
В современном мире чрезвычайно важное значение приобретает проблема качества продукции. От ее успешного решения в значительной степени зависит благополучие любой фирмы, любого поставщика. Продукция более высокого качества существенно повышает шансы поставщика в конкурентной борьбе за рынки сбыта и, самое важное, лучше удовлетворяет потребности потребителей. Качество продукции — это важнейший показатель конкурентоспособности предприятия.
Качество продукции закладывается в процессе научных исследований, конструкторских и технологических разработок, обеспечивается хорошей организацией производства и, наконец, оно поддерживается в процессе эксплуатации или потребления. На всех этих этапах важно осуществлять своевременный контроль и получать достоверную оценку качества продукции.
Для уменьшения затрат и достижения уровня качества, удовлетворяющего потребителя нужны методы, направленные не на устранение дефектов (несоответствий) готовой продукции, а на предупреждение причин их появления в процессе производства.
Cтатистические методы неразрывно связаны с развитием менеджмента качества, поэтому не представляется возможным обойти стороной семь наиболее простых и распространенных инструментов контроля качества.
Для того чтобы принять верное решение, то есть решение, основанное на фактах, необходимо обратиться статистическим инструментам, позволяющим организовать процесс поиска фактов, а именно — статистического материала.
К наиболее простым в использовании статистическим инструментам относятся:
- контрольный листок
- гистограмма
- диаграмма разброса
- диаграмма Парето
- стратификация (расслоение)
- причинноследственная диаграмма Исикавы
- контрольная карта.
Последовательность применения семи методов может быть различной в зависимости от цели, которая поставлена перед системой. Точно так же применяемая система не обязательно должна включать все семь методов. Однако можно с полной уверенностью сказать, что семь инструментов контроля качества являются необходимыми и достаточными статистическими методами, применение которых, помогает решить 95% всех проблем, возникающих на производстве.
1.Контрольный листок
Контрольный листок (или лист) — инструмент для сбора данных и автоматического их упорядочения для облегчения дальнейшего использования собранной информации.
Контрольная работа: Статистический приемочный и входной контроль ...
... на статистический приемочный контроль качества по альтернативному признаку, проводимый: поставщиком (приемочный контроль, окончательный контроль готовой продукции, приемка, сертификация продукции в форме заявления изготовителя); потребителем (входной контроль, инспекционный контроль, эксплуатационный контроль, приемка продукции представителем потребителя); третьей ...
Вне зависимости от вида статистических инструментов, применяемых для решения задачи, стоящей перед компанией, первое, что необходимо сделать — сбор исходных данных, на основе которых применяют тот или иной инструмент. Известно, что количество людей, занимающихся обработкой данных, оказывает прямое влияние на достоверность этих данных. Для исключения возможностей возникновения ошибок в обработке данных применяют контрольный листок.
Контрольный листок — бумажный бланк, на котором заранее напечатаны контролируемые параметры, соответственно которым можно заносить данные с помощью пометок или простых символов. Назначение использования контрольных листков — облегчение процесса сбора данных и автоматическое упорядочение данных для их дальнейшего использования. Вне зависимости от количества целей, стоящих перед компанией, можно создать контрольный лист для каждой из них.
При составлении контрольных листков необходимо предусматривать, что в листе должно быть указано, кто, на каком этапе процесса и в течение какого времени собирал данные, а также, чтобы форма листка была простой и понятной без дополнительных пояснений. Важно и то, чтобы все данные добросовестно фиксировались с тем, чтобы собранная информация могла быть использована для анализа процесса.
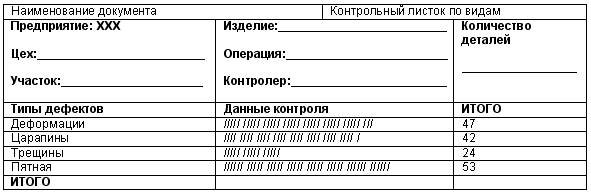
Рис.2 Пример контрольного листка[4]
Кроме того, в любом контрольном листке обязательно должна быть адресная часть, в которой указывается его название, измеряемый параметр, название и номер детали, цех, участок, станок, смена, оператор, обрабатываемый материал, режимы обработки и другие данные, представляющие интерес для анализа путей повышения качества изделия или производительности труда. Ставится дата заполнения, листок подписывается лицом, его непосредственно заполнявшим, а в случаях, если на нем приводятся результаты расчетов — лицом, выполнявшим эти расчеты.
2.Гистограмма
Гистограмма (столбиковая диаграмма) показывает распределение данных по группам значений. Гистограммы помогают сравнивать значения данных посредством наглядного представления. Гистограммы полезно использовать при описании процесса или системы. Нужно помнить, что эффективной гистограмма будет в том случае, если данные для ее построения были получены на основе стабильно работающего процесса. Этот статистический инструмент может быть хорошим вспомогательным материалом для построения контрольных карт.
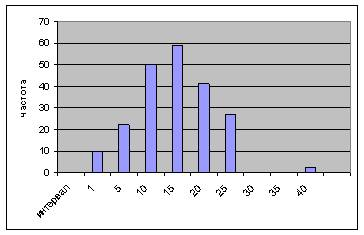
Рис.3 Пример гистограммы
3.Диаграмма Парето
Диаграмма Парето — это графический инструмент, позволяющий выявить важнейшие причины возникновения той или иной проблемы.
В основу диаграммы Парето положен принцип — 80% дефектов на 20% зависят от причин, их вызвавших. Доктор Д.М. Джуран использовал этот постулат для классификации проблем качества на немногочисленные, но существенно важные, и многочисленные несущественные, и назвал этот метод анализом Парето. Метод Парето позволяет выявлять основные факторы возникновения проблемы и расставлять приоритеты в их решении.
Создание базы данных «Ресторан» (на примере ресторана ...
... работы: курсовая работа состоит из введения, двух глав: практическая и теоретическая часть, заключения, списка литературы и приложений. Практическая значимость работы определяется возможностью использования её результатов для разработки маркетингового меню ресторана ... задачи «Автоматизация заказа блюд в ресторане» хранится в файлах баз данных на магнитном носителе. Автоматизация позволит получать отч ...
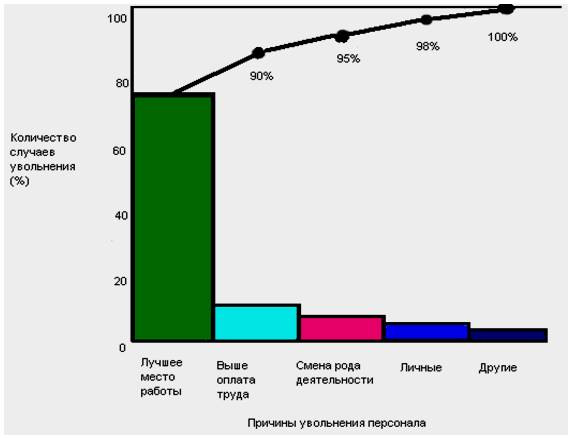
Рис. 4 Пример диаграммы Парето[7]
4.Причинноследственная диаграмма.
Причинноследственная диаграмма помогает идентифицировать и наглядно представить причины конкретной проблемы или результата (Рис.5).
Идея метода — выявить, а затем последовательно устранять или минимизировать воздействие выявленных причин, что и будет приводить к повышению качества.
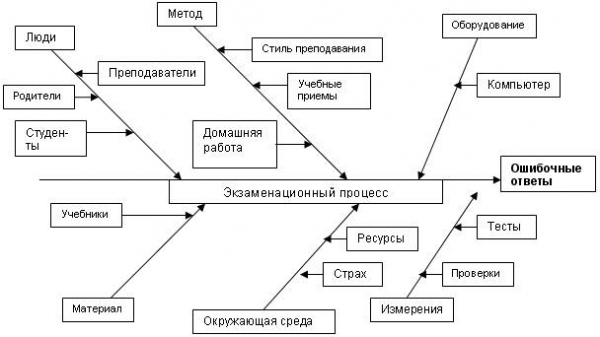
Рис. 5 Причинноследственная диаграмма для экзамена
Систематическое использование диаграммы причинноследственных связей позволяет:
- Выявить всевозможные причины, вызывающие определенную проблему.
- Отделить причины от признаков.
- Проанализировать относительную важность соответствующих причин.
5.Диаграмма разброса.
Диаграмма разброса — это средство отображения взаимоотношений между двумя переменными (например, скорость и расход бензина, или выработанные часы и выход продукции).
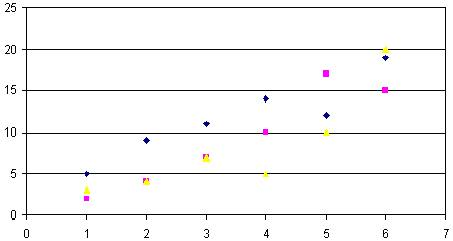
Рис.6 Пример диаграммы разброса: имеется прямая взаимосвязь между показателями качества[11]
Эта диаграмма четко показывает, существует ли связь между двумя переменными:
Позитивная связь — если Х увеличивается, то Y тоже увеличивается. Негативная связь — если Х увеличивается, то Y уменьшается. Нет связи — одно количество никак не соотносится с другим.
Диаграмму разброса можно использовать на этапе «Анализ», чтобы провести дальнейшее исследование элементов, выделенных при анализе причиныследствия; например, диаграмма разброса может подтвердить причину, определенную при помощи диаграммы Исикавы. При построении диаграммы разброса необходимо действовать очень аккуратно, чтобы убедиться, что существует действительная связь.
6.Стратификация (расслоение).
В основном, стратификация — процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков.
Стратификация — основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными.
На рисунке приведен пример анализа источника возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории — по поставщикам, по операторам, по смене и по оборудованию. Из анализа представленных донных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае «поставщик 1».
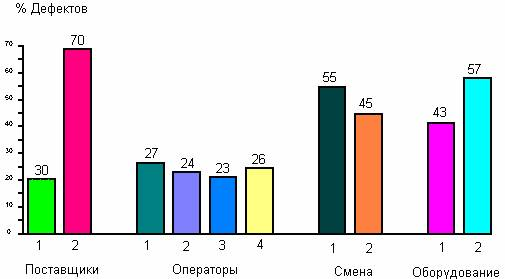
Рис. 7 Пример расслоения данных
7.Контрольная карта.
Контрольная карта — специальный вид диаграммы для наглядного представления результатов процесса.
Основные составляющие мониторинга процессов управление, анализ и улучшение
... (статистических методов управления процессами, например, анализа Парето, диаграмм Ишикавы, контрольных карт и др.). Цели ... и улучшению» организация должна планировать применять процессы мониторинга, измерения, анализа и улучшения, необходимые для: ... (спецификации); возможности процесса (показатель стабильности) – характеризуются величиной разброса параметров продукции на выходе процесса в границах ...
Для представления результатов процесса, важно использовать именно тот набор контрольных карт, который наиболее соответствует собранным данным о процессе.
Применение контрольных карт — это:
- уменьшение отклонений процесса,
- контроль результатов процесса,
- установление общего языка для обсуждения показателей процесса
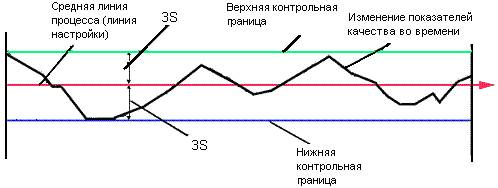
Рис.8 . Общий вид контрольной карты[14]
Контрольные карты по количественным признакам — это, как правило, сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а 2я — разброса процесса.
Разброс может вычисляться или на основе размаха процесса R (разницы между наибольшим и наименьшим значением), или на основе среднеквадратического отклонения процесса S.
В настоящее время обычно используются x — S карты, x — R карты используются реже.
Контрольные карты по качественным признакам:
- Карта для доли дефектных изделий (pкарта)
В pкарте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки — переменный.
- Карта для числа дефектных изделий (npкарта)
В npкарте подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки — постоянный.
- Карта для числа дефектов в выборке (скарта)
В скарте подсчитывается число дефектов в выборке.
- Карта для числа дефектов на одно изделие (uкарта)
В uкарте подсчитывается число дефектов на одно изделие в выборке
Заключение.
Статистические методы управления качеством — это философия, политика, система, методология, а также технические средства управления качеством на основе результатов измерений, анализа, испытаний, контроля, данных эксплуатации, экспертных оценок и любой другой информации, позволяющей принимать достоверные, обоснованные, доказательные решения.
Применение статистических методов — весьма действенный путь разработки новой технологии и контроля качества производственных процессов. Многие ведущие фирмы стремятся к их активному использованию, и некоторые из них тратят более ста часов ежегодно на обучение этим методам, осуществляемое в рамках самой фирмы. Хотя знание статистических методов — часть нормального образования инженера, само знание еще не означает умения применить его. Способность рассматривать события с точки зрения статистики важнее, чем знание самих методов. Кроме того, надо уметь честно признавать недостатки и возникшие изменения и собирать объективную информацию.
Список используемой литературы.
[Электронный ресурс]//URL: https://inzhpro.ru/referat/diagramma-razbrosa/
1. Общее управление качеством: личностные и организационные изменения Рамперсад Хьюберт К., М: ЗАО «Олимп-Бизнес», 2006
2. Методы менеджмента качества 2006/12 Причинно-следственная диаграмма: целесообразно идти дальше В. Алексеев