
1. Особенности проектирования технологических процессов в условиях автоматизированного производства
Основой автоматизации производства являются технологические процессы (ТП), которые должны обеспечивать высокую производительность, надежность, качество и эффективность изготовления изделий.
Характерной особенностью ТП обработки и сборки является деталей и инструмента относительно друг друга в рабочем процессе (первый класс процессов).
Термообработка, сушка, окраска и прочее в отличие от обработки и сборки не требуют строгой ориентации детали (второй класс процессов).
ТП классифицируют по непрерывности на дискретные и непрерывные.
Разработка ТП АП по сравнению с технологией неавтоматизированного производства имеет свою специфику:
Автоматизированные ТП включают не только разнородные операции механической обработки резанием, но и обработку давлением, термообработку, сборку, контроль, упаковку, а также транспортно-складские и другие операции.
Требования к гибкости и автоматизации производственных процессов диктуют необходимость комплексной и детальной проработки технологии, тщательного анализа объектов производства, проработки маршрутной и операционной технологии, обеспечения надежности и гибкости процесса изготовления изделий с заданным качеством.
При широкой номенклатуре изделий технологические решения многовариантны.
Возрастает степень интеграции работ, выполняемых различными технологическими подразделениями.
Основные принципы построения технологии механообработки в АПС, Принцип завершенности, Принцип малооперационной технологии., Принцип «малолюдной» технологии., Принцип «безотладочной» технологии, Принцип активно-управляемой технологии., Принцип оптимальности
Помимо рассмотренных для технологии АПС характерны и др. принципы: компьютерной технологии, информационной обеспеченности, интеграции, безбумажной документации, групповой технологии.
2. Типовые и групповые ТП
Типизация технологических процессов для сходных по конфигурации и технологическим особенностям групп деталей предусматривает их изготовление по одинаковым ТП, основанным на применении наиболее совершенных методов обработки и обеспечивающим достижение наивысшей производительности, экономичности и качества. Основа типизации — правила обработки отдельных элементарных поверхностей и правила назначения очередности обработки этих поверхностей. Типовые ТП находят применение, главным образом, в крупносерийном и массовом производстве.
Технология производства изделий из композиционных материалов
... конструкции; механическая обработка деталей; маркировка и выходной контроль изделия. 1. Подготовительные технологические процессы Производство изделий из КМ начинается с подготовительных технологических процессов: подготовка исходных ... работоспособность всех узлов установки, чистоту валиков, исправность вентиляции. В процессе работы строго соблюдать руководства по эксплуатации установки. Таблица 2 - ...
Принцип групповой технологии лежит в основе технологии переналаживаемого производства — мелко- и среднесерийного. В отличие от типизации ТП при групповой технологии общим признаком является общность обрабатываемых поверхностей и их сочетаний. Поэтому групповые методы обработки характерны для обработки деталей с широкой номенклатурой.
И типизация ТП, и метод групповой технологии являются основными направлениями унификации технологических решений, повышающей эффективность производства.
Классификация деталей
Классификацию производят в целях определения групп технологически однородных деталей для их совместной обработки в условиях группового производства. Выполняют ее в два этапа: первичная классификация, т. е. кодирование деталей обследуемого производства по конструктивно-технологическим признакам; вторичная классификация, т. е. группирование деталей с одинаковыми или несущественно отличающимися признаками классификации.
При классификации деталей нужно учитывать признаки: — габаритные размеры, массу, материал, вид обработки и заготовки; число операций обработки; точностные и другие показатели.
Группирование деталей выполняют в такой последовательности: выбор совокупности деталей на уровне классов, например тела вращения для механообрабатывающего производства; выбор совокупности деталей на уровне подкласса, например детали типа вала; классификация деталей по комбинации поверхностей, например валы с комбинацией гладких цилиндрических поверхностей; группирование по габаритным размерам с выделением областей с максимальной плотностью распределения размеров; определение по диаграмме областей с наибольшим числом наименований деталей.
Технологичность изделий для условий АП
изделия считается технологичной, если для его изготовления и эксплуатации требуются минимальные затраты материалов, времени и средств. Оценка технологичности проводится по качественным и количественным критериям отдельно для заготовок, обрабатываемых деталей, сборочных единиц.
Детали, подлежащие обработке в АП, должны быть технологичны, т. е. просты по форме, габаритам, состоять из стандартных поверхностей и иметь максимальный коэффициент использования материала.
Детали, подлежащие сборке, должны иметь как можно больше стандартных поверхностей соединений, простейших элементов ориентации сборочных единиц и деталей.
3. Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с ЧПУ
Автоматическая линия — это непрерывно действующий комплекс взаимосвязанного оборудования и системы управления, где необходима полная временная синхронизация операций и переходов. Наиболее эффективными методами синхронизации являются концентрация и дифференциация ТП.
Дифференциация технологического процесса, упрощение и синхронизация переходов — необходимые условия надежности и производительности. Чрезмерная дифференциация приводит к усложнению обслуживающего оборудования, увеличению площадей и объема обслуживания. Целесообразная концентрация операций и переходов, не снижая практически производительность, может быть осуществлена путем агрегатирования, применением многоинструментальных наладок.
Для синхронизации работы в автоматической линии (АЛ) определяется лимитирующий лимитирующий станок и лимитирующий участок, по которым устанавливается реальный такт выпуска АЛ (мин) по формуле
Организация и технология производства работ восстановительного ...
... и износа деталей газораспределительного механизма прослушиваются стуки и шум при работе двигателя, он теряет мощность, идет повышенный расход масла и т. д. После проверки технического состояния определяют необходимость ремонта или регулировки механизма газораспределения. 1.3 Технические ... из чугуна и запрессовываются в головку цилиндров с натягом. На наружной поверхности направляющих втулок ...
![]()
где Ф — действительный фонд работы оборудования, ч; N—программа выпуска, шт.
Для обеспечения высокой надежности АЛ разделяют на участки, которые связаны друг с другом через накопители, осуществляющие так называемую гибкую связь между участками, обеспечивая независимую работу смежных участков в случае отказа на одном из них. Внутри участка сохраняется жесткая связь. Для оборудования с жесткой связью важно планировать время и длительность плановых остановок.
Станки с ЧПУ дают высокую точность и качество изделий и могут использоваться при обработке сложных деталей с точными ступенчатыми или криволинейными контурами. При этом снижается себестоимость обработки, квалификация и число обслуживающего персонала. Особенности обработки деталей на станках с ЧПУ определяются особенностями самих станков и в первую очередь их системами ЧПУ, которые обеспечивают:
- сокращение времени наладки и переналадки оборудования;
- 2)увеличение сложности циклов обработки;
- 3) возможность реализации ходов цикла со сложной криволинейной траекторией;
- 4) возможность унификации систем управления (СУ) станков с СУ другого оборудования;
- 5) возможность использования ЭВМ для управления станками с ЧПУ, входящими в состав АПС.
Основные требования к технологии и организации механической обработки в переналаживаемых АПС на примере изготовления основных типовых деталей
Для разработки технологии в АПС характерен комплексный подход — детальная проработка не только основных, но и вспомогательных операций и переходов, включая транспортировку изделий, их контроль, складирование, испытания, упаковку.
Для стабилизации и повышения надежности обработки применяют два основных метода ТП:
- использование оборудования, обеспечивающего надежную обработку почти без участия оператора;
- регулирование параметров ТП на основе контроля изделий в ходе самого процесса.
Для повышения гибкости и эффективности в АПС используют принцип групповой технологии.
4. Особенности разработки ТП автоматизированной и роботизированной сборки
Автоматизированная сборка изделий выполняется на сборочных автоматах и АЛ. Важным условием разработки рационального ТП автоматизированной сборки является унификация и нормализация соединений, т. е. приведение их к определенной номенклатуре видов и точностей.
Главным отличием роботизированного производства является замена сборщиков сборочными роботами и выполнение контроля контрольными роботами или автоматическими контрольными
Роботизированная сборка должна выполняться по принципу полной взаимозаменяемости или (реже) по принципу групповой взаимозаменяемости. Исключается возможность подгонки, регулировки.
Выполнение операций сборки должно проходить от простого к сложному. В зависимости от сложности и габаритов изделий выбирают форму организации сборки: стационарную или конвейерную. Состав РТК — это сборочное оборудование и приспособления, транспортная система, операционные сборочные роботы, контрольные роботы, система управления.
Проект цеха изготовления изделия из ламинированной древесностружечной ...
... брус. Производство будет организованно по принципу не полного цикла, сырье виде плит ЛДСтП, ДВП, а также фурнитура будет закупаться у поставщиков, для дальнейшего изготовления изделия, обработка и сборка мебели ...
При разработке ТП сборки в РТК предпочтительна высокая концентрация операций, определяющая модели роботов, их функции, точность, оперативность, Особенно важно уточнить временные связи элементов РТК, так как и они могут определить операционные возможности, модели и количество сборочных промышленных роботов (ПР).
С этой целью возможно построение циклограммы как отдельных роботизированных рабочих мест и ПР, так и всего РТК в целом.
5. Производительность АС
Эффективность автоматизации определяется, прежде всего, экономической эффективностью, а также взаимосвязью технических и экономических показателей производства. Производительность труда и коэффициент роста производительности труда являются обобщенными показателями автоматизированного производства (АП).
Методы расчета и оценки производительности автоматизированных систем
Производительность определяется числом годных деталей, изделий, комплектов, выпускаемых машиной в единицу времени. Время обработки детали машиной является величиной, обратной производительности.
При расчете, анализе и оценке производительности автоматизированного оборудования с учетом разных видов затрат времени используют четыре вида ее показателей.
Технологическая производительность К — максимальная теоретическая производительность при условии бесперебойной работы машины и обеспечения ее всем необходимым:
![]() .
.
Цикловая производительность Qц — теоретическая производительность машины с реальными холостыми и вспомогательными ходами и при отсутствии простоев (Σtпр = 0):
 ,
,
Техническая производительность Qт — теоретическая производительность машины с реальными холостыми ходами и учетом ее собственных простоев Σtc, связанных с выходом из приспособлений, оборудования, т.е. при условии tх > 0, tвсп > 0 и Σtс > 0:
![]() .
.
Фактическая производительность Qф — производительность, учитывающая все виды потерь:
![]() .
.
Чем чаще и длительнее простои, тем ниже производительность.
Производительность автоматических линий с разным агрегатированием
На однопоточных линиях последовательного агрегатирования концентрируют разноименные операции ТП, последовательно выполняемые для каждого изделия.
Такие линии могут иметь жесткую межагрегатную связь без межоперационных накопителей заделов или гибкую связь с установкой таких накопителей.
Техническая производительность линии с жесткой связью
 ,
,
Использование здоровьесберегающих технологий на х физической ...
... 4.Описать систему работы по применению здоровьесберегающих технологий на уроках физической культуры. 5.Разработать методические рекомендации для учителей физической культуры Новизна опыта, Практическая значимость:, Систему работы 1. Теоретический аспект. Здоровьесберегающие образовательные технологии 1.1 Классификация образовательных технологий Технология - это ...
где tp — время рабочих ходов цикла, определяемое длительностью обработки на лимитирующей позиции.
ВАЛ параллельного агрегатирования концентрируют одноименные операции дифференцированного технологического процесса, выполняемые на р изделиях. За время рабочего цикла Тц выдается р изделий, следовательно цикловая производительность таких линий
 .
.
В условиях массового производства используются две основные модификации этих линий:
1) линии из автоматов дискретного последовательного действия, работающих параллельно;
2) линии из автоматов параллельного действия, работающих последовательно.
Для линий первой модификации техническая производительность
 .
.
Для линий второй модификации техническая производительность
 .
.
Если многопоточная АЛ разделяется на участки-секции по методу равных потерь, то расчет производительности целесообразно проводить по выпускному участку
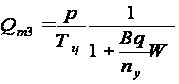 ,
,
где р — число потоков выпускного участка; Тц — длительность рабочего цикла выпускного участка; В — внецикловые потери одной рабочей позиции; q — число рабочих позиций на выпускном участке; nу — число участков в линии; W — коэффициент возрастания простоев выпускного участка из-за неполной компенсации отказов предыдущих участков.
6. Надежность в автоматизированном производстве
Надежность — это способность машин и механизмов выполнять заданные функции, сохраняя во времени значения эксплуатационных показателей в заданных пределах, соответствующих установленным режимам и условиям использования. Для автоматизированных систем надежность — это способность к бесперебойному выпуску годной продукции в установленном программой объеме в течение всего срока службы.
Основными свойствами машин, определяющими надежность, являются безотказность, долговечность и ремонтопригодность.
Показатели и методы оценки надежности
Показатели надежности делятся на частные, которые оценивают безотказность, ремонтопригодность, долговечность по отдельности, и комплексные (обобщенные), которые оценивают все три свойства.
Частным показателем безотказности является функция надежности P(t)
![]() ,
,
где ω(t) — параметр потока отказов, характеризующий вероятность возникновения отказов в единицу времени или за рабочий цикл; Т — период эксплуатации системы.
Технический ресурс R — равен суммарной наработке за весь срок службы Т от ввода в эксплуатацию до предельного состояния (разрушение, потеря точности):
![]() ,
,
Проектирование технологического процесса механической обработки детали типа вал
... – получение навыков разработки технологического процесса на изготовление деталей. 1 Исходная информация для разработки курсового проекта Целью данного курсового проекта является закрепление знаний по предмету «Технология Машиностроения» и разработка технологического процесса производства детали типа вал с полным обоснованием ...
где tрабi — i — я наработка на отказ; n — число отказов системы за период T ее эксплуатации; θcpi — среднее время i — го отказа, определяемое ремонтопригодностью системы.
Надежность сложных многоэлементных систем
При расчленении сложной системы на отдельные элементы, для каждого из которых можно определить вероятность безотказной работы, для расчета надежности широко используют схемы. В этих схемах каждый i — й элемент характеризуется своей вероятностью Pi безотказной работы в течение заданного периода времени. Исходя из этих данных, определяют вероятность безотказной работы P(t) всей системы.
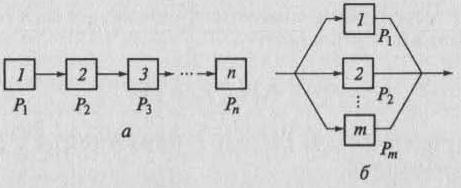
Вероятность безотказной работы такой системы при независимости отказов равна произведению вероятностей безотказной работы ее элементов:
![]() .
.
Для повышения надежности сложных систем можно применять резервирование, когда при выходе из элементов дублер выполняет его функции, и элемент не прекращает своей работы.
Технологическая надежность оборудования
Технологическая надежность — это свойство оборудования сохранять значения показателей, определяющих качество осуществления технологического процесса, в заданных пределах и во времени.
К показателям качества технологического оборудования относятся его геометрическая точность, жесткость, виброустойчивость и другие показатели, которые определяют точность обработки, качество поверхности и физические характеристики материала обрабатываемой детали. К наиболее действенным методам повышения технологической надежности оборудования относится метод автоматической подналадки и саморегулирования его параметров. При реализации этого метода изменившиеся параметры автоматически восстанавливаются за счет систем саморегулирования, которых зависит от скорости воздействия разных процессов на параметры оборудования.
7. Контроль и диагностика в условиях автоматизированного производства
В основе мер обеспечения надежной работы автоматизированных систем лежит непрерывный или периодический контроль за ходом технологических процессов, реализуемых в этих системах. Для реализации этих функций в современном производстве используются микропроцессоры, лазерные системы и др.
Контроль — это проверка соответствия объекта установленным техническим требованиям. Под объектом технического контроля понимаются подвергаемая контролю продукция, процессы ее создания, применения, транспортирования, хранения, технического обслуживания и ремонта, а также соответствующая техническая документация.
Следовательно, объектом может быть как продукция, так и процесс ее создания.
Важным условием эффективной работы в автоматизированном режиме и быстрого восстановления работоспособности оборудования является его оснащение средствами диагностики.
Транспортное оборудование гибких производственных систем
... технических средств системы при смене объекта производства. Транспортная система состоит из транспортных и накопительных осуществляющих межоперационное хранение и доставку заготовок, приспособлений, готовых деталей к основному технологическому оборудованию и автоматическому ...
Организация автоматизированного контроля в производственных системах
Контроль в АП может быть межоперационным (промежуточным), операционным (непосредственно на станке), послеоперационным, окончательным. Автоматизированному контролю должны подвергаться все элементы технологической системы: деталь, режущий инструмент, приспособление, само оборудование. Предпочтительными являются методы прямого контроля, хотя методы косвенного контроля шире используются при контроле диагностике состояния оборудования.
Контроль в процессе обработки является одной из наиболее активных форм технического контроля, так как позволяет повысить качество выпускаемой продукции при одновременном увеличении производительности труда. Поэтому разрабатываются самонастраивающиеся системы управляющего контроля.
Контроль самонастраивающийся управляющий — это управляющий контроль, при котором на основе информации, получаемой при изменяющихся условиях работы, автоматически изменяются параметры средства контроля до обеспечения заданной точности при произвольно меняющихся внешних и внутренних возмущениях.
Контроль деталей и изделий в автоматизированных системах
Непосредственно на участке механической обработки осуществляют контроль трех видов:
- установки заготовки в приспособление;
- размера изделия непосредственно на станке;
- выходной контроль детали.
Контроль установки заготовки в приспособление может осуществляться на конвейере перед станком или на станке непосредственно перед обработкой. В первом случае могут использоваться датчики положения, расположенные на конвейере, или специальные измерительные установки с роботами. Бесконтактные датчики положения отклонение действительного положения измеряемой поверхности от запрограммированного или разность условной базы и измеряемой поверхности (датчики касания).
К бесконтактным датчикам относятся: оптические измерители; лазерные датчики; датчики изображения (технического зрения).
Выносной контроль заготовок и деталей в процессе их транспортирования не удлиняет производственного цикла, однако наиболее оперативным является контроль заготовок и деталей непосредственно на станке. При небольшом увеличении длительности обработки он существенно повышает ее качество, активно воздействуя на процесс обработки.
Диагностика технологической системы
Важным условием эффективной эксплуатации в автоматизированном режиме, быстрого восстановления работоспособности оборудования является оснащение его средствами диагностики.
Технической диагностикой (ТД) называется процесс определения во времени технического состояния объекта диагностики (ОД) с определенной точностью в условиях ограниченной информации.
С помощью ТД решаются задачи:
- определение работоспособности технических
- определение форм проявления отказов;
- разработка методов локализации, распознавания и прогнозирования скрытых дефектов без разборки или с нетрудоемкой разборкой технических 8. Принципы построения и примеры автоматизированных производственных систем
Автоматизированные производственные системы создаются на базе соответствующего оборудования в зависимости от отрасли и типа производства. Оборудование может быть универсальным, агрегатным, специальным и специализированным. Это могут быть автоматы, полуавтоматы, обрабатывающие центры, станки с ЧПУ.
Особенности технических решений оборудования с ЧПУ CNC и особенности ...
... с ЧПУ. станок числовое программное управление Общие сведения Станок с ЧПУ (числовое программное управление) — оборудование, выполняющее различные технологические операции по заданной программе. Помимо металлорежущих (например, фрезерные или токарные), существует оборудование для резки листовых заготовок, для обработки давлением. Станки с ЧПУ ...
В зависимости от межстаночного транспорта АЛ классифицируются образом:
- со сквозным транспортом без перестановки изделия;
- с транспортной системой с перестановкой изделия;
- с транспортной системой с накопителями.
По видам компоновки (агрегатирования) различают
- однопоточную;
- параллельного агрегатирования;
- многопоточную;
- скомпонованную из роботизированных ячеек.
Последняя линия получила преимущественное развитие в силу возможности создания переналаживаемых производств.
Производственным модулем называют состоящую из единицы технологического оборудования систему, оснащенную автоматизированным программного управления (ПУ) и средствами автоматизации технологического процесса, автономно функционирующую и имеющую возможность быть встроенной в систему более высокого уровня.
Частным случаем ПМ является производственная ячейка (ПЯ) — комбинация из элементарных модулей с едиными системами измерений, транспортно-накопительной и погрузочно-разгрузочной системами, с групповым управлением.
Автоматизированная линия — переналаживаемая система, состоящая из нескольких ПМ и (или) ПЯ, объединенных единой транспортно-складской системой и системой АСУ ТП. Оборудование АЛ (рисунок 3) размещено в принятой последовательности технологических операций.
Выбор технологического оборудования и промышленных роботов в условиях АП
Исходной информацией для выбора оборудования и промышленных роботов (ПР) являются сведения об изготовляемых деталях и организационно-технологических условиях их изготовления.
Подбор и группирование деталей для изготовления на автоматизированном участке выполняют с учетом следующих характеристик:
1) конструктивно-технологическое подобие деталей, т.е. сходство по габаритным размерам, массе, конфигурации, характера элементов, требованиям к точности обработки я качеству обрабатываемых поверхностей, числу обрабатываемы» поверхностей;
2) максимальная степень завершенности маршрута обработки деталей на автоматизированном участке без прерывания маршрута обработки для выполнения каких-либо специфических операция (термической обработки, доводки и др.);
3) подобие используемой оснастки и
4) наличие у деталей четко выраженных признаков ориентации, однородных по форме и расположению поверхностей дли базирования в приспособлениях-спутниках или захвата захватными П Р.
Подобранная группа деталей с учетом годовой программы выпуска, размера и частоты повторяемости каждого типоразмера.
Числа переналадок должна обеспечить загрузку оборудования при двух-, трехсменной работе.
На основе подобранной группы деталей с учетом видов обработки и трудоемкости проводится выбор типажа требуемого оборудования, приспособлений, ПР, характера и маршрута транспортирования деталей. На этом этапе определяется компоновка автоматизированного производственного участка, рассчитываются вместимость автоматизированного склада, число спутников, выполняется оптимизация расположения оборудования.
9. Построение циклограмм функционирования робототехнических комплексов. Примеры переналаживаемых автоматизированных систем механической обработки. Требования и приспособлениям, используемым в АПС. Методика циклы функционирований роботизированного технологического комплекса
Поняття переведення на іншу роботу
... пропонувалося ввести в законодавство різні визначення, а саме: переведення на іншу роботу, переведення на роботу з іншими істотними умовами праці, переведення на роботу в інший колектив, переведення на роботу в іншу місцевість [8,с.74]. Починаючи з 90-х років ...
Для построения циклограммы функционирования РТК необходимо:
1) определить все движения (переходы) основного и вспомогательного оборудования (робота, станка, накопителя), необходимые для выполнения заданного цикла обработки детали;
2) определить и составить перечень всех механизмов основного и вспомогательного оборудования, участвующих в формировании заданного цикла;
3) задать исходное положение механизмов робота, станка, транспортера;
4) составить последовательность движений оборудования за цикл в виде таблицы;
5) определить время выполнения каждого движения th:
ti=αi/ωi
ti =li/υi
где αi,— угол поворота механизмов, li,— линейное перемещение механизмов, мм; ωi, υi — соответственно паспортные скорости углового, °/с, и линейного, мм/с, перемещения механизмов по соответствующей координате.
Примеры переналаживаемых автоматизированных систем для изготовления типовых деталей
Обработка типовых деталей ведется по типовым тех.процессам, что делает необходимым использование в автоматизированных системах металлорежущих станков определенных типов.
В РТК для обработки деталей типа тел вращения преобладают фрезерно-центровальные, токарные и шлифовальные станки с ЧПУ, обслуживаемые ПР. Для обработки корпусных деталей в РТК преобладают фрезерные и сверлильные станки с ЧПУ, многоцелевые станки типа «обрабатывающий центр», объединенные транспортно-накопительной системой.
Автоматизированные переналаживаемые системы типа АСК представляют собой РТК, включающие комплекты оборудования с ЧПУ для обработки корпусных деталей, объединенные единой транспортно-накопительной системой и системой управления на базе ЭВМ. Участки типа АСК предназначены для черновой и чистовой обработки корпусных деталей в мелкосерийном производстве.
На станках с ЧПУ выполняют фрезерные, расточные, сверлильные, резьбонарезные и другие операции. Кроме этих станков, в состав участков типа АСК могут входить координатно-разметочная машина с цифровой индикацией и контрольно-измерительная машина с ЧПУ.
Для обработки корпусных деталей на АСК применяются многоцелевые станки с ЧПУ и автоматической сменой инструмента. Компоновка станков дает возможность обрабатывать детали с четырех сторон за одну установку с точностью растачиваемых отверстий по H7-H8 и Ra 1,25…2,5 мкм.
Требования и приспособлениям, используемым в АПС
оснастка должна быть более жесткой, массивной и виброустойчивой, чем в условиях неавтоматизир-ого производства.
Для обеспечения заданной точности режущий инструмент должен обладать рядом свойств:
1)высокой режущей способностью и надежностью при использовании наиболее совершенных материалов;
2)повышенной точностью за счет изготовления спец-ым ужесточенным стандартам;
3)универсальностью, позволяющей обрабатывать сложные детали за один автоматический цикл;
4)высокой жесткостью и виброустойчивостью;
6) возможностью автоматической поднастройки.
Для установки деталей в АП применяют автоматизир-нные стационарные присп. и присп.-спутники. Различают 3 вида стационарных присп.: специальные (одноцелевые, непереналаживаемые), специализированные (узкоцелевые, ограниченно переналаживаемые), универсальные (многоцелевые, широкопереналаживаемые).
В качестве стационарных присп. и сменных наладок присп.-спутников в переналаж. многономенклатурном производстве применяют стандартные системы присп.: универсально-сборные, универсально-наладочные, сборно-разборные, специализированные наладочные и др. Эти присп. состоят из базового агрегата и наладок, кот. устанавливают на базовый агрегат и регулируют непосредственно на столе станка или нижней плите спутника. Приводы механизмов зажима должны обеспечивать возможность регулировки силы зажима в определенных пределах. Этому требованию удовлетворяют гидроприводы, пневмогидроприводы и пневмоприводы.
Число фиксаторов в приспособлении должно быть минимальным (один — два).
10. Загрузочные автоматизированных систем. Магазинные загрузочные Бункерные загрузочные Отсекатели и механизмы поштучной выдачи
Загрузочные автоматизированных систем это группа целевых механизмов, включающая в себя подъемники, транспортеры-распределители, механизмы приема и выдачи изделий, лотковые системы, отводящие транспортеры, межоперационные накопители (бункерные и магазинные), автооператоры.
Магазинные загрузочные в зависимости от способа транспортирования можно разбить на 3 класса: самотечные; принудительные (магазины-транспортеры); полусамотечные. В магазинных всех классов детали с момента поступления хранятся и выдаются в ориентированном состоянии. В самотечных (гравитационных) МЗУ заготовки перемещаются под действием сил тяжести. Такие магазины используются для подачи заготовок вплотную, а заготовок специальной формы — вразрядку, т.е. с интервалом, для чего каждая заготовка помещается в отдельное гнездо или между захватами транспортирующего элемента. Заготовки перемещаются качением или скольжением.
В принудительных МЗУ и транспортных заготовки перемещаются с помощью приводных механизмов в любом направлении и с любой скоростью. этого типа можно транспортировать заготовки с помощью несущих средств (транспортеров) или специальными захватами вплотную и вразрядку, поштучно или порциями. Наиболее широко используются с орбитальным движением рабочих органов перемещения заготовки, с вращающимися гладкими валками, одно- и двухвинтовые, инерционные, барабанные, карусельные и др.
В полусамотечных МЗУ заготовки скользят по плоскости, расположенной под углом, значительно меньшим угла трения. Заготовки перемещаются вследствие искусственного уменьшения силы трения между поверхностями скольжения при поперечном колебании несущей поверхности или в результате образования между поверхностями скольжения воздушной подушки.
Бункерные загрузочные представляют собой емкости с ориентированными заготовками, расположенными в один или несколько рядов. Особенностью БЗУ следует считать отсутствие захватных и ориентирующих ручную ориентацию заготовок. БЗУ отличаются одно от другого расположением, характером перемещения заготовок в них и способом выдачи заготовок. Как правило, в бункерах хранятся и выдаются заготовки деталей простой формы: болты, шайбы, колпачки.
Заготовки сосредоточены в бункере навалом, поэтому требуются их автоматический захват (ворошение) и ориентирование для последующей загрузки на оборудование. Бункеры могут иметь как одну емкость для накопления и захвата заготовок, так и две емкости: одну — для накопления запаса заготовок, а другую — для выдачи ориентированных заготовок.
Наибольшее распространение получили вибрационные БЗУ (вибробункеры).
Принцип действия вибробункера основан на использовании поступательного движения заготовок в процессе их вибрации. Существуют вибробункеры для вертикального подъема деталей с направленной и свободной подвесками лотка или чаши. Расчет такого вибробункера проводится на основании условий требуемой производительности, размера заготовок, их массы, ориентировочной емкости бункера и других факторов.
Отсекатели — механизмы поштучной выдачи — предназначены для отделения одной заготовки (или нескольких заготовок) от общего потока заготовок, поступающих из накопителя, и для обеспечения перемещения этой заготовки (или заготовок) в рабочую зону оборудования или на транспортер. По траектории движения различают отсекатели с возвратно-поступательным, колебательным и вращательным типами движения. В качестве собственно отсекателей заготовок используют штифты, планки, кулачки, винты, барабаны, диски с пазами.
Питатели предназначены для принудительного перемещения ориентированных заготовок из накопителя в зону зажимного приспособления или на транспортирующее Конструкции питателей разнообразны; их форма, размеры, привод подвижных частей зависят от конструкции оборудования, взаимного расположения и заготовки, от формы, размеров и материала подаваемых заготовок.
Отсекатели и питатели входят в состав автоматических загрузочных — автооператоров. Автооператоры являются специальными целевыми ЗУ, которые состоят из питателя, отсекателя, заталкивателя, выталкивателя (съемника), отводящего Эти устройства являются специальными, т.е. применяются для обслуживания одной или ряда подобных операций. Автооператоры выполняют возвратно-поступательное, колебательное перемещение заготовок в зону обработки. При этом время работы автооператора с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные
11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений
Транспортные автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию, распределения деталей по потокам, поворота и ориентации деталей. Все транспортные на автоматизир-ные системы с жесткой и гибкой связью.
С жесткой связью включают в себя: а) шаговые транспортеры; б) поворотные столы и кантователи; в) перегружатели; г) рейнеры; д) приспособления-спутники; е) механизмы возврата приспособлений-спутников.
С гибкой связью включают в себя: а) транспортеры-распределители; б) лотки; в) делители потоков; г) подъемники; д) транспортные роботы; е) ритмопитатели. В качестве составной части к транспортным механизмам с гибкой связью можно отнести: а) транспортеры-накопители; б) магазины-накопители; в) бункеры-накопители. А также относятся транспортные средства переналаживаемых автоматизированных систем.
Технические средства ТНС делятся на две группы: основное оборудование и вспомогательное.
Основное служит для перемещения грузов в условиях автоматизир-ого произв-ва — это стеллажные и мостовые краны — штабелеры, транспортные ПР, конвейеры, накопители, перегрузочные и ориентирующие транспортно-складская тара, средства АСУ.
Вспомогательное — это толкатели, ориентаторы, подъемники, питатели, адресователи.
Кроме того, в условиях автоматизир-ого произв-ва широко применяются подвесной транспорт, напольные конвейеры, транспортеры, тележечный транспорт. К подвесному транспорту относятся:
- подвесные конвейеры для внутрицеховых и межоперац-ных перемещений деталей до 2 т на расстояние до 1000 м;
- подвесные монорельсы для внутрицеховых грузопотоков (максимальная грузоподъемность до 20 т);
- монорельсовые транспорт-ые роботы с устройтвами для перемещения изделий до 300 кг;
- подвесные дороги с электротягачом и прицепными тележками грузоподъемностью до 500 кг.
К напольным конвейерам и транспортерам для поточного производства относятся:
- рольганги (приводные и неприводные наклонные) для межоперац-ого перемещения изд-ий до 1200кг;
- ленточные конвейеры для транспортирования мелких деталей до 250 кг с малым тактом выпуска;
- тележечные конвейеры, применяемые для транспортирования изделий на сборочном участке, реже на механических участках. В зависимости от габаритов изделий применяются вертикально (до 8000 кг) и горизонтально (до 1000 кг) замкнутые конвейеры;
шаговые конвейеры с пульсирующим перемещением изделий при сборке, грузоподъемность этих конвейеров до 7 т при относительно малых габаритах и простоте
К напольно-тележечному внутрицеховому транспорту относятся:
- электропогрузчики и электротележки (электрокары) грузоподъемностью до 0,5 т;
- электроштабелеры напольные грузоподъемностью до 2 т;
- транспортные напольные ПР (рельсовые и безрельсовые), смонтированные на тележках и управляемые по программе.
В качестве накопителей могут использоваться автоматизир-ные склады, обслуживаемые штабелерами и транспортными ПР, и межоперационные магазины-накопители (напольные и подвесные).
Магазины-накопители применяют в условиях поточного производства для деталей типа тел вращения. Подвесные накопители применяют в основном для корпусных деталей, для деталей сложной конфигурации.
Система взаимосвязанных транспортных и складских используемая на АП для укладки, хранения, временного накопления, разгрузки и доставки предметов труда, технологической оснастки, называется автоматизированной транспортно-складской системой (АТСС).
Существует два основных варианта построения АТСС: с совмещенными и раздельными транспортной и складской подсистемами.
Основные типы автоматизированных складов:
- а) клеточные стеллажные с автоматическим краном-штабелером или мостовым краном-штабелером;
- б) гравитационные стеллажные с краном-штабелером;
- в) элеваторные стеллажные;
- г) подвесные в сочетании с толкающим конвейером, имеющим автоматическое адресование грузов.
Наиболее распространены склады со стеллажными роботами-штабелерами, поскольку они весьма производительны, занимают мало места, легче автоматизируются.
12. Автоматизация сборочных операций. Роботы, используемые на операциях сборки. Структура автоматизированного сборочного технологического процесса
Автоматизированная сборка изделий выполняется на сборочных автоматах и АЛ. Важным условием разработки рационального ТП автоматизированной сборки является унификация и нормализация соединений. На основе унификации и нормализации соединений в сборочных единицах и изделиях разрабатывают типовые сборочные процессы (операции и переходы), выполняемые на типовом сборочном оборудовании с использованием типовых инструментов и приспособлений.
Главным отличием роботизированного производства является замена сборщиков сборочными роботами и выполнение контроля контрольными роботами или автоматическими контрольными
Роботизированная сборка должна выполняться по принципу полной взаимозаменяемости или (реже) по принципу групповой взаимозаменяемости. Исключается возможность подгонки, регулировки.
Выполнение операций сборки должно проходить от простого к сложному. В зависимости от сложности и габаритов изделий выбирают форму организации сборки: стационарную или конвейерную.
Состав РТК — это сборочное оборудование и приспособления, транспортная система, операционные сборочные роботы, контрольные роботы, система управления.
При разработке ТП сборки в РТК предпочтительна высокая концентрация операций, определяющая модели роботов, их функции, точность, оперативность, Особенно важно уточнить временные связи элементов РТК, так как и они могут определить операционные возможности, модели и количество сборочных промышленных роботов (ПР).
Обучаемые роботы — это роботы, которые могут приспосабливаться к различным случайным факторам, сопровождающим запрограммированную работу.
Промышленные роботы, построенных по блочно-модульному принципу.
алгоритма включает в себя ряд этапов.
Подготовка геометрических моделей собираемых деталей среде графического пакета САПР (при проектировании сборочного комплекса всегда можно выделить группу оборудования, обслуживаемого одним СР, и соответственно множество совершаем им для этого движений с тем, чтобы для них проектировать УП).
Имитация разборки собранного изделия с записью промежуточных точек локальных траекторий в массив точек из условия отсутствия соударений разбираемых деталей в требуемой области или точке пространства (могут быть наложены и другие условия и ограничения со стороны внешней среды).
Выбор оптимальной последовательности опорных точек локальной траектории по какому-либо критерию.
Получение вектора для шарнирных переменных в каждой точке из кинематического уравнения СР при решении обратной кинематической задачи для каждой опорной точки траектории.
5. Формирование управляющего воздействия на исполнительные механизмы СР.
В результате укрупненного проектирования сборочной операции не вызывает трудностей программирование движений манипулятора и логики управления вне локальных траекторий перемещения одним из известных способов. Вместе с тем локальные движения фазы соединения осуществляются при значительных ограничениях технологической среды и требуют сложных траекторий, сочетающих перемещение по разным степеням подвижности. Такая траектория, если и удается ее запрограммировать, требует многократной отладки, так как выполняется без учета реальных скоростей и ускорений звеньев.
14.Промышленные роботы в современном машиностроении. Основные классификационные признаки. Этапы развития. Примеры наиболее широко применяемых кинематических схем промышленных роботов
Применение роботов в совр промыш-ном производ-ве обусловлено не только стремлением к повышению производ-сти, но и к необходимости обеспечить высокое качество продукции и стабильность этого показателя при больших партиях.
Применение роботов также обусловлено:
непрерывным снижением стоимости роботов на фоне роста стоимости рабочей силы
нехваткой квалифицированной раб силы по ряду профессий
освобождением рабочих от тяжелого, интенсивного и монотонного труда, особенно на сборочных операциях
снижением влияния вредного пр-ва (сварка, окраска) на здоровье рабочих.
Применение роботов на операциях современного производства
Классификационные признаки
по уровню развития
1-го поколения – с жестким алгоритмом работы
2-го поколения – с корректировкой ф-ций (прим в совр пр-ве)
3-го поколения – роботы с элементами искусственного интеллекта.
по технологическому назначению
основные – производят непосредственное воздействие на объект труда (сварочн, окрасочн, сборочный робот)
вспомогательные – выполняют вспомогательные технологические ф-ции (загрузка/разгрузка, обслуживание оборудования)
по грузоподъемности
с малой Г – до 2 кг
со средней Г – от 2 до 50 кг
с высокой Г – свыше 50