
Открытое акционерное общество Вишневогорский ГОК (Горно-Обогатительный Комбинат) является предприятием по добыче и обогащению сырья для металлургии, керамических и строительных предприятий. Добыча сырья является наиболее значимой отраслью народного хозяйства, так как без нее не могут существовать некоторые другие отрасли, потребляющие это сырье.
Обогатительная фабрика расположена в Каслинском районе Челябинской области Российской Федерации. Каслинский район граничит на севере — со Свердловской областью, на востоке — с Кунашакским районом, на западе — с Верхнеуфалейским округом, на Юге — с Карабашским округом и на юго-востоке — с Аргаяшским районом.
Промплощадка обогатительной фабрики расположена на юго-восточной окраине поселка Вишневогорск в 25 км от районного центра г. Касли и в 18 км от железнодорожной станции Маук. Со станцией Маук фабрику связывает железнодорожная ветка, с г. Касли — автомобильная дорога с асфальтовым покрытием.
Здание обогатительной фабрики кирпичное, самонесущей конструкции. Корпус пристроя фабрики железобетонный на каркасе из металлоконструкций. Корпус полевошпатовой секции одноэтажный, бескаркасный с кирпичными самонесущими стенами.
Неравномерный рельеф промплощадки использован при строительстве здания для обеспечения максимальной самотечности продуктов обогащения. Обогатительная фабрика была запроектирована на переработку пирохлоровых руд и запущена в эксплуатацию в 1950 году.
В 1993 году в связи с прекращением добычи и обогащения пирохлоровых руд, фабрика перешла на выпуск только полевошпатовых концентратов из руд, добываемых открытым способом.
добыча обогащение сырье металлургия
В 2003 году запущена в эксплуатацию пятая, а в 2005 году шестая линии по выпуску полевошпатового концентрата.
Комбинат выпускает полевошпатовые материалы для стекольной, электровакуумной, керамической и электродной промышленностей.
Выпускаемая комбинатом продукция отличается повышенным содержанием окиси алюминия, что позволяет потребителям экономить на дорогостоящем глиноземе (используется для производства абразивных, огнеупорных и износостойких материалов, а также в качестве электроизолирующего материала, широко используется в качестве сырья в производстве ряда полезных промышленных материалов.
Полевой шпат позволяет заменить в процессе изготовления стекла, при улучшении его качества, дорогие составные части шихты — глинозем и кальцинированную соду.
Совершенствование учета и анализа использования сырья и материалов ...
... по сырью и материалам и позволяет сделать вывод об актуальности и необходимости изучения и исследования данной темы в настоящее время. Объектом исследований настоящей дипломной работы является Акционерное общество ...
Основные потребители — стекольные заводы.
С 1992 года резко увеличился спрос на полевой шпат в керамической промышленности. Керамическая промышленность использует полевой шпат как алюмосиликатный наполнитель при изготовлении керамической плитки, санфаянсовых изделий.
В зависимости от физико-химического состава, полевошпатовые концентраты выпускаются следующих марок согласно ТУ-5726-036-00193861-96 «Материалы полевошпатовые ПШС-0,5-21; ПШС-0,3-21; ПШС-0,2-21”.
Обогащенные полевошпатовые концентраты должны соответствовать требованиям настоящих технических условий и соответствовать нормам, представленным в табл. 1.1.
Таблица 1.1
Технические условия полевошпатовых концентратов по ТУ-5726-036-00193861-96.
|
Наименование требований |
Норма по сортам |
Метод испытания |
||
|
ПШС-0,2-21 |
ПШС-0,3-21 |
ПШС-0,5-21 |
||
|
Массовая доля окиси железа (Fе 2 03 ), % не более |
0,2 |
0,3 |
0,5 |
ГОСТ 26318.3-84 |
|
Массовая доля окиси алюминия (Аl 2 03 ), % не менее |
21 |
21 |
21 |
ГОСТ 26318.4-84 |
|
Массовая доля суммы окислов калия и натрия (К 2 0 + Nа2 0), % не менее |
13 |
13 |
13 |
ГОСТ 26318.7-84 |
|
Массовая доля двуокиси кремния (Si0 2 ), % не более |
62 |
62 |
62 |
ГОСТ 26318.2-84 |
|
Массовая доля влаги, % не > |
1,0 |
1,0 |
1,0 |
ГОСТ 26318.11-84 |
|
Остаток на сите № 0,63 не более, % |
5,0 |
5,0 |
5,0 |
ГОСТ 20545-75 |
Использование полевого шпата улучшает пластифицирующие свойства массы при прессовке и, главное, повышает качество сварочных электродов (ОЗС-3, УОНИ).
Нашел применение полевой шпат ПШС 0, 20-21 содержания класса — 0,074+0,0 не менее 60% при изготовлении эмаль посуды на металлургических предприятиях Магнитогорска, Нижнего Тагила, Лысьвы, Череповца.
В настоящее время на основании научно-исследовательских и проектных работ института «УРАЛМЕХАНОБР” на комбинате совершенствуется технология обогащения полевошпатовых материалов, проводится реконструкция технологических переделов и наращивание мощностей. Специалисты Вишневогороского горно-обогатительного комбината с привлечением научно исследовательских институтов г. Москвы, Санкт-Петербурга, Екатеринбурга, Уфы постоянно занимаются расширением возможностей применения полевого шпата, улучшением его качества.
В последнее время концентрат находит применение в таких нетрадиционных областях, как производство красок, мастик, шпатлевок. Постоянные исследования дают возможность увеличить производительность и комплексность использования сырья. Освоен выпуск биотитового концентрата, который успешно заменяет мусковит при производстве сварочных электродов, являясь вдвое дешевле его. Комбинат осваивает выпуск биотит полевошпатового концентрата как наполнителя буровых растворов при бурении глубоких эксплуатационных скважин нефти и газа.
Геологическое строение Вишневогорского щелочного массива и его наиболее крупного интрузивного тела — Центрального, к которому приурочены разведанные участки нефелин-полевошпатового сырья, изучены достаточно полно. Вишневогорский щелочной массив имеет концентрически-зональное строение и сложен тремя группами пород: миаскитами, фенитами и карбонатитами. Массив залегает в ядре антиклинальной складки и имеет протяженность с севера на юг 25 км при максимальной ширине его в северной части около 5 км. C Вишневогорским щелочным массивом генетически и пространственно связаны проявления редкометальной минерализации.
Вишневогорское месторождение нефелин-полевошпатового сырья расположено в северо-западной части массива, в непосредственной близости от его эндоконтакта. Оно приурочено к участку биотитовых миаскитов, которые образуют полого падающую залежь устойчивой мощности в лежачем боку рудной зоны 147 Вишневогорского редкометального месторождения. На месторождении выделены два непосредственно прилегающие друг к другу участка биотитовых миаскитов — Южный и Северный.
Тектоника месторождения сложная и характеризуется наличием четырёх типов разрывных нарушений, которые оказали существенное влияние на качество руд и их технологические свойства. В жильном материале отмечается повышенное количество железосодержащих минералов, менее дислоцированные участки содержат более благоприятные для обогащения руд.
Оптимальными технологическими свойствами обладают крупно-среднезернистые лейкократовые миаскиты, залегающие в наименее дислоцированных частях массива и подвергшиеся минимальным вторичным изменениям. Менее благоприятными разностями для переработки являются миаскиты, подвергшиеся гидротермальной переработке, облик таких пород меланократовый, структура мелкозернистая, афанитоподобная, текстура пятнистая, полосчатая, массивная. Миаскиты представлены крупно-, среднезернистыми лейкократовыми и мелкозернистыми меланократовыми разностями с пятнистой, полосчатой и массивной текстурами. Все текстурно-структурные разновидности миаскитов образуют взаимопереходы и не геометризуются. Породообразующие минералы представлены микроклином (45-72%), альбитом (6-35%), нефелином (12-25%), кальцитом (0,5-4,7%), биотитом (0,8-5,0%), рудными минералами (ильменит и магнетит) (0,03-2,6%).
Биотит — минерал, представляет собой калий-алюминий-магний-железосодержащую слюду. Широко распространен и составляет 2,5 — 3 % земной коры. Биотит образует пластинки, несколько удлинённые, четко фиксирующие гнейсоватость породы, иногда группирующиеся в полоски.
Цвет биотита чёрный, бурый, красновато-бурый. В тонких пластинках прозрачен. Твердость 2,5-3. Плотность 2700-3300 кг/м3 . Биотит — породообразующий минерал магматических и метаморфических горных пород (гранитов, гранодиоритов, диоритов, гнейсов, кристаллических сланцев), а также пегматитов (наиболее крупные кристаллы).
Обогащается гравитационными, магнитными и флотационными методами.
Микроклин — минерал группы щелочных полевых шпатов, К [AlSi3 О8 ]. Микроклин наблюдается в таблитчатых зернах субизометричной и слабо вытянутой формы. Содержит пертитовые вростки альбита, коррелирующей микроклин с периферии и придающей причудливые очертания. Содержит включения рудных минералов, серицит и пелит. Изоморфные примеси Na, Rb, Fe, Ba, Pb и др.
Спайность совершенная в двух направлениях. Твердость 6. Плотность 2550-2600 кг/м3 . Хрупок.
Альбит — один из наиболее распространенных породообразующих минералов, белый натриевый полевой шпат магматического происхождения класса силикатов, алюмосиликат группы плагиоклазов. Состав (%): Na2 О — 11,67; Al2 О3 — 19,35; SiO2 — 68,44. Примеси: K, Ca, Rb, Cs. Плавится с трудом, слабо растворим в кислотах.
Цвет — Белый. Спайность — совершенная. Твёрдость 6 — 7. Плотность 2610 — 2630 кг/м³
Основной метод обогащения альбита — флотация с предварительным извлечением из руд слюд и кварца. При гравитационном обогащении руд редкометалльных пегматитов, гранитов альбита уходит в хвосты вместе с кварцем и частью калиевого полевого шпата.
Нефелин (элеолит) — породообразующий минерал, алюмосиликат калия и натрия ортокремниевой кислоты (Na,K) AlSiO4 .
Цвет серый, грязно-зелёный, мясо-красный, бурый, реже минерал бесцветный. Блеск жирный. Иногда полупрозрачен. Спайности нет. Твердость 5,5-6. Плотность 2550-2665 кг/м3
Нефелин ксеноморфен относительно полевых шпатов, имеет неправильные, иногда причудливые таблитчатые зерна, отличается интенсивным развитием вторичного канкринита, серицита. Содержит включения биотита. Вторичные минералы развиваются в паутине трещин нефелина и в форме хаотично рассеянных сегрегаций. С периферии зерна нередко имеют канкритовую оторочку.
Кальцит, известковый шпат — минерал CaCO3 из группы карбонатов, одна из природных форм карбоната кальция. Исключительно широко распространён на поверхности Земли, породообразующий минерал.
Кальцит может быть окрашен изоморфными и механическими примесями в оттенки серого, жёлтого, красного, бурого, зелёного и чёрного цвета. Часто белый. Блеск стеклянный до перламутрового. Хрупкий. Твёрдость 3. Плотность чистого кальцита 2710 кг/м3. Растворяется в холодной разбавленной соляной кислоте со вскипанием.
Кальцит образуют бесформенные пелитоморфные агрегаты, но нередко встречаются субизометричные и вытянутые таблитчатые зерна. Ксероморфные образования воспроизводят межзерновые пространства полевых шпатов и нефелина.
Рудные минералы (ильменит, магнетит) представлены субизометричными угловатыми зернами с резкими, прямолинейными и извилистыми контурами, что предоставляет образование сростков с нефелином и микроклином. В отдельных зернах отмечаются включения полевого шпата, биотита. Встречаются зерна с заливчатыми, фиордообразными границами, нередко трещиноватые.
Ильменит (титанистый железняк) — минерал подкласса сложных окислов, FeTiO3. Природные ильмениты, как правило. представляют собой твёрдые растворы переменного состава в системах FeTiO3 — MgTiO3 (гейкилит) — Fe2 О3 (гематит) и FeTiO3 — MgTiO3 — MnTiO3 (пирофанит) — Fe2 О3 . Содержание MgO от 0, n до 20% (пикроильмениты), MnO от 0,n до 14,6% (манганильмениты), Fe2О3 от n до 15,4% (гемоильмениты); кроме того, присутствуют примеси AI, Si, Nb, Cr, Ca, V, Со, Ni.
Цвет железно-чёрный. Блеск полуметаллический. В тонких сколах просвечивает красновато-бурым цветом. Хрупкий. Плотность 4800 кг/м3 . Твердость 5-6. Слабо магнитен.
Основные методы обогащения — гравитационная (на винтовых сепараторах, концентрационных столах, шлюзах, в тяжёлых суспензиях, струйных и конусных концентраторах) и магнитная сепарация с выделением ильменита в коллективный концентрат. Доводка концентратов ведётся магнитной и электростатической сепарацией, гидравлических или пневматических концентрацией на столах. С целью увеличения удельной магнитной восприимчивости ильменитов перед магнитной сепарацией применяют магнетизированный обжиг в среде генераторного газа, а также восстановительный обжиг со смесью газов СО и СО2 . Из тонкозернистых коллективных концентратов и тонковкрапленных титано-магнетитовых руд ильменит извлекается флотацией с жирнокислотными собирателями.
Магнетит — минерал подкласса сложных оксидов, FeFe2О4. Состав и свойства изменчивы и зависят от условий образования. Типоморфные элементы — примеси магнетитов различных формаций: Ti, Mg, Al, V, Cr, Ni, Со, Mn, Ge. Многие из этих элементов входят в состав микровключений в магнетит — продуктов распада твёрдого раствора (ильменита, ульвошпинели, шпинели и др.)
Остальные минералы — апатит, пирит, канкринит, аналыгам, серицит, мусковит, силлиманит, циркон, цеолит, сфен, пирохлор, галлуазит, хлорит, содалит, ортит, пирротин, халькопирит и молибденит присутствуют в миаскитах Вишневогорского месторождения в качестве второстепенных и акцессорных. Размеры зерен породообразующих минералов меняются от долей до 2-5 миллиметров. Породы полосчатой, неяснополосчатой и массивной текстуры.
Полосчатость обусловлена послойным чередованием лейкократовых и меланократовых полос, а так же ориентированным расположением чешуек биотита, параллельно простиранию пород. В выветрелых разновидностях наблюдаются мелкие пустоты изометрической формы от растворенных зерен нефелина, благодаря чему порода принимает ячеистое строение.
Характер руд, подаваемых на фабрику, периодически изменяется по вкрапленности и количеству сопутствующих минералов в руде (биотит, магнетит, ильменит, карбонаты), по твердости и минеральному составу.
Извлечение полевого шпата в концентрат зависит от количества свободного шпата в измельченной руде, которое колеблется от 60 до 68% соответственно. Колебания извлечения полевого шпата составляет: 54 — 55,6%.
Качественно-количественная схема рассчитана по генеральному опробованию обогатительной фабрики научно-исследовательской лабораторией (НИЛ) при выходе полевошпатового концентрата 55,4%.
Карьер текущей добычи располагается в западной приконтактной зоне щелочного массива. Добыча руды происходит буровзрывным способом. Руды на 95% состоят из нефелина, микроклина, альбита, биотита. Остальные минералы: кальцит, апатит, канкринит, пирохлор, циркон, эгирин-авгит, пирит, пирротин, халькопирит — присутствуют в качеств второстепенных. Характер руд, подаваемых на фабрику, периодическиизменяется по вкрапленности и количеству сопутствующих минералов в руде (биотит, магнитит, ильменит), по твердости и минеральному составу. Физические свойств руды представлены в табл.2.1.
Таблица 2.1
Физические свойства руды
|
№№ п/п |
Наименование |
Единица измерения |
Показатели |
|
1. |
Влажность |
% |
1,5 — 2,5 |
|
2. |
Коэффициент крепости руды |
по Протодьяконову |
10 — 14 |
|
3. |
Плотность руды (удельная масса) |
т/м 3 |
2,65 |
Химический состав миаскитов Вишневогорского месторождения подвержен широким вариациям и представлен в таблице 2.2.
Таблица 2.2
Химический состав миаскитов Вишневогорского месторождения
|
Содержание окислов, % |
||||||||
|
F 2 О3 |
СаО |
MgO |
А1 2 Оз |
К 2 О |
Na 2 О |
SiО 2 |
Прочие |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Среднее |
3,68 |
2,71 |
0,33 |
20,18 |
6,93 |
7,64 |
51,98 |
6,55 |
|
Минимальное |
1,80 |
0,65 |
0, 20 |
13,60 |
0,80 |
1,80 |
32,10 |
|
|
Максимальное |
12,00 |
10,50 |
5,10 |
25,30 |
10,30 |
10,70 |
80,70 |
|
По процентному содержанию окислы делятся на три группы. В первую группу входит SiО2 , содержание которого в миаскитах составляет в среднем 51,78% (см. табл.1.2).
Распределение SiО2 — весьма равномерное.
Во вторую группу входит А12 Оз, содержание которого в миаскитах составляет в среднем 20,18% Распределение этого окисла в миаскитах весьма равномерное.
Третью группу составляют окислы Na2 0, K2 0, Fe2 О3 , СаО, среднее содержание каждого из которых в миаскитах менее 10% (см. табл.1.2).
Распределение Na2 О и К2 О — весьма равномерное, Fe2 О3 — равномерное, СаО — неравномерное.
Незначительные средние содержания MgO и остальных окислов позволяют квалифицировать их как примеси.
Минералогический состав перерабатываемых руд представлен в табл.2.3.
Таблица 2.3
Минералогический состав перерабатываемых руд
|
№№ п/п |
Наименование минерала |
Содержание, % |
|
1. |
Биотит |
6,55 |
|
2. |
Магнетит |
0,855 |
|
3. |
Ильменит |
1,05 |
|
4. |
Сульфиды |
0,70 |
|
5. |
Ожелезнённый шпат |
0,15 |
|
6. |
Шпат в сростках с биотитом |
2, 20 |
|
7. |
Шпат в сростках с магнетитом |
0,13 |
|
8. |
Шпат в сростках с сульфидами |
0,18 |
|
9. |
Карбонаты |
13,72 |
|
10. |
Нефелин |
11,07 |
|
11 |
Шпат свободный |
63,61 |
|
Итого |
100 |
|
Добытая на руднике руда автотранспортом подается на обогатительную фабрику. Автосамосвалы с рудой взвешиваются на автомобильных 40-тонных весах, установленных на площадке приемных бункеров обогатительной фабрики. Оперативный учет поданной руды ведется службой ОТК.
Вся поданная на фабрику руда при переработке взвешивается на автоматических ленточных весах марки «Веском». Для проведения ежедекадного минералогического анализа, ежесменно работниками ОТК производится отбор проб измельченной руды для создания накопительной пробы. Проведением минералогического анализа работниками СИЛ «Вишневогорского ГОКа» определяется содержание минералов в измельченной руде, свободного шпата, шпата в сростках с железосодержащими минералами, а также распределение по фракциям крупности.
Дробление руды осуществляется по трехстадиальной схеме. Руда из карьера или из-под щековой дробилки крупного дробления, установленной на Руднике, максимальной крупностью — 400 мм автосамосвалами доставляется в приемный бункер дробильного отделения обогатительной фабрики, на котором установлен подвижный колосниковый грохот с ячейками 400х400 мм. Из приемного бункера руда пластинчатым питателем среднего типа подаётся в щековую дробилку со сложным качанием подвижной щеки ЩДС 60х90. Вторая стадия дробления осуществляется в конусной дробилке среднего дробления КСД-1200Гр. Третья стадия дробления производится в конусной дробилке мелкого дробления КМД-1750Т, работающей в замкнутом цикле с двумя грохотами типа ГИТ-32. Дробленая руда посредством системы ленточных конвейеров двумя передвижными автосбрасывающими тележками складируется в промежуточные бункера ёмкостью 2400т. Кроме того, дробленая руда крупностью — 18мм после дробилок КСД-1200 и КМД-1750, установленных на руднике, подается через отдельный приемный бункер емкостью 60т, транспортерамив те же промежуточные бункера обогатительной фабрики. Схема дробления представлена на рис.3.1.
Рис.3.1 Схема дробления руды.
Таб.5 Технологический режим дробления.
|
Стадия дробления |
Крупность питания, мм |
Ширина разгрузочной щели, мм |
Производительность т/час |
Тип оборудования |
|
1стадия |
— 400 +0 |
75 — 80 |
80-100 |
ЩДС 60х90 |
|
2 стадия |
— 120 + 0 |
22 — 27 |
80-100 |
КСД-1200Гр |
|
3 стадия |
— 50 + 0 |
7 — 9 |
120-160 |
КМД-1750Т |
Недостатками действующей схемы рудоподготовки являются: сложность, большая разветвленность схемы, обусловленная постоянным увеличением объемов производства фабрики и как следствие увеличения количества оборудования.
Дробленая руда из промежуточных бункеров ленточными конвейерами с дистанционно регулируемой скоростью направляется на первую стадию измельчения в трех стержневых мельницах МСЦ-21х22 и шаровой мельницы МШЦ 27×36, работающих параллельно. Стержневые мельницы работают в замкнутом цикле с объединенным предварительным и поверочным грохочением на грохотах SKL 5×2В. Шаровая мельница работает в замкнутом цикле с грохотом «Деррик».
Подрешетный продукт грохотов класса — 3,2 мм делится на два потока. Первый поток — 45% от исходного питания — направляется на гидроциклоны ГЦ-710. Сливы гидроциклонов с целью исключения переизмельчения по классу — 0,074 мм поступают на высокочастотные грохоты «Деррик», где выделяется готовый класс — 0,35÷0,6 мм в подрешетный продукт в зависимости от заданного технологического режима.
Пески гидроциклонов поступают в шаровую мельницу с центральной разгрузкой МШЦ-27х36, работающую в замкнутом цикле с гидроциклонами ГЦ-710.
Второй поток — 55% от исходного питания — поступает на классификацию в спиральный классификатор 2КСН-24, работающий в замкнутом цикле с шаровой мельницей с разгрузкой через решетку МШР27х36.
Слив спирального классификатора направляется через пульподелитель на три шаровые мельницы МШР21х22. Шаровые мельницы работают в замкнутом цикле со спиральными классификаторами 2КСП-12. Шаровая мельница работает в замкнутом цикле с гидроциклонами ГЦР-500.
Подрешетные продукты грохотов «Деррик» подаются на мокрую магнитную сепарацию для отделения натертого железа, немагнитный продукт которого вместе со сливами спиральных классификаторов 2КСП-12 и гидроциклонов ГЦР-500 (МШР №4) направляется на обесшламливание перед флотацией. Технологические параметры процесса измельчения представлены в табл.4.1.
Таблица 4.1
Технологические параметры процесса измельчения.
|
Параметры |
Ед. изм. |
1 стадия |
2 стадия |
3 стадия |
||||
|
Тип мельницы |
МСЦ21х22 |
МШЦ27×36 |
МШР27х36 |
МШЦ27х36 |
МШР21х22 |
|||
|
Количество мельниц |
шт. |
3 |
1 |
1 |
1 |
3 |
||
|
Крупность питания |
мм |
-13 (18) +0 |
-13 (18) +0 |
-3.2+0 |
-3.2+0 |
-1,0+0 |
||
|
Плотность слива |
% |
50-55 |
60-65 |
55-60 |
55-60 |
55-60 |
||
|
Содержание класса +0,25мм в сливе классификатора |
% |
— |
— |
20-28 |
— |
7-10 |
||
|
Дробящая среда |
стержни |
шары |
||||||
|
Вес дробящей среды |
т |
13,5 |
28 |
36 |
28 |
13 |
||
|
Длина стержня |
мм |
2100 |
— |
— |
— |
— |
||
|
Диаметр шара |
мм |
— |
80 |
60 |
60 |
60 |
||
|
Производительность |
т/час |
40 |
30 |
50 |
50 |
18 |
||
Технологическая схема измельчения руды представлена на рис.4.1.
Рис.4.1 Технологическая схема измельчения руды.
Для удаления натертого аппаратного железа и сильномагнитных минералов (магнетита, пирротина, ильменита), отрицательно влияющих на качество концентрата на фабрики используется мокрая магнитная сепарация. Для удаления тонких шламов, образующихся после измельчения руды, используется классификация в гидроциклонах перед флотационными процессами, так как шламы затрудняют прохождение этих процессов. В дальнейшей технологической схеме гравитационные процессы можно применять для обезвоживания и сгущения концентратов для их доводки в сухой магнитной сепарации
Подрешетные продукты грохотов Деррик №1,2 направляются на слабомагнитную сепарацию для отделения натертого железа и сильномагнитных минералов на сепараторы СМБ 90-250
Сливы спиральных классификаторов 2КСП-12, гидроциклонов ГЦ-500, направляются также на слабомагнитную сепарацию.
Немагнитный продукт сепарации направляется на сгущение и обесшламливания в гидроциклонах ГЦ-710.
Сливы гидроциклонов ГЦ-710 поступают на ГЦ-360. Сливы ГЦ-360 закачиваются на гидроциклоны батарейного типа ГЦ-150, сливы которых являются отвальными.
Технологическая схема отделения натертого железа и обесшламливания представлена на рис.5.1.
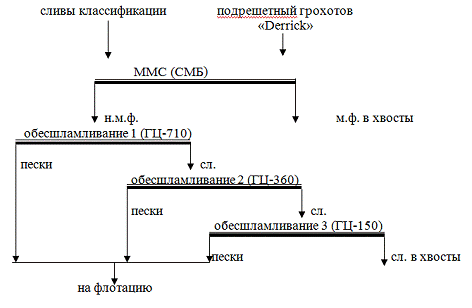
Рис.5.1 Технологическая схема отделения натертого железа и обесшламливания.
Технологические параметры процесса обесшламливания представлены в табл.5.1.
Таблица 5.1
Технологические параметры процесса обесшламливания
|
Тип гидро-циклона |
Диаметр гидро-циклона, мм |
Коли-чество, шт |
Диаметр сливного насадка, мм |
Диаметр пескового насадка, мм |
Плот-ность слива, % |
Тип насоса |
|
ГЦ-710 |
710 |
4 |
200-210 |
80-85 |
— |
ПБ-315/40 Millmax |
|
ГЦ-360 |
360 |
8 |
65-75 |
— |
ПБ-315/40 |
|
|
ГЦ-150 |
150 |
24 |
23-25 |
20-24 |
3 |
ПБ-315/40 |
Для отделения основной массы вредных примесей, представленных в основном биотитом и кальцитом в первом цикле обогащения на фабрике используют флотационный метод обогащения, в частности коллективную флотацию биотита и кальцита и перечистную биотитовую флотацию.
Питанием процесса флотации являются пески обесшламливающих гидроциклонов, которые пульподелителем типа «сегнерово колесо” распределяется на три нитки флотации — №1,2,3.
Флотация включает:
. Коллективную флотацию биотита и кальцита.
. Основную и контрольные флотации биотита.
В схеме с предварительной коллективной флотацией основной поток пульпы проходит только один цикл обогащения. Главной целью предварительной коллективной флотации явля-ется удаление в хвосты (пенный продукт) основной массы вредных примесей, которые пред-ставлены биотитом и кальцитом, в первом же цикле обогащения.
Коллективная флотация ведется талловым маслом и катионным собирателем ФЛОН при рН=8-9. В качестве собирателя кальцита применяется талловое масло, биотита — катионный собиратель ФЛОН. Слабощелочная среда создается кальцинированной содой. Пенный продукт, содержащий кальцит и слюду, направляется в хвостохранилище.
Пенные продукты флотации являются отвальными хвостами.
Камерный продукт флотации направляется на мокрую слабомагнитную сепарацию. Технологические параметры флотации представлены в табл.6.1.
Таблица 6.1
Технологические параметры флотации.
|
Наименование параметра |
Ед. измерения |
Величина параметра |
|
Плотность пульпы |
% |
25-30 |
|
Температура пульпы |
градус |
18-20 |
|
рН пульпы |
рН |
8-9 |
Флотация проводится в механических флотомашинах ФМ и пневмомеханических флотомашинах РИФ-6,5. На фабрике проводится замены устаревших механических машин на пневмомеханические машины компании РИФ. Пневмомеханические машины типа «РИФ» предназначены для обогащения руд методом пенной флотации. Благодаря оригинальности конструкции флотомашина «РИФ» изготавливается подразличные операции флотации с учетом особенностей обогащения минерального сырья. Гидроаэродинамические условия, создаваемые аэрационными узлами РИФ за счет оптимальных придонных и восходящих потоков пульпы, позволяют увеличить количество тонко диспергируемого воздуха и снизить мощность, потребляемую приводом блока аэратора.
Главной конструктивной особенностью флотомашин является модульный принцип построения, что позволяет эффективно внедрять их при реконструкции флотационных отделений существующих предприятий с ограниченничением по высоте кровли и мощности грузоподъемного оборудования. Благодаря такой конструкции, флотомашины легко транспортировать как по железной дороге, так и автомобильным транспортом.
Машины «РИФ» компонуются из следующих основных секций (модулей): секции приемного кармана (модуль I), секции камеры (модуль II), секции пенных желобов (модуль III), секции промежуточного кармана (модуль IV), секции разгрузочного кармана (модуль V), секции камеры сдвоенной (модуль VI).
Эскизы оборудования представлены в приложении.
Технологическая схема флотации шпата представлена на рис.6.1.
Рис.6.1 Технологическая схема флотации шпата.
Отделение приготовления реагентов на четырех этажах отдельного помещения главного корпуса обогатительной фабрики ОАО «Вишневогорский ГОК».
На первом этаже расположены помещения приемки и складирования реагентов, помещение растворных чанов с насосным отделением. На втором этаже находится рабочее место растворщика реагентов, дозирующие устройства и приводы мешалок растворных чанов. На третьем и четвертом этажах размещены приемные емкости для реагентов.
Перемещение реагентов в таре до приемных емкостей осуществляется с помощью грузо-подъемных механизмов (тельферов).
Помещение реагентного отделения оборудовано приточной и вытяжной вентиляцией.
Для ведения процесса флотации применяются следующие реагенты:
- кальцинированная сода — регулятор среды;
- талловое масло — вспениватель, собиратель кальцита;
- катионный собиратель «Флон» — собиратель биотита.
Приготовление флотационных реагентов ведется согласно «Инструкции по приготовлению реагентов».
. Катионный собиратель «Флон» для флотации биотита. Раствор готовится 1% концентрации.
Активная часть представляет собой соль, полученную в результате реакции алифатических первичных аминов и концентрата низкомолекулярных кислот в растворе изопропилового спирта.
Для приготовления раствора «Флон» в растворные чаны заливается вода, согласно уровнемеру в м3. На каждый 1м3 воды из мерного бака заливается 8-12 кг реагента «Флон». Реагент предварительно подогревается на водяной бане до температуры 15-20 0С. Включаются мешалки чанов на 1,5 часа. После чего раствор готов к применению в производстве.
. Талловое масло — анионный собиратель кальцита и окислов магния, вспениватель. Раствор готовится 2% концентрации.
В растворный чан заливается вода с температурой 35-40 градусов, согласно уровнемеру в м3. Затем из мерного бака заливается талловое масло, подогретое до температуры 350C, из расчета 20-30 кг на 1м3 воды в зависимости от содержания жирных и смоляных кислот. Кроме того, для омыления талового масла, в чан загружается кальцинированная сода в количестве 15% от веса талового масла (3-4,5 кг на 1 м3 воды).
Включаются мешалки и раствор перемешивается в течение двух часов. После перемешивания раствор готов к применению в производстве.
. Кальцинированная сода — регулятор среды при флотации кальцита и биотита.
Раствор готовится 5% концентрации.
В растворный чан заливается вода, согласно уровнемеру в м3. Сода, загруженная в мерный контейнер из расчета 50 кг на 1м3 воды, засыпается в растворный чан. Включаются мешалки и после интенсивного двухчасового перемешивания раствор готов к применению в производстве.
Концентрация реагентов определяется химическим анализом.
Реагентный режим флотации представлен в таблице 7.1.
Таблица 7.1
Реагентный режим флотации
|
Реагент |
Расход |
Точки подачи реагентов |
||||
|
1/1 |
1/4 |
2/1 |
2/4 |
3/1 |
||
|
Сода кальцинированная С=5% |
г/т питания |
464 |
385 |
|||
|
мл за 1 качание |
1000 |
830 |
||||
|
Таловое масло С=2% |
г/т питания |
161 |
60 |
130 |
||
|
мл за 1 качание |
680 |
200 |
550 |
|||
|
Флон С=1% |
г/т питания |
80 |
86 |
80 |
42 |
|
|
мл за 1 качание |
600 |
640 |
600 |
310 |
||
Для полного удаления аппаратного железа и сильномагнитных минералов, находящихся в камерном продукте флотаций на фабрике реализована мокрая магнитная сепарация в слабом магнитном поле.
Питанием слабомагнитной сепарации служат камерные продукты флотаций.
Камерный продукт флотации в четыре потока поступает на I секцию мокрой слабомагнитной сепарации на сепараторы для удаления натертого железа, магнетита и ильменита.
Немагнитная фракция I секции мокрой магнитной сепарации направляется на 1-2 линии сушки шпата.
Немагнитная фракция II секции мокрой слабомагнитной сепарации служит питанием 3,4,5,6 линий сушки шпата.
Технологическая схема слабомагнитной сепарации представлена на рис.8.1.
Рис.8.1 Технологическая схема слабомагнитной сепарации.
Технологические параметры слабомагнитной сепарации представлены в табл.8.1.
Таблица 8.1
Технологические параметры слабомагнитной сепарации.
|
Наимено-вание оборудования |
Коли-чество |
Диа-метр бара-бана |
Длина бара-бана |
Напря-женность магнит-ного поля |
Плотность твердого, % |
Производи-тельность |
||
|
шт |
мм |
мм |
Э/мТл |
питание |
Н. ф. |
М. ф. |
т/час |
|
|
ПБМ 90/250 |
6 |
900 |
2500 |
1480/- |
30 |
32 |
7,8 |
25 |
|
ЭБМ 80/170 |
2 |
800 |
1700 |
900/- |
30 |
32 |
7,8 |
25 |
|
СМБ2 90/250 |
1 |
900 |
2342 |
-/200 |
30 |
32 |
7,8 |
25 |
На фабрике реализованы 2 схемы сушки и обезвоживания: для крупнозернистого продукта и для шламов
Цех обезвоживания и сушки крупнозернистого продукта делится на 2 участка: Участок №2 и Участок №3.
Участок №2
Немагнитная фракция I секции мокрой магнитной сепарации подается на обезвоживание и сушку первой и второй линий шпата песковыми насосами ПБ 250/56. Далее песковыми насосами ПБ 250/56 № 1-2 закачивается на систему гидроциклонов, которая состоит из основного гидроциклона марки ГЦ-500 и батареи перечистных гидроциклонов ГЦП-150, сгущающих сливы основного гидроциклона.
Пески гидроциклонов направляются на фильтрацию четырьмя вакуум-фильтрами марки Л1,6-0.5/3,2, работающими параллельно.
Сливы батареи перечистных гидроциклонов направ-ляются в конусные отстойники на шламовую схему. Сливы и смывы из поддонов вакуум-фильтров направляются песковыми насосами ПБ250/56 на контрольное сгущение системой гидроциклонов, состоящей из основного гидроциклона марки ГЦ-360 и батареи перечистных гидроциклонов ГЦП-150, пески которых отфильтровываются на двух вакуум-фильтрах. Сливы перечистных гидроциклонов направляются в конусные отстойники. Технологические параметры обезвоживания и фильтрации представлены в табл.9.1 и 9.2 соответственно.
Таблица 9.1
Технологические параметры процесса обезвоживания
|
Тип гидро-циклона |
Диаметр, мм |
Коли-чество, шт |
Диаметр сливного насадка, мм |
Диаметр пескового насадка, мм |
Плот-ность слива, % |
№ насоса |
Тип насоса |
|
ГЦ-500 |
500 |
1 |
80-85 |
40-45 |
— |
1-2 |
ПБ 250/56 |
|
ГЦП-150 |
150 |
8 |
25 |
10-12 |
2-5 |
— |
— |
|
ГЦ-360 |
360 |
1 |
70 |
25-28 |
— |
3-4 |
ПБ 250/56 |
|
ГЦП-150 |
150 |
4 |
25 |
10-12 |
2-3 |
— |
— |
Таблица 9.2
Технологические параметры процесса фильтрации полевого шпата Участка №2
|
Наименование параметра |
Единица измерения |
Величина параметра |
|
Плотность питания |
% твёрдого |
60 |
|
Влажность кека |
% влаги |
18-22 |
Кек вакуум-фильтров направляется на сушку в сушильные барабаны №1,2. Процесс сушки полевого шпата осуществляется с использованием природного газа, который подается в топки сушильных барабанов через форсунки ГНП-9БП под давлением 4 кПа. Воздух на горение подается от дымососа ДН-12,5 с разделением потока на первичный и вторичный. Первичный воздух подается на форсунки, вторичный воздух подается в топки сушильных барабанов. Вытяжка газов из сушильных барабанов осуществляется дымососами ДН-15.
Рис.9.1 Технологическая схема процесса обезвоживания полевого шпата на участке №2.
Дымовые газы сушильных барабанов перед выбросом в атмосферу проходят двустадиальную очистку от пыли, состоящую из тонкодисперстных частиц шпата. Первая стадия очистки осуществляется в сухом циклоне СК-ЦН-34. Вторая стадия очистки дымовых газов производится в мокром циклоне типа «СИОТ №8». Степень очистки составляет 98%.
Технологическая схема процесса обезвоживания полевого шпата представлена на рис 9.1.
Технологические параметры сушки полевого шпата представлены в табл.9.3
Таблица 9.3
Технологические параметры сушки полевого шпата.
|
Наименование параметра |
Ед. изм |
Величина параметра |
|
Влажность кека |
% |
18-22 |
|
Влажность сухого шпата |
% |
0,5-1,0 |
|
Температура в топке |
градус |
850-980 |
|
Температура отходящих газов |
градус |
150-180 |
|
Температура сухого шпата |
градус |
130-150 |
|
Давление в топочном пространстве |
Па |
0-10 |
Участок №3
Немагнитная фракция II секции мокрой магнитной сепарации, подается на пульподелитель типа «Сегнерово колесо», где делится на три потока.
Один поток песковыми насосами ПБ 160/40 подается на обезвоживание 3,4линий сушки участка №3, которое производится системой гидроциклонов, состоящейиз основного гидроциклона ГЦР-360 и батареи перечистных гидроциклонов ГЦП-150. Пески гидроциклонов поступают на фильтрацию на 4 ленточных фильтра Л1,6-0,5/3,2, кек с которых подается на сушку в два сушильных барабана СБ2,2-14. Сливы ГЦП-150 и переливы вакуум-фильтров насосами ПБ160/40 подаются на контрольное обезвоживание в батарее гидроциклонов ГЦП150, сливы которой направляются в схему улавливания и сушки шламов, а пески объединяются с песками основной операции обезвоживания.
Второй и третий потоки песковыми насосами ПБ 160/40 подаются на обезвоживание 5,6линий сушки участка №3, которое производится по одинаковым схемам системой гидроциклонов, состоящей из основного гидроциклона ГЦР-360 и батареи перечистных гидроциклонов ГЦП-150. Пески гидроциклонов поступают на фильтрацию на 6 ленточных фильтров Л1,6-0,5/3,2 кек с которых подается на сушку в два сушильных барабана СБ2,5-20 и СБ2,8-20. Сливы ГЦП-150 и переливы вакуум-фильтров насосами ПБ160/40 подаются на контрольное обезвоживание в батарее гидроциклонов ГЦП150, сливы которой направляются в схему улавливания и сушки шламов, а пески объединяются с песками основной операции обезвоживания.
Технологическая схема процесса обезвоживания полевого шпата на участке №3 представлена на рис.9.2.
Рис.9.2 Технологическая схема процесса обезвоживания полевого шпата на участке №3
Технологические параметры процесса обезвоживания представлены в табл.9.4.
Таблица 9.4
Технологические параметры процесса обезвоживания
|
Тип гидро-циклона |
Диаметр, мм |
Коли-чество, шт |
Диаметр сливного насадка, мм |
Диаметр пескового насадка, мм |
Плот-ность слива, % |
№ пескового насоса |
Тип насоса |
|
ГЦР-360 |
360 |
2 |
50-52 |
16-18 |
— |
16-17 |
ПБ-250/56 |
|
ГЦП-150 |
150 |
6 |
24-26 |
10-12 |
2-3 |
— |
|
|
ГЦП-150 |
150 |
3 |
24-26 |
10-12 |
2-3 |
6 |
ПБ-63/20,5 |
Дымовые газы сушильных барабанов №5-6 проходят двухстадиальную очистку от пыли в сухом циклоне СК-ЦН-34 и мокром циклоне типа «СИОТ» №8. Степень очистки газов достигает 98%.
Технологические параметры процесса фильтрации полевого шпата Участка №3 представлены в табл.9.5.
Таблица 9.5
Технологические параметры процесса фильтрации полевого шпата Участка №3
|
Наименование параметра |
Единица измерения |
Величина параметра |
|
Плотность питания |
% твёрдого |
60 |
|
Влажность кека |
% влаги |
18-22 |
Дымовые газы сушильных барабанов № 3-4 проходят двухстадиальную очистку от пыли в батарейных сухих циклонах ЦН-15 диаметром 800 мм и мокрых циклонах типа «СИОТ» №5, работающих параллельно. Степень очистки газов достигает 98%. Подача газа в топки сушильных барабанов №3-6 производится через форсунки ГНП-9БП под давлением 4кПа. Воздух на горение подается от дымососа ДН-12,5 с разделением на первичный и вторичный. Первичный воздух подается на форсунки, вторичный — в топки сушильных барабанов. Вытяжка газов из сушильных барабанов осуществляется дымососами марки ДН-15.
Обезвоживание шламов производится в гидроциклонах, а и сушка вбарабанных сушилках. Сливы обезвоживающих гидроциклонов ГЦП-150, установленные перед фильтрацией полевого шпата подаются с линий песковыми насосами и самотеком в осадительные конусные отстойники общей ёмкостью 36м3 . По мере осаждения конусные отстойники освобождаются от шламового материала путем перекачки песковым насосом на обезвоживание в гидроциклоны ГЦП-150, пески которых поступают на фильтрацию на вакуум-фильтры. Дальнейшая сушка осуществляется в сушильных барабанах. Сливы гидроциклонов песковых насосов поступают на осаждение в шламовый отстойник ёмкостью 12м3 и через дополнительные гидроциклоны песковыми насосами поступают на фильтрацию на вакуум-фильтры. Сливы обоих отстойников направляются в отвал.
Технологические параметры сгущения шламов представлены в табл.9.6 а сушки в табл.9.7.
Таблица 9.6.
Технологические параметры сгущения шламов.
|
Тип гидро-циклона |
Диаметр, мм |
Коли-чество, шт |
Диаметр сливного насадка, мм |
Диаметр пескового насадка, мм |
Плотность слива, % |
№№ пескового насоса |
Тип насоса |
|
ГЦП-150 |
150 |
1 |
20-25 |
10-12 |
2-3 |
2 |
ПБ63/22,5 |
|
ГЦП-150 |
150 |
2 |
20-22 |
10-12 |
2-3 |
3-4 |
ПБ160/20 |
Таблица 9.7
Технологические параметры сушки полевого шпата в сушильных барабанах.
|
Наименование параметра |
Единица измерения |
Величина параметра |
|
Влажность кека |
% |
18-23 |
|
Влажность сухого шпата, не более |
% |
1 |
|
Температура газов в топке |
градус |
850-980 |
|
Температура отходящих газов |
градус |
150-180 |
|
Температура сухого шпата |
градус |
130-150 |
|
Давление в топочном пространстве |
Па |
0-10 |
Высушенный продукт сушильных барабанов является готовым продуктом и направляется на дальнейшее обогащение на сухую магнитную сепарацию.
Технологическая схема сушки шламов представлена на рис.9.3.
Рис.9.3 Технологическая схема сушки шламов.
Высушенный продукт сушильных барабанов направляется на сухую сильномагнитную сепарацию с целью доведения его до кондиции, соответствующей маркам ПШС 0,5 — 21, ПШС 0,3 — 21, ПШС 0,2 — 21 путем разделения слабомагнитных (биотита, ильменита, гематита, циркона, лимонита, сидерита, пироксена) и немагнитных минералов (полевой шпат, кварц) в сильном магнитном поле сепараторов марки 2ЭВС-36/100. Немагнитный концентрат сепарации является готовым к отгрузке полевошпатовым материалом.
Технологическая схема отделения сухой магнитной сепарации представлена на рис 10.1.
Технологические параметры сухой магнитной сепарации представлены в табл.10.1.
Таблица 10.1
Технологические параметры сухой магнитной сепарации.
|
Наименование параметра |
Ед. измерения |
Величина параметра |
|
Температура поступающего шпата |
град |
100-130 |
|
Напряженность магнитного поля |
Эрстед |
12500-15000 |
|
Намагничивающий ток |
А |
30-36 |
|
Рабочий зазор |
мм |
7 |
|
Скорость вращения валка |
об/мин |
40 |
|
Электродвигатель: мощность |
кВт |
7,5 |
|
скорость вращения |
об/мин |
1470 |
Сухие операции при рудоподготовке и обогащении сопровождаются выделением пыли. Основными мерами борьбы с запыленностью являются: локализация и гидроподавление пыли.
К точкам пылеобразования подведена вытяжная вентиляция. Вентиляционные системы обеспечивают отсос запыленного воздуха и его последующую очистку в сухих циклонах ЦН-15, СК-ЦН-34 и в мокрых циклонах типа «СИОТ».
Дробильно-измельчительное отделение.
Вентиляционная система В-1 предназначена для отсоса и очистки запыленного воздуха от щековой дробилки и ленточного конвейера №1.
Вентиляционная система В-2 предназначена для отсоса и очистки запыленного воздуха от разгрузочных течек конусных дробилок КСД-1200Гр, КМД-1750т и от ленточного конвейера.
Вентиляционная система №3 предназначена для отсоса запыленного воздуха от узлов загрузки и разгрузки транспортера.
Вентиляционная система В-4 предназначена для отсоса и очистки запыленного воздуха от грохотов и разгрузочной течки ленточного конвейера.
В дробильно-измельчительном отделении ремонт и очистка вентиляционных систем производится силами вентиляционной группы.
Полевошпатовое отделение — сухой цикл.
Система отсоса и очистки газов, пыли из помещений и от оборудования включают:
. сухих циклонов СКЦН-34, ЦН-15;
. батареи сухих циклонов СК-15;
. рукавные фильтры ФРКН-360;
. дымососов ДН-12,5;
. мокрые циклоны типа «СИОТ».
Степень очистки запыленного воздуха составляет 98%.
К точкам пылеобразования подведена вытяжная вентиляция. Вентиляционные системы обеспечивают отсос запыленного воздуха и его последующую очистку в сухих циклонах
ЦН-800, в мокрых установках типа Euro filter «САМI» и рукавных фильтрах типа РФГ-V-МС степень очистки запыленного воздуха составляет 98%.
Норма запыленности атмосферного воздуха на обогатительной фабрике установлена 6мг/м3. На сухом цикле очистка и ремонт вентиляционных систем производится в дни ППР.
Замеры запыленности воздуха производятся согласно графика два раза в месяц.
Обогатительная фабрика снабжается водой из озера «Сунгуль» и водой оборотного водоснабжения из хвостохранилища.
Свежая вода подается насосной станцией, находящейся на берегу озера «Сунгуль», насосами 200Д-60 и 200-Д-90 через промежуточный бак емкостью 1000 м3.
Оборотная вода подается насосной станцией оборотного водоснабжения, установленной на территории хвостохранилища, насосами 1Д-630-90.
Оборотная вода подается непосредственно в магистраль обогатительной фабрики. Внутри фабрики водяная магистраль закольцована.
Контроль и опробование
Опробование и контроль технологического процесса ведется персоналом ОТК, НИЛ, технологическим персоналом обогатительной фабрики, а также средствами КИПиА.
. Персоналом ОТК контролируются следующие параметры:
.1 Количество поданной на фабрику руды путем взвешивания груженного автомобильного транспорта на автомобильных весах.
.2 Влажность поданной руды. Проба отбирается вручную контролером ОТК.
.3 Содержание класса +0,25мм в камерном продукте флотации. Проба отбирается вручную контролером ОТК каждый час на выходе из разгрузочной течки сушильного барабана и рассеивается на сите. Содержание класса +0,25мм регистрируется в рабочих журналах контролером ОТК, сменным мастером и оператором пульта управления.
.4 Содержание окислов железа и кальция в камерном продукте флотации. Проба отбирается вручную контролером ОТК каждый час на выходе из разгрузочной течки сушильного барабана. Содержание в пробе регистрируется в рабочих журналах контролера ОТК, сменного мастера и оператора пульта управления.
.5 Содержание окислов железа и кальция в готовом немагнитном продукте сухой магнитной сепарации. Часовая проба отбирается механическим пробоотборником. Содержание окислов железа и кальция регистрируется в рабочих журналах контролером ОТК, сменным мастером и оператором пульта управления.
.6. Содержание окислов железа и кальция в разгрузке сухих циклонов СК-ЦН — 34. Проба отбирается вручную из разгрузочных течек сухих циклонов вручную контролером ОТК каждые 60 минут. Содержание в пробе окислов железа и кальция регистрируется в рабочих журналах контролером ОТК, сменным мастером и оператором пульта управления.
.7 Содержание окислов железа, кальция, алюминия, магния, кремния, калия и натрия в измельченной руде. Проба отбирается механическим пробоотборником. Содержание пробы регистрируется в рабочем журнале оператора пульта управления, контролера ОТК и главного технолога обогатительной фабрики каждые 8 часов.
.8 Содержание классов +0,25мм; +0,1мм; +0,063мм; — 0,063мм в измельченной руде. Проба отбирается механическим пробоотборником. Содержание пробы регистрируется в рабочем журнале оператора пульта управления, контролера ОТК и НИЛ
.9 Содержание окислов железа, кальция, магния, алюминия, кремния, калия и натрия в пенных продуктах флотации и магнитной фракции мокрой магнитной сепарации. Проба контролируется механическим пробоотборником. Содержание пробы регистрируется в рабочих журналах контролера ОТК, оператора пульта управления и главного технолога обогатительной фабрики.
.10 Содержание окиси железа и кальция в отгружаемой продукции. Проба отбирается механическим пробоотборником по мере отгрузки шпата в вагоны. Содержание окиси
.11 железа и кальция регистрируется персоналом ОТК и сменным мастером обогатительной фабрики. Полученная проба является окончательной и характеризует готовую продукцию, отгружаемую потребителю.
.12 Количество шпата, отгружаемого потребителю, определяется путем взвешивания вагонов на железнодорожных весах марки «Ньютон 41» производства фирмы «ВЕСКОМ». Вес отгружаемой товарной продукции регистрируется в рабочем журнале сменного мастера обогатительной фабрики, мастера по отгрузке шпата железнодорожного участка и контролера ОТК.
. Технологическим персоналом фабрики контролируются следующие технологические параметры:
.1 Содержание класса — 3,2 мм в дробленой руде. Замер производится машинистами мельниц один раз в смену по питанию трех стержневых мельниц. Результаты замеров регистрируются в рабочем журнале машиниста мельниц.
.2 Плотность сливов стержневых мельниц. Замер производится машинистами мельниц с помощью мерной кружки за каждый час работы. Результат замера регистрируется в рабочем журнале машиниста мельниц и сменного мастера обогатительной фабрики.
.3 Плотность сливов спиральных классификаторов. Замер производится машинистами мельниц и флотаторами с помощью мерных кружек за каждый час работы. Результат замера регистрируется в рабочем журнале машиниста мельниц, флотаторов и сменного мастера обогатительной фабрики.
.4 Плотность питания грохота » Деррик». Замер производится машинистами мельниц с помощью мерной кружки за каждый час работы. Результат замера регистрируется в рабочем журнале машиниста мельниц и сменного мастера обогатительной фабрики.
.5 Количество подаваемых реагентов. Замер производится флотаторами при помощи мерных стаканов в начале каждой смены и далее по мере необходимости (изменения реагентного режима).
Результат замера регистрируется в рабочем журнале флотатора и сменного мастера обогатительной фабрики.
.6 Плотность пульпы в камерах флотомашин. Замер производится флотатором при помощи мерной кружки через каждый час работы. Результат замера регистрируется в рабочем журнале флотатора и сменного мастера обогатительной фабрики.
.7 рН пульпы в камерах флотомашин. Замер производится флотаторами при помощи лакмусового индикатора или рН-метра два раза в смену. Результат замера регистрируются в рабочем журнале флотатора и сменного мастера обогатительной фабрики.
. Средствами КИПиА контролируются следующие параметры:
.1 Почасовая переработка руды. Определяется по показаниям конвейерных весов, установленных на ленточных конвейерах, питающих стержневые мельницы. Показания счетчиков снимаются через каждый час работы и регистрируются в оперативном журнале оператора пульта управления и сменного мастера.
.2 Температура пульпы в камерах флотомашин. Показания счетчиков регистрируются флотаторами и сменными мастерами в рабочих журналах.
.3 На сушильных барабанах контролируются следующие параметры:
.3.1 расход природного газа;
.3.2 давление газа на горелку;
.3.3 давление воздуха на горение;
.3.4 давление в топочном пространстве;
.3.5 температура отходящих газов;
.3.6 температура в топочном пространстве;
.3.7 температура сухого шпата на выходе из барабана.
. Персоналом НИЛ проводится систематически опробование технологического процесса обогащения полевого шпата. Один раз в год проводится Генеральное опробование технологического процесса обогатительной фабрики.
Автоматизация
1. Дробильное отделение.
Полностью сблокирована схема запуска дробильного отделения, что исключает забивки, а также эксплуатацию дробилок с нарушением установленных норм и правил.
. Измельчительное отделение.
На питании стержневых мельниц №1,2,3 установлены приводы ленточных конвейеров с тиристорным управлением, позволяющие загружать мельницы рудой, изменяя скорость конвейера.
. Сушильное отделение.
Автоматика безопасности срабатывает при падении и повышении разряжения в топках сушильных барабанов, при падении и повышении давления воздуха в воздуховоде, повышении и понижении давления газа перед горелками, при отключении электроэнергии. На питании сушильного барабана установлен привод ленточного конвейера с тирристорным управлением, позволяющий загружать сушильный барабан рудой, изменяя скорость конвейера. Скорость вращения сушильного и охлаждающего барабанов может изменяться при помощи частотных преобразователей.
Отвальные хвосты обогатительной фабрики грунтовыми насосами ГРТ 1250/71 перекачиваются в хвостохранилище, расположенное в отработанном карьере «Главный» в его северо-восточной и юго-западной частях и относится к котлованному типу четвертого класса капитальности. Площадь хвостохранилища составляет 14,8 га, полезный объем — 4,6млн. м3 .
В первую очередь заполняется северо-восточная часть хвостохранилища. Система гидротранспорта смешанная — напорно-принудительная и самотечная. Напорно-принудительный гидротранспорт осуществляется по магистралям диаметром 530мм длиной 1040м до устья тоннеля. Далее гидротранспорт пульпы самотечный по бетонным лоткам, проложенным в тоннеле с уклоном 0,01%. Длина тоннеля составляет 620 метров.
При выходе из тоннеля пульпа из лотков по трубам поступает в северо-восточный отсек хвостохранилища.
Магистральный пульповод по всей длине состоит из двух ниток: рабочей и резервной.
Система оборотного водоснабжения состоит из стационарной насосной станции, расположенной на берегу юго-восточного отсека карьера «Главный».
В помещении насосной станции смонтированы три водяных насоса 1Д630-90. Прокладка водовода наземная в одну нитку из стальных труб диаметром 275 мм от насосной станции через тоннель. На выходе из тоннеля диаметр магистрали увеличивается до 530 мм.
Регулировка уровня воды в хвостохранилище осуществляется путем увеличения или уменьшения расхода оборотной воды на обогатительной фабрике. Замер уровня воды в хвостохранилище производится ежесменно по мерной рейке.
Промышленные стоки обогатительной фабрики содержат:
а) реагенты: катионный собиратель «Флон», анионный собиратель талловое масло, кальцинированную соду;
б) нефтепродукты;
в) взвешенные вещества.
Очистка стоков осуществляется путем отстоя в хвостохранилище. Контроль за качеством промышленных стоков и оборотной воды производится путем отбора проб вручную ежемесячно по графику.
В пробе определяются:
- прозрачность;
- содержание взвешенных веществ;
- содержание нефтепродуктов;
- рН;
- содержание аминов и др.
Характеристика пульпы и оборотной воды представлены в таблицах 13.1 и 13.2 соответственно.
Таблица 13.1
Характеристика пульпы, сбрасываемой в хвостохранилище.
|
№№ п/п |
Наименование параметра |
Ед. измер. |
Величина параметра |
|
1. |
Расход |
м 3 /час |
600-700 |
|
2. |
Плотность пульпы |
% твердого |
4-5 |
|
3. |
Удельный вес твердой фазы |
т/м 3 |
2,65 |
|
4. |
Гранулометрический состав твердого: |
||
|
+0,25мм |
% |
0,8 |
|
|
+0,35мм |
% |
6,7 |
|
|
+0,071мм |
% |
16,5 |
|
|
+0,055мм |
% |
19,0 |
|
|
-0,055мм |
% |
57,0 |
|
|
5. |
Химический анализ отвальных хвостов: |
||
|
Fe 2 03 |
% |
4,2 |
|
|
Са0 |
% |
3,65 |
|
|
Мg0 |
% |
1.1 |
|
|
Al 2 03 |
% |
19.0 |
|
|
К 2 0 |
% |
6,1 |
|
|
Nа 2 0 |
% |
7,7 |
|
|
Si0 2 |
% |
50.2 |
|
|
S |
% |
0.05 |
|
|
Ti0 2 |
% |
1,0 |
|
|
6. |
Минералогический анализ хвостов: |
||
|
биотит |
% |
13,16 |
|
|
магнетит |
% |
1,10 |
|
|
ильменит |
% |
0,59 |
|
|
сульфиды |
% |
0,21 |
|
|
ожелезненный шпат |
% |
0,49 |
|
|
биотит в сростках |
% |
1,22 |
|
|
магнетит в сростках |
% |
0,26 |
|
|
карбонаты |
% |
24,21 |
|
|
шпат свободный |
% |
58,76 |
|
|
7. |
Содержание собирателя «Флон» |
мг/л |
0,01 |
|
8. |
Содержание фтора |
мг/л |
0,3 |
|
9. |
Содержание нефтепродуктов |
мг/л |
0,15 |
|
10. |
Содержание взвешенных веществ |
мг/л |
38,0 |
|
11. |
Окисляемость |
мг/л 0 2 |
3,6 |
|
12. |
Содержание железа общего |
мг/л |
0,52 |
|
13. |
Содержание меди |
мг/л |
0,001 |
|
14. |
Содержание цинка |
мг/л |
0,01 |
Таблица 13.2
Характеристика оборотной воды.
|
№№ п/п |
Наименование параметра |
Ед. измер. |
Величина параметра |
|
1. |
Прозрачность |
см |
20 |
|
2. |
Взвешенные вещества |
мг/л |
0,05 |
|
3. |
Окисляемость |
мг/л 0 2 |
3,5 |
|
4. |
Водородный показатель |
рН |
7,0 |
|
5. |
Фтор |
мг/л |
0,65 |
|
6. |
Собиратель «Флон» |
мг/л |
0,1 |
|
7. |
Нефтепродукты |
мг/л |
0,08 |
|
8. |
Общее железо |
мг/л |
0,16 |
|
9. |
Медь |
мг/л |
0,001 |
|
10. |
Цинк |
мг/л |
0,01 |
Основные параметры деятельности ОАО «Вишневогорский ГОК» за 2011 год представлены в табл.14.1.
Таблица 14.1.
Основные показатели производства ОАО «Вишневогорский ГОК»
|
№ п/п |
Наименование показателей |
Ед. изм. |
Факт 2010 г. |
Факт 2011 г. |
% |
|
1. |
Выпуск полевого шпата, всего |
т |
554093 |
608944 |
109,9 |
|
в т. ч. ПШС — 0,50 — 21 |
т |
143464 |
155687 |
108,5 |
|
|
ПШС — 0,30 — 21 |
т |
272067 |
301810 |
110,9 |
|
|
ПШС — 0,20 — 21 |
т |
138562 |
151447 |
109,3 |
|
|
в т. ч. ПШС — 0,13 — 0,15 |
т |
35224 |
41057 |
116,6 |
|
|
2. |
Добыча руды |
т |
1354184 |
1436313 |
106,1 |
|
3. |
Вскрыша |
т |
933914 |
1317505 |
141,1 |
|
4. |
Переработка руды |
т |
1145807 |
1224420 |
106,9 |
|
5. |
Выход шпата |
% |
48,4 |
49,7 |
102,7 |
|
6. |
Товарная продукция в действ. ценах |
тыс. руб. |
816762 |
1014163 |
124,2 |
|
7. |
Товарная продукция в сопоставимых ценах |
926139 |
1014163 |
109,5 |
|
|
8. |
Кол-во промышл. персонала |
чел. |
964 |
890 |
92,3 |
|
9. |
Производительность на 1 работника ПП в сопост. ценах |
руб. |
960725 |
1139509 |
118,6 |
|
10. |
Себестоимость товарной продукции |
тыс. руб. |
731793 |
882192 |
120,6 |
|
11. |
Затраты на рубль товарной продукции |
коп. |
89,60 |
86,99 |
97,1 |
|
12. |
Рентабельность |
% |
11,6 |
15 |
129,3 |
Цены на полевошпатовый концентрат в 2011 году поднимали два раза:
с 1 января на 10%
с 1 октября на 2,5 %.
Средняя заработная плата составила 17783,50 рублей на 1 трудящегося ПП в месяц — 125,1 % к 2010 году (14219,70 руб. /чел. по пром. персоналу).
Уровень инфляции в 2011 году по РФ составил 6,1 %.
В 2011 году была проведена работа по улучшению условий труда трудящихся комбината:
затраты на охрану труда составили 4100 тыс. рублей.
Количество предприятий потребителей удалось сохранить на прежнем уровне — 102 потребителя. Доля рынка ОАО «Вишневогорский ГОК» не снизилась, что можно считать решением в 2011 году одного из приоритетных направлений деятельности Общества.
Второе приоритетное направление связано с решением вопросов по улучшению технологических и экономических показателей.
В 2011 году выполнены следующие мероприятия:
. Приобретен БелАЗ 45 т вместо 30 т. Затраты составили 3,3 млн. руб.
. Доукомплектована новая флотомашина РИФ — 8,5 (9 камер), увеличив ее фронт флотации, внедрили автоматическую установку дозирования реагентов и автоматический контроль работы флотации. Затраты составили 2,5 млн. рублей.
. Приобрели и запустили в работу 7 песконасосов Mill Max вместо насосов ПБ. Затраты составили 8,8 млн. рублей.
4. Приобрели и смонтировали вторые железнодорожные весы. Затраты составили 3 млн. рублей.
. Внедрили новую фильтроткань «Мальцевотекс» на ленточных вакуум-фильтрах. Затраты за год составили 1,1 млн. руб.
Экономический эффект от данных мероприятий в 2011 году составил 13,9 млн. рублей.
За 2011 год затраты по техническому перевооружению предприятия в целом составили 77,4 млн. руб., в том числе частичная оплата за дробильно — сортировочный комплекс составила 42,5 млн. руб.
Совет директоров одобрил проводимую ОАО «Вишневогорский ГОК» маркетинговую политику и поручил дирекции ОАО «Вишневогорский ГОК»:
продолжить работу, направленную на обеспечение рынка более качественными сортами полевого шпата за счет реализации комплекса мер по повышению его конкурентоспособности;
продолжить выполнение мероприятий по обеспечению роста общего объема реализации полевого шпата в условиях растущей конкуренции и по улучшению платежной дисциплины при оплате за поставленный полевой шпат.
Инвестиционная политика
В отчетном периоде ОАО «Вишневогорский ГОК» проводило инвестиционную политику, направленную на техническое перевооружение. Капитальные вложения за отчетный период по данным бухгалтерского учета составили 33,9 млн. руб.
Таблица 14.2
Капитальные вложения
|
№ п/п |
Показатели |
Сумма, млн. руб. |
|
1. |
Капитальные вложения |
33,9 |
|
в том числе: |
||
|
1.1 |
— СМР |
2,2 |
|
1.2 |
— пусконаладочные работы |
0 |
|
1.3 |
— оборудование |
31,1 |
|
1.4 |
— проектные работы |
0,2 |
|
1.5 |
— прочие затраты |
0,3 |
Введено основных фондов за этот же период 35,9 млн. руб.
Финансовое положение Общества
В целом финансовое положение Общества за отчетный год можно оценить как стабильное. Размер чистых активов к концу 2011 года увеличился на 83187 тыс. руб. и составил 628655 тыс. руб. По сравнению с началом года валюта баланса увеличилась на 2,9 % и составила 898610 тыс. руб. Баланс предприятия представлен в табл.14.3.
Таблица 14.3
Балансовая ведомость
|
№ п/п |
Наименование показателя |
Код стр. баланса |
На начало года (тыс. руб.) |
На конец года (тыс. руб.) |
Изменение за период (тыс. руб.) |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
АКТИВЫ |
|||||
|
1 |
Нематериальные активы |
1110 |
0 |
0 |
0 |
|
2 |
Основные средства |
1130 |
382383 |
345217 |
-37166 |
|
3 |
Финансовые вложения |
1150 |
169 |
159 |
-10 |
|
4 |
Незавершенное |
1170 |
7776 |
14432 |
+6656 |
|
5 |
Запасы |
1210 |
67108 |
75619 |
+8511 |
|
6 |
НДС по приобретенным ценностям |
1220 |
8054 |
8881 |
+827 |
|
7 |
Дебиторская задолженность |
1230 |
399371 |
438161 |
+38790 |
|
8 |
Денежные средства |
1250 |
8702 |
16141 |
+7439 |
|
9 |
Итого активы |
1600 |
873563 |
898610 |
+25047 |
|
ПАССИВЫ |
|||||
|
10 |
Долгосрочные обязательства по займам |
1410 |
126237 |
50000 |
-76237 |
|
11 |
Отложенные налоговые обязательства |
1420 |
5070 |
6536 |
+1466 |
|
12 |
Краткосрочные обязательства по займам и кредитам |
1510 |
136000 |
148040 |
+12040 |
|
13 |
Кредиторская задолженность |
1520 |
59473 |
65379 |
+5906 |
|
14 |
Расчеты по дивидендам |
1550 |
1315 |
0 |
-1315 |
|
15 |
Итого пассивы, исключаемые из стоимости |
Суммы п.10-п.14 |
328095 |
269955 |
-58140 |
|
16 |
Стоимость чистых активов |
п.9-п.15 |
545468 |
628655 |
+83187 |
Таблица 14.4
Формирование результатов финансово-хозяйственной деятельности за отчетный год
|
№ п/п |
Наименование показателя |
Сумма, тыс. руб. |
|
1 |
Выручка от реализации за исключением налогов |
1098112 |
|
2 |
Себестоимость реализации товаров, работ, услуг (2120+2210+2220) |
944662 |
|
4 |
Результат от реализации — прибыль (убыток) |
153450 |
|
5 |
Рентабельность от основной деятельности |
16,2% |
|
6 |
Прочие доходы |
6669 |
|
7 |
Прочие расходы |
55316 |
|
8 |
Прибыль отчетного периода (до налогообложения) |
104803 |
|
9 |
Текущий налог на прибыль |
22898 |
|
10 |
Нераспределенная прибыль отчетного периода |
81905 |
В результате работы Общества в отчетном году получена прибыль от реализации продукции в сумме 153 450 тыс. руб.
С учетом прочих доходов и расходов получена сумма прибыли составила 104 803 тыс. руб. После уплаты налога на прибыль в сумме 22 898 тыс. руб. получена чистая прибыль 2011 года в сумме 81 905 тыс. руб. Расходы предприятия представлены в табл.14.5 и 14.6.
Таблица 14.5
Прочие расходы из прибыли ОАО «Вишневогорский ГОК» за 2011 год:
|
№№ пп |
Назначение расходов |
Сумма, тыс. руб. |
|
1 |
Проценты по кредитам и займам, банковское обслуживание |
25359 |
|
2 |
Налог на имущество |
8204 |
|
3 |
Штрафы за простой вагонов |
1660 |
|
4 |
Убытки от содержания профилактория |
1266 |
|
5 |
Убытки от содержания гостиницы |
1520 |
|
6 |
Совет директоров |
5241 |
|
7 |
Материальная помощь |
890 |
|
8 |
Благотворительность |
1011 |
|
9 |
2% платы за сбор денег ЖКО |
326 |
|
10 |
Пособие при уходе на пенсию |
1287 |
|
11 |
Регистрация прав собственности, услуга БТИ, оценка собственности, залогов, страхование |
876 |
|
12 |
Резерв сомнительных долгов |
205 |
|
13 |
Изготовление баннера |
227 |
|
14 |
Реализация векселей |
2097 |
|
15 |
Моральный вред |
650 |
|
16 |
Премии и выплаты из прибыли |
625 |
|
17 |
Безвозмездная передача незавершенки г. Снежинск |
2296 |
|
18 |
Услуги журналиста |
163 |
|
19 |
Командировки в Турцию |
107 |
|
20 |
Курсовая разница |
235 |
|
21 |
Вступительный и членский взносы в Совет рынка |
1065 |
|
Итого: |
55316 |
Таблица 14.6
Информация об объеме использованных на ОАО «Вишневогорский ГОК» в 2011 году видов энергетических ресурсов.
|
Наименование показателей |
Ед. изм. |
Кол-во |
Сумма без НДС, тыс. руб. |
Удельный вес в смете затрат, % |
|
1. Электрическая энергия |
тыс. кВтч |
56 459 |
124 601 |
14,1 |
|
2. Газ природный |
тыс. м3 |
31486 |
85 489 |
9,7 |
|
3. Топливо дизельное |
т |
2099 |
49 638 |
5,6 |
|
4. Бензин автомобильный |
т |
102 |
2 867 |
0,3 |
Рынок полевошпатового сырья требует продукцию с низким содержанием железа. Остальные компоненты шпата ОАО «Вишневогорский ГОК» выгодно отличаются от показателей конкурентов, что дает продукции ОАО «Вишневогорский ГОК» определенные преимущества. Только качественная продукция может успешно конкурировать и завоевывать ведущие позиции на рынке. Поэтому главная задача предприятия состоит в улучшении качества готовой продукции, при снижении затрат на её производство.
Решение этой задачи затрагивает все структурные подразделения предприятия. Частично она будет решена за счет выполнения утвержденных мероприятий по техническому перевооружению предприятия на 2012-2013 год:
. Выполнить монтаж и запустить в работу новый дробильный комплекс вместо трех действующих.
. Перевести измельчение на питание — 4+0 мм вместо — 18-40 мм и провести реконструкцию схемы измельчения.
. Выполнить монтаж автоматизированной установки по обесшламливанию питания флотации.
. Приобрести и смонтировать насос для оборотной воды SULZER и два насоса Mill Max.
. Смонтировать четыре гидроциклона Krebs gMax для обезвоживания шпата.
. Приобрести и выполнить монтаж ротационного план — фильтра вместо ленточных вакуум — фильтров.
Решение указанных мероприятий позволит наряду с увеличением производительности снизить затраты на производство, увеличить конкурентоспособность нашей продукции.
Дальнейшее улучшение экологической обстановки в 2012 году остается одним из приоритетов Общества. Реконструкция «холодной» части аспирации участка № 2 обогатительной фабрики, ремонт газоходов участка № 4, запуск нового дробильного комплекса с системой обеспыливания. Советом директоров на 2012 год утвержден план производства полевого шпата в объеме 600 тыс. тонн, в том числе:
ПШС 0,50-21 — 155 тыс. тонн, 25,8 % от общего объема выпуска;
ПШС 0,30-21 — 298 тыс. тонн, 49,7 % от общего объема выпуска;
ПШС 0, 20-21 — 147 тыс. тонн, 24,5 % от общего объема выпуска.