
Используется для сварки металлов, пластмасс, тканей, кожи, металлов со стеклом, полупроводниковыми материалами и др. Ультразвуковая сварка применяется при точечной, шовной и контурной сварке. При этом используются продольные и изгибные механические колебания. В 1969 году был собран первый полностью пластиковый автомобиль, детали которого сваривались ультразвуковой сваркой.[1]
Промышленное использование УЗК развивается в двух направлениях:
1.применение волн малой интенсивности (низкоэнергетических колебаний) (0,8¸12,0 МГц) ð для дефектоскопии, измерений, сигнализации, автоматизации производства и т.д.
2.применение высокоэнергетических колебаний (волн высокой интенсивности) для активного воздействия на вещества и различные технологические процессы ð очистка деталей, сварка металлов и пластмасс, механическая обработка и т.д.
Ультразвук низкой интенсивности и высокой частоты (МГц) используют в технике более 60 лет.
Ультразвуковые колебания высокой интенсивности (более нескольких Вт/см2) и f=18¸44 кГц применяют для активного воздействия на вещества и технологический процессы около 40 лет. [2]
Применение ультразвуковой сварки
Ультразвуковая сварка нашла наибольшее применение в микроэлектронике для приварки токоотводов в интегральных схемах, контактов, сварки корпусов полупроводников и т.д.
Шовная УЗС может быть использована для сращивания концов рулонов различных тонколистовых материалов (медь, алюминий, никель и его сплавы) в линиях их обработки:
-
для сращивания алюминиевых фольг при изготовлении силовых трансформаторов, в линиях непрерывного изготовления электродов аккумуляторных батарей из никелевых лент;
-
для сварки алюминия при изготовлении нагревателей бытовых холодильников и т.д.
УЗС пластмасс и изготовление осветительной аппаратуры из полистирола для автотранспортной промышленности:
-
рассеиватели, указатели габаритов;
-
изготовление корпусов различных типов аккумуляторных батарей из полистирола и полиамида;
-
сварка корпусов электробытовых, радиотехнических приборов и т.д. [2]
1. Для улучшения механических свойств сварного соединения при воздействии на сварочную ванну в процессе кристаллизации. Улучшение механических свойств сварного соединения происходит благодаря измельчению структуры металла шва и удалению газов.
Участок цеха по сборке и сварке цилиндра гидропресса
... высокое качество выполняемых работ, контроль на каждой стадии работ и исправление дефектов. После сварки ... стала возможна на базе применения двух современных принципов в ... и являлось задачей данного курсового проекта, в котором разрабатывается ... сталь 20ХН3МФА. Сталь 20ХН3МФА теплоустойчивая, среднелегированная. Высокие прочностные и пластические свойства среднелегированных сталей обычно сочетаются высокой ...
2. В качестве источника энергии для получения точечных и шовных соединений (особенно в микроэлектронике) ультразвуковые колебания активно разрушают естественные и искусственные пленки, что позволяет сваривать металлы с окисленной поверхностью, покрытые слоем лака и т.д., возможно соединение тончайших металлических фольг.
3. Ультразвук снижает или снимает собственные напряжения и деформации, возникающие при сварке. Им можно стабилизировать структурные составляющие металла сварного соединения, устраняя возможность самопроизвольного деформирования сварной конструкции со временем.
4. Для оценки качества сварных соединений (ультразвуковая дефектоскопия) из различных металлов и сплавов.
5. Ультразвуком сваривается большая часть термопластичных полимеров (например, полистирол).
Первые опыты по ультразвуковой сварке (УЗС) металлов предпринимались в Германии в 1936-37г.г., а работы по созданию оборудования и технологии УЗС начались в США в начале 50-х годов. В СССР первые работы по УЗС металлов появились в 1958 году. Исследованиями и опытно-конструкторскими работами в области УЗС занимаются ВНИИСО г.Ленинград, МВТУ им.Баумана г.Москва, НИИТОП г.Н.Новгород и другие. [2]
Процесс ультразвуковой сварки металлов
При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий, приложенных нормально к поверхности их соприкосновения (f=10¸100 кГц, амплитуда колебаний x=1¸100 мкм).
Для получения механических колебаний высокой частоты обычно используют магнитострикционный эффект. Он состоит в изменении размеров некоторых сплавов под воздействием переменного магнитного поля.
Для ультразвуковых преобразователей обычно используется чистый никель или железокобальтовые сплавы. Изменение размеров магнитострикционных материалов очень мало: для никеля магнитострикционное удлинение составляет 40×10-6. Поэтому для увеличения амплитуды и концентрации энергии колебания , а также для передачи механических колебаний к месту сварки используют волноводы, которые имеют, как правило, суживающую форму. Коэффициент усилия волноводов обычно равен 5, амплитуда на конце волновода при холостом ходе должна быть 20¸30 мкм. Опыт УЗ микросварки показал, что величины амплитуды колебания x=1¸3 мкм уже обеспечивают образование надежного соединения.
Волноводы передают энергию колебания плоской волны от магнитострикционного преобразователя к сварочному наконечнику (инструменту).[2]
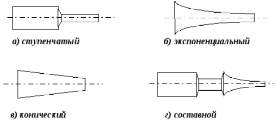
Рис. 1 Внешний вид волноводов
Длительность процесса сварки зависит от свариваемого металла и его толщины, для малых толщин она исчисляется долями секунды.
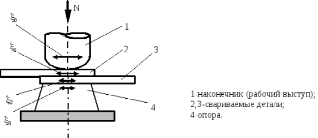
Рис.2 Схема процесса УЗС металлов
Колебания наконечника поляризованы в плоскости, совпадающей с поверхностью верхней пластины.
Колебания наконечника (рабочий выступ, инструмент) вызывают колебания пластин и опоры с амплитудами x1, x2, x3, причем x0>x1>x2>x3, так как в каждой из областей «наконечник-деталь», «деталь-деталь», «деталь-опора» происходит поглощение энергии колебаний. Процесс сварки начинается с взаимодействия микронеровностей соединяемых поверхностей под действием силы N, происходит их деформация. После включения УЗК в результате относительных колебаний соединяемых поверхностей контактирующие микронеровности испытывают сдвиг и частично деформируются , происходит сближение, очистка поверхности, возникают зоны схватывания и т.д. [2]
В начальный момент действия ультразвуковых колебаний на свариваемых поверхностях возникает сухое трение, приводящее к разрушению окисных пленок и пленок из адсорбированных газов и жидкостей. После образования ювенильных поверхностей процесс сухого трения переходит в чистое трение, которое сопровождается образованием узлов схватывания. Схватыванию способствуют малая амплитуда колебания трущихся поверхностей и возвратно-поступательный характер этих колебаний. Металлографические исследования образцов различных металлов, сваренных на различных режимах сварки (мощности, продолжительности, при различных давлениях), не обнаружили в зоне сварки литой структуры или воздействия на металл высоких температур. Установлено, что температура в зоне сварки не выше, чем 0,6 от температуры плавления. [2]
Некоторые данные по температуре (t°) в зоне сварки приведены в таблице 1.
Таблица 1
|
Материал |
d, мм |
Режим сварки |
Темпера- |
|
|
Продолжительность сварки, с |
P сжатия , кгс(дан) |
тура, °С |
||
|
Алюминий |
0,5 + 0,5 |
0,5 |
¾ |
200¸300 |
|
Медь |
1,0 + 1,0 |
1,5 |
440 |
300¸500 |
|
Цинк |
0,85 + 0,85 |
0,6 |
220 |
100¸150 |
|
Железо |
0,4 + 0,4 |
0,4 |
260 |
800¸900 |
Свариваемость металлов ультразвуком определяется:
Сварное соединение при правильном режиме сварки обладает прочностью, равной прочности основного металла. [2]
Основной узел машины для УЗС — магнитострикционный преобразователь. Его схема для точечной сварки имеет следующий вид.
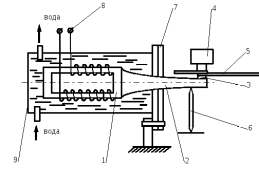
Рис.3 Схема установки точечной сварки
1-магнитострикционный преобразователь; 2-волновод; 3-выступ; 4-привод сжатия (механизм сжатия); 5-изделие; 6-маятниковая опора; 7-диафрагма; 8-токоподвод; 9-кожух водяного охлаждения.
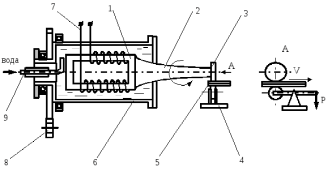
Рис.4 Схема установки для шовной сварки
1-магнитострикционный преобразователь; 2-волновод; 3-сваривающий ролик; 4-прижимной ролик; 5-изделие; 6-кожух преобразователя; 7-подвод тока для магнитострикционного преобразователя; 8-привод вращения; 9-подвод охлаждающей воды.
Обмотка магнитострикционного преобразователя питается током высокой частоты от ультразвукового генератора. Механические колебания передаются и усиливаются волноводом. На конце волновода имеется рабочий выступ. При сварке высокочастотные упругие колебания передаются через волновод на рабочий выступ в виде горизонтальных механических перемещений высокой частоты.
В общем случае ровные и чистые (тщательно обработанные) контактные поверхности свариваются лучше.
Грубая механическая обработка свариваемых поверхностей, наличие поверхностных пленок ухудшают свариваемость (хотя УЗС можно сваривать металлы и без предварительно снятой изоляции).
Подготовка поверхностей деталей путем химического травления, обезжиривания увеличивает прочность соединения.
1. Должен выдерживать высокочастотные нагружения длительное время (иметь высокий процент выносливости).
2. Его поверхность должна быть высокого качества.
3. Материал наконечника не должен обладать адгезией к свариваемому материалу , то есть не должен привариваться к нему (т.е. без зачистки получать от 4 до 10 тысяч сварных точек).
4. Истирание поверхности сварочного наконечника происходит за счет его возвратно-поступательного движения со скоростью относительного перемещения 2¸4 м/с и при Pсв £ 100 МПа.
Для меди наконечники выполнены наплавкой электродом ЭА-925 (HRC наплавки 22¸25).
Для алюминия — электродом ОЗН1
Форма наконечника зависит от свариваемого изделия. При сварке листовых материалов он должен быть плоским.Этот вид сварки происходит при угловых вибрационных движениях одной или обеих заготовок, или при возвратно-поступательном движении (сварка вибротрением).
На практике подобный вид сварки получил применение только для сваривания термопластов и реактопластов между собой. [2]

Рис.5 Форма сварочного наконечника