дистанционных втулок 26 и стопорных колец 17.
Спереди корпус закрыт крышкой 22, которая крепится четырьмя болтами М6. Между крышкой и корпусом ставят паронитовую прокладку. На верхнем торце корпуса 16 проточена канавка, образующая вместе с крышкой 19 лабиринтное уплотнение, предотвращающее попадание грязи внутрь корпуса. Крышка 19 плотно прижата к кольцевому борту ж валика 18 и вращается вместе с ним. При сборке в корпус привода закладывают смазку ЖРО, а на ремонтах добавляют ее через масленку 21.
От вертикального валика 18 на приводной вал 28 вращение передается через шарнир Гука, состоящий из двух стальных втулок 30 и стального шарика 32. Втулки 30 имеют прорези (канавки), в которые вставляют стальные щечки 31 и закрепляют их штифтами, проходящими через отверстия а и б. Цилиндрические выступы в щечек вставляют в перпендикулярно просверленные сквозные отверстия шарика 32, после чего на втулки 30 напрессовывают тонкостенные трубки (кожухи) 29, фиксирующие положение щечек. Втулки 30 вместе с кожухами 29 закреплены на валиках шплинта-ми, проходящими через отверстия г, д и е. На реверсивный вал скоростемера вращение передается через ряд шарнирных соединений, два промежуточных редуктора и промежуточный вал
2.5 Рессорное подвешивание
Для смягчения толчков и ударов, возникающих при движении тепловоза по рельсовому пути, служит рессорное подвешивание. На рассматриваемых тепловозах рессорное подвешивание одноступенчатое, т. е. оно расположено только между рамами тележек и колесными парами. Передача веса на каждую ось осуществляется через две группы пружинных рессор и два балансира. Комплект рессорного подвешивания дополняется гидравлическими гасителями колебаний пружинных рессор. Статический прогиб рессорного подвешивания составляет 102,5 мм при норме 80 мм для маневровых тепловозов.
Балансир 12 (рис. 6) отлит из стали в виде двуплечего рычага двутаврового сечения. Он установлен на оси колесной пары, поэтому одновременно выполняет роль корпуса буксы. На конце длинного плеча сделано отверстие под резинометаллическую втулку 13, которая запрессована в балансир усилием 100 кН (10 тс).
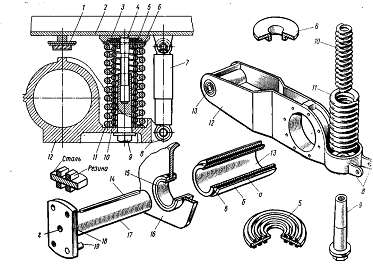
Рис. 6 Элементы рессорного подвешивания
Втулка состоит из двух стальных втулок а и б, между которыми находится слой резины в. Внутренняя втулка а имеет канавку под шпонку, а наружная б разрезана с целью придания ей пружинящих свойств, что обеспечивает более надежное крепление резинометаллической втулки в балансире.
Балансир соединен с рамой тележки при помощи пальца 77, который проходит через стальные сменные втулки 75, запрессованные в отверстия фартука 76, и резинометаллическую втулку 13. На наружной цилиндри-ческой поверхности пальца сделана овальная канавка под шпонку 14, а к его торцу приварен фланец 18 с четырьмя отверстиями.
Относительно втулки палец фиксируется шпонкой 14, а относительно фартука — двумя штифтами 19, запрессованными в отверстия фланца, и двумя болтами, ввернутыми в отверстия фартука. В пальце 17 просверлено глухое отверстие г (в эксплуатации оно заглушено пробкой).
Резьбовая часть отверстия используется для крепления приспособления, с помощью которого при ремонтах производят выемку пальца.
Поворот балансира относительно рамы тележки происходит только за счет смятия резины во втулке, что способствует гашению колебаний пружинных рессор. Использование резинометаллических втулок в узлах соединения колесных пар с рамой тележки улучшает условия вписывания тепловоза в кривые участки пути, так как позволяет колесным парам не только перемещаться вдоль их оси, но и поворачиваться на небольшой угол. Осевой разбег колесной пары 3,0 — 3,5 мм обеспечивается зазором между торцами резинометаллической втулки 13 и втулок /5. При сборке буксы нёобходимо обеспечить одинаковые зазоры 1 мм по обоим торцам втулки 13.
Короткое плечо балансира является опорой для двух цилиндрических пружин — наружной 11 и внутренней 10, имеющих разное направление витков. Сверху пружины упираются в тарелку 3, приваренную к продольной балке 2 рамы тележки. Между тарелкой 3 и верхним торцом пружин установлены резинометаллическая прокладка 5 и стальная шайба 6. Снизу пружины входят в гнездо короткого плеча, в центре которого сделано от-верстие диаметром 80 мм. Внутри пружин проходит болт 4, вваренный в тарелку 3. При транспортировке тележки пружины 10 и 11 сжимают гайкой 9, навернутой снизу на болт 4 и проходящей через отверстие в гнезде. Короткое плечо балансира заканчивается вилкой 8 для соединения с ушком гидравлического гасителя колебаний 7. Последний служит для гашения колебаний пружинных рессор и поэтому установлен параллельно им.
.6 Рама тележки
Рама тележки тепловоза бесчелюстного типа, сварно-литой конструкции состоит из двух боковин, трех одинаковых междурамных креплений , концевого крепления и шкворневой балки. Боковина- сварная, коробчатого сечения размером 240×270 мм. Толщина верхнего листа 14 мм, нижнего 22 мм и боковых листов 10 мм.
Снизу к каждой боковине приварено по три больших и по три малых литых кронштейна с трапециевидными пазами для крепления буксовых поводков. Малый кронштейн одновременно является опорной поверхностью для пружин буксового подвешивания одной стороны буксы. Для второй буксовой пружины снизу боковины приварены специальные платики. Междурамные крепления — балки коробчатого сечения, сваренные из листов толщиной 8-10 мм. Одно из междурамных креплений одновременно является концевой балкой. Такое конструктивное исполнение рамы тележки обусловлено односторонним расположением тяговых двигателей. К двум средним междурамным креплениям сверху приварена сварная шкворневая балка 3 коробчатого сечения с прямоугольным гнездом для размещения шкворня и пружин возвращающего устройства. Междурамные крепления с боковинами соединены сваркой встык. Основные сварные швы рамы тележки (соединения междурамных креплений с боковинами и шкворневой балки с между рамными креплениями) равномерно упрочнены наклепом, особенно в местах перехода к основному металлу. Наклеп выполняют перед механической обработкой рамы. После наклепа сварка на этих участках запрещена.
3. Неисправности экипажной части и методы их обнаружения и устранения.
.1 Неисправности колёсной пары
.1.1 Характерные дефекты бандажей колесных пар локомотивов
Таблица 3
|
Наименование дефекта |
Причина дефекта |
|
Тонкий гребень |
Износ гребня до предельной величины |
|
Вертикальный подрез гребня |
Гребень изношен (подрезан) так, что поверхность гребня перпендикулярна поверхности катания |
|
Высокий гребень |
Дефект происходит из-за износа поверхности катания |
|
Прокат |
Изнашивание головкой рельса поверхности катания колеса |
|
Толщина бандажа меньше допустимого значения |
Износ в процессе эксплуатации и потери металла при обточках |
|
Непостоянство диаметра в поперечном сечении по кругу катания |
Неравномерный износ поверхности катания из-за развития поверхностных дефектов и взаимодействий в системе колесо — колодка — рельс |
|
разность диаметров колес |
Неравномерный износ поверхности катания бандажей левого и правого колес, колесной пары, в одной тележки, у одной секции локомотива |
|
Термические трещины |
Термические трещины возникают из-за растягивающих остаточных напряжений от повторных циклов нагрева и охлаждения во время резких торможений. Интенсивность развития трещин связана с жесткостью пути в зимнее время и с гидростатическим давлением жидкости на стенки трещин |
|
Отколы обода бандажа |
Дефект вызывается усталостными трещинами, идущими параллельно поверхности катания |
|
Скол гребня |
Возникает под действием контактных напряжений и динамических нагрузок вследствие изменения структуры металла из-за его нагрева при торможении и последующим остывании |
|
Выщербины на поверхности катания |
Выщербинообразование вызвано контактно-усталостными и термомеханическими причинами |
|
Раковины |
Контактно-усталостный дефект, развивающийся под поверхностью катания бандажа (обода) колеса под действием нормальных и касательных сил или дефект литья при изготовлении бандажа (колеса) |
|
Навары (наросты) на поверхности катания |
Вызваны приваркой материалов с поверхности катания, тормозной колодки и рельса. Также вызваны пластической деформацией материала при скольжении колеса по рельсу |
|
Ползун |
Дефект возникает, когда колесо скользит, а не катится по рельсу |
|
Остроконечный накат |
Возникает при интенсивном двухточечном контакте гребня и изношенного рельса, при котором происходит пластическое течение металла к вершине гребня |
В эксплуатации у колесных пар тепловозов наблюдаются: ослабление бандажа, колесного центра зубчатого колеса: трещины, вмятины, отколы на оси, зубьях шестерен, колесном центре и бандаже; риски, забоины и задиры на шейках оси и полом валу, а также подрез гребня.
Рис. 8 Вертикальный подрез гребня
Вертикальный подрез гребня, сопровождающийся образованием остроконечного наката (рис. 8), появляется главным образом у тепловозов, работающих на участках с кривыми малого радиуса и при неправильной установке колесных пар в раме в продольном и поперечном направлениях. Перекос колесных пар в раме вызывает набегание на рельс реборды отстающего бандажа, что влечет за собой поперечное скольжение бандажей по рельсам. Интенсивность такого поперечного скольжения зависит от угла набегания, и износ бандажей увеличивается пропорционально пути, пройденному скольжением. Перекос колесной пары в раме, равный 5 мм, повышает интенсивность износа бандажей примерно на 24%.
Раковины на поверхности катания бандажа являются дефектом бандажей на металлургическом заводе. Выщербины и отслаивание тонкого поверхностного слоя металла на бандаже являются также следствием несоблюдения технологии изготовления их на заводах.
Выбоины и местные ползуны на поверхности катания возникают в результате заклинивания колесных пар при неправильном торможении, разрушении роликоподшипников и зубчатой передачи
Недостаточный натяг и нарушение температурного режима при насадке на центр (неравномерный нагрев, быстрое остывание), а также неправильное торможение приводят к ослаблению бандажа на ободе центра. Ослабление посадки зубчатого колеса и колесного центра, а также разрыв центра могут произойти из-за несоблюдения монтажных размеров при напрессовке.
Трещины в различных участках оси полого вала возникают из-за скрытых пороков в металле (пустот, посторонних включений и микротрещин) или в результате так называемой усталости металла, которая является следствием значительной знакопеременной нагрузки оси при ее работе и наличия микроскопических трещин в металле. Риски и забоины шеек оси возникают при неправильном демонтаже подшипников и неаккуратном обращении с осями при транспортировке, а также вследствие загрязнения и недостаточного количества смазки, проворачивания внутренних колец роликовых подшипников.
В результате образования лучевых и поперечных усталостных трещин у основания и вершин зубьев под действием ненормальной удельной нагрузки при неправильном зацеплении и некачественной термообработке возникает излом зубьев.
.1.2 Анализ износа бандажей
К неисправностям колёсных пар, оказывающим влияние на безопасность движения поездов, относятся равномерный и неравномерный износы бандажей по поверхности катания.
Бандажи колесных пар локомотивов являются наиболее часто сменяемой деталью, так как поверхность бандажа по кругу катания, непосредственно соприкасающаяся с рельсами подвержена значительному износу. Между бандажом и рельсом возникают контактные напряжения, зависящие от механических свойств бандажа и рельса, нагрузки, передаваемой колесом на рельс. Удельные давления от статической и динамической нагрузок, подсчитанные по площади контакта соприкасающихся поверхностей значительно превышают предел текучести при растяжении. Наличие напряжений, значительно превышающих предел текучести, подтверждается пластическими деформациями бандажа и рельса. Износ поверхности бандажа концентрируется в зоне контакта с рельсом и у гребня. Износ гребня происходит главным образом в кривых участках пути. Пробеги локомотивов между обточками бандажей составляют 200-250 тыс.км, а в отдельных случаях (например, в условиях Северной ж.д.) — 85-100 тыс.км.
Механизм износа обусловлен характером работы бандажей. В данном случае имеет место износ при трении качения со значительным добавлением трения скольжения, возникающего при боксования колесных пар и за счёт неизбежного проскальзывания колес как на кривых, так и на прямых участках пути. Работа трения протекает при высоких контактных напряжениях, вызывающих пластические деформации и повышение температуры в зоне контакта. Для сталей с повышенной твердостью преобладающим в износе является процесс, вызываемый пластическими деформациями.
.1.3 Причины износа бандажей
Износ гребней бандажей колесных пар локомотивов зависит от многих факторов: профиля бандажей, ширины колеи, соотношения твердости материалов бандажей и рельсов, конструкции экипажа и пути и других.
При помощи корреляционного анализа выполнено ранжирование факторов, определяющих износ гребней бандажей колесных пар. С использованием основных положений изнашивания колеса и рельса установлено, что основными факторами, влияющими на интенсивность подрезов гребней являются направляющее усилие, действующее на гребень набегающего колеса и угол набегания колеса на рельс.
Ф = У×α , кН × рад
где У — направляющее усилие, кН;
α — угол набегания, рад.
В количественном отношении между этими факторами имеется взаимная связь, которую можно выразить через коэффициенты на основании результатов наблюдений за результатом износа в эксплуатации. Произведение направляющего усилия и угла набегания является фактор износа гребней бандажей колесных пар локомотивов
Фактор износа зависит от характера динамического вписывания экипажа, который определяется параметрами экипажа и пути. Поэтому целесообразно выделить основные силы, действующие на экипаж в кривой, и конструкционные параметры подвижного состава и пути, влияющие на износ.
На рис.9 представлена схема сил, действующая на железнодорожный экипаж в кривой в положении максимального перекоса.
Чем меньше радиус кривой и чем больше величина суммарного зазора в колее и база тележки при соответствующих радиусах кривых и зазорах, тем больше угол набегания колеса на рельс и, соответственно, тем больше вероятность установки экипажа в положение максимального перекоса, для которого характерны наибольшие значения направляющих усилий.
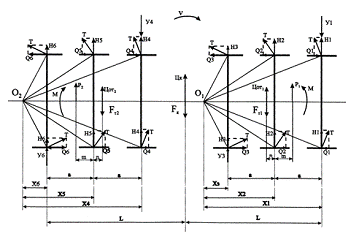
рис. 9 Схема сил, действующая на железнодорожный экипаж в кривой в положении максимального перекоса
Проведенный анализ параметров экипажа и пути, влияющих на характер динамического вписывания экипажа в кривую, показал следующее:
. На величину направляющих усилий оказывают влияние непогашенные центробежные силы, силы в связях и их моменты, силы трения колеса о рельс, боковые и рамные силы, которые в свою очередь зависят от следующих конструкционных параметров: развески оборудования, связи между кузовом и тележкой, габаритных размеров подвижного состава, веса подвижного состава, типа тяги, количества двигателей, наличия смазочных устройств, количества осей тележки, связи тележки с колесной пары, веса тележки, конструкции передачи тяги, типа подшипников колесной пары расстояния между внутренними кругами катания колес, веса колесной пары, разности диаметров колес, величины пятна контакта колеса с рельсом, диаметра колеса, профиля колеса, конструкции колеса, веса колеса, жесткости и упругости колеса, ширины колеи, радиуса кривой, величины суммарного зазора в колее, величины возвышения наружного рельса, профиля рельса, жесткости пути.
. На величину угла набегания колеса на рельс оказывает влияние величина полюсного расстояния колесной оси и кривизна пути, которые в свою очередь зависят от: ширины колеи, радиуса кривой, зазора в колее, разности диаметров колес одной колесной пары, величины пятна контакта колеса с рельсом, профиля рельса и жесткости пути.
3.1.4 Меры по снижению интенсивности износа гребней бандажей колесных пар
- Оборудовать автоматическими гребнесмазывателями все тепловозы эксплуатируемого парка депо.
- Обеспечить эффективное использование гребнесмазывателей в эксплуатации
- Обеспечить применение на рельсосмазывателях сертифицированных смазок.
- Применять обязательное термоупрочнение всех гребней бандажей колесных пар после обточки.
- Ввести обязательное термоупрочнение бандажей на выкаченных колесных парах.
- В переходной период предусмотреть возможность применения различных профилей бандажей колёсных пар под одним локомотивом.
- Предусмотреть срочное приобретение упругих элементов и оздоровление буксовых поводков.
- Оснастить участок технического осмотра и ремонта пружин и листовых рессор специализированными измерительными стендами для определения параметров жесткости.
- Внедрить технологию развески локомотива.
— Ввести контроль геометрии рам тележек и восстановление размеров
.1.5 Ультразвуковой дефектоскоп УД2-12
Ультразвуковой дефектоскоп УД2-12 обеспечивает обнаружение несплошностей в различных металлах или пластмассах теневым или эхо-методом.
Из многих параметров дефектоскопа необходимо выявить основные, определяющие его пригодность для контроля деталей вагонов и локомотивов. Такими параметрами в первую очередь являются максимальная глубина (дальность) прозвучивания и чувствительность, а также эргономические показатели: размер экрана, масса, габариты, простота управления. Основные параметры ультразвукового дефектоскопа УД2-12, которыми оснащаются ремонтные предприятия МПС, приведены на ватмане 1
Дефектоскоп содержит следующие основные узлы: генератор импульсов возбуждения (ГИВ), устройство приемное (УП), блок развертки (БР), измеритель отношений (ИО), блок цифрового отсчета (БЦО), блок автоматического сигнализатора дефектов (ЛСД), блок электронно-лучевой трубки ОПТ), блок питания (БП).
Отличительные особенности дефектоскопа УД2-12 связаны с функциональными возможностями блоков ИО, БЦО, АСД и. Упрощенная функциональная схема дефектоскопа УД2-12. приведена на ватмане
Блок измерителя отношений позволяет измерить и отобразить в цифровом виде уровень сигнала от дефекта в децибелах. Входящая в его состав и управляющая работой усилителя схема временной регулировки чувствительности (ВРЧ) предназначена для выравнивания уровней сигналов, наблюдаемых на экране ЭЛТ, полученных от одинаковых отражателей, расположенных на различных дальностях от преобразователя.
Наличие в дефектоскопе блока цифрового отсчета обеспечивает возможность определения расстояний до отражателей, не превышающих 999 мм, или времени распространения ультразвука (в микросекундах).
Дефектоскоп УД2-12 содержит одноканальный трехпороговый ЛСД. Он срабатывает при превышении амплитуды видеосигнала, находящегося в заданной зоне контроля какого-либо из трех различных пороговых уровней. При этом загорается зеленый, желтый или красный транспарант на передней панели дефектоскопа.
Питание дефектоскопа может осуществляться от сети переменного тока 220 В, а также от аккумулятора или батареи напряжением 12 В. При работе от сети 220 В обязательным является заземление дефектоскопа.
Дефектоскоп УД2-12 комплектуется ультразвуковыми пьезоэлектрическими преобразователями (ПЭП) с частотами ультразвука 1,25; 1,8; 2,5; 5,0 и 10 МГц (прямые), а также наклонными ПЭП на частоты от 1 ,25 до 5,0 МГц с углами ввода ультразвука в стали 40, 50, 65° и на частоте 5,0 МГц дополнительно 70°. Следует заметить, что дефектоскоп УД2-12 комплектуется ПЭП новой конструкции. Поэтому ранее выпускавшиеся ПЭП из комплектов дефектоскопов УД-10П и УД-11ПУ совместно с дефектоскопом УД2-12 быть использованы не могут (возможно их использование после переделки сигнального кабеля).
Кроме того, если на ранее выпускавшихся преобразователях указывались углы призмы, то на ПЭП к дефектоскопу УД2-12 указаны углы ввода ультразвука в стали. Это важное различие следует всегда помнить при работе с наклонными преобразователями.
Контроль бандажей колес
Контроль бандажей ведут при «поисковой чувствительности дефектоскопа», которая на 6-8 ДБ превышает «браковочный режим».
Бандаж очищаю от грязи и смазывают трансмиссионным маслом.
Преобразователь П121 подключают к дефектоскопу, устанавливают на боковую поверхность бандажа (на уровне поверхности катания, см. рис. 1,3) и перемещают (сканируют) в этой плоскости по траектории «змейки» с продольным шагом 80-120мм и поперечным шагом 15-20мм. При этом ведут наблюдения за зоной контроля, находящейся на линии развертки между делениями 0,4 и 3,7 .
При появлении в зоне контроля сигнала, добиваются его наибольшей амплитуды, путем изменения положения сигнала и после этого устанавливают «браковочную» чувствительность.
Бандаж бракуют, если амплитуда эхо-сигнала в зоне контроля выше половины вертикальной шкалы экрана (измерение — при «браковочной» чувствительности).
Контроль зоны гребня бандажа
Для контроля зоны гребня бандажа используют наклонный преобразователь — 11121-2,5-40-002 с углом ввода ультразвука 40° и частотой ультразвука 2,5 МГц.
Следует иметь в виду, что конструкция наклонных преобразователей за счет использования ультразвуковой призмы вносит задержку распространение ультразвука по сравнению с другими преобразователями, поэтому для определения расстояния до отражателей при работе с наклонными преобразователями следует учитывать эту задержку (для преобразователей П121-2,5-40-002 величина этой задержки для стали эквивалентна дальности до отражателя 15 мм).
Для определения браковочного режима чувствительности преобразователь П121-2,5-002 устанавливают на внутреннюю (со стороны гребня) боковую плоскость контрольного образца.
После обнаружения на экране эхо-сигнала от контрольного отражателя необходимо, перемещая преобразователь по боковой плоскости бандажа, установить его в положение, при котором амплитуда сигнала максимальна ( положение наилучшей «видимости» отражателя).
Устанавливать кнопки аттенюатора дефектоскопа в положение, при которых высота эхо-сигнала от контрольного отражателя составляет половину вертикальной шкалы экрана дефектоскопа. Полученная при этом чувствительность считается «браковочной». Ее значение в дБ равно сумме цифр, соответствующих нажатым кнопкам аттенюатора, и должно быть зафиксировано в таблице 3.
Технологический процесс ультразвукового контроля гребня бандажей.
Установить «поисковую» чувствительность дефектоскопа. Для этого значения «ослабления» аттенюатора устанавливают на 6-10 дБ меньше значения «браковочной» чувствительности.
Перед проведением контроля очищают от загрязнений боковую плоскость бандажа (со стороны гребня) и смазывают контактной жидкостью. Преобразователь Ш21-2,5-40-002 подключить к дефектоскопу, установить на боковую плоскость бандажа с углом разворота относительно радиуса колеса примерно 50 градусов. Сканирование производят по всей длине окружности колеса до возвращения в исходную позицию.
Сканирование ведут при поисковой чувствительности дефектоскопа. При этом преобразователь П121-2,5-40-002 перемещают по траектории «змейка» с шагом 12-15мм (рис.6).
При перемещении «сканировании» преобразователя допускается отключения значение угла разворота преобразователя в пределах ±10 градусов.
При появлении в зоне контроля сигнала, с целью принятия решения о браковке, установить «браковочную» чувствительность дефектоскопа, и при положении преобразователя, соответствующей наибольшей амплитуде сигнала, оценить факт «браковочного» уровня. Бандаж подлежит браковке, если амплитуда эхо-сигнала превышает половину высоты вертикальной шкалы экрана.
.2 Неисправности буксового узла
Буксы в процессе эксплуатации могут иметь следующие неисправ- ности: грение букс, ослабление заклепок сепаратора роликового подшипника, трещины и выкрашивание металла на поверхности качения и торцах роликов, разрыв внутренних колец подшипников, износ опорных мест под балансиры и опорных мест осевого упора.
Грение буксы с роликовым подшипником возникает в результате неправильного ее монтажа, неисправности самих подшипников, и недостатка или излишка смазки. Ослабление или срез заклепок сепаратора роликоподшипника является следствием недоброкачественного металла заклепок и их клепки. Трещины и выкрашивание металла на поверхности качения и на торцах роликов происходят при неправильной технологии изготовления; разрыв внутренних колец роликовых подшипников — при посадке их с большим натягом или неправильной термической обработке.
.2.1 Диагностика буксового узла
Используемая в настоящее время стратегия технического обслуживания и ремонта базируется, как правило, на критерии минимизации суммарных расходов за ремонтный цикл. При этом оптимальные сроки выполнения плановых видов ремонта таковы, что всегда имеется определенная вероятность отказа ряда агрегатов до постановки технического средства на ремонт.
В буксах железнодорожного подвижного состава работают миллионы подшипников качения. Проблемы повышения их работоспособности и долговечности относятся к первостепенным для железнодорожного транспорта, так как отказы буксовых подшипников в процессе эксплуатации не только приводят к нарушению ритмичности работы транспорта, но и несут прямую угрозу безопасности движения поездов.
Результаты анализа отказов подвижного состава по Московской железной дороге показывают, что на буксовый узел приходится 3,2 % порчи и 3,8 % непланового ремонта от общего количества отказов по дороге. При ревизии буксовых подшипников первого объема в локомотивном депо Московка Западно-Сибирской железной дороги бракуется практически каждый шестой из числа осмотренных подшипников, поэтому наряду с переходом к новым конструкциям буксовых узлов и подшипников целесообразны теоретические и экспериментальные исследования возможности реализации неиспользованных резервов работоспособности хорошо освоенных и широко применяемых цилиндрических роликовых подшипников.
С постоянным увеличением числа подшипников качения, применяемых на подвижном составе, повышаются и требования к их обслуживанию и достоверности контроля. В связи с этим эксплуатирующие и научные организации поставили перед собой задачи по разработке эффективных методов диагностирования подшипников.
В условиях напряженной работы железнодорожного транспорта необходимы технические средства, которые позволили бы без разборки узлов определить состояние подшипников, контролировать их основные параметры и прогнозировать работоспособность.
В настоящее время для контроля технического состояния буксового узла применяются методы виброакустический, контроля теплового состояния и спектрального анализа пластичной смазки. При реализации любого из этих методов неизбежно наличие пропуска дефектов, что в отношении такого ответственного узла, как букса, крайне опасно. Именно поэтому в локомотивных депо при организации системы диагностирования букс локомотивов применяются все три метода, гармонично дополняющие друг друга. Основной задачей при контроле букс является повышение достоверности результатов диагностирования.
Разработка системы диагностирования буксовых подшипников включает в себя выявление закономерностей изменения параметров, определение характеристик их изменения и связи с параметрами технического состояния, установление нормативных значений диагностических параметров.
В настоящее время действует «Инструкция по контролю качества пластичной смазки из буксовых подшипников локомотивов» ЦТЧС-53 от 17.07.85, которой предусмотрена технология контроля качества пластичной смазки роликовых букс локомотивов и установлены браковочные нормы содержания примесей в смазке буксового подшипника. Обобщенный подход к оценке технического состояния роликовых букс локомотивов без учета конструктивных особенностей подшипников локомотивов различных серий сводит к минимуму вероятность достоверности результата диагноза.
3.2.2 Составные части комплекта виброизмерительной аппаратуры
Датчики вибрации.
Датчики предназначены для преобразования механической вибрации в аналоговый электрический сигнал. Наибольшее распространение получили три типа датчиков: пьезодатчики (пьезоэлектрические акселерометры), индукционные датчики и токовихревые датчики.
Пьезодатчики.
Используются для измерения абсолютной вибрации. Принцип действия этих датчиков основан на пьезоэффекте: генерации электрического сигнала, пропорционального ускорению при сжатии или растяжении пьезокристалла,
Положительными качествами этих датчиков являются:
- широкий диапазон частот работы;
- прочность
- компактность;
Недостатки:
- возможна перегрузка предусилителя.
Используются для измерения абсолютной вибрации. Принцип действия индукционных датчиков основан на эффекте электрической индукции, т.е. генерации электрического сигнала, пропорционального скорости, в катушке которая движется относительно постоянного магнита.
Положительными качествами этих датчиков являются:
- высокий уровень выходного сигнала, позволяющий не применять предусилители;
- большое отношение сигнал/шум;
Недостатки:
- большие, по сравнению с пьезодатчиками, размеры и вес;
- ограниченный частотный диапазон измерений и диапазон рабочих температур;
- относительно высокая стоимость.
Токовихревые датчики.
Используются для измерения относительной вибрации.
Положительными качествами этих датчиков являются:
- возможность непосредственного измерения колебаний и положения ротора относительно подшипников;
- низкий порог чувствительности: возможность измерения малых уровней колебаний вала;
Недостатки:
- сложность установки;
- сложность
Рассмотрим подробнее пьезодатчики. Пьезодатчик является универсальным вибродатчиком, в настоящее время применяемым почти во всех областях измерения и анализа вибрации в промышленности. Эксплуатационные параметры пьезодатчиков в общем случае лучше, чем у любого другого типа вибродатчиков. Пьезодатчики отличаются широким рабочим динамическим и частотным диапазонами измерений, прочной конструкцией, надежностью и высокой стабильностью параметров.
Так как пьезодатчики являются активными датчиками, генерирующими пропорциональный ускорению механических колебаний электрический сигнал, при их эксплуатации не требуется источник питания. Отсутствие движущихся элементов конструкции исключает возможность износа и гарантирует исключительную долговечность пьезодатчиков. Отметим, что отдаваемый пьезодатчиком сигнал, пропорциональный ускорению, можно интегрировать с целью измерения и анализа виброскорости и виброперемещения механических колебаний.
Основной частью пьезодатчика является чувствительный элемент из пьезоэлектрического материала, в качестве которого используется искусственно поляризованная ферроэлектрическая керамика. Подвергаемый действию силы (при растяжении, сжатии или сдвиге) пьезоэлектрический материал генерирует на своих поверхностях, к которым прикреплены электроды, электрический заряд, пропорциональный воздействующей силе.
Конструкция датчика предусматривает наличие инерционной массы, воздействующей на пьезоэлемент с силой, пропорциональной ускорению механических колебаний в соответствии с законом Ньютона, согласно которому сила равна произведению массы и ускорения,
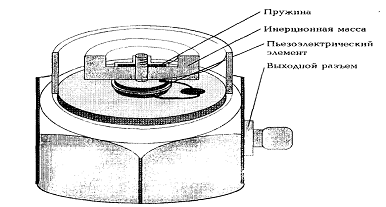
Рис. 10 Конструкция пьезодатчика.
На частотах, значительно меньших резонансной частоты общей системы масса — пружина ускорение инерционной массы совпадает с ускорением его основания и, следовательно, отдаваемый пьезодатчиком электрический сигнал пропорционален ускорению воздействующих на него механических колебаний.
Представленный на рынке широкий ассортимент вибродатчиков способен удовлетворить различные запросы пользователя.
При приобретении определенного типа датчика всегда приходится выбирать компромиссное решение с учетом стоимости, порога чувствительности и предела измерений акселерометра, частотного диапазона измерений и размеров, расположения разъемов, многокомпонентности направлений измерения вибрации, условий эксплуатации и ряда других факторов. Обычно наиболее выгодные — группа пьезодатчиков «общего назначения», удовлетворяющая требованиям ] большинства областей измерения и анализа механических колебаний. И все же не рекомендуется замыкаться при приобретении диагностической аппаратуры ] только датчиками «общего назначения», поскольку все ситуации в процессе проведения периодического вибромониторинга предусмотреть невозможно.
Малогабаритные акселерометры при отличном частотном диапазоне | измерений и миниатюрности имеют сравнительно низкий коэффициент преобразования (высокий порог чувствительности) и применяются для измерения колебаний с большими амплитудами и высокими частотами, а также при исследовании легких конструкций, каркасов, панелей и др.
Промышленные акселерометры идеально приспособлены для эксплуатации в стационарных системах для контроля и мониторизации механических колебаний в неблагоприятных условиях окружающей среды, в том числе во взрывоопасных средах. Их отличают прочная конструкция корпуса и разъемов (уплотнений), надежность при непрерывной эксплуатации, нормализованная чувствительность, высокая помехозащищенность, передача сигнала на большие расстояния. Некоторые имеют встроенный предусилитель.
Как правило, крепятся они с применением трех болтов и в этом их достоинство (для постоянного мониторинга) и недостаток (для периодических измерений).
Высокотемпературные акселерометры, обычно как часть промышленных систем специального назначения, имеют специальный чувствительный элемент (пьезокристалл), как правило, естественного происхождения, позволяющий работать до 400…500 С° и специальный кабель, соединенный с датчиком без разъема. Эти датчики отличает высокая стоимость и, обычно, более низкий коэффициент преобразования, по сравнению с аналогами по габаритам, за счет применения естественного пьезокристалла.
Многокомпонентные акселерометры содержат в общем уплотненном корпусе реже два, а обычно три пьезоэлемента, измерительные оси которых направлены перпендикулярно друг относительно друга. Такой датчик одновременно воспринимает вибрацию в трех взаимно перпендикулярных направлениях. Его существенное преимущество в том, что для проведения трех измерений датчик необходимо крепить лишь один раз.
Основными параметрами, положительно влияющими на приобретение того или иного типа вибродатчика, являются:
- высокий коэффициент преобразования, т.е. способность при воздействии нормированных колебаний генерировать как можно более высокий электрический сигнал;
- достигается (при прочих равных условиях) увеличением размеров пьезоэлемента и, следовательно, увеличением размеров и собственной массы частей и акселерометра в целом, что в итоге приводит к снижению верхней границы частотного диапазона измерений;
- широкий частотный диапазон измерений, т.е. способность акселерометра правильно измерять как существенно низкочастотные, так и высокочастотные механические колебания агрегата;
- верхний предел частотного диапазона измерений определяется частотой установочного резонанса;
- как эмпирическое правило можно принять, что относительная погрешность акселерометра (при Нормальных Условиях) при принятии верхнего предела рабочего частотного диапазона равным 1/5 от величины резонансной частоты не превышает 6%, а при 1/3 — 12%;
- нижний предел частотного диапазона измерений определяется двумя факторами: нижней частотой среза предусилителя, применяемого с акселерометром и влиянием быстрых изменений температуры окружающей среды, поскольку все пьезоэлементы к ней чувствительны;
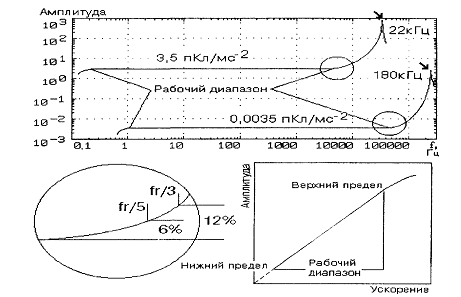
Рис. 11. Коэффициент преобразования акселерометра и рабочий диапазон в зависимости от размеров пьезоэлемента при прочих равных условиях.
- широкий диапазон измерений, т.е. способность акселерометра работать в области как высоких, так и низких уровней вибрации;
- нижний предел диапазона измерений чаще определяется не характеристиками пьезоэлемента, а качеством соединительных кабелей и разъемов, усилительными каскадами и электрическим шумом (для работы в области особо низких частот применяются специальные сейсмодатчики);
- верхний предел диапазона измерений акселерометра определяется прочностью его конструкции и способами его крепежа;
- размеры и собственная масса (миниатюрность), т. е. возможность применения акселерометра для измерения вибрации труднодоступных мест и легких объектов; важно следовать правилу, что масса вибродатчика не должна превышать десятую част
ь динамической массы объекта, на котором он закреплен.
3.2.3 Диагностика КМБ с использованием комплекса вибродиагностики “Прогноз-1”
Комплекс предназначен для определения технического состояния и остаточного ресурса подшипников качения и зубчатых передач путем измерения, обработки, регистрации и анализа сигналов вибрации и частоты вращения механических узлов после проведения одного цикла измерений.
Оценка технического состояния подшипников производится путем определения относительной количественной оценки (ОКО) развития следующих основных дефектов:
обкатывание наружного кольца (повышенная вращающаяся нагрузка на подшипник, неуравновешенность ротора, бой вала);
неоднородный радиальный натяг (является обычно дефектом сборки, в частности, следствием посадки подшипника на вал, диаметр которого больше допустимого, перекоса вращающегося кольца, повышенной осевой нагрузки на подшипник);
перекос наружного кольца (возникает обычно при монтаже подшипника из за дефектов посадочного места);
износ наружного кольца (почти всегда происходит локально, изменяя коэффициент трения качения на отдельных участках поверхности наружного кольца);
раковины (трещины) на наружном кольце (диагностические признаки раковины и трещины практически совпадают);
износ внутреннего кольца (как правило происходит локально, но зона повышенного коэффициента трения захватывает область, превышающую расстояние между точками контакта ближайших двух тел качения);
раковины на внутреннем кольце;
износ тел качения и сепаратора (относится к наиболее опасным дефектам, так как развивается достаточно быстро);
раковины и сколы на телах качения (относится к числу наиболее опасных и наиболее быстро развивающихся дефектов);
дефекты группы поверхностей качения ;
проскальзывание кольца в посадочном месте (является достаточно редким дефектом и может обнаруживаться лишь в том случае, если проскальзывание происходит в момент измерения вибрации) ;
недостаток смазки (дефекты смазки) ;
Каждый из обнаруженных дефектов, в соответствии с установленным порогом относительной количественной оценки, относится к одному из следующих классификационных состояний подшипника: «СЛАБЫЙ ДЕФЕКТ» (обнаружены признаки зарождающегося дефекта не препятствующие дальнейшей эксплуатации); «СРЕДНИЙ ДЕФЕКТ» (зарождающийся дефектна которым следует продолжить наблюдение при дальнейшей эксплуатации), «СИЛЬНЫЙ ДЕФЕКТ (развитый дефект, который требует ограничения по срокам следующей проверки), «ЗАМЕНИТЬ ПОДШИПНИК» (дальнейшая эксплуатация подшипника может привести к его разрушению).
Метод диагностирования подшипников качения работающей машины, заложенный в программу, основан на анализе вибрации, создаваемой силами трения в подшипниках.
Специфика сил трения качения во вращающихся машинах такова, что при отсутствии дефектов в подшипниках силы трения в них стабильны по времени. При недостаточной точности изготовления подшипника, его монтажа в посадочном месте, а также при износе поверхности трения, сила трения в этом подшипнике перестает быть стабильной и зависит от угла поворота вращающегося кольца или сепаратора.
Постоянная сила трения возбуждает случайную вибрацию подшипника в широкой полосе частот. Максимум ее спектральной плотности обычно приходится на частоты порядка 2-10 КГц. Частота спектральной плотности зависит в первую очередь от скорости вращения и размеров подшипника, качества поверхностей трения и смазки. При появлении дефектов, а следовательно нестабильности силы трения, возбуждаемая случайная вибрация становится нестационарной, т.е. величина спектральной плотности на любой частоте периодически изменяется во времени. Именно нестационарность случайной вибрации подшипниковых узлов является объективным признаком появления дефектов трущихся поверхностей в подшипниках качения.
Периодичность диагностических измерений для подшипников качения в программах АО ВАСТ определяется двумя различными способами. Первый относится к массовому диагностическому обслуживанию по однократным измерениям спектра огибающей вибрации. В этом случае периодичность измерений определяется разработчиками пакета программ на основании данных диагностики более 100 тысяч подшипников в разных отраслях промышленности. Оптимальная периодичность измерений связана с данными о среднем ресурсе подшипника в конкретных машинах пользователя, и этот ресурс задает сам пользователь при конфигурировании конкретной точки измерения (диагностируемого узла).
Как показывают многолетние исследования, если в подшипнике нет скрытых дефектов изготовления и его правильно эксплуатируют, нижняя граница безаварийной работы в случае, когда подшипник не имеет по крайней мере средних дефектов монтажа и износа, составляет 20-25% от его среднего ресурса. Однако, учитывая тот факт, что даже при неработающей машине могут происходить структурные изменения состояния смазки подшипника, разработчики установили максимальный интервал между диагностическими измерениями для бездефектных подшипников, равный 6 месяцам. Снижение рекомендуемого интервала производится в том случае, если установленный пользователем средний ресурс подшипника ниже 2,5 лет, и в том случае, когда по результатам диагностики обнаружены средние или сильные дефекты.
Второй способ выбора интервалов между диагностическими измерениями используется при диагностике ротора (линии вала) с подшипниками качения по периодическим измерениям спектров вибрации и ее огибающей. В этом случае интервалы между измерениями вибрации бездефектных машин устанавливает пользователь, исходя из имеющейся у него информации о скоростях развития дефектов. Рекомендуемый интервал составляет один -три месяца, но он может быть откорректирован как в меньшую, так и в большую сторону с учетом тех затрат на работы по диагностике, которые пользователь может допустить, а также с учетом периодичности проведения профилактического обслуживания машин.
Если в диагностируемом узле обнаружены изменения состояния, соответствующие появлению одного среднего дефекта, рекомендуемый интервал сокращается в два раза. Изменения, соответствующие появлению двух средних или одного сильного дефекта, приводят к автоматическому снижению рекомендуемого интервала между измерениями еще в 3 раза. В более сложных случаях предлагается либо заменить (отремонтировать) диагностируемый узел, либо, если вероятность аварийного выхода узла из строя не слишком велика, программа сокращает исходный интервал между измерениями в 10 раз. В том случае, когда количества измерений, выбираемых программой для автоматической диагностики, не хватает для постановки диагноза по периодическим измерениям, предлагается произвести повторное измерение через 20% от установленного пользователем интервала для бездефектных машин.
Основной рекомендацией по выбору режима работы машины при диагностике подшипников качения является обеспечение одной и той же скорости ее вращения во время каждого из периодических измерений вибрации. Для диагностики используются только те группы измерений, которые уложились по частоте в диапазоне ±10% от среднего значения. Для многоскоростных машин рекомендуется выбирать тот режим, в котором она работает наиболее продолжительное время, т.е. номинальный режим работы машины. Если пользователь не может обеспечить измерение вибрации подшипниковых узлов в номинальном режиме работы, он может выбрать любой из режимов, в котором условия смазки подшипника укладываются в технические требования, предъявляемые к нормальной работе подшипника качения.
Еще одной рекомендацией по выбору режима работы является отсутствие динамических нагрузок на подшипник от других узлов машины, особенно если эти нагрузки имеют ударный характер. При необходимости пользователю рекомендуется отключать на время измерений те узлы машины, которые могут создать ударные нагрузки на подшипник. Наиболее удобным является режим работы машины без нагрузки на холостом ходу.
Во время выполнения диагностических измерений необходимо обеспечивать стабильность частоты вращения машины..
Все дефекты, автоматически обнаруживаемые при обработке данных измерений, по глубине делятся на три группы: слабые (I), средние (М) и сильные (S).
Все пороговые значения, используемые для обнаружения, идентификации вида и определения глубины дефекта, задаются пользователем, однако в программе или инструкции по ее использованию всегда приводятся рекомендуемые значения порогов, основанные на имеющихся у разработчиков статистических данных по диагностике подшипников с последующей их визуальной дефектацией.
Величина рекомендуемого порога сильного дефекта составляет 20 дБ над средним уровнем соответствующей составляющей спектра. Рекомендуемое значение порога среднего дефекта в два раза меньше и составляет 10 дБ.
Опыт диагностики различных машин и оборудования позволяет утверждать, что предлагаемые пороговые значения при стабильном режиме работы минимизируют вероятность ошибочных решений, которая является суммой вероятностей пропуска дефекта и ложного срабатывания. При диагностике подшипников качения многорежимных машин оператор может установить более высокие пороги. Если машина непрерывно работает при относительно стабильных внешних условиях (температура, влажность и т.п.), а ее частота вращения и нагрузка не изменяются, значения порогов можно снизить. Это даст возможность обнаруживать дефекты на ранней стадии их развития, но требует принятия индивидуальных решений о продолжении эксплуатации машины, если программой обнаружены сильные дефекты. Дело в том, что к множеству подшипников с сильными дефектами в этом случае программа относит и те, в которых глубина дефекта еще не дошла до аварийноопасных значений.
При диагностике подшипников качения по спектру огибающей задается три пороговых значения для каждого из видов дефектов, за исключением дефектов смазки, для которых, как и в предыдущем случае, задаются пороги сильного и среднего дефектов.
Пороги определяются в величинах (процентах) глубины модуляции для всех дефектов, кроме дефекта смазки, для которого они определяются в приращениях уровня высокочастотной вибрации, измеряемой в дБ виброускорения. Пользователю рекомендуется уточнять исходные пороги сильных дефектов по мере накопления информации о их величине, получаемой при дефектации подшипников во время ремонтов.
В качестве отправных можно рекомендовать значения порогов сильных дефектов, составляющих для дефектов смазки 20 дБ, а для остальных видов дефектов 20% (по глубине модуляции).
Пороги средних дефектов определяются автоматически, как среднее значение от порога сильного и слабого дефектов. Для дефектов смазки порог слабого дефекта отсутствует, а порог среднего дефекта составляет 10 дБ. Порог слабого дефекта по глубине модуляции всегда определяется автоматически и зависит от чувствительности диагностической аппаратуры, используемой для выделения слабых гармонических составляющих на фоне случайных составляющих спектра белого шума.
Многие дефекты, обнаруживаемые и идентифицируемые при диагностике подшипников качения по однократным измерениям спектра огибающей вибрации. Эти признаки можно использовать для распознавания дефекта в случае, если этот дефект единичен, т.е., при условии отсутствия в данное время развитых дефектов в других узлах диагностируемого объекта, например дефектов вала соединительной муфты, зубчатой передачи и т.д..
Бой вала или обкатывание наружного (неподвижного) кольца подшипника не является дефектом собственно подшипника, а свидетельствует лишь о режиме его работы с повышенной вращающейся нагрузкой на подшипник, снижающем его ресурс. В машинах с горизонтальным валом этот дефект указывает либо на сильную неуравновешенность ротора, либо на бой вала. В машинах с вертикальным валом обкатывание является естественным режимом работы подшипника, не снижающим его ресурс. Признаком этого режима работы подшипника является появление в спектре огибающей вибрации небольшого (до трех-четырех) числа гармонических составляющих вибрации с частотами kfв p , из которых максимальные амплитуды приходятся на 1-3 гармонику.
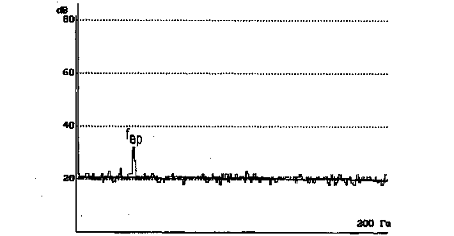
Рис. 12 Спектр огибающей вибрации при обкатывании наружного (неподвижного) кольца подшипника
Неоднородный радиальный натяг подшипника является обычно дефектом его сборки, в частности, следствием посадки подшипника на вал, диаметр которого больше допустимого, перекоса вращающегося кольца, повышенной осевой нагрузки на подшипник. Признаком этого дефекта является рост гармонических составляющих в спектре огибающей вибрации на четных и, прежде всего, на второй гармонике частоты вращения вала, рис. 13. Проявляется этот дефект обычно сразу после установки нового подшипника, сопровождается ростом вращающейся нагрузки в двух противоположных точках внутреннего кольца подшипника и приводит к ускоренному износу из-за перегрузок, действующих на поверхности качения. По мере износа эти перегрузки снижаются, и признаки неоднородного натяга могут исчезнуть, однако ускоренный износ подшипника продолжится.
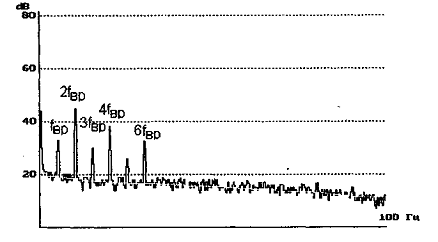
Рис. 13 Спектр огибающей вибрации при неоднородном радиальном натяге подшипника
Дефекты смазки подшипника приводят к росту высокочастотной вибрации подшипника, что и является основным диагностическим признаком этого дефекта. Как правило, если этот дефект оказывается единственным, в спектре огибающей вибрации отсутствуют средние и сильные дефекты других типов. Но чаще происходит наоборот, и дефекты смазки являются следствием дефектов поверхностей трения и связаны с попаданием в смазку продуктов износа, что является дополнительным признаком необходимости остановки машины и проверки состояния подшипника. Есть еще одна ситуация, когда автоматически принимается решение о дефекте смазки. Это — обнаружение предаварийной ситуации в подшипнике, когда поверхности качения и сепаратора настолько изношены, что число ударных импульсов очень велико, и они накладываются друг на друга, нарушается периодичность их следования и теряется возможность их обнаружения спектральными методами анализа вибрации и ее огибающей. И в этом случае необходимо срочно заменять подшипник.
Частоты составляющих спектра вибрации и ее огибающей, используемые для обнаружения и идентификации дефектов линии вала в подшипниках качения по периодическим измерениям вибрации.
.3 Неисправности рамы тележки
Рама тележки тепловоза является главным звеном, объединяющим колесно-моторные блоки и суммирующим тяговые усилия от них для передачи кузову.
Рама тележки подвергается воздействию различных по своему характеру, величине и направлению сил. Это силы от надтележечного веса (веса кузова) и веса самих рам с размещающимися на них двигателями и другим оборудованием, тяговые и тормозные силы, переменные нагрузки, появляющиеся в связи с колебаниями локомотива в горизонтальной и вертикальной плоскостях.
При воздействии этих сил могут возникнуть напряжения опасной величины, при которых в некачественных сварных швах в раме появляются трещины. Как правило, трещины располагаются там, гдо наибольшая концентрация напряжений: в местах приварки стоек буксовых поводков, в уголках, связывающих концевые балки с боковиной рамы, в кронштейнах для подвески тяговых электродвигателей, вообще в местах резкого изменения сечения, связанных с приваркой детали большой жесткости к относительно тонкой стенке несущих элементов (продольных и поперечных балок).
Таким образом основными видами механических повреждений деталей экипажной части локомотивов являются: усталостные трещины и изломы (оси колёсных пар, валы якорей тяговых электродвигателей, зубья шестерен и колес тяговых редукторов, пружин и рессоры, сварные соединения рам тележек);
механический износ (бандажи и шейки осей колёсных пар, моторно-осевые подшипники, зубья шестерен и колес тяговых редукторов, наличники букс и направляющие, шарнирные соединения рессорного подвешивания и тормозной рычажной передачи);
остаточная пластическая деформация (бандажи колёсных пар, термически неупрочнённые зубья шестерен и колес тяговых редукторов).
Перечисленные виды механических повреждений являются следствием не только больших динамических нагрузок, испытываемых деталями экипажной части, но и некоторых других факторов — низкого предела прочности материалов, образования концентраторов напряжений из-за несовершенства технологии изготовления и особенно термической обработки, неудовлетворительного ухода в эксплуатации и др.
Во многих случаях циклическое действие контактных напряжений вызывает пластическую деформацию, которая хотя и не приводит к полному разрушению детали, но может нарушить нормальные условия эксплуатации. Причиной возникновения остаточной деформации является пониженное сопротивление материала контактным напряжением и низкий предел прочности.
4.Применение лазерного контроля геометрических параметров рамы тележки тепловоза ЧМЭ3
.1 Основные положения
Контроль и обеспечение постоянства геометрических параметров крупногабаритных изделий машиностроения при их производстве и ремонте, особенно в пространственной системе координат, до сегодняшнего дня является трудоемкой и дорогостоящей задачей. Традиционными способами являются измерения с помощью шаблонов, линеек, с помощью натянутой струны, а так же оптико-механическим методом. Таким измерениям свойственны большая трудоемкость и значительный субъективный фактор. При этом восстановление изношенных поверхностей — исключительно ручные операции. Использование лазерных технологий при решении данной проблемы — весьма перспективное направление.
При эксплуатации локомотивов и вагонов железнодорожного транспорта к контролю и сохранению геометрических параметров подвижного состава предъявляются достаточно высокие требования. Незначительные их отклонения от номинальных ведут к снижению ходовых и динамических характеристик локомотивов, а также безопасности в эксплуатации. Перекосы осей колесных пар в рамах тележек могут привести к аварийным ситуациям. Обеспечение геометрических параметров рам тележек при производстве и ремонте сопряжено с большими затратами.
Созданная воронежским предприятием лазерная измерительная система рам тележек (ЛИС-РТ-3) позволяет выявить незначительные изменения геометрии рам тележек в процессе их эксплуатации. Система формирует трехмерную систему координат. Контроль размеров рам тележек осуществляется с помощью видимых лазерных пучков параллельным перемещением их вдоль опорных линеек с одновременным отсчетом координат, заносимых в базу данных компьютера. Специально разработанное программное обеспечение позволяет обрабатывать и документировать результаты измерений и производить на их основании ремонт.
.2 Назначение системы ЛИС-РТ-3
Система ЛИС-РТ-3 предназначена для контроля геометрических параметров рам тележек тягового подвижного.
Основой системы ЛИС-РТ-3 является линейка контрольная лазерная ЛКЛ. Систему координат X, У измерительного пространства образуют две линейки контрольные лазерные ЛКЛ. Координату 2 образует нивелир с лазерным визиром совместно со штангенрейкой.
К работе с системой допускается персонал, прошедший подготовку по работе на системе, ее техническому обслуживанию, изучивший настоящее руководство по эксплуатации, паспорта на приборы, программу и методику проведения калибровочных работ, прошедший инструктаж по технике безопасности труда, а также имеющий квалификационную группу по электробезопасности не ниже 3-ей, сдавший зачет на допуск к самостоятельной работе и получивший удостоверение установленного образца.
По способу защиты человека от поражения электрическим током система соответствует классу II по ГОСТ 12.2.025-76)
В конструкции системы применены источники лазерного излучения малой мощности
.3 Описание системы лазерного контроля
Система предназначена для измерения контролируемого объекта по трем координатам методом прямых измерений в прямоугольной системе координат, образованной из лазерных пучков:
продольные и поперечные параметры рамы измеряются в измерительном пространстве, образованном измерительными лазерными пучками от двух базовых взаимно перпендикулярных пучков;
вертикальные параметры измеряются по штангенрейке от базовой горизонтальной плоскости, заданной лазерным пучком нивелира с лазерным визиром. Перечень основных контролируемых геометрических параметров приведен в Правилах текущего и капитального ремонтов, а также капитального ремонта с продлением срока службы (ТР, КР, КРП) и техобслуживания тепловозов и электровозов.
Система производит измерения:
вертикального и горизонтального прогибов балок;
разностей высот поводковых кронштейнов;
отклонения клиновых пазов поводковых кронштейнов от соосного расположения;
разностей размеров между осями клиновых пазов в буксовых проемах и между буксовыми проемами;
у-отклонения от плоскостности внутренних поверхностей поводковых кронштейнов.
Система может быть применена как для оценки геометрических параметров, так и в процессе проведения ремонта: при контроле правильности постановки поводкового кронштейна на раму; при сварочных работах по восстановлению кронштейнов рычажной передачи и прочих элементов рам тележек. Это позволит обеспечить качество производства ремонта согласно Руководству по капитальном ремонту, увеличить срок эксплуатации тележек в целом и повысить безопасность движения.
.4 Выкатка и разборка тележки тепловоза ЧМЭ3
Для проверки рамы тележки комплексом ЛИС-РТ-3 необходимо установить её на специальный стенд. Для этого тележку тепловоза выкатывают из под тепловоза и разбирают. Эти операции проводят по следующей технологии.
. Выкатка тележки из-под тепловоза
. Снять с задней тележки привод скоростемера и передать его для осмотра и ремонта.
. Отвернуть гайки крепления песочных труб к кронштейнам и отнять песочные трубы.
. Отсоединить на задней тележке цепи от рычагов рычажной передачи ручного тормоза.
. 0тсоединить выводные концы тяговых двигателей от силовых кабелей тепловоза
. Отсоединить воздухопровод тепловоза от труб тормозных цилиндров.
. Отсоединить чехлы воздушного охлаждения тяговых двигателей
. Болтами монтажными стянуть пружины рессорного подвешивания.
. Установить домкраты под опоры кузова тепловоза
. Расшплинтовать и отвернуть гайки болтов крепления балок подвески рамы тележки к раме кузова, вынуть болты и выбить балки из кронштейнов рамы кузова. Подвески поместить с кронштейнами рамы кузова и гнездами на раме тележки.
. Поднять кузов и выкатить тележки из-под тепловоза. Выкатку тележек производить подключением полюсов тягового двигателя к источнику постоянного тока /сварочный агрегат 50 вольт или генератор 250 вольт/
. Кузов тепловоза опустить на подставки.
12. Расшплинтовать валики крепления гасителей колебаний к корпусам букс (балансирам) и выбить валики
13. Отвернуть болты крепления крепящие стопорные планки верхних валиков гасителей и снять планки
. Выбить валики, снять гасители с рамы и уложить их на стеллаж для осмотра и ремонта.
. Вывернуть и вынуть болты монтажные
. Зачалить тросом подвески рамы тележки к раме кузова, снять с рамы и уложить на стеллаж для осмотра и ремонта подвесок.
. Расстопорить и отвернуть болты крепления замков буксовых балансиров, снять стопорные шайбы
18. Вывернуть из головок валиков пробки-заглушки. В отверстия под пробку ввернутъ насадку и с помощью пресса А893 выпрессовать валики из отверстий в раме тележки и буксовом балансире. Насадку вывернуть из головки валика;
. Распустить винтовыми стяжками рычажную передачу тормоза
. Снять раму тележки с колесных пар, для чего:
а) установить тележку на канаву, оборудованной домкратами для поддержания тяговых двигателей;
б) поднять домкраты так чтобы они упирались в корпус тягового двигателя;
в) зачалить раму тележки траверсой, подживить её
г) поднять тяговые двигатели домкратами так чтобы верхние обоймы пружинных подвесок вышли из челюстей тяговых двигателей;
д) под концы длинных плеч корпусов букс (балансиров)установить домкраты
е) снять раму тележки с колёсных пар, тяговые двигатели опустить;
ж) упругие шайбы, шайбы, тарелки и пружины снять с балансиров.
21. Установить раму тележки на подставку и вынуть пружинные подвески тяговых, двигателей из кронштейнов рамы, для чего
а) расшплинтовать гайки крепления угольников к раме тележки, отвернуть их, снять болты, угольники и предохранительные валики подвесок:
б) расшплинтовать гайки подвесок и стянуть болтами подвесок до образования зазора между обоймой и кронштейнами рамы;
в) вынуть пружинные подвески из рамы тележки и отправить на мойку.
22. Раму тележки вместе о разобранными деталями рессорного подвешивания, за исключением упругих шайб, промыть в моечной машине; неотмытую в машине грязь удалять скребком и металлической щеткой.
23. После промывки раму с укрепленными на ней деталями установить на подставки для разборки и сборки рамы:
. Разобрать рычажную передачу тормоза:
25. Разобрать подвеску тормозных колодок;
. Зачалить колесно-моторный блок в сборе с буксами и установить на подставки для его разборки и сборки.
Примечание: Зачаливание производить за рым-болты, установленные в остов двигателя вместо пробок
27. Расстопорить головки болтов, крепления передних крышек букс отвернуть болты снять стопорные планки. Затем снять передние крышки букс, выбрать из них смазку, снять резиновые кольца 6 и уложить в контейнер для промывки.
. Расстопорить и отвернуть болты крепления задней крышки, и отвернуть болты и снять стопорные планки
. С помощью приспособления на прессе А893 снять корпуса букс с роликоподшипников
30. Передние крышки букс, корпуса букс (балансиры): обмыть в моечной машине и транспортировать к месту их осмотра и ремонта.
. Снять уплотнительные полукольца, предварительно сняв с них накладки и войлочные уплотнения; полукольца соединить болтами с гайками.
Замерить щупом осевой разбег тягового электродвигателя на оси колесной пары и зазор между вкладышами моторно-осевых подшипников и шейкой оси. Полученные величины записать
32. Установить противни для стекания масла под кожух зубчатой передача и снять с него хомут
. Снять кожух передачи, расшплинтовав и отвернув болты его крепления и слив масло в противень. Снять верхнюю и нижнюю половины кожуха. Оба половины кожуха обмыть в моечной машине;
34. Снять защитный кожух с средней части оси.
. Снять шапки моторно-соевых подшипников, уложить их на стеллаж.
36. Снять верхние вкладыш моторно-осевых подшипников с оси.
. Зачалить и снять колесную пару с тягового электро-двигателя и установить ее на рельсы, подклинив башмаками с обеих сторон.
. Вынуть нижние вкладыши из расточек остова двигателя и уложить их попарно с верхними вкладышами на стеллаж.
. Подсоединять пресс маслосьёма к торцу оси колесной пары и запрессовать масло (цилиндровое масло марок 38 или 52 ГОСТ 6471-52) между внутренним кольцом роликоподшипника и шейкой оси до появления ее у переднего торца, внутреннего кольца подшипника.
. С помощью сьёмника А893 запрессовать роликоподшипник вместе с задней крышкой буксы и кольцом упорным с оси. Аналогично снимать второй роликоподшипник.
Спрессовывать роликоподшипник с шейки оси без примения мacла запрещается.
. Вынуть уплотнения из канавок задних крышек букс и снять с передней и задней крышек резиновые кольца.
42. Oбмыть и очистить задние крышки и упорные кольца.
. Колесную пару промыть в моечной машине
. Зачалить тяговый двигатель за рым-болты, установленные в остове вместо пробок и транспортировать в электро-машинный цех
. Осмотр и ремонт колесных пар производить в соответствии с “Инструкцией по освидетельствованию, ремонту и формированию колесных пар локомотивов и электросекций.” ЦТ/2306
. Осмотр и ремонт роликоподшипников производить в соответствии с “Инструкцией по содержанию и ремонту роликовых подшипников локомотивов и моторвагонного подвижного состава” ЦТ/2361.
4.4 Устройство и работа системы
Система контроля геометрических параметров рам тележек ЛИС-РТ-3 — измерительный комплекс, обеспечивающий геометрический контроль рам тележек электровозов и тепловозов, установленных на предварительно отгоризонтированных опорах и забазированных в координатах измерительной системы с учетом имеющихся баз (конструкторских, технологических и др.).
Измерение размеров объекта осуществляется с помощью видимых лазерных пучков параллельным перемещением их вдоль опорных линеек с одновременным отсчетом координат. Лазерные пучки формируют в рабочем измерительном пространстве прямоугольную систему координат X, У и базовую горизонтальную плоскость. Координата 2 формируется нивелиром с лазерным визиром и штангенрейкой с целевым знаком.
ЛИС-РТ-3 обеспечивает 2 режима отсчета по координатам X и У:
визуально-механический с помощью оснастки с целевым знаком, штриховой меры и индикатора часового типа ИЧ-10 ГОСТ 577/68* встроенного в устройство поворота пучка (УГШ).
Ввод расчетных параметров в протокол измерения осуществляется вручную;
автоматизированного с помощью электронного блока — устройства цифрового отсчета и ввода в ПЭВМ с последующей обработкой данных измерений и представления результатов расчета измеряемых геометрических параметров визуально на экране монитора в виде протокола и указаний по ремонту с возможностью выдачи результатов на печать или для запоминания в электронном виде.
Схема расположения модулей и устройств системы представлена на рисунке 14.
Измерительный комплекс выполнен в виде двух взаимно перпендикулярных, создающих рабочее измерительное пространство, линеек ЛКЛ (продольной X и поперечной У).
Оно создается путем поворота на 90° продольных (базовых) лазерных пучков. Повернутые пучки являются измерительными.
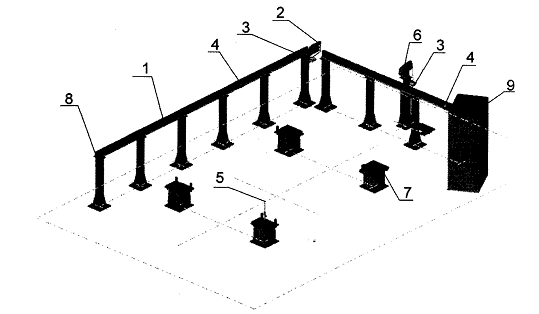
Рис. 14 Схема расположения модулей и устройств системы ЛИС-РТ-3
1 — линейка ЛКЛ; 2 — блок излучающий; 3 — блок питания; 4 — устройство поворота пучка на 90° (УПП); 5 — штангенрейка; 6 — нивелир; 7 — опора; 8 — базовый целевой знак; 9 -шкаф.
Измерение по координате У обеспечивается нивелиром с лазерным визиром, формирующим базовую горизонтальную плоскость из лазерного пучка, и штангенрейкой с целевым знаком.
Лазерные пучки от излучателя 2 (рисунок 14) встраиваются в центры марок мишеней базовых целевых знаков, устанавливаемых на конце линеек в отверстия пластин-крышек направляющих координатных линеек 1.
Направляющие линеек оснащены штриховыми мерами длины, размещенными вдоль опорных лазерных пучков, и датчиками линейных перемещений, преобразующих линейное перемещение в электрические импульсы. На направлящих размещено устройство поворота базового лазерного пучка (УПП) 4. УПП вводится в полозья направляющей линейки и перемещается вдоль нее, обеспечивая параллельный перенос в пространстве лазерного пучка, перпендикулярно базовым направлениям X и У.
Перемещение устройства поворота пучка осуществляется вручную, а отсчет координат производится с помощью персонального компьютера или штриховой меры длины.
Основные компоненты системы:
а) Излучатель лазерный ИЛ-2
В состав излучателя лазерного ИЛ-2 входят излучающий модуль и блок питания.
Излучатель предназначен для создания взаимно-перпендикулярных лазерных пучков, являющихся базовыми пучками по направлениям осей X и Y. Общий вид излучающего модуля и его конструктивные элементы показаны на рисунке 2.
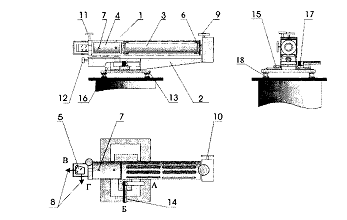
Рис.15 Излучающий модуль
1- корпус; 2- основание; 3- лазер ЛГН-225; 4- коллиматор; 5- пентапризма; 6-конусные кольца фиксации лазера; 7- крепежно-юстировочные винты; 8 — взаимно — перпендикулярные пучки (В — продольный лазерный пучок, Г — поперечный лазерный пучок); 9- винт вертикального перемещения продольного лазерного пучка; 10-винт горизонтального перемещения продольного и поперечного лазерных пучков; 11- винт вертикального перемещения поперечного пучка; 12- винт перемещения поперечного лазерного пучка в горизонтальной плоскости; 13- площадка излучающего модуля; 14- ручка с винтом крепления; 15- боковой упор; 16- поперечный упор; 17- прижим; 18- винт вертикальных перемещений излучающего модуля.
Излучающий модуль состоит из корпуса 1, шарнирно закрепленного на основании 2. В корпусе 1 размещены лазер 3, коллиматор 4 и пентапризма 5. Лазер 3 зафиксирован в конусных кольцах 6, которые определяют положение лазера в корпусе 1. Коллиматор 4 служит для формирования кольцевой структуры лазерного пучка. Для равномерного распределения интенсивности излучения по кольцевой структуре лазерного пучка ось коллиматора 4 совмещается с осью лазера 3 крепежно-юстировочными винтами 7. Пентапризма 5 служит для формирования двух взаимно перпендикулярных лазерных пучков равной интенсивности: пучка «В» и пучка «Г», перпендикулярного пучку «В». Пучки «В» и «Г» являются базовыми по осям X и Y. Отклонение пучка «В» в вертикальной плоскости осуществляется путем поворота винта 9. Отклонение пучка «Г» в вертикальной и горизонтальной плоскостях осуществляется путем поворота винтов 11 и 12 соответственно. Ручка с винтом крепления 14, прижим 17 и боковой упор 15 в совокупности предназначены для фиксированной установки излучающего модуля на площадке 13 (рисунок 15).
Поперечный упор 16 необходим для обеспечения заданного продольного положения основания 2. Винты 18 используются при монтаже для вертикального перемещения излучателя.
Блок питания (рисунок 16) предназначен для преобразования сетевого напряжения в заданное напряжение питания излучающего модуля.
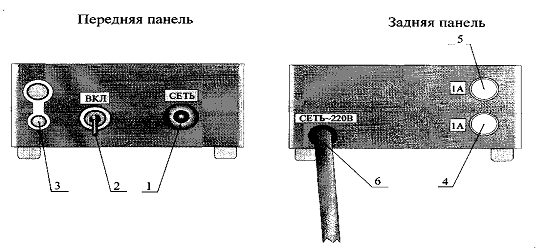
Рис. 16 Блок питания
1 — индикатор наличия сетевого напряжения; 2 — выключатель сетевого напряжения; 3 — высоковольтная розетка для подключения лазера; 4 и 5 предохранители; 6- провод электросетевой.
На передней панели расположены: индикатор 1 оповещения о наличии сетевого напряжения; выключатель 2 подачи сетевого напряжения на блок питания; розетка 3 для соединения излучающего модуля с блоком питания. На задней панели расположены: предохранители 4 и 5; провод электросетевой 6.
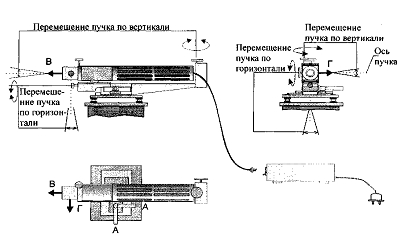
Рис. 17 Излучатель лазерный ИЛ-2
б) Нивелир с лазерным визиром
Нивелир с лазерным визиром задает базовую горизонтальную плоскость при проведении измерительных, монтажных
Общий вид нивелира и его конструктивные элементы показаны на рисунке 17.
Нивелир с лазерным визиром представляет собой нивелир оптический Н-05, на котором закреплен лазерный визир.
Нивелир состоит из двух частей: неподвижной нижней и верхней, имеющей возможность вращаться относительно нижней на 360° и наклоняться в вертикальной плоскости на ±10′.
Нижняя часть представляет собой подставку 1 с тремя подъемными винтами 2 и укрепленной на них пружинящей пластиной 3 с втулкой, имеющей резьбу под становой винт 4, служащий для закрепления нивелира на штативе 5.
В верхней части расположены: зрительная труба 6 с укрепленным на ее корпусе контактным уровнем, установочный уровень 7, механизм наклона плоско-параллельной пластинки с отсчетной шкалой, который приводится в действие головкой 8, головка 9 наводящего винта, зажимной винт 10 наводящего устройства, фокусирующее устройство зрительной трубы 6 с управляющей головкой 11. Установочный уровень 7 показывает положение вертикальной оси вращения нивелира. Наклон зрительной трубы 6 в вертикальной плоскости, осуществляется головкой 12 элевационного винта. Контактный уровень при трубе с призменной системой показывает положение оптической оси нивелира относительно горизонтальной плоскости. На коробке 13 контактного уровня расположено зеркало 14 . для подсветки уровня при трубе 6 и отсчетной шкалы.
Лазерный визир состоит из корпуса 15, в котором установлен футляр 16. В футляре 16 расположены излучатель 17 и коллиматор 18.
Оси 19 определяют положение передней части футляра 16 относительно корпуса 15 лазерного визира. Оси 19 фиксируются винтами 20. Винты 21 отжимные определяют положение задней части футляра 16 относительно корпуса 15 лазерного визира. Крепление излучателя 17 в футляре 16 осуществляется кольцами 22 и 23. Крепление и юстировка коллиматора 18 осуществляется винтами 24.
в) Направляющая линейка
Направляющая линейка (рисунок 18) обеспечивает перемещение устройства поворота пучка (У 1111) вдоль базового лазерного пучка.
В состав системы входят две направляющие линейки: линейка X (по оси X) и линейка Y (по оси Y).
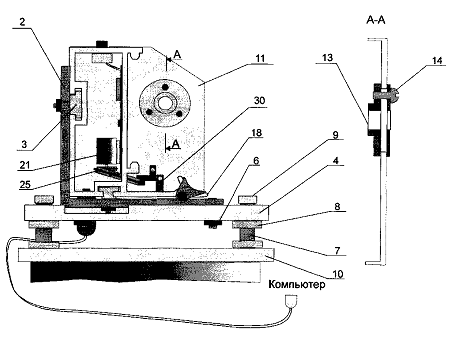
Рис. 18 Направляющая линейка
1- профилированный монолит; 2- кронштейн; 3- прижим; 4- площадка; 5-нажимной винт; 6- гайка; 7- винт вертикальных перемещений направляющей линейки; 8- гайка фиксатор; 9- крепежные болты; 10- опора линейки; 11 и 12- торцевые крышки; 13- гнездо целевого знака линейки; 14- винт; 15- ограничитель хода УГШ; 16- ручка ограничителя хода УГШ; 17- штриховая мера длины; 18- ложемент штриховой меры; 19- продольные пазы штриховой меры; 20- устройство цифрового отсчета (УЦО); 21- датчик измерения перемещений; 22- кнопка «Ввод»; 23- кнопка «Возврат»; 24- гибкая тяга; 25- ролик; 26- фиксатор гибкой тяги; 27- шток; 28- гайка; 29- шпилька; 30- гнездо фиксатора гибкой тяги; 31- разъем для подключения к компьютеру; 32- узел натяжения штриховой меры.
Направляющая линейки представляет собой профилированный монолит 1, на котором размещены: торцевые крышки 11 и 12, штриховая мера длины 17, устройство цифрового отсчета 20 (УЦО) и разъем для подключения к компьютеру 31.
Направляющая линейки зафиксирована на кронштейнах 2 прижимами 3. Направляющая линейки имеет возможность совершать горизонтальные и вертикальные перемещения при монтаже и наладке. Горизонтальные перемещения направляющей линейки вместе с кронштейнами 2 осуществляются по площадке 4 под воздействием нажимных винтов 5. Кронштейны 2 фиксируются гайками 6. Вертикальные перемещения направляющей линейки вместе с площадкой 4 осуществляются с помощью винтов вертикальных перемещений 7. Положение винтов 7 фиксируется гайками 8. Через отверстие в винтах 7 платформа крепится болтами 9 к опоре линейки 10.
На торцевой крышке 11 крепится гнездо целевого знака 13с помощью винтов 14.
На торцевой крышке 12 закреплен ограничитель хода У111115с ручкой 16. Ручка 16 необходима для отвода ограничителя хода УПП 15 при установке (съеме) У1111 на направляющую линейку.
Штриховая мера длины 17 закреплена в ложементе 18 профилированного монолита 1. Один конец штриховой меры 17 закреплен неподвижно, а другой крепится с помощью узла натяжения 32 Вид /, позволяющего предотвращать деформацию штриховой меры 17 при температурных удлинениях направляющей линейки. Промежуточные крепления ВидП штриховой меры 17 выполнены винтами через продольные пазы 19 в штриховой мере 17 с возможностью ее скольжения.
УЦО 20 предназначено для автоматического определения координаты измерительного пучка, формируемого У1111. Структурная схема УЦО представлена в приложении Б. Датчик 21 преобразует линейные перемещения УПП в электрические импульсы, которые кпередаются в компьютер для определения координаты пучка. Кнопка 22 «Ввод » предназначена для ввода координаты пучка в компьютер, кнопка 23 «Возврат» отменяет ввод. Датчик 21 приводится в движение гибкой тягой 24, соединенной через ролики 25 в кольцо фиксатором гибкой тяги 26, который посредством штока 27 соединен с УПП. Гибкая тяга натягивается перемещением гаек 28 по шпильке 29 фиксатора 26. Гнездо 30 определяет положение фиксатора 26, необходимое для соединения его с УПП при установке УПП на линейку.
г) Блок сопряжения
Блок сопряжения (рисунок 19) предназначен для питания устройств цифрового отсчета (УЦО) системы и связи УЦО с компьютером.
Передняя панель
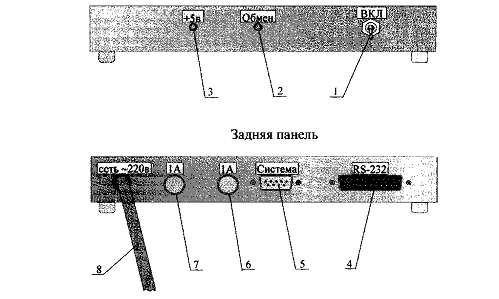
Рис. 19 Блок сопряжения
1- выключатель напряжения питания; 2- индикатор наличия информационного обмена; 3- индикатор наличия напряжения питания; 4- разъем для соединения с портом СОМ 1 компьютера; 5- разъем для соединения с УЦО линеек X и Y; 6 и 7 предохранители; 8- провод электросетевой.
На передней панели блока сопряжения расположены: выключатель 1 напряжения питания блока сопряжения и устройств цифрового отсчета; индикатор 2 оповещения о наличии процесса обмена информации между компьютером и устройствами цифрового отсчета; индикатор 3 оповещения о наличии напряжения питания.
На задней панели блока сопряжения расположены: разъем 4 для соединения блока сопряжения с портом СОМ 1 компьютера; разъем 5 для соединения блока сопряжения с устройствами цифрового отсчета системы; предохранители 6 и 7; провод 8 электросетевой.
д) Целевой знак
Целевой знак (рисунок 20) предназначен для визуального контроля положения лазерного пучка.
Рис. 20 — Целевой знак
1- корпус целевого знака; 2- марка
Корпус 1 имеет посадочный диаметр 10h6. На торцевой поверхности целевого знака наклеена марка 2 с перекрестием и рядом концентрических окружностей.
е) Устройство поворота пучка
Устройство поворота пучка (УПП) предназначено для поворота части базового лазерного пучка на 90°, а также параллельного переноса и вращения повернутого (измерительного) пучка вокруг оси базового пучка. Функциональные элементы УПП представлены на рисунке 21.
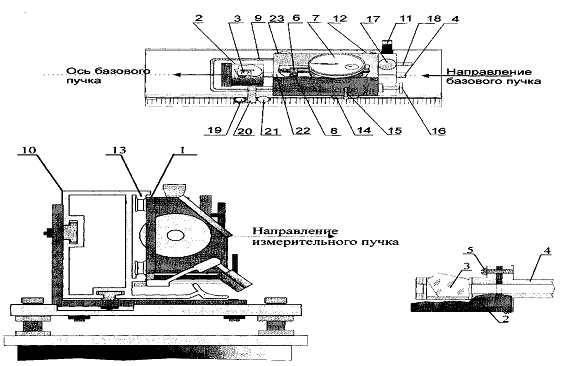
Рис. 21 Устройство поворота пучка
1- каретка; 2- корпус пентапризмы; 3- пентапризма БП — 90°; 4- пустотелый вал; 5- котировочный винт пентапризмы; 6- платформа; 7- индикатор часового типа; 8- винт фиксации ИЧ в платформе; 9- предохранительная рамка; 10- направляющая линейка; 11- ручка перемещения каретки; 12- ролики каретки; 13- дорожки; 14- тормоз каретки; 15- рычаг тормоза; 16- винт малых горизонтальных перемещений; 17- винт малых вертикальных перемещений; 18- флажок включения винта малых вертикальных перемещений; 19- окуляр поворотный; 20- поводок; 21- прижим; 22- крышка; 23- винт.
Каретка 1 является основанием, на котором крепятся все элементы УПП. Оптический блок состоит из корпуса 2, внутри которого размещена высокоточная пентапризма 3 и пустотелый вал 4. Корпус 2 и пентапризма 3 закреплены на вале 4. Винтами 5 изменяется угол наклона пентапризмы 3 к оси вала 4. Пустотелый вал 4 установлен в подшипниках платформы 6, которая крепится к каретке 1 с возможностью углового перемещения. В отверстие платформы установлен индикатор 7 малых горизонтальных перемещений, положение которого фиксируется винтом 8. В каретке 1 выполнено отверстие, которое формирует внутренние контуры предохранительной рамки 9. Предохранительная рамка 9 служит для защиты оптического блока от торцевых ударов. Базовый пучок направляется через входное отверстие вала 4 на пентапризму 3. Часть базового пучка пентапризма 3 поворачивает на 90°, формируя измерительный лазерный пучок, другую часть базового пучка пентапризма 3 пропускает вдоль направляющей линейки 10. Для горизонтального перемещения измерительного пучка, каретку 1 за ручку 11 перемещают вдоль направляющей линейки 10. УПП передвигается на роликах 12 по дорожкам 13 направляющей линейки 10. Положение каретки фиксируется тормозом 14. Рычаг 15 тормоза каретки имеет два положения: вертикальное — «Тормоз» и горизонтальное — «Ход». Винт 16 малых горизонтальных перемещений служит для плавного горизонтального перемещения измерительного пучка. Визуализацию этих перемещений осуществляет индикатор часового типа 7. Большие вертикальные перемещения измерительного пучка осуществляются вращением корпуса 2 за специально предусмотренную, рифленую часть на его поверхности. Винт 17 малых вертикальных перемещений служит для плавного вертикального перемещения измерительного пучка. Флажок 18 включения винта малых вертикальных перемещений имеет два положения: опущен — ВКЛ., поднят — ОТКЛ. Окуляр поворотный 19 предназначен для точного проведения измерений путем увеличения рассматриваемых штрихов штриховой меры измерительной линейки и положения на них центрального лазерного пятна. Окуляр закреплен на поводке 20, к которому также прижимом 21 крепится гибкая тяга, предназначенная для приведения в движение датчика блока цифрового отсчета.
ж) Опора подвижная
Опора подвижная (рисунок 22) предназначена для размещения на ней рам тележек и обеспечения их базирования в системе координат, образованной системой
Рис. 22 Опора подвижная
1- тумба; 2- площадка; 3- ловитель; 4- винт вертикальных перемещений; 5-гайка; 6- вороток горизонтального перемещения ловителя.
Опора подвижная представляет собой тумбу 1, на которой закреплены, с возможностью перемещения, площадка 2 и ловитель 3.
Вертикальное перемещение площадки 2 осуществляются при вращении винтов вертикальных перемещений 4. Положение винтов 4 фиксируется гайками 5. Горизонтальное перемещение ловителя 3 осуществляются при вращении воротка 6.
з) Штангенрейка
Штангенрейка (рисунок 23) предназначена для измерения расстояния «Н» от контролируемой поверхности до оси измерительного лазерного пучка.
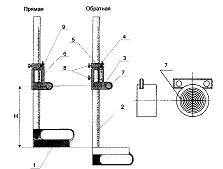
Рис. 23 Штангенрейки
1- корпус с магнитным основанием; 2- рейка; 3-нониусная рамка; 4- микрометрический винт; 5- рамка микрометрической подачи; 6- нониус; 7- целевой знак со шпонкой; 8- винт стопорный; 9- гайка микрометрической подачи.
Прямая штангенрейка позволяет измерять расстояния от поверхностей обращенных к лазерному пучку.
Обратная штангенрейка позволяет измерять расстояния от поверхностей обращенных от лазерного пучка.
Штангенрейка состоит из корпуса 1 с магнитным основанием, в котором закреплена рейка 2 со штриховой шкалой. На рейке 2 установлена с возможностью перемещения рамка 3 с целевым знаком 7 и связанная с последней винтом 4 рамка микрометрической подачи 5. На рамке 3 размещен нониус 6, который позволяет производить отсчет координаты целевого знака 7. Рамка 5 с винтом 8 и гайкой 9 предназначена для выполнения малых перемещений рамки 3.
и) Шаблон клинового паза
Шаблон клинового паза (рисунок 24) предназначен для визуализации положения оси клинового паза. Шаблон позволяет контролировать степень износа клинового паза по величине зазора (3-7) мм между шаблоном и дном клинового паза.
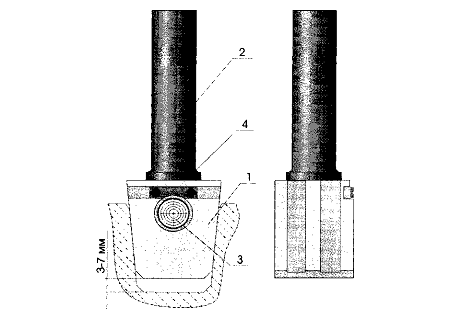
Рис. 24 Шаблон клинового паза
1- клин; 2- ручка; 3- целевой знак; 4- шпонка.
Шаблон клинового паза представляет собой клин 1 с ручкой 2, внутри которого установлен целевой знак 3. Шпонка 4 служит для позиционирования целевого знака 3.
к) Вставка клинового паза
Вставка клинового паза рамы тележки (рисунок 25) предназначена для выноса базовой поверхности клинового паза при контроле штангенрейкой
Рис. 25 Вставка клинового паза
1 — опора; 2- основание
Вставка клинового паза выполнена в виде опор 1, соединенных с основанием 2.
4.6 Ремонт рамы тележки
Раму тележки осматривают и обнаруженные трещины в ее боковинах заваривают на стенде электросваркой с предварительной их разделкой. После заварки трещин ослабленное место усиливают постановкой накладок или планок. Натяг и износ поверхности скоса каблучков (буксовых связей челюстных тележек) восстанавливают наплавкой с последующей обработкой и пригонкой к месту по каблучкам рамы. При этом прилегание указанных поверхностей допускают не менее 75%. После пригонки буксовые связи устанавливают на раму и укрепляют болтами. Допускают местные зазоры не более 0,5 мм на глубине 15 мм. Натяг связей должен быть 6±1 мм. Износ поверхности клиновых пазов стоек и боковых поверхностей поводковых скоб боковины рамы тележки, поверхностей плит боковин под амортизаторы листовой рессоры, вытертые места кронштейнов, а также выработку в отверстиях рычажной передачи и деталей рамы восстанавливают наплавкой с последующей обработкой до чертежных размеров.
После проверки всех сварных швов ультразвуковым дефектоскопом проверяют геометрические характеристики рамы. Для проверки рамы тепловоза оптическим методом ее устанавливают на винтовые домкраты по уровню. При проверке за исходную базу принимают продольную ось тележки, проходящую через центр шкворневой опоры. Непараллельность между боковинами по проемам допускают не более 3 мм и проверяют штангенштихмасом. Ширину буксовых вырезов измеряют пирометрическим нутромером. Затем оптическим прибором, состоящим из кронштейна со зрительной трубой, проверяют прогиб, смещение буксовых челюстей, неперпендикулярность рамных листов и боковых плоскостей буксовых направляющих к оси рамы. Кронштейн со зрительной трубой укрепляют в крайний буксовый вырез, шкворневой масштаб устанавливают в гнездо подпятника, а магнитный масштаб — на измеряемую поверхность. Несоответствие допускаемых отклонений, выявленных при проверке рамы, устраняют.
Боковины, имеющие прогиб в вертикальном и горизонтальном направлениях, правят. В зависимости от величины прогиба их правят со снятием и без снятия поперечных скреплений, но обязательно при установленных и затянутых подбуксовых связях. В Горизонтальной и вертикальной плоскостях боковины рамы правят винтами, распорками или стяжками с подогревом погнутых мест. Местные износы боковин рамы и буксовых вырезов восстанавливают электронаплавкой с последующей обработкой.
Подбирают прокладки под наличники толщиной не более 2 мм для регулирования лобовых плоскостей буксовых проемов. Под наличник устанавливают одну прокладку.
После приварки наличников раму снова проверяют. При этом неперпендикулярность рабочих поверхностей внутренних рамных наличников к продольной оси рамы допускают не более 0,5 мм.
Износ наружных поверхностей гнезда опоры восстанавливают наплавкой электродами типа Э50А, затем подвергают . термической обработке для восстановления слоя цементации. Допускают наплавку вибродуговым способом проволокой Св-0,8; Св-10; Г-2 под слоем флюса с обеспечением необходимой твердости без дополнительной термической обработки. Наплавленные поверхности шлифуют. Для устранения износа, превышающего 0,5 мм, верхнюю опору по поверхностям А, Б, В, Г и Д шлифуют, соблюдая размеры, указанные на рис. 24.
Зазор между верхней опорой и гнездом восстанавливают наплавкой с последующей обработкой. Поверхности В отремонтированной опоры проверяют шаблоном. Допускают просвет между .шаблоном и гнездом не более 0,1 мм. Окончательно обработанные детали фосфатируют. Выработку роликов устраняют шлифовкой, при этом уменьшение диаметра по поверхности катания допускают не более 2 мм, а по цапфе — до 28 лиг. Цапфы обрабатывают на ближайший градационный размер через 0,5 мм.
Износ боковых поверхностей обойм восстанавливают электронаплавкой с последующей обработкой. При износе отверстий ставят втулки с толщиной стенки не менее 3 мм. Выработку по рабочему профилю нижней опоры устраняют шлифовкой, выдерживая его параллельность к основанию, при этом толщину детали допускают не менее 23 мм. Поверхность рабочего профиля после шлифовки цементируют с последующей закалкой и проверяют аналогично верхней опоре.
Трещины корпуса опоры рамы разделывают и заваривают. Изношенные планки заменяют для обеспечения зазоров с сопрягаемыми деталями. Толщину планок разрешается увеличивать на 2 мм от чертежного размера.
5. Безопасность жизнедеятельности
.1 Расчёт освещения в цехе ТР-3
.1.1 Общие положения
В инженерной практике оценка световых величин в основном сводится к измерению освещённости.
Поверхностную плотность светового потока, падающего на осве-щаемую плоскость, называют освещённостью Е. По МСС освещённость есть отношение светового потока, падающего на элемент поверхности, содержащий данную точку, к площади этого элемента:
Е =![]() ;
;
Единицей измерения освещённости является люкс (лк);
лк = 1 лм
- м-2
Естественная освещённость внутри помещений, обусловленная при-родным светом, измеряется в больших пределах. Поэтому для помещений регламентируют не абсолютные величины естественной освещённости, а относительные показатели, не меняющихся в зависимости от её постоянных колебаний. Таким показателем является коэффициент естественной освещённости (КЕО):
е = ![]() ;
;
где е — КЕО в данной точке помещения, %;
Ев — освещённость в какой-либо точке внутри помещения, лк;
Ен — горизонтальная освещённость на открытом месте, создаваемая диффузным светом всего небосвода, замеренная одновременно с ев, лк.
Чаще всего измерение освещённости производят с помощью приборов, называемых люксметрами. Основные части люксметра — фотоэлемент и миллиамперметр, градуированный в единицах освещённости — люксах. Наиболее широко применяют люксметры Ю-15, Ю-16 или Ю-17 с селеновым фотоэлементом. Светочувствительный слой селена фотоэлемента наносят на стальную пластину. На поверхность селена напыляют тончайший (5 нм) полупрозрачный слой золота или платины. Между этими двумя слоями образуется так называемый «запирающий слой» с односторонней проводимостью. Стальная пластина и полупрозрачный слой являются двумя электродами.
При освещении фотоэлемента между этими электродами возникает фототок, пропорциональный падающему световому потоку Ф. Величину фототока измеряют миллиамперметром со шкалой, проградуированной в люксах. Градуировку шкалы люксметра производят для источника света с цветовой температурой 2800 К (лампа накаливания).
В связи с этим при измерениях освещённости от источников, отличных по цветности от лампы накаливания, следует вводить поправочный коэффициент. Для люми-несцентных ламп ЛД он составляет 0,88, для ЛДЦ — 0,95, для ЛБ — 1,15, для ДРЛ — 1,20. При измерениях естественной освещённости этот коэффициент принимают равным 0,8.
Все люксметры должны регулярно подвергаться поверке в светотехнических лабораториях метрологических учреждений.
.1.2 Осветительные приборы
Совокупность источника света и осветительной арматуры называют осветительным прибором. Различают осветительные приборы ближнего действия — светильники и дальнего действия — прожекторы. Осветительная арматура служит для:
перераспределения излучаемого источником света потока в необходимом направлении;
предохранения глаз работающего человека от слепящего действия чрезмерно ярких элементов источника света;
предохранения источника света от механических воздействий, которые могут привести к разрушению хрупких его частей;
предохранения источника света от загрязнений, снижающих коэффициент пропускания колбы или трубки;
изоляции источника света от окружающей среды для предупреждения коррозии токоведущих частей (цоколей, патронов) и во взрывоопасной среде;
эстетического и архитектурного оформления производственных помещений.
.1.3 Требования к освещению
При определении требований, предъявляемых к освещению, исходят из основных свойств зрения, что предполагает создание условий, исключающих утомление зрения и возникновение причин производственного травматизма, способствующих повышению производительности труда. Осветительные установки должны обеспечивать:
достаточную яркость рабочей поверхности или при определённом коэффициенте отражения её достаточную освещённость;
достаточную равномерность распределения яркости (или освещённости) на рабочей поверхности;
отсутствие глубоких и резких теней на рабочих поверхностях, а также на полу, в проходах, междупутьях, междувагонных пространствах;
отсутствие в поле зрения наблюдателя больших яркостей;
постоянство освещённости рабочей поверхности во времени.
Все эти требования учитываются действующими нормами проектирования и правилами эксплуатации освещения в производственных помещениях и на открытых пространствах. Основным нормативным документом, регламентирующим нормы проектирования, является глава СНиП II-4-79 «Естественное и искусственное освещение», с учётом которого разрабатываются отраслевые нормы искусственного освещения объектов железнодорожного транспорта.
.1.4 Нормы освещенности производственных помещений
Нормируемые характеристики освещения в помещениях могут обеспечиваться как светильниками рабочего освещения, так и совместным действием с ними светильников освещения безопасности и (или) эвакуационного освещения. Для освещения помещений следует использовать, как правило, наиболее экономичные разрядные лампы. Использование ламп накаливания для общего освещения допускается только в случае невозможности или технико-экономической нецелесообразности использования разрядных ламп.
Для местного освещения кроме разрядных источников света следует использовать лампы накаливания, в том числе галогенные. Применение ксеноновых ламп внутри помещений не допускается.
Нормы освещенности следует повышать на одну ступень шкалы освещенности в следующих случаях:
а) при работах I-V разрядов, если зрительная работа выполняется более половины рабочего дня;
б) при повышенной опасности травматизма, если освещенность от системы общего освещения составляет 150 лк и менее (работа на дисковых пилах, гильотинных ножницах и т. п.);
в) при специальных повышенных санитарных требованиях (на предприятиях пищевой и химико-фармацевтической промышленности), если освещенность от системы общего освещения — 500 лк и менее;
г) при работе или производственном обучении подростков, сети освещенность от системы общего освещения — 300 лк и менее;
д) при отсутствии в помещении естественного света и постоянном пребывании работающих, если освещенность от системы общего освещения — 750 лк и менее;
е) при наблюдении деталей, вращающихся со скоростью, равной или более 500 об/мин. или объектов, движущихся со скоростью, равной илй более 1,5 м/мин;
ж) при постоянном поиске объектов различения на поверхности размером 0.1 м2 и более;
з) в помещениях, где более половины работающих старше 40 лет.
При наличии одновременно нескольких признаков нормы освещенности следует повышать нё более чем на одну ступень.
В помещениях, где выполняются работы 1У-У1 разрядов, нормы освещенности следует снижать на одну ступень при кратковременном пребывании людей или при наличии оборудования, нетребующего постоянного обслуживания.
При выполнении в помещениях работ I-III, IVа, IVб, IVв, Va разрядов следует применять систему комбинированного освещения. Предусматривать систему общего освещения допускается при технической невозможности или нецелесообразности устройства местного освещения, что конкретизируется в отраслевых нормах освещения, согласованных с Государственным комитетом санитарно-эпидемиологического надзора.
При наличии в одном помещении рабочих и вспомогательных зон следует предусматривать локализованное общее освещение (при любой системе освещения) рабочих зон и менее интенсивное освещение вспомогательных зон, относя их к разряду VIIIа
.1.5 Расчёт освещения цеха ТР-3
Определить электрическую мощность осветительной установки W, количество светильников N, высоту подвеса светильников Н , схему размещения светильников по потолку для создания общего равномерного освещения в подьёмочном цехе ремонта тепловозов.
Дано: Длина аппаратного зала А = 60 м, ширина В = 40 м, высота B = 14 м. Потолок побелен, стены окрашены голубой краской.
Решение. Выбираем напряжение питающей сети U = 220 В, лампы накаливания мощностью Wл = 300 Вт и светильники типа Люцетга. Произведем сначала расчет по методу коэффициента использования. Минимальная освещенность для создания общего освещения в помещении определяется по формуле необходимое количество светильников N для создания требуемого нормированного общего освещения в помещении определяется по формуле :
Еmin = (Fл ×N×h)/S×k×Z ,
откуда необходимое количество светильников равно:
N= (Emin ×S×k×)/(Fл ×h)
где: k — коэффициент запаса; для помещений, где отсутствуют выделение пыли
k = 1,5;
S = АВ= 60×40 = 2400м2 ;
Еmin = 200 лк. для ламп накаливания;
Fл — световой поток, создаваемый одной лампой, лм, oн зависит от выбранной мощности лампы. Для лампы накаливания мощностью Wл = 300 Вт — Fд = 8100 лм;
Z — коэффициент неравномерности освещения, вводят для получения минимальной освещенности Принимаем Z = 0,95; коэффициент использования светового потока.
rст = 0,5 и rп = 0,7. Высота подвеса светильников Нр определяется как расстояние между уровнем рабочей горизонтальной поверхности и светильником.
В нашем случае:
Нр = h×(hраб +hнад ),
где:
h — высота помещения, h =14 м;
hраб — уровень (высота) рабочей поверхности, hраб = 1,5;
hпад — расстояние между светильником и потолком, hнад = 0,5 м.
Тогда:
Нр = 14×(1,5 + 0,5) = 10,5м.
Показатель помещения j , определяется по следующейформуле:
Таким образом, количество светильников N равно:
N = (200×2400×1,5×0,90)/(8100×0,9) = 80,5 шт.
Для удобства размещения, примем N = 80 шт. Разместим светильники симметрично по потолку аппаратного зала, пятью параллельными рядами по 16 светильников в каждом ряду, то есть разместим светильники в прямоугольной сетке координат со сторонами 60х40
Электрическая мощность осветительной установки для создания общего освещения в подьёмочном цехе депо равна:
W = Wл ×n = 300×84 = 25 кВт.
Проверочный расчет произведем по ориентировочному методу удельной мощности (по методу Ватт).
По этому методу общая электрическая мощность установки для создания общего освещения определяетcя по формуле:
W=(Emin ×S×k)/Eср
где:
Еmin — минимальная, нормируемая общая освещенность, лк
Еmin = 200 лк; .
S — площадь пола, 5 = А-В = 60×40 = 2400 м2 ;
k — коэффициент запаса,
k = 1,5;
Ec р — средняя освещенность при равномерном размещении светильников. Для ламп накаливания мощностью Wл = 300 Вт — Еср = 7,6 лк.
Необходимое количество светильников Н, определяется по формуле:
N2 = W/Wл = 25000/300=83,3 шт
где: W — общая электрическая мощность установки, Вт;
Wл — электрическая мощность одной лампы, Вт.
Учитывая, что этот метод дает достаточно хорошее приближение к более точному методу коэффициента использования окончательно выбираем количество светильников N = 80 шт.
5.2 Чрезвычайная ситуация на предприятии. Расчёт параметров тушения пожара
.2.1 Исходные данные
Пожар произошел в центре помещения с размерами 60×40 м. Скорость распространения пожара — 0,8 м/мин. Помещение имеет дверные проемы в торцевых стенах. Пожарная нагрузка однородная и размещена равномерно по площади помещения. Прибытие подразделений и подача стволов на тушение осуществлялись в следующей последовательности:
-я минута — 1 cтвол РС-70 (d = 19 мм),
-я минута — 2 ствола РС-70 (d =19 мм),
-я минута — 3 ствола РС-70 (d = 19 мм) и 1 ствол РСК-50 (d = 13 мм),
-я минута — 2 ствола РСК-50 (d =13 мм).
Требуется определить момент локализации пожара и его площадь, построить график требуемого и фактического расхода воды, если нормативная интенсивность подачи воды — 0,15 л/(с-м2 ).
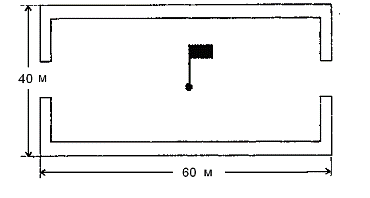
Рис. 33 План помещения.
5.2.2 Определим путь (L), пройденный огнем за время свободного развития пожара (τсв.р =14 мин.) Так как время свободного развития больше 10 минут, расчеты будем производить по формулам, предназначенным для нахождения площади пожара при τсв.р >10 мин. Тогда:
L14 = 5•Vлин +Vлин
- τ2 =5
- 0.8 + 0.8
- 4 = 7.2 м,
τ2 = τсв.р -10 = 14 — 10 = 4 мин.
Поскольку пожарная нагрузка однородная и равномерно размещена по площади помещения, фронт пожара будет перемещаться с одинаковой скоростью во всех направлениях, и площадь пожара на 14-й минуте будет представлять круг с радиусом К = 7,2 метра, следовательно
Sп 14 =πR2 = 3.14
- 7.22 = 162.7 м2 .
.2.3 Определяем возможность локализации пожара первым подразделением подавшим на 14 минуте 1 ствол РС-70, (рис.34).
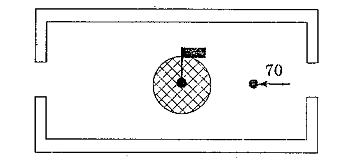
рис. 34
Известно, что основным условием локализации пожара является
Qф ³ Qтр
Фактический расход воды (Qф ) на 14 минуте известен из условия задачи и равен:
Qф 14 =Nств •qств = 1•7 = 7 л/с
Требуемый расход воды на тушение на 14 минуте определяется по формуле:
Qтр = Sт
- Iтр
Так как пожар имеет круговую форму, локализацию осуществляют по периметру пожара, при этом площадь тушения имеёт вид кольца и может быть рассчитана по формуле:
ST 14 = πhT (2Rп — hт ) = 3.14
- 5(2
- 7.2 — 5) = 147.5 м2 ,
где hT — глубина тушения, для ручных стволов принимается равной 5 м; Rп — радиус пожара, равный L, м.
После подстановки получаем:
Qтр = 147.5×0.15 = 22.1 л/с
Поскольку Qф 14 < Qтр 14 , (7л/с < 22,1 л/c) можно сделать вывод, что первое подразделение локализовать пожар не может.
Следовательно, после введения первого ствола (τ = 14 мин) пожар будет распространяться во все стороны. После введения первого ствола при Qф < Qтр линейная скорость распространения пожара будет составлять 50 % от табличного значения линейной скорости распространения пожара.
.2.4 Определим путь, пройденный фронтом пожара на 20 минуте
L20 =5•Vлин +Vлин
- τ2 +0.5Vлин (τ-τсв.р ) = 5
- 0.8 + 0.8
- 4 + 0.5
- 0.8(20 — 14) = 9.6 м.
Фронт пожара при L, равном 9,6 м, не достигает стенок помещения, следовательно, площадь пожара имеет круговую форму:
Sп 20 = πR2 = 3.14 + 9.6 2 = 289.4 м2
Определяем возможность локализации пожара подразделениями на 20-й минуте.
Qф 20 = 1•7+2•7 = 21л/с
ST 20 = πhT (2Rп -hт ) = 3.14•5(2•9.6-5) = 222,9 м2
Qтр 20 = Sт 20 Iтр =222,9
- 0,15 = 33,4 л/с.
Так как Qф 20 < Qтр 20 , подразделения локализовать пожар на 20 минуте не смогут. Следовательно, после 20 минут пожар будет продолжать распространяться и его площадь будет расти (рис. 35).
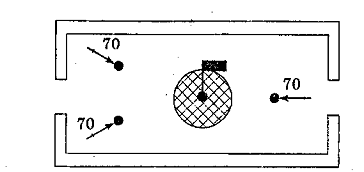
Рис. 35
.2.5 Определим путь, пройденный фронтом пожара на 25 минуте.
L25 =5•Vлин +Vлин
- τ2 +0.5Vлин (τ-τсв.р ) = 5
- 0,8 + 0,8
- 4 + 0,5
- 0,8(25 — 14) = 11,6 м.
Фронт пожара при L равном 11.6 м, не достигает стенок помещения, следовательно площадь пожара по прежнему имеет круговую форму:
S= πL2 = 3.14•11.6 2 = 422.5 м.
Определим возможность локализации пожара подразделениями на 25-й минуте (рис. 35).
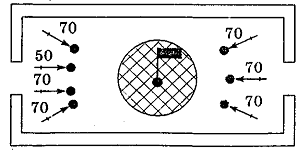
Рис. 36
Qф 25 =1
- 7 + 2
- 7 + 3
- 7 + 1
- 3.5 = 45.5 л/с,
ST 25 = πhT (2Rп ×hт )2 = 3.14
- 5(2
- 11.6
- 5)2 = 285.7 м2 ,
Qтр 25 = Sт 25 Iтр =285.7•0.15= 42.8 л/с.
Так как на 25-й минуте Qф > Qтр , пожар будет локализован, следовательно, линейная скорость распространения пожара будет равна нулю. Площадь пожара на момент локализации также может быть определена по известной формуле:
ST 25 =π(5•Vлин +Vлин
- τ2 +0.5Vлин (τ-τсв.р ))2
= 3.14(5
- 0.8 + 0.8
- 4.4- 0.5
- 0.8(25 — 14))2 = 422.5 м2 .
Для удобства построения совмещенного графика расчетные данные сведем в таблицу 4.
Таблица 4
|
Время,мин |
Фактический расход воды,л/с |
Требуемый расход воды,л/с |
|
14 |
7,0 |
22,1 |
|
20 |
21,0 |
33,4 |
|
25 |
45,5 |
42,8 |
|
30 |
52,5 |
42,8 |
6. Экономическая часть
Расчёт экономического эффекта от создания и внедрения в локомотивном депо устройства для измерения геометрических параметров рамы тележки тепловоза ЧМЭ3 (проект ЛИС — РТ — 3)
.1 Исходные данные
ремонт технический экипажный локомотив
Таблица 5
|
№ п.п |
Наименование показателя |
Еденица измерения |
Величина показателя |
|
1 |
Цена комплекса |
руб |
482000 |
|
2 |
Суточный бюджет рабочего времени тепловоза |
час |
23 |
|
3 |
Часовой пробег маневрового тепловоза |
км |
5 |
|
4 |
Норма расхода условного дизельного топлива |
кг |
465,8 |
|
5 |
Инвентарный парк маневровых тепловозов проходящих ремонт в базовом депо |
т-воз. |
100 |
|
6 |
Доля эксплуатируемого парка маневровых тепловозов, в инвентарном |
доля, ед. |
0.7 |
|
7 |
Цена 1 т. дизельного топлива |
руб |
11500 |
|
8 |
Ожидаемое снижение расхода дизельного топлива |
% |
0,3 |
|
9 |
Срок службы комплекса ЛИС-РТ-3 |
год |
20 |
предназначено для точного определения геометрических параметров рам тележек тепловозов серии ЧМЭЗ, при проведении текущего и непланового ремонтов.
В настоящем расчете определяется сравнительная экономическая эффективность внедрения указанного комплекса.
Экономический эффект от внедрения комплекса образуется за счет повышения точности измерения, как результат использования компьютерной технологии. Указанное, в свою очередь, позволит за счет более точной подборки параметров снизить расход топлива, уменьшить износ бандажей колёсных пар, и как следствие повысить эффективность ремонта.
Таким образом, внедрение комплекса типа ЛИС-РТ-3 обеспечит снижение расхода энергетических ресурсов на маневровую работу тепловозов, т.е. снижение эксплуатационных расходов локомотивного депо. Указанное снижение расхода топлива и масла ожидается в пределах 0.3-0.4%. В расчете принимаем нижнюю границу 0,3%
Годовая экономия эксплуатационных расходов определяется из выражения:
Эг = ( Сб — Сн ) — Ен (Кн — Кб ) руб,
где: Сб ,Сн — себестоимостъ продукции, произведенной в расчетном году, соответственно в условиях базового и нового вариантов, руб.
Кн , Кб — капитальные вложения в основные производственные фонды депо, соответственно в условиях базового и нового вариантов, руб
Ен — нормативный коэффициент экономической эффективности капитальных вложений, равный 0,10
Из формулы очевидно, что для определения экономии годовых эксплуатационных расходов необходимо и достаточно рассмотреть лишь изменения тех статей и элементов затрат, на которые внедрение комплекса оказывает непосредственное влияние.
К таковым относятся:
. Амортизационные отчисления.
. Расходы на текущее содержание и ремонт основных производственных фондов депо.
. Заработная плата с начислениями
. Расходы на топливо.
. Расходы на обточку бандажей.
. Расходы на замену бандажей.
. Капитальные вложения связанные с внедрением устройства.
Изменение других статей затрат депо после внедрения комплекса ЛИС-РТ-3 не предполагается.
Расчет выполнен применительно к условному депо, так называемому базовому, выполняющему ремонт, как своих маневровых тепловозов, так и тепловозов приписки других депо.
В расчете инвентарный парк маневровых тепловозов, проходящих ремонт в базовом депо, принимаем равным 100 тепловозам серии ЧМЭЗ.
.2 Балансовая стоимость основных производственных фондов
В данном случае изменение балансовой стоимости основных производственных фондов депо происходит в результате внедрения «ЛИС-РТ-3» и представляет собой его балансовую стоимость.
К2 — К1 = 480000 + 30000 + 90000 = 600000 руб.,
где: 480000 — цена комплекса «ЛИС-РТ-3», руб.;
— ожидаемые расходы на транспортировку «ЛИС-РТ-3» в депо, руб.;
— ожидаемые затраты на монтажные и пусконаладочные работы, руб.
6.3 Амортизационные отчисления
Изменение амортизационных отчислений на полное восстановление основных производственных фондов в результате внедрения «ЛИС-РТ-3» составит:
ΔА.о. = 600000 х 0,083 = 49800 руб., (6)
где: 0,083 — 8,3%; годовая норма амортизационных отчислений на полное восстановление «ЛИС-РТ-3» как контрольно-измерительного оборудования .
6.4 Трудоёмкость проверки одной тележки
По экспертным оценкам трудоёмкость одного измерения составляет 6 чел./час.
Тогда расходы депо по заработной плате с начислениями на проведение измерения одного тепловоза составят:
÷ 166 × 6 × 1,1 × 1,36 = 351 руб,
где: 6500 — средняя месячная заработная плата работников, выполняющих развеску электровозов, руб.;
— среднемесячная норма рабочего времени, час.;
— трудоемкость измерения одной тележки, чел/час;
,1 — 10%; дополнительная заработная плата;
,36 — 36%; начисления на ФОТ.
Прочие расходы (электроэнергия, материалы), связанные с прове-дением контроля параметров, по экспертной оценке не превысят 250 рублей.
При этих условиях увеличение эксплуатационных расходов в депо в результате увеличения объема работ на текущих ремонтах за год составит:
Сразв = (351 + 250)(31,64) = 19016 руб., (8)
где: 31,64- годовая программа текущего ремонта
6.5 Текущий ремонт и обслуживание «ЛИС-РТ-3»
По экспертной оценке годовые затраты на текущий ремонт и обслуживание «ЛИС-РТ-3» не превысят 15000 рублей.
ΔСрем = 15000 руб.
.6 Обточка бандажей
Экономия эксплуатационных расходов депо на обточку бандажей ко-лесных пар как следствие снижения интенсивности подреза гребней рассчитывается по формуле:
ΔСобт = Цобт × Чобт × В × 10-2 × 400 × 10-3 × 365 × Мл × К,
где: Цобт — текущие затраты депо на обточку бандажей одной колесной пары по причине подреза гребней (1581 руб.);
Чобт — 0,116; среднее количество обточек бандажей колесных пар по причине подреза гребней в расчете на 1000 лок-км пробега до внедрения «ЛИС-РТ-3» кол.пара;
В — снижение интенсивности подреза гребней колесных пар в результате приведения к норме нагрузок от колес локомотива на рельсы (35%);
— среднесуточный пробег грузового тепловоза эксплуатируемого парка, лок-км;
— продолжительность года, сутки;
Мл — годовой бюджет рабочего времени тепловозов инвентарного парка, прошедших развеску , лок-год;
К — доля электровозов эксплуатируемого парка в инвентарном (0,7), доли единицы.
Тогда по годам эксплуатации «ЛИС-РТ-3» экономия эксплуатационных расходов депо на обточку бандажей колесных пар составит:
первый год:
ΔСобт = 1581 × 0,116 × 35 × 10-2 × 30 × 10-3 × 365 × 14,52 × 0,7 = 11960,7руб.,
где: 14,52 — годовой бюджет рабочего времени прошедших обмерку тепловозов инвентарного парка, лок-год;
-2 , 10-3 — переводные коэффициенты;
второй год:
ΔСобт2 = 1581 581 × 0,116 × 35 × 10-2 × 30 × 10-3 × 365 × 46,12 × 0,7 =38146руб., где: 46,16 — годовой бюджет рабочего времени прошедших развеску тепловозов инвентарного парка, лок-год;
третий год:
ΔСобт3 = 1581 × 0,116 × 35 × 10-2 × 30 × 10-3 × 365 × 77,82 × 0,7 =-65567руб.,
где: 77,80 — годовой бюджет рабочего времени прошедших развеску тепловозов инвентарного парка, лок-год;
четвертый год:
ΔСобт4 = 1581 × 0,116 × 35 × 10-2 × 30 × 10-3 × 365 × 99,52 × 0,7 = 81607руб.,
где: 99,37 — годовой бюджет рабочего времени прошедших развеску тепловозов инвентарного парка, лок-год;
пятый и последующие годы:
ΔСобт5 = 1581 × 0,116 × 35 × 10-2 × 30 × 10-3 × 365 × 100 × 0,7 =-82427руб.,
где: 100 — годовой бюджет рабочего времени прошедших развеску тепловозов инвентарного парка, лок-год;
6.7 Смена бандажей
При каждой обточке бандажа с целью приведения к норме профиля гребня толщина бандажа по кругу катания уменьшается в среднем на 7,5 мм.
Толщина нового бандажа по кругу катания — 90 мм, предельная при выпуске из ремонта толщина — 45 мм.
Следовательно, предельное количество обточек бандажа за срок его службы составляет:
: 7,5 = 6 обточек (27)
В 2003 году в локомотивном депо Люблино при годовом линейном пробеге тепловозов инвентарного парка 22730000 лок-км имели место 2646 случаев обточек бандажей колесных пар по причине подреза гребней.
Тогда удельный, т.е. в расчете на 1000 лок-км пробега, расход бандажей колесных пар по причине подреза гребней до внедрения «ЛИС-РТ-3» составляет:
Чбнд = 2646 ÷ 22730000 × 10-3 × 6 = 0,019 пар бандажей (28)
Экономию эксплуатационных расходов депо на замену бандажей ко-лесных пар можно рассчитать по формуле:
ΔСбнд = Цбнд × Чбнд × В × 10-2 × 30 × 10-3 × 365 × Мл × К, (29)
где: Цбнд — текущие затраты депо на замену бандажей колесной пары (12888руб.);
Чбнд — расход бандажей колесных пар по причине подреза гребней до внедрения «ЛИС-РТ-3» (0,019 пар);
В — снижение интенсивности подреза гребней колесных пар в результате приведения к норме нагрузок от колес локомотива на рельсах (35%);
— среднесуточный пробег маневрового тепловоза эксплуатируемого парка, лок-км;
— продолжительность года, сутки;
Мл . — годовой бюджет рабочего времени тепловозов инвентарного парка, прошедших ремонт с использованием «ЛИС-РТ-3» , лок-год;
К — доля тепловозов эксплуатируемого парка в инвентарном парке (0,7) доли единицы.
Тогда по годам эксплуатации «ЛИС-РТ-3» экономия эксплуатационных расходов депо на замену бандажей колесных пар составит:
первый год:
ΔСбнд 1 = 22888 × 0,019 × 35 × 10-2 × 30 × 10-3 × 365 × 14,52 × 0,7= 28233руб.,
где: 14,52 — годовой бюджет рабочего времени прошедших развеску тепловозов инвентарного парка, лок-год;
второй год:
ΔСбнд 2 = 22888 × 0,019 × 35 × 10-2 × 30 × 10-3 × 365 × 46,12 × 0,7 = 90454руб.,
где: 46,16 — годовой бюджет рабочего времени прошедших развеску тепловозов инвентарного парка, лок-год;
третий год:
ΔСбнд 3 = 12888 × 0,019 × 35 × 10-2 × 30 × 10-3 × 365 × 77,8 × 0,7 = 150730руб.,
где: 77,80 — годовой бюджет рабочего времени прошедших развеску тепловозов инвентарного парка, лок-год;
четвертый год:
ΔСбнд 4 = 22888 × 0,019 × 35 × 10-2 × 30 × 10-3 × 365 × 99,37 × 0,7 = 193453руб.,
где: 99,37 — годовой бюджет рабочего времени прошедших развеску тепловозов инвентарного парка, лок-год;
пятый и последующие годы:
ΔСбнд 5 = 12888 × 0,019 × 35 × 10-2 × 30 × 10-3 × 365 × 100 × 0,7 = 1955086руб.,
где: 100 — годовой бюджет рабочего времени прошедших развеску электровозов инвентарного парка, лок-год;
6.8 Изменение себестоимости
Изменение себестоимости продукции представляет собой экономию эксплуатационных расходов депо на маневровую работу тепловозов ЧМЭ3 и в рассматриваемом случае рассчитывается по формуле:
Сб — Сн = -А.о. — Сразв + ΔСдт + ΔСобт + ΔСбнд — ΔСрем , руб.
Тогда по годам эксплуатации «ЛИС-РТ-3» экономия эксплуатационных расходов депо составит:
первый год:
(Сб — Сн )1 = — 48900 — 19016 + 11906.5 + 28233 + 32718 — 15000 = -10042 руб.
второй год:
(Сб — Сн )2 = — 48900 — 19016 + 38146.8 + 90454.5 + 104217.6 — 15000= 149919 руб
третий год:
(Сб — Сн )3 = — 48900 — 19016 + 63567.2 + 15073.4 + 175717 — 15000= 307115руб
четвертый год:
(Сб — Сн )4 = — 48900 — 19016 + 81607.5 + 193508.7 + 247215 — 15000= 439432 руб.
пятый и последующие годы:
(Сб — Сн )5 = — 48900 — 19016 + 82427.8 + 195453.7 + 287259.1 — 15000= 482236руб.
.9 Чистая прибыль депо
Чистая прибыль, получаемая депо в расчетном году в результате внедрения «ЛИС-РТ-3», определяется по формуле:
Пгл1 = {( Сб — Сн — (Кн — Кб )[1 — 0,083 (i — 0,5)]0,02} × (1 — 0,24), руб.
где: П r . i — чистая прибыль депо в i-том (расчетном) году, руб.;
(Сб — Сн ) — экономия эксплуатационных расходов в i-том (расчетном) году, руб.;
(Кн — Кб ) — изменение балансовой стоимости основных производственных фондов депо в результате внедрения «ЛИС-РТ-3», руб.;
,083 — 8,3%; годовая норма амортизационных отчислений на полное восстановление «ЛИС-РТ-3» как контрольно-измерительного оборудования
i — порядковый номер расчетного года, исчисляемый от года ввода «ЛИС-РТ-3» в эксплуатацию, целое число;
,5 — коэффициент как элемент приведения остаточной стоимости «ЛИС-РТ-3» к среднегодовому значению;
,02 — 2%; ставка налога на имущество;
,24 — 24%; ставка налога на прибыль.
Тогда по годам эксплуатации «ЛИС-РТ-3» чистая прибыль депо составит:
первый год:
Пг1 = {-10042.3 — 600000 [1 — 0,083 (1 — 0,5)] 0,02} х (1 — 0,24) = 16373 руб.
второй год:
Пг2 = {149919 — 600000 [1 — 0,083 (1 — 0,5)] 0,02} х (1 — 0,24) = 105196руб.
— третий год:
Пг3 = {307115.8 — 600000 [1 — 0,083 (1 — 0,5)] 0,02} х (1 — 0,24) = 224666руб.
четвертый год:
Пг4 = {439432.2 — 600000 [1 — 0,083 (1 — 0,5)] 0,02} х (1 — 0,24) = 325327руб.
пятый год:
Пг1 = {482238 — 600000 [1 — 0,083 (1 — 0,5)] 0,02} х (1 — 0,24) = 357758.5руб.
5.10 Годовой экономический эффект
Расчетная формула:
Эгл = (Сб — Сн ) — Ен (Кн — Кб ), руб.
По годам эксплуатации «ЛИС-РТ-3» годовой экономический эффект составит:
первый год:
Эг1 = -10042 — 0,1 х 600000 = -70042 руб.
второй год:
Эг2 = 149919 — 0,1 х 600000 = 143919 руб.
третий год:
Эг3 = 307115 — 0,1 х 600000 = 247115 руб.
четвертый год:
Эг4 = 439432-0,1 х 600000 = 379462 руб.
пятый год:
Эг5 = 482236 — 0,1 х 600000 = 422236 руб.
6.11 Срок окупаемости капитальных вложений
В рассматриваемом случае экономия эксплуатационных расходов депо в результате внедрения «ЛИС-РТ-3» в течение первых пяти лет его использования увеличивается, т.е. является величиной переменной.
В этих условиях срок окупаемости капитальных вложений в «ЛИС-РТ-3» определим по следующей формуле:

где: 1 — первый год использования «ЛИС-РТ-3», год;
(Кн — Кб ) — изменение балансовой стоимости основных производственных фондов депо в результате внедрения «ЛИС-РТ-3», руб.;
(Сн — Сб )1 — экономия эксплуатационных расходов депо в первый год использования «ЛИС-РТ-3», руб.;
(Сн — Сб )2 — то же, во второй год использования «ЛИС-РТ-3», руб.
Отметим, что числитель дробной части формулы представляет собой «не окупленную» в первый год часть капитальных вложений во внедрение «ЛИС-РТ-3».
![]() 3,2 года
3,2 года
Заключение
В дипломном проекте рассмотрены диагностика и ремонт экипажной части тепловоза ЧМЭ3, основные неисправности узлов и механизмов и методы их устранения. Так же рассмотрены распространенные на сегодня методы диагностирования неисправностей колёсных пар и буксового узла.
Отдельно рассмотрены причины износа бандажей колёсных пар, влияние элементов экипажа на интенсивность изнашивания гребня колеса.
Предложена лазерная система контроля геометрических параметров рамы тележки, которая позволит производить измерения с повышенной точностью и на основании этих измерений более качественно производить ремонт рамы тележки, что приведёт к увеличению межремонтных пробегов, улучшению ходовых и динамических характеристик тепловоза.
Технико-экономическая оценка применения системы лазерного контроля была рассчитана совместно с экономистами ПКБ ЦТ и показала, что срок окупаемости новой системы измерения составит 3,2 года.