
В настоящее время применение пластмасс все больше распространяется в строительстве. Пластмассы являются перспективными конструкционными материалами. Их используют как заменители металлов и других материалов, как средство защиты металлических конструкций от коррозии, а также как самостоятельный конструкционный материал, обладающий многими положительными свойствами. Для эффективного применения пластмасс в конструкциях большое значение имеет соединение элементов между собой, в частности их сварка. Технологии сварки пластмасс, получившие за последние годы большое развитие, достаточно разнообразны. В настоящей работе рассмотрены некоторые из них.
1. Пластмассы и их структурные свойства
Свариваемость пластмасс во многом зависит от их структурных свойств. Поэтому для выбора подходящей технологии сварки необходимо знать состав, строение и свойства пластмасс.
Пластические массы, Стабилизаторы, Пластификаторы, Наполнители
Свойства пластмасс определяются их основой — полимером. Основой пластмасс являются высокомолекулярные соединения, которые состоят из гигантских молекул линейной, разветвленной или пространственной
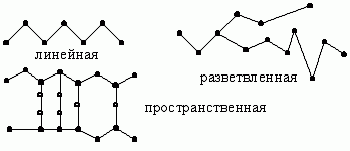
Рисунок 1. Молекулярная структура полимеров
линейной структурой
разветвленной структурой
пространственной структурой
термопластов
Реактопласты
Основные виды и особенности сварки пластмасс
Сварка пластмасс — это процесс неразъёмного соединения термопластов и реактопластов, в результате которого исчезает граница раздела между соединяемыми деталями.
реактопластов
термопластов
термопластов
К первому виду сварок относятся сварка нагретым элементом, сварка горячим воздухом (газом), экструзионная и инжекционная сварка. Ко второму — электрическое соединение, ультразвуковая и высокочастотная сварка, сварка трением и др. Отличительной особенностью сварки пластмасс является то, что процесс соединения происходит при температуре выше температуры размягчения, но ниже температуры разложения при вязко-текучем состоянии полимера под давлением.
- Сварка нагретым элементом
оплавлением
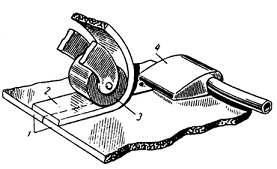
Рисунок 2. Сварка нагретым элементом. 1 — свариваемые заготовки; 2 — лента из фторопласта; 3 — прижимной ролик; 4 — нагретый элемент.
Сварка сварных соединений газопроводов
... с трубами, производится деталями с закладными электронагревателями. Сварк у полиэтиленовых газопроводов деталями с закладными электронагревателями, выполнить аппаратами, осуществляющими регистрацию ... с фитингами производится деталями с закладными электронагревателями. Сварк у полиэтиленовых газопроводов соединительными деталями с закладными электронагревателями выполнить аппаратами, осуществляющими ...
оплавлением
Прочность изделий из пластмасс определяется также конструкцией соединения. Типы сварных соединений, выполняемых сваркой оплавлением, представлены на рисунке 3.
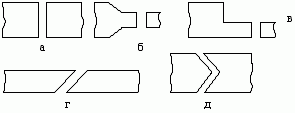
Рисунок 3. Типы сварных соединений, выполняемые контактно-тепловой сваркой оплавлением
Оплавление кромок фигурным нагревателем приводит к повышению прочности сварного соединения за счет увеличения поверхности соединения.
Сварку оплавлением применяют для соединения листов, сварки пластиковых труб, пластин и блоков с подготовкой кромок механической резкой.
проплавлением
В зависимости от свойств свариваемого материала, толщины прокладок, температуры инструмента продолжительность сварки составляет 3-5 с. Для предупреждения коробления детали охлаждают под давлением.
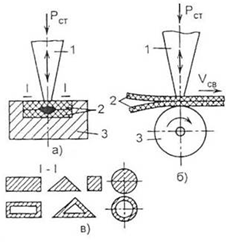
Контактно-тепловой сваркой проплавлением соединяют листы и пленки толщиной до 2-3 мм в нахлестку. Изменяя величину нахлестки, можно изменять прочность сварного шва в широких пределах. Конструкция сварных соединений представлена на рисунке 4.
пластмасса полимерный сварка контактный
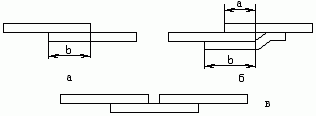
Рисунок 4. Конструкция сварных соединений пленок: а — нахлесточное; б, в — с накладками
- Сварка горячим воздухом (газом)
При этом типе сварки используется горячий воздух (газ) для нагревания поверхности пластмассы. Окисление пластмассы может ослабить сварное соединение. При возникновении данной проблемы горячий воздух заменяют горячим газом (например, азот), поскольку содержащаяся в воздухе влажность может усиливать окисление. Что касается устойчивости температуры, у сварочных установок с горячим газом имеется преимущество перед сварочными установками с горячим воздухом.
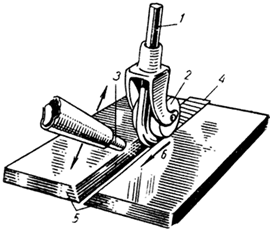
Рисунок 5. Сварка горячим газом. 1 — присадочный пруток; 2 — ролик; 3 — горелка; 4 — сварной шов; 5 -свариваемые заготовки; 6 — направление сварки
- Экструзионная сварка
В данном виде сварки используется шнековый механизм (винтовой транспортер), который перемещает стержень или гранулы (в зависимости от размера электрода) через цилиндр. Внутри цилиндра происходит смешивание пластмасс, их сжатие и расплавление. Винтовой транспортер толкает расплавленную пластмассу через сварочную установку сквозь «ползун», создавая наплавленный валик. Экструзионная сварочная установка осуществляет предварительное нагревание сварной области с помощью горячего воздуха или газа.[2]
- Инжекционная сварка
Эта система сварки использует сочетание разогретого наконечника и давления инжекции для формования сварных соединений. Горячий (заменяемый) наконечник разогревает поверхность пластмассы и создает зону сварного соединения, в которую впрыскивается расплавленная пластмасса. При этом не происходит реального физического смешивания сварного шва и пластмассы. В охлажденном состоянии это сварное соединение самое прочное из тех, что можно получить с помощью данной группы технологий. Поскольку наконечник вызывает растрескивание поверхности пластмассы, нет необходимости осуществлять подготовку поверхности, если только нет сильного загрязнения. Это позволяет сэкономить время при производстве сварочных работ.
Оборудование для газовой сварки и резки металлов
... оборудование для газовой сварки Проводится сварка газовой горелкой – главным инструментом в работе по газовым операциям нагревания, наплавки, пайки, сварки. ... кислородом. Технология газовой сварки предполагает создание прочных соединений посредством ... газовой сварке труб, имеют положение сварного шва в пространстве и используемый способ сварки деталей. Рассчитав мощность пламени, необходимую для сварки ...
Далее представлены виды сварочных технологий, относящиеся ко второму типу:
- Электрическое цокольное соединение
В этой технологии используется электрический патрон для сварки пластмассовых деталей (таких как полиэтиленовые трубы).
Электрическая энергия нагревает медную проволоку внутри патрона, пластмасса плавится и расширяется, давление расширения соединяет детали.
- Ультразвуковая сварка
При ультразвуковой сварке используется акустический инструмент для передачи энергии вибрации через пластмассовые детали в область сварки. Трение вибрирующих молекул создает тепло, которое расплавляет и сваривает пластмассу. Когда пластмасса достигает состояния расплава, вибрация прекращается. Давление применяется по мере отверждения расплавленной пластмассы. Такая система используется для сваривания мелких деталей.
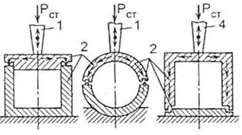
Рисунок 6. Придаточная ультразвуковая сварка. 1 — инструмент-волновод; 2 — свариваемые детали
- Высокочастотная сварка
Высокочастотная сварка в отличие от ультразвуковой, соединения которой похожи на штамповку, позволяет достичь непрерывности сварных соединений. Типичным применением данного типа сварки является сваривание тонких материалов.
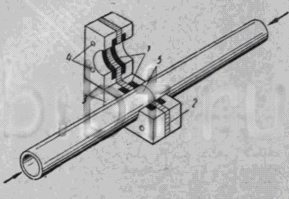
Рисунок 8. Сварка труб токами высокой частоты.
- Сварка трением
Сваркой трением соединяют круглые пластмассовые детали с помощью их прижимания друг к другу в процессе кругового вращательного движения. При этом одну деталь держат неподвижно, а вторую вращают. Трение между двумя деталями вырабатывает тепло, которое в свою очередь вызывает расплавление и слияние (при охлаждении).
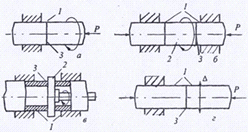
Рисунок 9. Сварка трением
- Вибрационная сварка
При данном типе сварки поверхности свариваемых деталей нагреваются за счет вибрации, что вызывает их расплавление и создание сварного соединения.
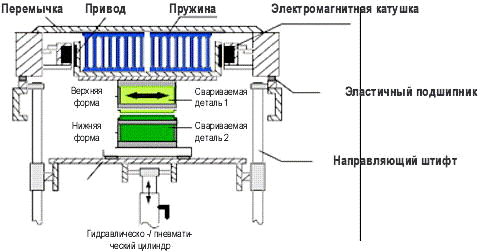
Рисунок 10. Схема вибрационной сварки
10. Лазерная сварка
Лазерная сварка бывает трех видов: сварка по контуру, синхронная и квазисинхронная сварка. При сварке по контуру слои соединяются лазерным лучом, который передвигается и расплавляет пластмассы по шву, или же прижатые друг к другу слои перемещаются вдоль зафиксированного лазерного луча.
При синхронной сварке лазерные лучи от нескольких диодов направлены на линию контура шва, вызывая одновременное плавление и сваривание всего профиля.
Контактная сварка деталей и материалов
... всех сварных соединений выполняются различными способами контактной сварки. Контактной сваркой можно успешно соединять практически все известные конструкционные материалы. Точечная сварка - наиболее распространенный способ, на долю ... 10-30мм. Точечной сваркой соединяются элементы жесткостей и крепёжные детали с листами, тонкостенными оболочками и панелями. Контактная сварка, применяется, как правило, ...
Квазисинхронная сварка представляет собой сочетание сварки по контуру и синхронной сварки. Зеркала направляют лазерный луч на больших скоростях вдоль свариваемой детали, в результате чего весь контур постепенно нагревается и расплавляется.
Рисунок 11. Лазерная сварка. Слева направо: сварка по контуру, синхронная сварка, квазисинхронная сварка.
Для всех перечисленных видов сварки характерны следующие основные параметры: температура сварки, время нагрева (оплавления), величина давления при нагреве и осадке, время осадки и выдержки под давлением, величина и скорость осадки, глубина проплавления.
Температура нагрева при сварке с помощью сварочных аппаратов стыковой сварки и последующее охлаждение определяются кинетикой тепловых процессов, структурными превращениями в шве и околошовной зоне. При этом не должно происходить разложение полимера, иначе качество сварного шва снизится. Температуру нагревательного элемента обычно устанавливают на 100-120 0 С выше температуры плавления термопласта.
Нужно также избегать резкого охлаждения сварного шва (водой или холодным воздухом), так как это может привести к возрастанию внутренних напряжений в нем.
Величина давления и скорость осадки при сварке должны обеспечить удаление прослоек (газовая и окисленный слой).
Давление позволяет молекулам пластмасс смешиваться. При сварке пластмасс наилучшее соединение получается тогда, когда не происходит реального физического смешивания пластмассовых материалов. Если давление слишком низкое или слишком высокое, качество сварного шва ухудшается.
Прочность сварных соединений увеличивается с повышением длительности сварки и температуры торцов оплавляемых деталей только до определенного предела, до температуры активного разложения полимера. С увеличением давления при осадке прочность сварных соединений возрастает.
Прочность по сечению шва имеет максимальное значение в середине стыка. Это объясняется течением расплава в процессе формирования и остывания шва. Течение расплава особенно интенсивно в периферийной зоне.
При производстве сварочных работ нужно помнить следующее. Во-первых, нельзя сваривать вместе различные виды пластмасс, так как у каждой пластмассы своя молекулярная структура и температура сварки. Во-вторых, для сварки с использованием большинства сварочных систем необходимо провести подготовку поверхности пластмассы, что необходимо для получения качественного сварного соединения. Подготовка поверхности уменьшает окисление и удаляет прочие загрязняющие вещества, такие как жир, пыль, устраняет поверхностные повреждения.
Также нужно помнить и то, что не существует универсального способа сварки. Вид сварки выбирается в зависимости от молекулярной структуры и свойств свариваемой пластмассы, а также от размеров изделия.
Библиографический список
[Электронный ресурс]//URL: https://inzhpro.ru/referat/svarka-plastmass/
1. Волков С. С., Орлов Ю. Н., Астахова Р. Н., Сварка и склеивание пластмасс. М., 1972. — 398 с.;
2. Лекки Б. Сварка пластмасс: основы. www.omnexus.com;
Сварка, склеивание пластмасс
... сварки. Сварка сегодня - механизированный и автоматизированный процесс, позволяющий получить более качественные сварные швы. Однако, наряду с механизацией и автоматизацией сварочных процессов, сегодня велика доля ручной сварки. Чтобы совершенствовать ручную сварку пластмасс, ...
— Николаев Г. А., Ольшанский Н. А., Новые методы сварки металлов и пластмасс. М., 1966. — 220 с.;
— Тростянская Е. Б., Комаров Г. В., Шишкин В. А., Сварка пластмасс. М., 1967. — 365 с.