
Литье в оболочковые формы — Лекция, раздел Философия, Лекция 4 заготовительное производство. Литейное производство Литье В Оболочковые Формы – Процесс Получения Отливок Из Расплавленног…
Литье в оболочковые формы –
Формовочную смесь приготовляют из мелкого кварцевого песка с добавлением термореактивных связующих материалов.
Технологические операции формовки при литье в оболочковые формы представлены на рис. 6.2.
Металлическую модельную плиту 1 с моделью нагревают в печи до 200…250.
Затем плиту 1 закрепляют на опрокидывающемся бункере 2 с формовочной смесью 3 (рис.6.2.а) и поворачивают на (рис.6.2.б).
Формовочную смесь выдерживают на плите 10…30 секунд. Под действием теплоты, исходящей от модельной плиты, термореактивная смола в приграничном слое расплавляется, склеивает песчинки и отвердевает с образованием песчано-смоляной оболочки 4, толщиной 5…15 мм. Бункер возвращается в исходное положение (рис.6.2.в), излишки формовочной смеси осыпаются с оболочки. Модельная плита с полутвердой оболочкой 4 снимается с бункера и прокаливается в печи при температуре 300…350, при этом смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели с помощью выталкивателей 5 (рис.6.2.г).
Аналогичным образом получают вторую полуформу.
Для получения формы полуформы склеивают или соединяют другими способами (при помощи скоб).
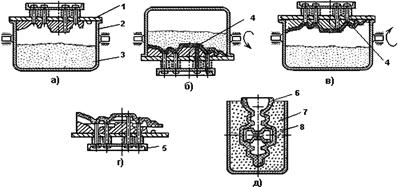 Рис.6.2. Технологические операции формовки при литье в оболочковые формы
Рис.6.2. Технологические операции формовки при литье в оболочковые формы
Собранные формы небольших размеров с горизонтальной плоскостью разъема укладывают на слой песка. Формы с вертикальной плоскостью разъема 6 и крупные формы для предохранения от коробления и преждевременного разрушения устанавливают в контейнеры 7 и засыпают чугунной дробью 8 (рис.6.2.д).
Литье в оболочковые формы обеспечивает высокую геометрическую точность отливок, малую шероховатость поверхностей, снижает расход формовочных материалов (высокая прочность оболочек позволяет изготавливать формы тонкостенными) и объем механической обработки, является высокопроизводительным процессом.
В оболочковых формах изготавливают отливки массой 0,2…100 кг с толщиной стенки 3…15 мм из всех литейных сплавов для приборов, автомобилей, металлорежущих станков.
Литье по выплавляемым моделям, Литье по выплавляемым моделям
Технологические операции процесса литья по выплавляемым моделям представлены на рис.6.3.
Выплавляемые модели изготавливают в пресс-формах 1 (рис.6.3.а) из модельных составов, включающих парафин, воск, стеарин, жирные кислоты. Состав хорошо заполняет полость пресс-формы, дает четкий отпечаток. После затвердевания модельного состава пресс-форма раскрывается и модель 2 (рис.6.3.б) выталкивается в холодную воду.
Затем модели собираются в модельные блоки 3 (рис.6.3.в) с общей литниковой системой припаиванием, приклеиванием или механическим креплением. В один блок объединяют 2…100 моделей.
Формы изготавливают многократным погружением модельного блока 3 в специальную жидкую огнеупорную смесь 5, налитую в емкость 4 (рис.6.3.г) с последующей обсыпкой кварцевым песком. Затем модельные блоки сушат на воздухе или в среде аммиака. Обычно наносят 3…5 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют, погружая в горячую воду или с помощью нагретого пара. После удаления модельного состава тонкостенные литейные формы устанавливаются в опоке, засыпаются кварцевым песком, а затем прокаливают в печи в течение 6…8 часов при температуре 850…950 для удаления остатков модельного состава, испарения воды (рис.6.3.д)
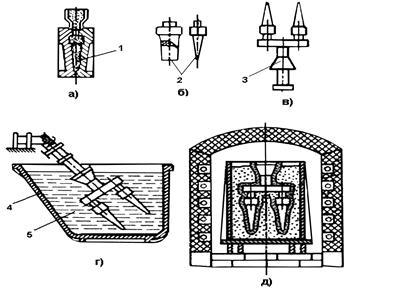
Рис.6.3. Технологические операции процесса литья по выплавляемым моделям
Заливку форм по выплавляемым моделям производят сразу же после прокалки в нагретом состоянии. Заливка может быть свободной, под действием центробежных сил, в вакууме и т.д.
После затвердевания залитого металла и охлаждения отливок форма разрушается, отливки отделяют от литников механическими методами, направляют на химическую очистку, промывают и подвергают термической обработке.
Литье по выплавляемым моделям обеспечивает получение точных и сложных отливок из различных сплавов массой 0,02…15 кг с толщиной стенки 0,5…5 мм.
Недостатком является сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки.
Литьем по выплавляемым моделям изготавливают детали для приборостроительной, авиационной и другой отраслевой промышленности. Используют при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей, углеродистых сталей в массовом производстве (автомобильная промышленность).
Технологический процесс автоматизирован и механизирован.
Развернуть
Все темы данного раздела:
Выбор метода и способа получения заготовки Необходимость экономии материальных ресурсов предъявляет высокие требования к рациональному выбору заготовок, к уровню их техноло
Литье в песчаные формы является самым распространенным способом изготовления отливок. Изготавливают отливки из чугуна, стали, цветных металлов от нескольких грамм до сотен тонн, с т
Для приготовления смесей используются природные и искусственные материалы. Песок – основной компонент формовочных и стержневых смесей. Обычно используется кварцевый или цир
Сначала подготавливают песок, глину и другие исходные материалы. Песок сушат и просеивают. Глину сушат, размельчают, размалывают в шаровых мельницах или бегунах и просеивают. Аналогично получают уг
Стержневые смеси соответствуют условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия. Они должны иметь боле высокие огнеупорность
Модельный комплект–приспособления, включающие литейную модель, модели литниковой системы, стержневые ящики, модельные плиты, контрольные и сборочные шаблоны. Лит
Основными операциями изготовления литейных форм являются: уплотнение формовочной смеси для получения точного отпечатка модели в форме и придание форме достаточной прочности; устройство вентиляционн
Формовкой в кессонах получают крупные отливки массой до 200 тонн. Кессон – железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для грунтовых вод. Мех
Используется при изготовлении форм для мелких отливок из чугуна и стали в серийном и массовом производстве. Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-п
Изготовление стержней осуществляется вручную или на специальных стержневых машинах из стержневых смесей. Изготовление стержней включает операции: формовка сырого стержня, сушка, окраска су
Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и определенных свойств, в сплав в жидком или твердом состоянии вводят специальн
Охлаждение отливок до температуры выбивки длится от нескольких минут (для небольших тонкостенных отливок) до нескольких суток и недель (для крупных толстостенных отливок).
Для сокращения про
Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов, отливки из чугуна и стали. Литье
При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокую плотность и механические свойства отливок.
Литье под давлением Литьем под давлением получают отливки в металлических формах (пресс-формах), при этом заливку металла в форму и формирован
Сварка давлением. Специальные термические процессы в сварочном производстве. Пайка Сварка давлением Сущность получения нераз