
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом — дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковые ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварочный шов. Жидкий шлак после остывания образует твердую шлаковую корку.
Ручная сварка удобна при выполнении коротких и криволинейных швов в любых пространственных положениях — нижнем, вертикальном, горизонтальном, потолочном, при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы. Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью, например, по сравнению с автоматической дуговой сваркой под флюсом.
Производительность процесса в основном определяется сварочным током. Однако ток при ручной сварке покрытыми электродами ограничен, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла. Ручную сварку постепенно заменяют полуавтоматической в атмосфере защитных газов.
Виды и назначение электрододержателей
Электрододержатель предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Существуют электрододержатели двух видов, отличающиеся внешним видом: винтового типа и держатели с зажимом.
На рынке сварочных аксессуаров существует множество разновидностей электрододержателей. В среде сварщиков их часто называли «держаками» и изготавливали при помощи подручных средств: сваривали трезубец из прутиков арматуры с изоляционной оболочкой от ПВХ трубок, дополнительно обматывая изолентой. На сегодняшний день уже никто не применяет самоделки и пользуются фирменными электрододержателями, поняв многие преимущества данного аксессуара: безопасность, защита от тока, удобство крепления электродов и малые потери тока.
Существуют два основных типа электрододержателей:
Оборудование для ручной дуговой и механизированной сварки
... швов получается в нижнем положении. Выбор режима сварки заключается в определении диаметра электрода и силы сварочного тока и зависит от толщины свариваемых элементов. 1.2 Оборудование сварочного поста для ручной дуговой сварки ... преобразователя. При ручной дуговой сварке для зажима электрода и подвода к нему тока применяют электрододержатели, которые позволяют быстро заменить электрод без ...
- электрододержатели винтового типа состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя;
- электрододержатели с зажимом состоят из удобного держателя, исключающего проскальзывание в руке, и зажимной части, при помощи которой надежно удерживается электрод.
Электрод вставляется в этот зажим.
Другие внешние отличные электрододержатели являются модификациями вышеописанных
В качестве удобства к аксессуары принято сокращение «ЭД», далее следует значение силы тока. По Госстандарту обозначение электрододержателя состоит из вида электрододержателя, номера модификации, разновидности климатического исполнения, места в ГОСТе и наименование действующего стандарта к электрододержателю.
Конструкции и параметры источника питания дуги зависят от его технологического назначения: ручной сварки покрытым электродом, механизированной сварки плавящимся электродом или автоматической сварки в защитных газах или под флюсом. Если на одном рабочем месте возникает необходимость сварки различными способами, применяют более сложные универсальные источники.
Перечисленные источники питания объединяют в группу источников общепромышленного назначения. Существенно отличаются от них по конструкции специализированные источники, предназначенные для сварки неплавящимся электродом в защитном газе, для плазменной сварки и резки или для электрошлаковой сварки.
Источники питания классифицируются в зависимости от рода тока и принципа действия. В качестве источников переменного тока используют сварочные трансформаторы и специализированные установки на их основе; в качестве источников постоянного тока — сварочные выпрямители, преобразователи и агрегаты, а также специализированные источники на базе выпрямителей.
Сварочные трансформаторы преобразуют переменное сетевое напряжение в пониженное, необходимое для сварки. Это наиболее простые и дешевые источники, широко используемые при ручной сварке покрытыми электродами и автоматической сварке под флюсом. Специализированные установки на основе трансформаторов применяют для сварки алюминиевых сплавов неплавящимся электродом в защитном газе.
Устойчивость дуги постоянного тока более высока по сравнению с устойчивостью дуги переменного тока» что заметно влияет на качество сварки (на малых токах, электродами с фтористо-кальциевыми покрытиями, в углекислом газе, наплавка под флюсом).
В этих случаях рекомендуется использовать источники постоянного тока.
Наиболее совершенны сварочные выпрямители, которые имеют более высокий коэффициент полезного действия, меньшую массу, удобны в изготовлении и эксплуатации, обладают лучшими технологическими свойствами. Их применяют для ручной, полуавтоматической и автоматической сварки, а также в качестве универсальных источников.
Сварочный преобразователь представляет собой комбинацию электродвигателя переменного тока и сварочного генератора постоянного тока. Электрическая энергия сети переменного тока преобразуется в механическую энергию электродвигателя, вращает вал генератора и преобразуется в электрическую анергию, постоянного сварочного тона, Поэтому коэффициент полезного действия преобразователя невелик: из-за наличия вращающихся частей они менее надежны и удобны в эксплуатации по сравнению с выпрямителями. Однако для строительно-монтажных работ использование генераторов имеет преимущество по сравнению с другими источниками благодаря их меньшей чувствительности к колебаниям сетевого напряжения.
Электрический ток. Источники электрического тока
... и вращаемый силой воды или пара. Так, в сущности, и устроен генератор электрического тока, который относится к механическим источникам электрического тока, и ... ( около 10 %) превышает КПД паровоза ( 8 %), коэффициент полезного использования солнечной энергии в растительном мире (1 %), а ... питающий, например, радиоустройство в облачное время, то его подключают параллельно к выводам солнечной батареи ( ...
Сварочный агрегат состоит из двигателя внутреннего сгорания и генератора постоянного тока. Химическая энергия сгорания топлива преобразуется в механическую» а затем в электрическую энергию. Агрегаты используют в основном для ручной сварки в монтажных и полевых условиях, где отсутствуют электрические сети.
Специализированные источники представляют собой аппараты, дополненные различными вспомогательными устройствами, расширяющими их технологические возможности. Источник постоянного для сварки неплавящимся электродом в защитном газе имеет устройства для возбуждения дуги и заварки кратера.
Каждый источник предназначен для питания током одной дуги (однопостовой источник).
В цехах с большим числом постов сварки целесообразно использовать многопостовые источники.
Назначение и разновидности защитных масок
Для защиты глаз от лучистой энергии сварочной дуги применяются защитные маски сварщика. Защитная маска изготовлена из материала с низкой теплопроводностью, не пропускающего ультрафиолетовые лучи и не воспламеняющегося от искр. Обычно в качестве материала применяется листовая фибра. В лицевой части маски сделан прямоугольный вырез, в который вставлено защитное стекло-светофильтр. В масках применяются пассивные или электронные (самозатемняющиеся) светофильтры.
Наружную сторону светофильтра закрывают сменным прозрачным стеклом, защищающим светофильтр от брызг расплавленного металла и шлака. Светофильтры представляют собой пластинку из темного стекла размером 121х69 мм. Они совершенно не пропускают ультрафиолетовых лучей, а инфракрасные – проникают в пределах от 0,1 до 4% от общего количества.
Наиболее удобна для сварщика защитная маска с самозатемняющимися светофильтром обычно имеющая название «Хамелеон», прозрачность которого изменяется в зависимости от интенсивности света. При использовании автоматического светофильтра сварщик может выполнять все стадии сварочных работ, не поднимая маску. Автоматический светофильтр имеет потенциометр для плавного регулирования степени затемнения. Электропитание комбинированное: от литиевого элемента и солнечной батареи.
Для защиты органов дыхания сварщика выпускаются защитные маски с системой поддува очищенного воздуха (с респирацией).
Подобные маски обладают такими же возможностями по конфигурации и свойствами, как обычные маски, но поставляются в комплекте с принадлежностями для системы фильтроподдува.
Система очистки воздуха и его поддува в зону дыхания сварщика применяется совместно с защитной маской и предназначена для защиты органов дыхания сварщика в условиях сильного задымления рабочей зоны.
Классификация световых фильтров
Светофильтры следует подбирать с учетом применяемой силы тока по данным таблицы 1.
Дипломная работа сварка цветных металлов и их сплавов
... Бенардос и Н.Г.Славянов первыми применили «дугу Петрова» для сварки. Интенсивная разработка новых способов сварки и их внедрение ... в древности достигла кузнечная сварка. При кузнечной сварке металл нагревается до состояния пластичности, ... — говорил он,— после 35 лет работы по мостам толкнуло меня взяться за новое ... первых сварщиков. Об их искусстве мы можем судить лишь по раскопкам археологов и ...
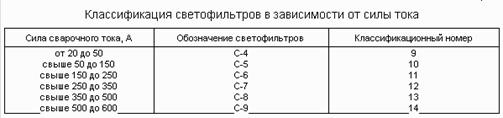
Перед светофильтрами следует вставлять обычное стекло, которое заменяется по мере загрязнения.
Виды электросварочных постов
В зависимости от технологического процесса (марки свариваемого материала и типа покрытия электрода) сварочные работы выполняют либо на переменном, либо на постоянном токе. Постоянный ток имеет то преимущество, что дуга горит стабильнее, а следовательно, процесс сварки вести легче, особенно на малых токах.
Питание сварочных постов переменным током осуществляют от специальных трансформаторов, а постоянным током — от преобразователей и выпрямителей.
На рисунке, а показана принципиальная электрическая схема поста для ручной дуговой сварки переменным током (от трансформатора типа ТС), а на рисунке б — общий вид такого поста. От сети 1 переменный ток напряжением 220 или 380 В через рубильник 2 и предохранители 3 подается к источнику питания — сварочному трансформатору 4, где ток трансформируется до напряжения 60-75В, необходимого для возбуждения дуги, и по сварочным проводам 5 через зажим 6 и электрододержатель 7 подводится к изделию 8.
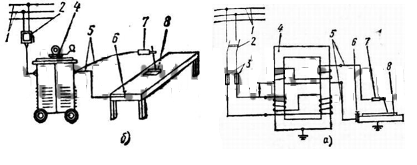
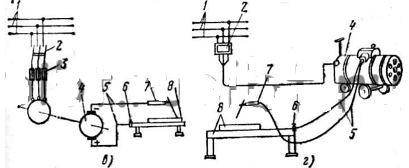
Принципиальные электрические и монтажные схемы поста для ручной дуговой сварки: а, б — переменным током (l — переменная величина расстояния между катушками), в, г — постоянным током
Инструменты и принадлежности сварщика
К инструменту сварщика относятся:
1 Электрододержатель от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (ни более 0,5кг) и удобный в обращении.
2 Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
3 Сварочные провода по которым ток от силовой сети подводится к сварочному аппарату (марки КРПТ) от сварочных аппаратов к местам работы, сварочный ток поступает по гибкому проводу марки ПРГ, АПР, или ПРГД с резиновой изоляцией.
К пренодлежностям сварщика относятся;
- стальная щётка применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки.
- молоток с заострённым концом для отбивки шлака со сварочных швов и для поставки личного клейма.
- зубило для вырубки дефектных мест сварного шва.
— для замера геометрического размеров швов, сварщику выдают набор шаблонов. Также сварщик пользуется некоторыми измерительными инструментами (линейка, рулетка).
Для проверки углов используется угольник.
Техника безопасности при выполнении электросварочных работ
Состояние изоляции проводов проверяют не реже одного раза в месяц, а осмотр подвижных контактов, переключателей, рубильников и клемм — не реже одного раза в три дня. Напряжение холостого хода на зажимах генератора или трансформатора не должно превышать 110 В для машин постоянного тока и 70 В для машин переменного тока. Сварочные машины должны находиться под наблюдением специалистов. Установку и ремонт их могут производить только электромонтеры.
Корпусы сварочной аппаратуры и источников тока необходимо заземлять. Кроме того, обязательно должно быть заземлено свариваемое изделие. Заземление сварочных агрегатов на контур производят присоединением медного провода сечением не менее 6 мм2 или железного сечением не менее 12 мм2 к какой-либо точке корпуса и к трубе диаметром 37—50 мм, длиной 1—2 м. Трубу закапывают в землю. Вместо трубы можно использовать полосовую сталь толщиной не менее 4 мм, сечением 48—50 мм2.
Категорически запрещается использовать контур заземления в качестве обратного провода сварочной цепи. При появлении напряжения на частях аппаратуры и оборудования, не являющихся токоведущими, необходимо прекратить сварку и вызвать мастера или дежурного электрика. Номинальная сила тока плавких предохранителей не должна превышать указанного в схеме.
При ручной электродуговой сварке несчастные случаи могут быть в результате поражения электрическим током, светового излучения дуги, а также в результате ожогов каплями металла и шлака.
Поражение электрическим током. В результате действия электрического тока на организм могут быть повреждены нервная система (электрический удар) или кожный покров (ожоги).
Характер и степень поражения зависят от величины силы тока и сопротивления тела человека. Сила тока до 0,002 А переносится безболезненно, а 0,05 А — является опасной. Более высокая сила тока может вызвать смерть. Чем выше напряжение и ниже сопротивление, тем сильнее будет поражение током. В сухих помещениях при нормальных условиях работы и исправной сухой одежде и обуви напряжение ниже 36 В, а в сырых помещениях ниже 12 В — безопасно, более высокое напряжение опасно, наибольшую опасность представляет двухполюсное прикосновение (рис. 89).
При работах внутри резервуаров рабочего снабжают резиновым ковриком, а также резиновым шлемом для защиты головы от случайных прикосновений к металлическим частям, находящимся под напряжением. Электрододержатель должен иметь механическую или электрическую блокировку, исключающую смену электрода при невыключенном токе. Сварщика, работающего в резервуаре, должен сопровождать наблюдатель, находящийся снаружи, который должен и может оказать сварщику при несчастном случае необходимую помощь.
В случае поражения током пострадавшему необходимо оказать следующую помощь: отсоединить его от проводов, предварительно надев резиновые рукавицы или встав на резиновый коврик (ток можно выключить также рубильником, вывертыванием предохранительной пробки или замыканием проводов накоротко, в результате чего перегорят предохранители), обеспечить пострадавшему доступ свежего воздуха (открыть окна и двери или вынести его на улицу); если пострадавший потерял сознание, нужно немедленно вызвать медицинскую помощь, до прибытия врача пострадавшему необходимо производить искусственное дыхание.
Световое воздействие электрической дуги. Электрическая дуга ослепляюще действует на глаза сварщика и других близко находящихся людей. Кроме того, в спектре дуги содержатся невидимые ультрафиолетовые и инфракрасные лучи, вызывающие воспаление слизистой оболочки глаз и ожоги кожи. Для защиты лица и глаз сварщики применяют щитки или маски (ГОСТ 1361—69*) со специальными светофильтрами (ГОСТ 9497—60*).
В зависимости от условий работы выбирают стекло светофильтра определенного номера. С наружной стороны светофильтр закрывают обычным оконным стеклом, которое меняют по мере его загрязнения.
При заболевании глаз (появление рези, светобоязнь) следует немедленно обратиться к врачу. До получения медицинской помощи можно делать примочки слабым раствором соды или применять цинковые глазные капли.
Во время работы сварщик должен иметь фартук, рукавицы и очки с простыми стеклами для защиты глаз от брызг. Место работы, где производится стыковая сварка оплавлением, должно быть ограждено щитами, чтобы не мешать другим рабочим; хранение каких-либо горючих материалов в таком помещении запрещено.
Схема электросварочного поста
1- переменный ток напряжением 220 или 380
2 – рубильник
3 – предохранители
4 — сварочный трансформатор
5 – сварочные провода
6 – зажим
7 – электрододержатель
8 — изделие
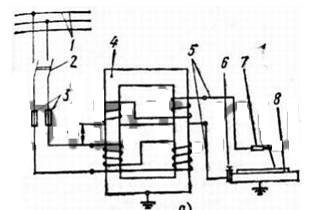
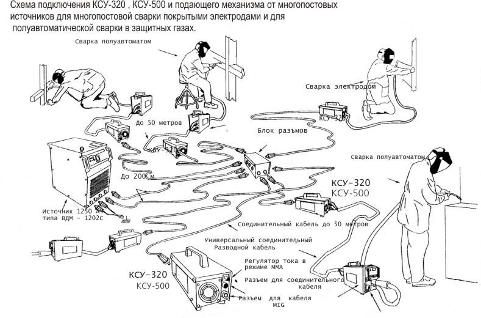
Схема постов от многопостовых источников
Список использованной литературы
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/instrumentyi-i-oborudovanie/
1. Алешин Н.П., Щербинский В.Г. «Контроль качества сварочных работ». М.: Высшая школа, 1996г.
2. Волченко В.Н. «Сварные конструкции». — М.: Машиностроение, 2006г.
3. «Сварные и паяные соединения». Учебное пособие/ С.А. Федоров, МАТИ, М, 2003.
4. Специализированное технологическое оборудование: Номенклатурный каталог. — М.: ЦБНТИ Минавтотранса РФ, 1999.
5. Табель технологического оборудования и специализированного инструмента для АТП,СТО и БЦТО.-М.: ЦБНТИ Минавтотранса РФ, 2001.
| Виды инструктажей : 1. Вводный — при поступлении на работу, проводит инженер по ТБ 2. Первичный — Первый раз на рабочем месте, проводит ответственный …
Для ручной дуговой сварки подходит ТОЛЬКО полого падающая, так как только она обеспесивает относительное постоянство тока при изменении длины дуги (а, следовательно и напряжения).
Трансформатор служит для питания одного сварочного поста ручной дуговой сварки и резки тонкого металла |
Раздел:
Тип: шпаргалка |
| Содержание Введение 1. Монтаж СТС 1.1 Установка радиаторов 1.2 Монтаж стояков и подводок от них к приборам 1.3 Экономический расчет 2. Описание …
К основным показателям режима сварки относятся: диаметр электрода или сварочной проволоки, сила сварочного тока , напряжение на дуге и скорость сварки . Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и силы сварочного тока . |
Раздел:
Тип: дипломная работа |
| Сварка является одним из ведущих технологических процессов как в области машиностроения, так и в строительной индустрии. Николай Николаевич Бенардос …
Сварка является одним из ведущих технологических процессов как в области машиностроения, так и в строительной индустрии. К чисто организационным мероприятиям повышения производительности труда сварщиков относятся: своевременное обеспечение сварщиков исправным, подключённым к сети сварочным … Применяют 13 классов светофильтров типа C для сварки на токах от 13 до 900 А. Необходимо иметь в виду, излучение сварочной дуги может травмировать глаза рабочих, находившихся … |
Раздел:
Тип: дипломная работа |
| Дипломная работа На тему: Сварка и труд сварщика Введение История сварки Современный технический прогресс в промышленности неразрывно связан с …
С 1948г. получили промышленное применение способы дуговой сварки в защитных газах: ручная сварка неплавящимися электродом , механизированная и автоматическая сварка неплавящимися и … Ванная сварка выполняют одним или несколькими электродами при повышенной величине тока это обеспечивает разогрев свариваемых элементов для образования большой ванны жидкого металла … |
Раздел:
Тип: дипломная работа |
| МИНИСТЕРСТВО ОБОРОНЫ РОССИЙСКОЙ ФЕДЕРАЦИИ ПРАВИЛА ВОДОЛАЗНОЙ СЛУЖБЫ ВОЕННО-МОРСКОГО ФЛОТА ПВС ВМФ-2002 ЧАСТЬ I ОРГАНИЗАЦИЯ ВОДОЛАЗНОГО ДЕЛА В ВОЕННО …
В процессе выполнения сварки и резки под водой водолаз-сварщик должен держать электрододержатель с электродом или резак таким образом, чтобы не коснуться им металлических частей … При включении тока категорически запрещается прикасаться к электроду рукой, класть электрододержатель с электродом или резак на грунт, беседку, объект сварки (резки).
|
Раздел:
Тип: книга |