
Характеристика и критерии выбора деталей, предназначенных для механической обработки на РТК типа «станок – промышленный робот (ПР)»
Около 60% заготовок деталей (полученные методами прокатки, ковки, штамповки, литья, сварки) подвергаются механической обработке.
Для определения номенклатуры деталей, механическая обработка которых технически возможна и целесообразна на РТК типа «станок – ПР», необходимо учитывать следующие факторы:
- конструкцию детали (т.е. геометрическую форму и взаимное расположение ее элементов);
- вид и состояние заготовки, поступающей на обработку;
- технические требования,
- предъявляемые к детали;
- габариты и массу детали.
Конструкции деталей
1) наличие однородных по форме и расположению поверхностей для базирования и захвата, позволяющих без дополнительной выверки устанавливать детали на станок с помощью универсальной технологической оснастки (центров, патронов, пневмотисков и т.п.);
2) наличие явно выраженных поверхностей, с помощью которых детали можно транспортировать и складировать около станков в ориентированном виде, используя для этого стандартизованную вспомогательную оснастку (ящики, поддоны и т.п.);
3) возможность унификации технологических процессов и типов технологического оборудования в целях применения группового метода обработки.
Учитывая указанные требования, а также технические параметры и уровень автоматизации современных ПР и станков, для механической обработки на РТК типа «станок – ПР» рекомендуются следующие детали:
1) гладкие и ступенчатые валы (прямоосные и эксцентриковые) диаметром до 160 мм и длиной до 2000 мм;
2) диски, фланцы, кольца, гильзы и втулки диаметром до 400 мм и длиной до 250 мм;
3) плоские и объемные детали простейшей формы (планки, крышки, шпонки, угольники, коробчатые детали и т.п.) размерами (длина х ширина) до 1000X1000 мм.
Поскольку при выборе ПР определяющим фактором является его грузоподъемность, важным показателем обрабатываемых на РТК деталей становится их масса, рекомендуемые значения которой составляют 1 – 250 кг для деталей типа тел вращения и 1 -500 кг для плоских и объемных деталей.
Детали типа тел вращения по размерам (наружный диаметр D, длина L) и массе т условно подразделяются на следующие группы:
Детали типа валов (L ![]() 2D)
2D)
Проектирование технологического процесса механической обработки детали типа вал
... проекта – получение навыков разработки технологического процесса на изготовление деталей. 1 Исходная информация для разработки курсового проекта Целью данного курсового проекта является закрепление знаний по предмету «Технология Машиностроения» и разработка технологического процесса производства детали типа вал с полным обоснованием ...
№ группы 1 2 3 4 5
D, мм – до 50 30–80 40–125 50–160 50–160
L, мм – до 500 500–1000 710–1400 1000–1400 1400–1200
m, кг – до 10 до 40 до 80 до 100 до 250
Детали типа фланцев (L ![]() 2D)
2D)
№ группы 1 2 3 4
D, ММ – до 160 до 250 до 320 до 400
L, мм – до 200 до 200 до 250 до 250
m, кг – до 40 до 80 до 160 до 250
Детали плоские и объемные по размерам (длина L, ширина В) и массе m условно подразделяются на следующие группы.
Детали коробчатой формы (L ![]() В
В ![]() Н, где Н – высота детали)
Н, где Н – высота детали)
№ группы 1 2 3 4
ВхL, мм – До 300×300 До 500×500 До 800×800 До 1000×1000
m, кг До 40 До 160 До 250 До 500
Детали плоские (L ![]() В; Н < В/2)
В; Н < В/2)
№ группы 1 2 3 4
BxL, mm – До 300×300 До 500×500 До 800×800 До 1000×1000
m, кг – До 20 До 40 до 80 до 160
Анализ технологических процессов механической обработки
Автоматизация механической обработки с помощью ПР осуществляется как путем создания РТК на базе имеющегося на предприятиях оборудования, так и путем оснащения предприятий серийными РТК, выпускаемыми станкостроительными заводами. Создание РТК на базе имеющегося оборудования требует модернизации станков, предназначенных для встраивания в РТК, а также соответствующей организации хранения и транспортирования деталей, обрабатываемых на РТК. Поэтому созданию РТК должны предшествовать предварительный технологический анализ и разработка необходимой технологической и технической документации.
группового метода обработки деталей
1) на основе соответствующих критериев установить номенклатуру деталей-представителей;
2) разработать типовые технологические процессы обработки таких деталей;
3) выбрать технологическое оборудование, обеспечивающее механическую обработку основных поверхностей деталей и пригодное (по уровню автоматизации) для встраивания в РТК.
При разработке технологического процесса обработки
1) максимально возможную концентрацию технологических операций на станках с ЧПУ, позволяющую сократить число переустановки деталей в процессе обработки, повысить точность обработки и уменьшить время производственного цикла;
2) укомплектование станков технологической оснасткой, обеспечивающей при легкой и быстрой переналадке точное базирование и надежное крепление деталей (в широком диапазоне их размеров) в процессе обработки;
Гибкие производственные системы (ГПС) механической обработки деталей
... деталей при максимальной концентрации операций на отдельных единицах оборудования, что позволяет сократить количество оборудования и число переустановок, улучшить качество обработки и уменьшить продолжительность производственного ... различных видов роботизации. Основные схемы ГПМ включают следующие группы оборудования: транспортное оборудование (подающее, приемо-передающее, приемное устройство); ...
3) тщательную подготовку баз на обрабатываемых изделиях, гарантирующую выполнение заданных чертежами технических требований (обработка базовых поверхностей может производиться как на оборудовании РТК, так и вне РТК перед поступлением детали на комплекс).
На РТК рекомендуется выполнять только отработанные, проверенные технологические операции, время выполнения которых не превышает нормативного периода стойкости режущего инструмента.
Технологическое оборудование, входящее в состав РТК, желательно выбирать таким образом, чтобы положение оси детали при ее транспортировании и обработке было постоянным (горизонтальным или вертикальным).
К заготовкам
1) отсутствие заусенцев на кованых и катаных заготовках и прибылей на литых заготовках; обязательная зачистка швов на сварных заготовках;
2) заготовки из легированных труднообрабатываемых сталей должны быть подвергнуты отжиму (улучшению);
3) литые заготовки из чугуна и цветных металлов должны быть зачищены и не иметь литников, прошпатлеваны, проверены на размерную точность (последнее относится к ответственным отливкам).
При создании РТК рекомендуется их специализация по двум группам выполняемых операций:
1) РТК для черновых и получистовых операций, на которых снимается основной объем стружки;
2) РТК для отделочных (финишных) операций, на которых достигается требуемая точность обработки.
Требования к оборудованию РТК механообработки
Общие требования к РТК заключаются в следующем:
1) планировка РТК должна обеспечивать свободный, удобный и безопасный доступ обслуживающего персонала к основному и вспомогательному оборудованию и органам управления РТК;
2) планировка должна исключать пересечение трасс следования ПР и оператора в процессе работы ПР по программе;
3) РТК должен быть обеспечен средствами защиты от возможного проникновения человека в зону действия ПР (светозащита, ограждения, звуковая сигнализация, защитные сетки и др.), причем автономно функционирующие средства защиты должны работать одновременно, подстраховывая друг друга;
4) размещение средств защиты РТК не должно: ограничивать технологических возможностей основного оборудования и ПР; ухудшать удобство их обслуживания; препятствовать визуальному наблюдению оператора за ходом технологического процесса;
5) размещение средства управления РТК должно обеспечивать свободный и быстрый доступ к органам аварийного отключения ПР и безопасность оператора при управлении ПР в наладочном режиме;
6) планировка РТК должна обеспечивать беспрепятственное перемещение оператора вне рабочего пространства ПР в течение работы ПР по программе, а также возможность наблюдения оператором за ходом выполнения производственных операций и состоянием оборудования;
3.1 Требования к металлорежущим станкам, входящим в состав РТК
При выборе станков, рекомендуемых для встраивания в РТК, следует руководствоваться определенными критериями, основные из которых следующие.
1. Распространенность и перспективность станков, выпускаемых серийно», а также планируемых к серийному выпуску. Целесообразно также создавать РТК на базе широко распространенных в машиностроении моделей станков, имеющихся на данном предприятии.
2. Возможность реализации заданного технологического процесса обработки типовых деталей в условиях разной серийности их выпуска. Исходя из этого рекомендуется включать в состав РТК следующие станки-полуавтоматы, предназначенные для обработки деталей из штучных заготовок: токарные патронные и центровые (горизонтальной и вертикальной компоновки); токарно-револьверные; токарные многорезцовые и многошпиндельные; токарно-лобовые; фрезерно-центровальные и подрезные центровальные; вертикально-сверлильные; многоцелевые; фрезерные с крестовыми столами; плоско-, внутри- и круглошлифовальные станки (горизонтальной и вертикальной компоновки); шлице-фрезерные и шлице-шлифовальные; шпоночно-фрезерные; протяжные (для внутреннего и наружного протягивания); резьбо-фрезерные и резьбо-шлифовальные; отделочно-расточные станки; агрегатные (состоящие из унифицированных узлов); зубообрабатывающие.
3. Размерные параметры станков. Поскольку РТК создаются в основном для обработки изделий массой до 500 кг, в состав комплексов рекомендуется включать станки, имеющие следующие основные размеры: диаметр обрабатываемой детали при установке над станиной Dy до 320 мм и расстояние между центрами до 2000 мм – для центровых станков (токарных, круглошлифовальных и др.); Dy до 630 мм – для станков токарных патронных, токарно-лобовых, внутришлифовальных, зубообрабатывающих; размер стола в плане (длинах ширина) до 1600X630 мм – для сверлильно-фрезерно-расточных станков с прямоугольными столами; диаметр стола до 2000 мм – для станков с круглыми столами.
4. Уровень автоматизации ставка – основной критерий, определяющий возможность включения станка в состав РТК. Чем выше уровень автоматизации, тем с меньшими конструктивными переделками (как правило, путем незначительной модернизации) возможен переход станка на работу в автоматическом режиме, в комплексе с ПР; при этом станок может достаточно быстро переналаживаться на обработку нового изделия. Следует также учитывать степень автоматизации вспомогательных операций (контроль деталей, отвод и подвод заграждений, вывод стружки и др.).
Поэтому в состав РТК рекомендуется в первую очередь включать станки с ЧПУ и цикловым программным управлением и станки-полуавтоматы.
Совместная работа станков с ПР требует доработки электрической схемы станка в целях обеспечения обмена необходимой информацией между станком и ПР. Такой обмен осуществляется с помощью команд, поступающих из электросхемы станка в электросхему ПР и наоборот.
Расположение и размеры зоны загрузки станка. Под зоной загрузки понимается часть рабочей зоны станка, в которую поступает заготовка перед ее загрузкой в зажимное приспособление станка.
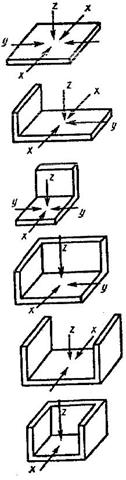
Типовые схемы зон загрузки станков
Как видно из таблицы 1 все двенадцать схем имеют определенные ограничения с точки зрения возможности входа заготовки в зону загрузки. Каждая из этих зон рассматривается как куб, в который заготовка может войти с пяти сторон по трем осям координат ( X, Y и Z ).
Точка пересечения этих осей привязана к оси симметрии установочного приспособления станка, а ось X условно направлена по ходу руки ПР. т.е. перпендикулярно передней стороне станка.
Схема 10, обеспечивающая вход заготовки по трем осям с пяти сторон, характерна для станков, в зону загрузки которых детали подаются установленными на приспособления-спутники. Последующие схемы (в связи с наличием ограничительных плоскостей, что обусловлено конструктивными особенностями станков) постепенно сужают возможности входа заготовки е зону загрузки (например, схема 120 обеспечивает вход заготовки только по одной оси и только с одной стороны).
Анализ показывает, что наибольшее число станков (около 30%) имеет зону загрузки по схеме 60 (загрузка возможна по двум осям с двух сторон), а 25% общего числа станков – зону загрузки по схеме 30 (загрузка возможна по трем осям с четырех сторон).
Процесс загрузки станков с помощью ПР условно подразделяется на три этапа:
1) транспортирование заготовки от места хранения к станку (способ реализации этого этапа зависит от компоновки РТК и конструктивного исполнения ПР);
2) перемещение заготовки в зону загрузки станка (способ реализации этого этапа зависит от формы и взаимного расположения ограничительных плоскостей зоны загрузки;
3) ввод заготовки в базирующее (установочное) приспособление станка, осуществляемый посредством ориентирующих движений ПР (способ реализации этого этапа зависит от расположения приспособления на одной из ограничительных плоскостей зоны загрузки и принципа действия самого приспособления).
станки,
1) автоматический зажим и освобождение детали на станке;
2) точное и надежное базирование детали в установочном приспособлении станка;
3) отделение отходов (стружки, шлама) от детали в процессе резания и механизированное удаление их из зоны обработки;
4) автоматизацию контроля отдельных параметров детали в процессе обработки;
5) автоматизированную смену инструмента в процессе обработки;
6) связь систем управления и электросхем станка и ПР, обеспечивающую полностью автоматический цикл работы РТК;
7) возможность безопасного (для обслуживающего персонала) и беспрепятственного доступа (желательно сзади или сверху) руки ПР в рабочую зону станка в процессе загрузки – разгрузки последнего;
8) автоматизацию перемещения ограждения; 19) надежность работы станка и всего РТК.
Таблица 1
| Типовые схемы зон загрузки станков | Типовые схемы зон загрузки станков | ||
| Обозначение | Эскизы | Обозначения | Эскизы |
|
10 |
 |
70 | 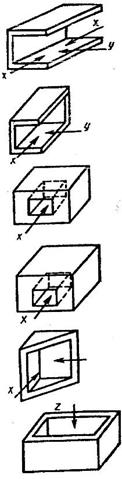 |
|
20 |
80 | ||
|
30 |
90 | ||
|
40 |
100 | ||
|
50 |
110 | ||
| 60 | 120 | ||
Кроме того, станки должны быть укомплектованы легко переналаживаемой технологической оснасткой, обеспечивающей точное базирование и надежное крепление деталей в широком диапазоне их размеров в процессе обработки.
Требования к промышленным роботам
ПР должны осуществлять
1) установку заранее ориентированных заготовок в рабочую зону станка;
2) снятие деталей со станка и раскладку их в тару или укладку в магазин (конвейер);
3) кантование деталей;
4) выдачу технологических команд для управления технологическим оборудованием;
5) транспортирование деталей между станками.
Основные требования
1) конструктивные и технологические параметры ПР (грузоподъемность, скорость перемещения рабочих органов, точность позиционирования, размеры рабочей зоны, тип программного управления) должны соответствовать параметрам станков, для обслуживания которых они предназначаются;
2) применение ПР должно обеспечить: повышение производительности станков не менее чем на 20%; повышение качества обработки; повышение коэффициента загрузки станков в 2 – 2,5 раза; снижение трудоемкости на единицу продукции в 2 – 2,5 раза;
3) ПР должен иметь число степеней подвижности, обеспечивая при этом необходимый объем операции при обслуживании как станка, так и вспомогательного оборудования РТК;
4) достаточная степень универсальности, позволяющая при переходе РТК на обработку нового изделия обходиться минимальной переналадкой ПР;
5) высокая надежность, обеспечивающая наработку ПР на отказ не менее 1000 ч;
6) наличие зоны безопасности, находясь в которой обслуживающий персонал может беспрепятственно наблюдать за процессом резания и в случае аварийной ситуации принимать соответствующие меры, не подвергаясь при этом возможности быть травмированным ПР.
в двух направлениях
Требования к вспомогательному оборудованию и технологической оснастке РТК
Вспомогательное оборудование входящее в РТК типа «станок-ПР», состоит из транспортно-накопительных устройств, обеспечивающих непрерывную работу РТК в автоматическом цикле в течение заданного времени.
Функции транспортно-накопительных устройств следующие:
1) накопление определенного числа ориентированно расположенных заготовок на исходной позиции РТК;
2) поштучная выдача заготовок в определенное место, где они захватываются ПР;
3) транспортирование изделий внутри РТК с сохранением их ориентации и передача их на последующие участки;
4) переориентация изделий между станками РТК (при необходимости);
5) хранение межоперационного задела и задела, предназначенного для другого РТК.
определяются
Параметрами обрабатываемых деталей определяются форма и размеры ложементов (призмы, штыри, отверстия и т.д.) для установки деталей. Серийностью и штучным временем обработки определяется вместимость вспомогательных устройств. Вспомогательное оборудование должно создаваться на базе унифицированных элементов для возможности его быстрой переналадки
Выбор технологической оснастки
1) ПР сам по себе не обеспечивает требуемую для обработки точность базирования детали в приспособлении. Поэтому технологическая оснастка должна обеспечивать: возможность установки в ней детали с помощью ПР заданной модели; требуемую точность базирования; надежность закрепления детали в процессе обработки;
2) чтобы гарантировать правильное положение детали в базирующем приспособлении станка, желательно оснастить РТК контрольными датчиками, фиксирующими положение детали перед началом обработки и расположенными как на захватном устройстве ПР, так и на самом станке;
3) необходимо предварительно проверить, можно ли имеющуюся на станке технологическую оснастку приспособить для работы в условиях РТК без ее модернизации.
Список литературы
[Электронный ресурс]//URL: https://inzhpro.ru/referat/robotizirovannyie-tehnologicheskie-kompleksyi/
1.Роботизированные технологические комплексы/ Г.И. Костюк, О.О. Баранов, И.Г. Левченко, В.А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214 с.
2.Широков А.Г. Склады в ГПС. – М.: Машиностроение, 1988. – 216 с.