
В состав РТК гальванообработки входят (рис.1):промышленный робот (ПР) портального типа, два накопителя и две технологических установки (ванны), в которых происходят процессы гальванической обработки деталей. Перемещение обрабатываемых деталей, находящихся в специальных поддонах, выполняет ПР.
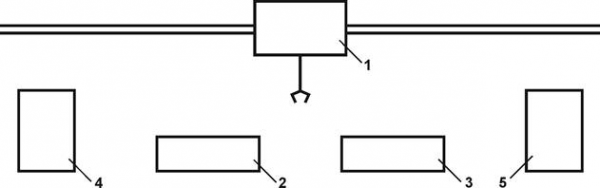
1. Промышленный робот портального типа;
2. Ванна 1;
3. Ванна 2;
4. Накопитель 1;
5. Накопитель 2.
Рисунок 1 РТК гальванообработки
В общем случае отдельными элементами (тактами) технологического цикла работы РТК являются:
1. Перемещение ПР к накопителю 1
2. Перемещение ПР к накопителю 2
3. Перемещение ПР к ванне 1
4. Перемещение ПР к ванне 2
5. Выдвижение руки ПР
6. Задвижение руки ПР
7. Зажим схвата ПР
8. Разжим схвата ПР
9. Гальванообработка деталей в ванне 1
10. Гальванообработка деталей в ванне 2
Варианты последовательности выполнения приведенных циклов указаны в таблице 1.
ПР осуществляет захват деталей (см. табл. 1), находящихся в поддоне в накопителе 2 и их перемещение в ванну 2 (такты с 1-6).
Начинается гальванообработка деталей в ванне 2 (такт 7).
Одновременно с этим (такт 7) выполняется разжим схвата ПР, задвижение руки (такт 8) и перемещение ПР к накопителю 1 (такт 9).
При этом в ванне 2 продолжается гальванообработка деталей. ПР осуществляет загрузку деталей из накопителя 1 в ванну 1 (такты 10-14).
Начинается обработка деталей в ванне 1 (такт 15).
Одновременно с этим (такт 15) выполняется разжим схвата ПР, задвижение руки (такт 16).
При этом в ванне 1 продолжается обработка. ПР перемещается к ванне 2, извлекает обработанные детали и перегружает их в накопитель 2 (такты 17-24).
Затем ПР перемещается к ванне 1, извлекает обработанные детали и перегружает их в накопитель 1 (такты 25-32).. После этого цикл работы РТК повторяется.
Исходные данные
| Параметр | Значение |
| Номер задания | 3 |
| Номер варианта | 3 |
| Время гальванообработки в ванне 1, с | 20 |
| Время гальванообработки в ванне 2, с | 60 |
| Язык программирования ПЛК | язык релейных диаграмм LD |
Таблица 1. Последовательность циклов работы РТК гальванообработки
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 2 | 5 | 7 | 6 | 4 | 5 |
8 10 |
6 10 |
1 10 |
5 10 |
7 | 6 | 3 | 5 |
8 9 |
| 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 |
|
4 9 |
5 9 |
7 | 6 | 2 | 5 | 8 | 6 | 3 | 5 | 7 | 6 | 1 | 5 | 8 |
Реферат
Курсовая работа: 27стр., 3 рис., 7 табл., листинг программы, 5 источников, приложения.
Задание на курсовое проектирование, расчетно-пояснительная записка, графическая часть.
На примере системы управления РТК гальванообработки рассматривается один из возможных вариантов автоматизации процесса гальванообработки. Приведено обоснование необходимости автоматизации данного технологического объекта, разработаны техническое задание и локальная система управления данным объектом. В графической части приведены общий вид объекта, циклограмма работы системы, релейно-контактный эквивалент программы управления, структурная схема системы управления и электрическая схема подключения датчиков и исполнительных устройств к устройству управления.
Введение
Темой курсовой работы является разработка автоматизированной системы управления РТК гальванообработки. Целью курсовой работы является разработка автоматизированной системы управления РТК гальванообработки.
Задача автоматизации в данном случае является целесообразной, так как здесь мы не только освобождаем человека от выполнения рутинных операций, но также исключаем присутствие человека на вредном для его здоровья производстве. Когда речь идет о здоровье человека, то любая возможность улучшить условия труда должна использоваться, поэтому тема автоматизации вредных производств всегда будет актуальна. В этом случае можно даже пойти на серьезные финансовые расходы, которые, на первый взгляд, могут показаться неоправданными с экономической точки зрения, так как автоматизированные системы на вредных производствах работают в тяжелых условиях, поэтому их разработка обходится дороже, а расходы на эксплуатацию таких систем выше по сравнению с эксплуатацией систем, работающих в более щадящих условиях.
Кроме всего прочего повышение качества и себестоимости продукции в наше время не возможно без применения средств автоматизации. Грамотно спроектированные системы автоматизации рано или поздно себя окупают.
1. Обоснование необходимости автоматизации объекта
Общие обоснования автоматизации уже были коротко рассмотрены в предыдущем разделе. Здесь мы обоснуем необходимость автоматизации конкретного объекта, то есть необходимость автоматизации производственного участка гальванообработки.
1.1. Характеристика автоматизируемого технологического объекта
В состав РТК гальванообработки входят (рис. 1): промышленный робот (ПР) портального типа, два накопителя и две технологических установки (ванны), в которых происходят процессы гальванической обработки деталей. Перемещение обрабатываемых деталей выполняется ПР портального типа. Принцип работы РТК гальванообработки описан в разделе «Контрольное задание».
1.2. Анализ путей автоматизации объекта
При анализе объекта роботизации выделяют два пути проектирования роботизированного производства:
1. Роботизации подвергается существующий производственный (технологический) процесс;
2. Разрабатывается новый процесс изготовления изделий с использованием ПР.
В нашем случае мы имеем дело с первым вариантом, хотя второй вариант более рационален и перспективен, так как позволяет в полной мере использовать типовые технологические решения и групповые методы производства, а также шире внедрять принципы агрегатирования при построении производства РТС из унифицированных элементов [4].
Необходимость автоматизации участка гальванообработки обусловлена следующими факторами:
1.2.1. Экономический аспект
Здесь мы не приводим точных расчетов, так как речь идет о неком абстрактном производстве, и мы не знаем многих факторов, влияющих на экономический эффект, например, заработную плату рабочего, который выполнял данные операции до автоматизации системы. Однако, в связи с тем, что гальванообработка является вредным производством, где обычно к зарплате прибавляются различные надбавки за вредность, мы можем уверенно предположить, что автоматизация данного производственного процесса экономически целесообразна. Кроме того, система может работать круглосуточно. Для многих предприятий стоимость электроэнергии в ночное время меньше, чем в дневное, в то время как рабочее время ночью стоит дороже, чем днем — этот факт также играет в пользу автоматизации.
1.2.2. Социальный аспект
Социальный аспект — это освобождение рабочего от выполнения рутинных операций. К тому же любое химическое производство является вредным для здоровья (химически активная и загазованная среда, высокиетемпературы, большие физические нагрузки и высокий уровень производственных шумов), поэтому автоматизация химических производств — это одна из самых актуальных социальных задач. Кроме того, любое химическое производство — это повышенная травмоопасность. Возможность получения травмы кроме всего прочего несет в себе и экономическую угрозу, так как травма — это всевозможные страховые выплаты и потери рабочего времени. А когда речь идет о жизни человека, то можно пойти и на экономические убытки, чтобы автоматизировать опасное производство. Но в данном случае экономические убытки нам не грозят (см. п. 1.2.1).
1.2.3. Пути автоматизации объекта
Объект управления в нашем случае — это роботизированный технологический комплекс (РТК), который выполняет сложный технологический процесс, состоящий из отдельных операций. Задача управления этим процессом — связать отдельные операции и агрегаты в единую систему и обеспечить определенную последовательность работы, переходы из одного режима в другой при определенных условиях. Поэтому в качестве устройства управления дискретным технологическим процессом применим программируемый логический контроллер ПЛК-256.
Задача РТК состоит в том, чтобы взять деталь 2 из накопителя 2 и поместить ее для гальванообработки в ванну 2, затем взять деталь 1 из накопителя 1 и поместить ее для гальванообработки в ванну 1, после гальванообработки детали 2 взять ее из ванны 2 и поместить в накопитель 2, затем после гальванообработки детали 1 взять ее из ванны 1 и поместить в накопитель 1.
1.3. Техническое задание
1.3.1. Наименование и область применения
Наименование автоматизированной системы управления технологическим процессом (АСУТП) — РТК гальванообработки. АСУТП предназначена для управления РТК в автоматическом режиме и применяется для автоматизации процесса гальванообработки.
Краткая характеристика АСУТП:
Состав РТК гальванообработки:
1. Промышленный робот портального типа;
2. Ванна 1;
3. Ванна 2;
4. Накопитель 1;
5. Накопитель 2.
Устройство управления — ПЛК-256.
1.3.2. Основания для разработки
АСУТП разрабатывается на основании учебного плана специальности 220301 «Автоматизация технологических процессов и производств». Техническое задание утверждается преподавателем.
1.3.3. Цель и назначение разработки
Назначение разработки — автоматизация технологического процесса гальванообработки.
Цели разработки:
1. Освобождение человека от участия во вредном производстве.
2. Освобождение человека от выполнения тяжелых и монотонных операций.
3. Повышение качества продукции за счет исключения влияния человеческого фактора.
4. Повышение производительности оборудования.
5. Улучшение экономических показателей.
Проект системы управления выполняется на базе следующих источников:
1. Задания к курсовому проектированию [1]
2. РТК гальванообработки
1.3.5. Режимы работы объекта
Объект работает в автоматическом режиме. Человеком выполняется только включение и выключение объекта. Некоторые управляющие сигналы поступают от другой системы управления, которая в данной курсовой работе не рассматривается.
1.3.6. Условия эксплуатации системы управления
В соответствии с ГОСТ 21552-84 нормальными климатическими условиями для эксплуатации устройства являются:
- Температура окружающего воздуха 20±5 °С;
- Относительная влажность воздуха 60±15%;
- Атмосферное давление 630-800 мм рт.ст.;
- Температура: +5…+35°С;
- Влажность: 20…75%
1.3.7. Требования к составу и параметрам технических средств
Состав технических средств:
1. Промышленный робот
2. Система управления промышленным роботом на основе программируемого логического контроллера ПЛК-256
Система и объект управления будут находиться в непосредственной близости от участка гальванообработки, т.е. должны работать в сложных условиях и выдерживать перечисленные ниже воздействия окружающей среды:
1. Химически агрессивная среда
2. Повышенная загазованность (пары от реакции)
3. Повышенная температура и влажность
1.3.8. Технико-экономические показатели
Экономический эффект достигается за счет следующих факторов:
1. Сокращение высокооплачиваемых рабочих мест.
2. Повышение качества продукции.
3. Повышение производительности оборудования.
4. Сокращение потерь рабочего времени из-за временной нетрудоспособности.
5. Сокращение расходов на оплату электроэнергии за счет более эффективного использования оборудования.
1.3.9. Стадии и этапы разработки
1. Согласование технического задания с преподавателем.
2. Внесение изменений в техническое задание в зависимости от предложений и замечаний, появившихся после выполнения пункта 1.
3. Утверждение технического задания.
4. Разработка АСУТП по утвержденному техническому заданию.
5. Разработка чертежей и сопроводительной документации.
6. Оформление курсовой работы.
7. Защита курсовой работы.
1.3.10. Порядок контроля и приемки
Контроль и приемка курсовой работы осуществляется преподавателем.
2. Разработка локальной системы управления технологическим объектом
2.1. Разработка общей структуры системы управления
В нашем случае дискретным технологическим объектом является роботизированный технологический комплекс (РТК) в состав которого входят (рис. 1):
1. Промышленный робот портального типа;
2. Ванна 1;
3. Ванна 2;
4. Накопитель 1;
5. Накопитель 2.
Задача ПР состоит в том, чтобы взять деталь 2 из накопителя 2 и поместить ее для гальванообработки в ванну 2, затем взять деталь 1 из накопителя 1 и поместить ее для гальванообработки в ванну 1, после гальванообработки детали 2 взять ее из ванны 2 и поместить в накопитель 2, затем после гальванообработки детали 1 взять ее из ванны 1 и поместить в накопитель 1.
Отдельными элементами цикла работы РТК являются:
1. Перемещение ПР к накопителю 1
2. Перемещение ПР к накопителю 2
3. Перемещение ПР к ванне 1
4. Перемещение ПР к ванне 2
5. Выдвижение руки ПР
6. Задвижение руки ПР
7. Зажим схвата ПР
8. Разжим схвата ПР
9. Гальванообработка деталей в ванне 1
10. Гальванообработка деталей в ванне 2
Один полный цикл работы РТК состоит из 32 тактов (табл. 1).
В каждом такте выполняются отдельные элементы цикла. В таблице 2.1 описан цикл работы РТК.
Структурная схема системы управления приведена в приложении В . Обмен данными между ПЛК и технологическим объектами управления (ТОУ) происходит через устройства управления (УУ), которые обрабатывают сигналы с датчиков и при необходимости преобразуют их в совместимые с входными сигналами ПЛК, а также усиливают выходные сигналы ПЛК, если мощности этих сигналов недостаточно для управления ТОУ.
Таблица 2.1. Цикл работы РТК.
| Такт | Элемент цикла | Описание |
| 1 | 2 | Перемещение ПР к накопителю 2 |
| 2 | 5 | Выдвижение руки ПР |
| 3 | 7 | Зажим схвата ПР |
| 4 | 6 | Задвижение руки ПР |
| 5 | 4 | Перемещение ПР к ванне 2 |
| 6 | 5 | Выдвижение руки ПР |
| 7 | 8 | Разжим схвата ПР |
| 10 | Гальванообработка деталей в ванне 2 | |
| 8 | 6 | Задвижение руки ПР |
| 10 | Гальванообработка деталей в ванне 2 | |
| 9 | 1 | Перемещение ПР к накопителю 1 |
| 10 | Гальванообработка деталей в ванне 2 | |
| 10 | 5 | Выдвижение руки ПР |
| 10 | Гальванообработка деталей в ванне 2 | |
| 11 | 7 | Зажим схвата ПР |
| 12 | 6 | Задвижение руки ПР |
| 13 | 3 | Перемещение ПР к ванне 1 |
| 14 | 5 | Выдвижение руки ПР |
| 15 | 8 | Разжим схвата ПР |
| 9 | Гальванообработка деталей в ванне 1 | |
| 16 | 6 | Задвижение руки ПР |
| 9 | Гальванообработка деталей в ванне 1 | |
| 17 | 4 | Перемещение ПР к ванне 2 |
| 9 | Гальванообработка деталей в ванне 1 | |
| 18 | 5 | Выдвижение руки ПР |
| 9 | Гальванообработка деталей в ванне 1 | |
| 19 | 7 | Зажим схвата ПР |
| 20 | 6 | Задвижение руки ПР |
| 21 | 2 | Перемещение ПР к накопителю 2 |
| 22 | 5 | Выдвижение руки ПР |
| 23 | 8 | Разжим схвата ПР |
| 24 | 6 | Задвижение руки ПР |
| 25 | 3 | Перемещение ПР к ванне 1 |
| 26 | 5 | Выдвижение руки ПР |
| 27 | 7 | Зажим схвата ПР |
| 28 | 6 | Задвижение руки ПР |
| 29 | 1 | Перемещение ПР к накопителю 1 |
| 30 | 5 | Выдвижение руки ПР |
| 31 | 8 | Разжим схвата ПР |
2.2. Разработка циклограммы работы РТК
Алгоритм работы технологического объекта управления можно реализовать в виде циклограммы. Циклограмма работы РТК горячей штамповки приведена в приложении Б .
2.3. Определение состава входных и выходных сигналов
Условное размещение датчиков показано на общем виде РТК (приложение А ).
Перечень входных и выходных сигналов приведен в таблицах 2.2 и 2.3 соответственно. В этих же таблицах приведены адреса сигналов для ПЛК-256.
По условию задания контроль гальванообработки деталей в ваннах 1и 2 выполняется по отсчету времени, поэтому внешних входных сигналов для этих операций нет.
Из условия задания нам ничего не известно о том, каким образом детали попадает в накопители 1 и 2 до гальванообработки, как происходит контроль над параметрами гальванообработки. Будем считать, что все эти процессы контролируются другой системой, по сигналу которой ПЛК начинает цикл.
Сигнал РЦ (разрешение цикла) также поступает от другой системы, которая следит за работой технологических объектов управления, а также проверяет другие условия (например, отсутствие человека в рабочей зоне).
Таблица 2.2. Входные сигналы
| № | Наименование входного сигнала | Условное обозначение | Адрес для ПЛК-256 | |
| 1 | Наличие детали в накопителе 2 | К НД | BQ-1 | 10000 |
| 2 | ПР над накопителем 2 | К Н2 | SQ-1 | 10001 |
| 3 | ПР над ванной 2 | К В2 | SQ-2 | 10002 |
| 4 | ПР над накопителем 1 | К Н1 | SQ-3 | 10003 |
| 5 | ПР над ванной 1 | К В1 | SQ-4 | 10004 |
| 6 | Рука ПР задвинута | К РЗ | SQ-5 | 10005 |
| 7 | Рука ПР выдвинута | К РВ | SQ-6 | 10006 |
| 8 | Схват зажат | К СЗ | SQ-7 | 10007 |
| 9 | Схват разжат | К СР | SQ-8 | 10010 |
| 10 | Разрешение цикла | РЦ | Др. СУ | 10011 |
| 11 | Пуск цикла | ПУСК | SВ 1 | 10012 |
Таблица 2.3. Выходные сигналы
| № | Наименование входного сигнала | Условное обозначение | Выход сигнала на | Адрес для ПЛК-256 |
| 1 | ПР вправо | ПРп | КМ 1 | 00100 |
| 2 | ПР влево | ПРл | КМ 2 | 00101 |
| 3 | Руку задвинуть | Рз | YA 1 | 00102 |
| 4 | Руку выдвинуть | Рв | YA 2 | 00103 |
| 5 | Схват зажать | СхЗ | YA 3 | 00104 |
| 6 | Схват разжать | СхР | YA 4 | 00105 |
| 7 | Начать гальванообработку ванны 2 | Гобр2 | КМ 3 | 00106 |
| 8 | Начать гальванообработку ванны 1 | Гобр1 | КМ 4 | 00107 |
2.4. Разработка программы управления для ПЛК
2.4.1. Разработка релейно-контактного эквивалента программы управления
Разработка релейно-контактного эквивалента (РКЭ) программы управления для ПЛК-256 выполняется согласно рекомендациям, изложенным в [3].
РКЭ программы управления представлен в приложении Г