
Токарно-карусельные станки и обрабатывающие центры
Токарно-карусельные станки используют для обработки крупногабаритных деталей типа тел вращения с большим отношением диаметра к высоте заготовки.
Токарно-карусельные одностоечные станки с ЧПУ мод.1А512МФЗ (рис.1, в) и 1А516МФЗ предназначены для токарной обработки крупногабаритных заготовок в условиях единичного, мелкосерийного и серийного производства.
Станки имеют повышенный класс точности. Они оснащены контурным устройством ЧПУ и устройством для автоматической смены инструмента. В полуавтоматическом цикле на станках выполняют следующие операции: точение и растачивание прямолинейных и криволинейных поверхностей, обработку торцевых поверхностей, канавок, выточек; сверление, зенкерование и развертывание центральных отверстий; нарезание резьб. Управление станками осуществляется устройством ЧПУ по заданной программе. Информация о перемещениях суппорта станка, а также другая технологическая и размерная информация высвечивается на табло устройства ЧПУ. Точность обработки на станках соответствует 7 квалитету.
Для более эффективного встраивания станков в автоматизированные участки Краснодарским станкостроительным заводом им.Г.С. Седина («SEDIN») разработана гамма одношпиндельных токарно-карусельных обрабатывающих центров ТВ63МФ4 (рис.4.2), ТВ63МФ5, ТВ80МФ4, ТВ80МФ5.
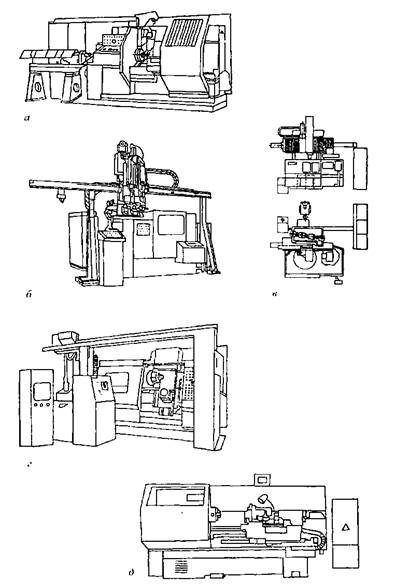
Рис.1 — Токарные станки с ЧПУ: а — 1Е365ПФ30; б — БРСК-01 (1В340Ф30); в — 1А512ФЗ; г — Ш756ДФЗРМ; д — 16К20ФЗС32
Отличие станков ТВ63МФ5 (ТВ80МФ5) от ТВ63МФ4 (ТВ80МФ4) в том, что их столы имеют возможность смещения от исходного положения на длину хода +400 мм, — 200 мм (при диаметре изделия 1000 мм) и +470 мм, — 400 мм (при диаметре изделия 800 мм и менее).
Общий вид указанных обрабатывающих центров и габариты рабочей зоны показаны на рисунке 2, а, б.
По желанию потребителя станки могут быть укомплектованы устройством ЧПУ для токарной и фрезерной обработки любой фирмы-производителя.
Из крупногабаритных (уникальных) токарно-карусельных одностоечных станков с ЧПУ следует отметить станок модели КУ466, предназначенный для черновой и чистовой обработки деталей узлов атомных реакторов. Изготовленный Коломенским станкостроительным производственным объединением (Россия), станок производит следующие технические операции:
Классификация металлорежущих станков
... станок с ЧПУ. На станке выполняют обработку отверстий в крупногабаритных заготовках, ... (С) Особо точные станки (мастер-станки) Классификация металлорежущих станков по массе: лё ... устройство, УЧПУ выдает команды на автоматический привод перемещения рабочих органов станка, например на шаговый двигатель привода салазок. Силовое электрооборудование размещено в шкафу, откуда команды передаются на станочное ...
- наружное и внутреннее точение тел вращения с прямолинейной и криволинейной образующей;
- подрезку, прорезку торцов и отрезку;
- точение торца с постоянной скоростью резания;
- сверление, растачивание, зенкерование, развертывание, фрезерование, нарезание резьбы резцом и метчиком при работе шпинделем обоих суппортов;
- шлифование диаметров до 10000 мм.
На планшайбу можно крепить комплект балок для установки деталей диаметром до 20000 мм. Кроме главного привода имеется привод круговой подачи и позиционирования планшайбы, позволяющий обрабатывать сложные поверхности, в том числе эксцентричные окружности.
Станок оснащен угловой и поворотной фрезерными головками, шлифовальной головкой, которые можно устанавливать на любой суппорт. Применены конструктивные решения, обеспечивающие высокую грузоподъемность и точность вращения планшайбы (гидростатическая смазка), высокую жесткость несущей системы станка (сварные корпусные детали), эффективное применение ЧПУ (беззазорные приводы подачи, комбинированные направляющие скольжения-качения), длительное сохранение первоначальной точности (компенсирующая балка, надежная смазка, защита направляющих, диагностика неисправностей).
Масса станка (с приспособлениями и узлами) составляет 1125 т. Двухстоечные карусельные станки с ЧПУ мод.1А525МФЗ и 1А532ЛМФЗ предназначены для токарной обработки крупногабаритных заготовок из черных и цветных металлов в условиях мелкосерийного производства (таблица 5.4 [1]).
Технологические возможности у двухстоечных станков такие же, как у одностоечных. Торцевые и криволинейные поверхности обрабатывают при постоянной скорости резания. Управление станками в предналадочном режиме осуществляется набором необходимых управляющих команд с подвесного пульта. Для того, чтобы применить эти станки в ГПС, необходимо автоматизировать операции загрузки-разгрузки заготовок и деталей, контроля, уборки стружки и т.п.
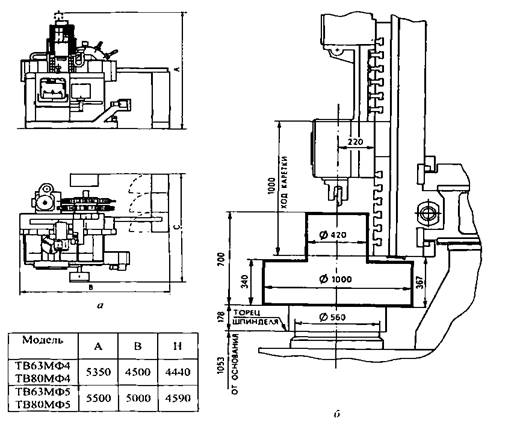
Рис.2 Общий вид (а) и габариты рабочей зоны (б) обрабатывающих центров Краснодарского станкостроительного завода им. Г.С. Седина.
Токарные патронно-центровые станки с ЧПУ используют для обработки центровых деталей типа тел вращения с отношением длины к диаметру больше пяти, также штучных заготовок, закрепляемых в патроне. В случае применения промышленных роботов для операции загрузки станка могут быть легко автоматизированы. Инструментальные наладки станков в основном обеспечивают технологические потребности при обработке разнообразных деталей типа тел вращения. Включение таки: станков в состав ГПС не представляет особых трудностей. .
Токарный станок с ЧПУ мод.16Б16Т1 применяют для обработки деталей тип: тел вращения с прямолинейными и криволинейными профилями в патроне и центра) в мелкосерийном и серийном производствах. Деталь в патроне зажимают управляемым пневмоцилиндром. Задняя бабка имеет электропривод и вращающийся центр Станок оснащен передним и задним однопозиционными быстросменными резцедержателями.
Токарный станок с ЧПУ мод.16К20Т1.02 предназначен для токарной обработки (в один или несколько проходов в замкнутом полуавтоматическом и автоматическом цикле) наружных и внутренних поверхностей деталей типа тел вращения со ступенчатыми профилями, включая нарезание резьб. Станок имеет повышенный класс точности П. Точность обработки соответствуют 6…7 квалитетам.
Технология обработки древесины на токарном станке
... называют пороками древесины? 3. Изложение нового материала Тема: Технология обработки древесины на токарном станке. Цель: Изучить устройство токарного станка и ... можно сделать такую деталь на токарном станке. Токарные станки предназначены для изготовления (точения) деревянных изделий, имеющих ... патроне и трезубце заготовки точат путем перемещения стамески вдоль оси вращения заготовки. Такое точение ...
Привод продольного перемещения имеет ходовой винт с регулируемыми упорными подшипниками. Возможность устранения зазора в зубчатой передаче от двигателя к винту предусмотрена уменьшением межосевого расстояния путем смещения плиты с установленным на ней двигателем. Привод поперечного перемещения каретки суппорта имеет винт, сопряженный с шариковой гайкой каретки. Винт установлен на опорах качения. Осевые силы воспринимаются упорными подшипниками. Датчик обратной связи соединяется с ходовым винтом упругой муфтой. Зазор в зубчатой передаче устраняется уменьшением ее межосевого расстояния смещением плиты с установленным на ней двигателем.
Шестипозиционная револьверная головка размещается на поперечных салазках суппорта. Ее ось поворота располагается параллельно оси шпинделя Инструментальная головка съемная и крепится к поворотной части плоскозубчатой муфты и центрируется пальцем.
Токарный станок с ЧПУ мод.16К20ФЗС32 (рис.1, д) используют для токарной обработки деталей типа тел вращения в патроне и в центрах (табл.5.5 [1]).
Станок оснащен регулируемыми двигателями главного движения и подач постоянного тока или синхронными двигателями с частотным регулированием. Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта управления, магнитной ленты или перфоленты и могут корректироваться на экране с помощью клавиатуры.
Токарный станок с ЧПУ модели 16К30ФЗ и его исполнения 16КЗОФ305, 16К30Ф325, 16К30Ф335 предназначены для выполнения разнообразных токарных работ по замкнутому автоматическому циклу при закреплении заготовки в центрах и патроне. Станки мод.16К30Ф305 и 16К30Ф325 оснащаются устройством ЧПУ Н22-1М, автоматической коробкой скоростей АКС-412 и механизированным патроном; станок мод.16К30Ф335 — устройством ЧПУ Н22-1М, коробкой скоростей АСК-12, механизированным патроном и транспортером стружки. Поворотный резцедержатель имеет поворотные блоки; поворот на позицию осуществляется по команде. Конструкция резцедержателя позволяет устанавливать до восьми инструментов.
Токарные автоматы и полуавтоматы с ЧПУ
Токарный центр профильного точения с ЧПУ модели 11Б16ВФ4 представляет собой универсальный автомат, предназначенный для полной обработки деталей сложной конфигурации с двух сторон из калиброванного прутка диаметром до 16 мм в условиях мелкосерийного и серийного производства.
Неподвижным инструментом выполняют традиционные токарные операции, а вращающимися — поперечное сверление отверстий, нарезание резьб метчиком, фрезерование пазов и лысок в продольном и поперечном направлениях. Револьверная головка имеет 12 гнезд для хранения инструментов. Инструмент, расположенный в револьверной головке, получает вращение от главного привода. Для поддержания обрабатываемой детали при отрезке и закреплении обрабатываемой детали при ее обработке с другой стороны применяют противошпиндель.
Проектирование технологического процесса механической обработки детали типа вал
... проекта – получение навыков разработки технологического процесса на изготовление деталей. 1 Исходная информация для разработки курсового проекта Целью данного курсового проекта является закрепление знаний по предмету «Технология Машиностроения» и разработка технологического процесса производства детали типа вал с полным обоснованием ...
Токарный полуавтомат АТПр-2М 12СН предназначен для наружной и внутренней контурно-фасонной двухкоординатной обработки заготовок типа фланцев, дисков, колец, поршней, гильз, корпусов, валиков и других подобных деталей из стали и алюминиевых сплавов.
Токарные полуавтоматы АТ320 в базовой модели АТ320МС имеют инструментальный магазин и автоматическую смену режущих инструментов. Они предназначены для двухкоординатной обработки по числовой программе фасонных контуров наружной и внутренней поверхностей, цилиндрических отверстий и подрезки торцов корпусных деталей.
Токарный патронный полуавтомат с ЧПУ мод. Ш732РФЗ применяют для токарной обработки в патроне деталей сложной конфигурации. На нем выполняют точку цилиндрических, сферических и конусных поверхностей, подрезку торцов, сверление, зенкерование (развертывание), нарезку резьбы. Полуавтомат состоит из станка в сборе с транспортером стружки, устройства ЧПУ и гидростанции. Суппорт станка, снабженный двенадцатипозиционной револьверной головкой, позволяет выполнять автоматическую смену инструмента. Система программного управления обеспечивает выбор частоты вращения шпинделя и подачи суппорта, смену инструмента путем поворота револьверной головки, включение охлаждения. Путем механизации загрузки и централизации управления станок может включаться в ГПС соответствующего уровня автоматизации.
В состав РТК1720ПФ30РМ входят токарный автомат с ЧПУ модели 1720ПФЗ, встроенный в станок промышленный робот или робот напольного типа тактовый стол; инструментальный магазин барабанного типа с набором сменных режущих блоков, автоматически устанавливаемых в револьверной головке станка при помощи промышленного робота; устройство ЧПУ; тара для стружки, отводимой конвейером из рабочей зоны станка. При работе данного РТК в составе ГПС он дополнительно оснащается устройством для активного контроля обрабатываемого изделия при помощи измерительной щуповой головки, установленной на инструментальном диске револьверного суппорта станка, а также устройствами для измерения и контроля инструментов с их автоматической заменой при износе или поломке
Токарные ГПМ на базе многошпиндельных токарных автоматов с ЧПУ и многоцелевых станков
Для токарной обработки деталей типа фланцев массой до 10 кг в условиях многономенклатурного производства применяют ГПМ БРСК-01 (рис.1, б) на базе станка 1В340Ф30, промышленного робота М20Ц грузоподъемностью 20 кг и делительно-поворотного стола УХ2034. Промышленный робот в составе комплекса выполняет загрузку станка заготовками с длительно-поворотного стола (ДПС), выгрузку обрабатываемых деталей и укладку их в тот же накопитель ДПС. Обрабатываются детали длиной и диаметром до 250 мм.
На базе токарного станка 1П756ДФЗ (рис.1, г) разработан ГПМ РРТК-ЗД31, предназначенный (для обработки деталей типа тел вращения диаметром до 500 мм, шириной до 150 мм и массой до 40 кг. Транспортно-загрузочные операции станка выполняются автоматическим манипулятором портального типа МА80Ц25.09, накопителем заготовок и деталей, выполненным в виде тактового стола со специализированной тарой, склада-стеллажа для технологической оснастки. Устройство ЧПУ типа «Электроника МС2101» обслуживает станок и манипулятор. Инструмент меняют автоматически с помощью двух револьверных головок. Манипулятор выполняет следующие операции: берет заготовку из тары, доставляет ее к патрону станка, устанавливает в него, берет обработанную деталь, доставляет ее к таре и устанавливает деталь в нее. Манипулятор снабжен элементами адаптации к расположению деталей и их ориентации, что исключает необходимость в подготовке управляющих программ и обеспечивает быструю переналадку на другой типоразмер детали. Конструкции тактового стола и контейнера для деталей позволяют использовать ГПМ в составе ГПС с автоматическим складом. Оснащенность манипулятора сменными зажимными элементами захватов и сменными ячейкообразующими элементами контейнера дает возможность загружать ГПМ деталями различных конфигураций, размеров и массы.
Разработка детали типа «вал»
... для изготовления вала с максимальным сечением детали 45мм. 2. Определение типа производства Тип ... режимов обработки. На трудоемкость изготовления детали оказывают особое ... детали должны изготовляться из стандартных и унифицированных заготовок или заготовок, полученных рациональным способом; 3. размеры и поверхности детали ... работы круга. Шпоночные пазы служат для крепления колес и подшипников на валу ...
На базе двухшпиндельного токарного станка с ЧПУ мод. МР315 создан ГПМ типа МРК50, состоящий из накопителя заготовок магазинного типа, установленного наклонно над шпинделем левой части станка, которая обслуживается автоматическим манипулятором (автооператором); магазинного накопителя для обработанных деталей, загрузка которого осуществляется манипулятором, обслуживающим правую часть станка; поворотного устройства для кантования детали, снимаемой манипулятором из патрона шпинделя, а затем передаваемых манипулятором в патрон шпинделя правой части станка.
Каждая часть станка имеет независимые управляемые крестовые суппорты, перемещающиеся по наклонным направляющим станины. На суппортах монтируются четырехгранные револьверные головки, имеющие позиций для крепления инструментов. Шпиндели приводятся во вращение регулируемыми электродвигателями постоянного тока. Блоки управления двигателями и электроавтоматики каждой части станка размещены в электрошкафах. Устройства ЧПУ типа «Электроника НЦ-31Т» обеспечивают независимое управление левой и правой частями станка. ГПМ МРК50 предназначен для многооперационной обработки в патроне заготовок типа коротких тел вращения — дисков, фланцев, шкивов.
Многошпиндельные токарные автоматы имеют более высокую производительность по сравнению с одношпиндеольными, однако нуждаются в более длительной и трудоемкой переналадке. Сочетание высокой производительности и универсальности достигается в многошпиндельных токарных автоматах с ЧПУ, где шпиндели вращаются от отдельных электродвигателей. Шпиндельный барабан имеет механизм его поворота и фиксации. Обработка деталей осуществляется инструментами, размещенными в крестовых суппортах.
Многошпиндельный токарный многоцелевой станок с ЧПУ мод. MDZ (Германия) имеет следующие базовые узлы — шпиндельные головки установлены под углом 60 град, к главной оси. Этот принцип расположения шпинделей обеспечивает независимое размещение главных приводов, а также использование раздельных автоматически управляемых средств зажима.
Многоцелевой многошпиндельный токарный автомат с ЧПУ мод.1А290П-4КФЗО, оснащенный двумя нижними крестовыми суппортами с револьверными головками, в которых установлен не вращающийся инструмент для наружных и внутренних токарных работ, а также одним верхним крестовым суппортом с оригинальной револьверной головкой для сверлильно-фрезерных работ при позиционировании шпинделя в III позиции. Компоновка станка содержит поворотный шпиндельный барабан. Станок предназначен для изготовления фланцев, стаканов, ступиц, шкивов и других деталей типа тел вращения из стали, чугуна, цветных сплавов с наружными и внутренними поверхностями сложных профилей.
«Методики и технологии обработки деталей на станках с ЧПУ»…………….65 ...
... гибких автоматизированных производств на основе станков с ЧПУ. Цель дипломного проекта является проектирование технологического процесса механической обработки детали «Шток накатника»». в условиях ... изготовления продукции. Существует три типа производства: единичное, серийное, массовое. Тип производства, согласно ГОСТ 3.1108-74, характеризуется коэффициентом закрепления операций: 1 < КЗ.О.< ...
В четырехшпиндельном токарном обрабатывающем центре «Вертимат 500/4» (Германия) вертикальной компоновки два шпинделя предназначены для обработки, а два других — для загрузки-разгрузки деталей. Высокая производительность станка обеспечивается за счет загрузки и разгрузки заготовок во время работы, одновременной обработки на двух шпинделях четырьмя суппортами коротких холостых ходов суппортов и высоких скоростей быстрых ходов. Станок имеет дополнительные устройства для операций сверления, фрезерования и нарезания резьбы.
Список литературы
[Электронный ресурс]//URL: https://inzhpro.ru/kontrolnaya/karuselnyie-stanki/
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. — К.: ИД «Профессионал», 2004. — 304 с.
2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, — Л.: Машиностроение, 1990. — 592 с.