
Литье в оболочковые формы — это способ получения отливок свободной заливкой расплава в оболочковые формы из термореактивных смесей.
Оболочковые формы отличаются высоким комплексом технологических свойств: достаточной прочностью, газопроницаемостью, податливостью, негигроскопичностью. По сравнению с отливками, полученными в песчаных формах, детали, отлитые в оболочковые формы, имеют в 1,5 раза меньший припуск на механическую обработку.
Оболочковые формы изготавливают из формовочных песчано-смоляных смесей с термопластичными или термореактивными связующими смолами. Если смола в смеси находится в порошкообразном состоянии, то такую формовочную смесь называют неплакированной, а если зерна песка покрыты сплошной тонкой пленкой смолы, то смесь будет плакированной. Формовочная смесь содержит наполнитель — мелкозернистый кварцевый песок — 100%: связующее — пульвербакелит (фенолформальдегидная смола с добавками уротропина) – 6 — 7%; увлажнитель (керосин, глицерин) — 0,2 — 0,5%; растворитель (ацетон, этиловый спирт) — до 1,5%.
Размягчение введенной в смесь смолы происходит при 70 — 80 °С, а при 100 — 120 °С она уже плавится, покрывая поверхность зерен песка тонкой клейкой пленкой. Последующий нагрев смолы до 200 — 250 °С вызывает ее необратимое затвердевание и, как следствие, существенное повышение прочности и жесткости оболочковой формы. Оболочковые формы получают с помощью нагретых металлических моделей, изготавливаемых из серого чугуна, стали и алюминиевых сплавов. Каждая форма состоит из двух соединенных (путем склеивания пульвербакелитом и жидким клеем или с помощью скоб, струбцин) оболочковых полуформ. Толщины оболочек для мелких и среднего размера отливок колеблются соответственно в пределах 8 — 10 и 12 — 15 мм. Технология изготовления оболочек включает в себя следующие операции;
1. Нагрев модельной оснастки до 200 — 250 °С.
2. Нанесение на рабочую поверхность модельной оснастки (пульверизатором) разделительного состава — быстро затвердевающей силиконовой жидкости, образующей при этом разделительную пленку, которая предотвращает прилипание к оснастке формовочной смеси и тем самым упрощает последующее отделение оболочки от модели.
3. Нанесение песчано-смоляной смеси на модельную оснастку одним из следующих способов; путем свободной засыпки поворотного или стационарного бункера, пескодувным методом, путем свободной засыпки с допрессовкой. Указанные способы изготовления оболочковых форм различаются, по существу, лишь приемами нанесения песчано-смоляной смеси на модельную оснастку.
Литье в оболочковые формы
... (при помощи скоб). Рис.6.2. Технологические операции формовки при литье в оболочковые формы Собранные формы небольших размеров с горизонтальной плоскостью разъема укладывают на слой ... смола в приграничном слое расплавляется, склеивает песчинки и отвердевает с образованием песчано-смоляной оболочки 4, толщиной 5…15 мм. Бункер возвращается в исходное положение (рис.6.2.в), излишки формовочной смеси ...
4. Формирование и отверждение оболочки необходимой толщины. Широко применяется насыпной (бункерный) способ формообразования оболочки, основанный на использовании поворотного бункера, для свободной засыпки формовочной смесью модели вместе с модельной плитой (рис. 1.1).
Бункер наполняют песчано-смоляной смесью. Нагретая и обработанная разделительным составом модельная плита с моделью закрепляется на приемной рамке поворотного бункера (рис. 1.1, а).
Засыпка модели и модельной плиты смесью осуществляется поворотом бункера на 180° (рис. 1.1, б).
Для формирования оболочки толщиной 5 — 15 мм плиту выдерживают под смесью в течение 15 — 20 с. При этом смола быстро плавится и затвердевает, образуя полутвердую оболочку. Затем бункер возвращают в исходное положение (рис. 1.1, в).
С него снимают модельную плиту с налипшей оболочкой и помещают в печь для доотверждения оболочки (режим окончательного отверждения смолы – 300 — 350 °С, 1 — 3 мин).
5. Съем оболочковой полуформы после ее изготовления с модели осуществляется с помощью толкателей (рис. 1.1, г).
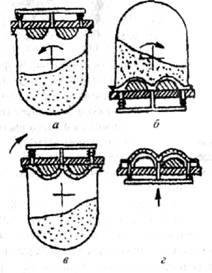
Рис. 1.1. Схема изготовления оболочковой формы с помощью поворотного бункера
Перед заливкой собранные формы с вертикальной плоскостью разъема (а также формы крупных размеров) помещают в контейнеры и засыпают чугунной дробью. Этим предотвращается коробление и разрушение форм при их заливке расплавом. Небольшие формы с горизонтальной плоскостью разъема устанавливают для заливки на слой песка.
Способом литья в оболочковые формы получают отливки массой от 0,2 до 200 кг практически из любых литейных сплавов. Этим способом изготавливают ребристые мотоциклетные цилиндры, коленчатые валы автомобильных двигателей.
Преимущества способа литья в оболочковые формы: возможность получения тонкостенных отливок сложной формы; гладкая и чистая поверхность отливок; небольшой расход смеси; качественная структура металла за счет повышенной газопроницаемости форм; широкая возможность автоматизации; небольшие допуски на обработку резанием. Недостатки: ограниченный размер отливок (до 1500 мм); высокая стоимость смесей; выделение вредных паров и газов из смесей при изготовлении форм.
Похожие работы
36046
5
21
-.. обеспечивает невысокое качество поверхности (ниже Rz =320 мкм), низкую точность (ниже 16 квалитета), трудно автоматизируется и не обеспечивает удовлетворительные условия труда. Для получения более высоких качественных показателей применяют литье в формы из жидких самоотвердевавщих смесей (ЖСС).
Получение заготовок литьем
... обработку технологических баз. 1. Способы получения заготовок Основные способы производства заготовок - литье, обработка давлением, сварка. Способ получения той или иной заготовки зависит от служебного назначения детали и требований, предъявляемых к ней, ...
Этот способ литья применяют в любом виде производства. Формовочная смесь состоит из связки — жидкой …
56592
0
0
-.. подаются к обдирочным станкам 9 для зачистки заливов, мест установки питателей и т. д. Рис. 8. Поточная линия для очистки отливок. IV. ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ Точность геометрических размеров, шероховатость поверхности отливок, полученных в песчаных формах, во многих случаях не удовлетворяет требованиям современной техники. Поэтому быстрыми темпами развиваются …
33033
3
2
-.. цикл изготовления детали. Однако при этом в заготовительном производстве увеличиваются расходы на технологическое оборудование и оснастку, их ремонт и обслуживание. Поэтому при выборе способа получения заготовки следует проводить технико-экономический анализ двух этапов производства — заготовительного и механообрабатывающего. Методика технико-экономического анализа приведена в гл.9. [1] …
20655
1
6
-.. древние предки наших народов, жившие 2500—3000 лет тому назад, располагали хорошо налаженными литейными ремеслами и выявили разностороннее мастерство в сложном деле литья удил. БРОНЗОВОЕ ЛИТЬЕ ДРЕВНЕЙ ГРУЗИИ Особенность истории металлургии некоторых закавказских народов заключается в строгом, последовательном чередовании основных эпох и этапов ее развития (использование самородной меди, …