
Статистические методы контроля качества используются для оценки количественных характеристик качества. Первым статистические методы контроля производственных процессов внедрил в 20-е годы В.А. Шеварт (1891-1967).
Примененная им карта регулирования контроля качества основывается на статистических данных. С помощью статистического анализа дефекты текущего производства могли быть своевременно обнаружены и устранены.
Статистические методы контроля качества показывают, что в определенной серии товаров определенные характеристики качества встречаются определенное количество раз и на основе этих данных, возможно, выстроить кривую так называемого нормального распределения. При контролируемом процессе оценка каждой следующей партии будет давать аналогичную кривую, если процесс вышел из под контроля — кривые будут отличаться. Цель применения статистических методов анализа качества — выявление степени влияния случайных и/или закономерных факторов на показатели качества. Качество- это совокупность свойств продукции, призванных удовлетворять потребность в соответствии с назначением продукции. Любой продукт представляет собой совокупность свойств, куда входят надежность, эргономичность, эстетические свойства, безопасность и экологичность продукции. Современное производство — это производство высококачественной продукции. Потребитель зачастую предпочитает качество в ущерб цене, поскольку понимает, что высокое качество снизит расходы по эксплуатации, ремонту и более полно удовлетворит его потребности. Если анализировать причины процветания фирм типа «Адидас», «Тойота», «Грундиг», «Фольксваген» и др., то мы увидим, что имидж этих фирм базируется на качестве продукции, а не на цене. А качество, в свою очередь, обеспечивает рост продаж, снижение издержек, увеличение прибыли.
Управление качеством — настоятельное требование времени, так как эти знания жизненно необходимы в условиях рыночной экономики, подразумевающей наличие острой конкуренции между производителями товаров и услуг.
Качественный подход к стратегии предприятия должен основываться на том, что качество является одновременно и самым эффективным средством удовлетворения потребностей, и средством снижения издержек.
Качество — понятие субъективное. Существует множество трактовок и терминологических подходов к его определению. В быту понятие «качество» часто используется для обозначения соответствия продукции или услуг определенным требованиям.
Качество продукции, показатели и методы его оценки
... потребителей рассматриваются как отражение эффективности программ и методов контроля качества на фирмах. Отметим еще одну особенность в программах контроля качества продукции на фирмах--разработку инструкций по установке ... персонала. В некоторых случаях результаты оценки могут сказаться на решении об отправке изделий. При анализе результатов контроля важно сравнить количество забракованных товаров ...
В современном менеджменте в понятие «качество» должны быть включены истинные запросы потребителя — текущие и перспективные. При этом нужно понимать, что одно из наиболее распространенных определений качества как «удовлетворение потребностей покупателя» не ограничивается функциональными характеристиками продукта или услуги.
Основными составляющими качества, на которые производитель должен обращать внимание являются:
- Определение потребностей рынка (качество выбора Вашего потребителя)
- Качество проектирования продукта
- Качество процесса производства
- Соответствие качества конечной продукции проекту
- Качество послепродажного обслуживания
Помимо вышеперечисленных составляющих качества для правильного понимания проблем качества необходимо учитывать следующие положения:
- качество должно быть ориентировано на потребителя;
- обеспечение качества — не только техническая функция, реализуемая каким-то одним подразделением, а систематический процесс, пронизывающий всю организационную структуру компании;
- вопросы качества актуальны не только в рамках производственного процесса, но и в сфере разработки продукции, маркетинга, послепродажного обслуживания и т.п.;
- повышение качества продукции неразрывно связано с обновлением технологии;
- общее повышение качества достигается только с помощью экономически заинтересованного участия всех, кто задействован в создании продукции или услуги.
— Способность изделия удовлетворять потребности потребителей можно назвать характеристиками качества. Характеристики могут быть различными. Они могут выражать конкретные и абстрактные желания и потребности. Например: размер салона автомобиля и комфортабельность салона. Комфорт для каждого представляет индивидуальную ценность, поэтому представления каждого о комфортабельности будет сильно отличаться. Характеристики или свойства качества, в свою очередь, можно разделить на количественные и качественные. Количественным измерением свойств занимается квалиметрия, качественные же характеристики — это продукт взаимного сотрудничества производителя товаров или услуг и потребителя.
Под объектами в теории управления качеством понимаются различные составляющие Вашего бизнеса. Объектами качества могут быть, например:
- деятельность или процесс
— продукция (результат деятельности или процессов), которая, в свою очередь, может быть материальной (как, например, приобретенная Вами вещь в виде материального продукта, который мы в дальнейшем иногда будем называть изделием), или нематериальной (например, информация или понятия), или комбинацией из них
- организация, система или отдельное лицо
- любая комбинация из них
номенклатура качество контрольный исикава
Номенклатура показателей качества продукции — это совокупность (перечень) характеристик свойств продукции, выражающих ее качественную определенность как продукта производства и средства удовлетворения потребности. Показатель качества (продукции) — это количественная характеристика <#»873604.files/image001.gif»>
Анализ качества продукции и конкурентоспособность предприятия
... в соответствии с правилами работы и нормами международной стандартизации. Стандартизация расценивается государством, как средство управления государством и повышения конкурентоспособности продукции, так сказать эффективный рычаг ... не влиять на производителей, заставляет их думать о качестве. И те фирмы и предприятия, которые осознали, что качество - единственный путь выживанию в условиях рыночной ...
Рисунок 1
Контрольные листки.
Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам. Цель метода
Сбор данных и их автоматическое упорядочение для облегчения дальнейшего использования собранной информации.
Контрольный листок — это:
- средство регистрации данных, как правило, в виде бумажного бланка с заранее внесенными в него контролируемыми параметрами, соответственно которым можно заносить необходимые данные с помощью пометок или каких-либо символов;
- инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов.
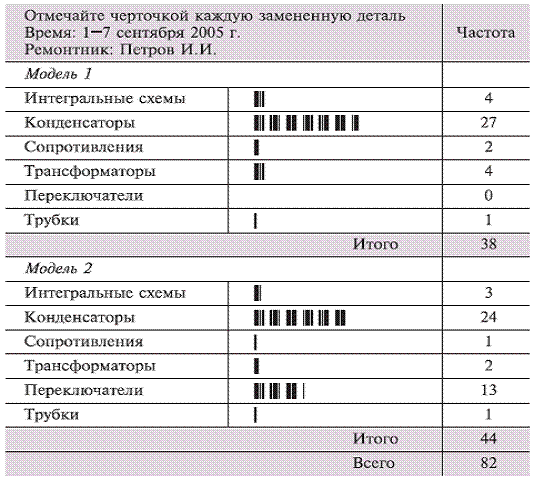
Рисунок 2
Гистограмма.
Гистограмма — инструмент, который позволяет наглядно изобразить и легко выявить структуру и характер изменения полученных данных (оценить распределение), которые трудно заметить при их табличном представлении.
Проведя анализ формы полученной гистограммы и ее местоположения относительно интервала допуска можно сделать заключение о качестве рассматриваемой продукции или состоянии изучаемого процесса. На основе заключения вырабатываются меры по устранению отклонений качества продукции или состояния процесса от нормы.
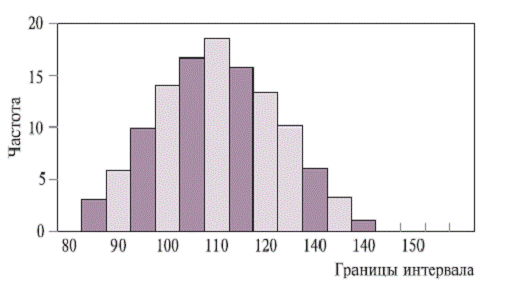
Рисунок 3
Диаграммы разброса.
Диаграммы разброса представляют из себя графики вида, изображенного ниже, которые позволяют выявить корреляцию между двумя различными факторами.
Диаграмма разброса: Взаимосвязи показателей качества практически нет.
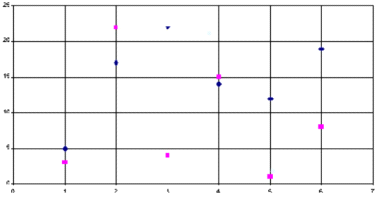
Рисунок 4
Диаграмма разброса: Имеется прямая взаимосвязь между показателями качества.
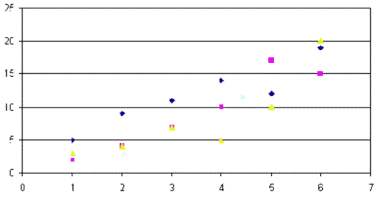
Рисунок 5
Диаграмма разброса: Имеется обратная взаимосвязь между показателями качества.
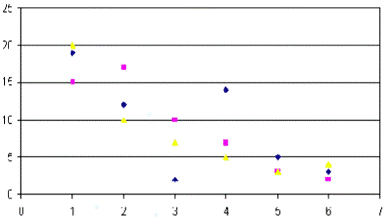
Рисунок 6
Анализ Парето.
Анализ Парето получил свое название по имени итальянского экономиста Вилфредо Парето, который показал, большая часть капитала (80%) находится в руках незначительного количества людей (20%).
Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик М.Оа. Лоренц представил графические иллюстрации.
Правило Парето — «универсальный» принцип, который применим во множестве ситуаций, и без сомнения — в решении проблем качества. Джозеф Джуран отметил «универсальное» применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причем большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий).
Анализ Парето как правило иллюстрируется диаграммой Парето (рис. ниже), на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат — в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении.
На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем.
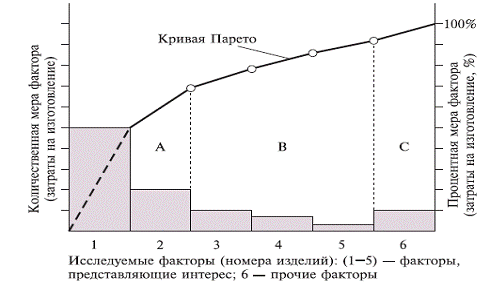
Рисунок 7
В основном, стратификация — процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков
Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, которые переменные будут использоваться для сортировки.
Стратификация — основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными.
На рисунке приведен пример анализа источника возникновения дефектов.
Все дефекты (100%) были классифицированы на четыре категории — по поставщикам, по операторам, по смене и по оборудованию.
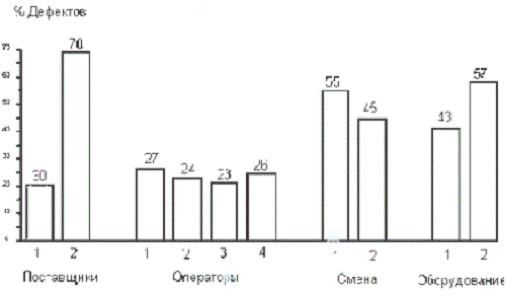
Рисунок 8
Контрольные карты — специальный вид диаграммы, впервые предложенный В. Шухартом в 1925 г. Контрольные карты имеют вид, представленный на. Они отображают характер изменения показателя качества во времени.
Контрольные карты по количественным признакам.
Контрольные карты по количественным признакам — это как правило сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а 2-я — разброса процесса. Разброс может вычисляться или на основе размаха процесса R (разницы между наибольшим и наименьшим значением), или на основе среднеквадратического отклонения процесса S.
В настоящее время обычно используются x — S карты, x — R карты используются реже.
Контрольные карты по качественным признакам
Карта для доли дефектных изделий (p — карта)
В p — карте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки — переменный.
Карта для числа дефектных изделий (np — карта)
В np — карте подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки — постоянный.
Карта для числа дефектов в выборке (с — карта)
В с — карте подсчитывается число дефектов в выборке.
Карта для числа дефектов на одно изделие (u — карта)
В u — карте подсчитывается число дефектов на одно изделие в выборке.
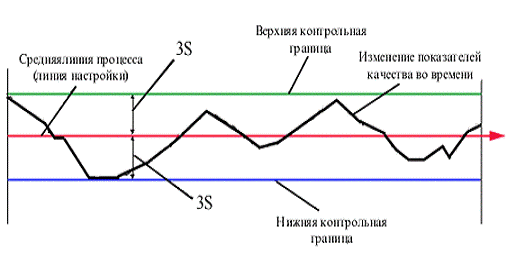
Рисунок 9
Для контроля наружного диаметра используется средство измерения: Штангенциркуль тип ШЦ 0-150 2 класса точности цена деления 0,1
Таблица 1 Результат измерений
|
7,88 |
7,8 |
7,85 |
7,9 |
8,2 |
7,9 |
7,8 |
8,1 |
7,89 |
7,7 |
|
7,9 |
7,8 |
7,84 |
7,7 |
7,89 |
7,8 |
7,9 |
7,98 |
7,7 |
7,89 |
|
7,89 |
7,89 |
7,8 |
7,8 |
7,89 |
7,9 |
7,78 |
7,8 |
7,87 |
7,89 |
|
7,8 |
7,98 |
7,88 |
7,89 |
7,8 |
7,87 |
7,78 |
7,78 |
7,8 |
8,1 |
|
7,9 |
7,78 |
7,8 |
7,89 |
7,78 |
7,8 |
7,79 |
7,89 |
7,89 |
7,8 |
|
7,89 |
7,87 |
7,8 |
8,1 |
7,86 |
7,8 |
7,88 |
7,89 |
7,98 |
7,9 |
|
7,8 |
7,8 |
7,8 |
7,7 |
7,8 |
7,87 |
7,8 |
7,88 |
7,97 |
7,8 |
|
7,89 |
7,8 |
7,87 |
7,98 |
7,8 |
7,89 |
7,87 |
7,89 |
7,89 |
7,89 |
|
7,8 |
7,9 |
7,8 |
7,89 |
7,8 |
7,87 |
7,8 |
7,8 |
7,89 |
7,89 |
|
7,78 |
7,89 |
7,9 |
7,8 |
7,89 |
7,8 |
7,78 |
7,8 |
7,9 |
7,8 |
Допуск 0,27мм
Dmax=8+0=8
Dmin=8-0.27=7,83
Таблица 2. Результаты измерений выборки
|
X1 |
X2 |
X3 |
X4 |
X5 |
|
|
1 |
7,88 |
7,89 |
7,9 |
7,8 |
7,8 |
|
2 |
7,8 |
7,89 |
7,78 |
7,8 |
7,9 |
|
3 |
7,85 |
7,8 |
7,8 |
7,8 |
7,8 |
|
4 |
7,9 |
7,8 |
7,89 |
7,7 |
7,89 |
|
5 |
8,2 |
7,89 |
7,78 |
7,8 |
7,8 |
|
6 |
7,9 |
7,9 |
7,8 |
7,87 |
7,87 |
|
7 |
7,8 |
7,78 |
7,79 |
7,8 |
7,8 |
|
8 |
8,1 |
7,8 |
7,89 |
7,88 |
7,8 |
|
9 |
7,89 |
7,87 |
7,89 |
7,97 |
7,89 |
|
10 |
7,7 |
7,89 |
7,8 |
7,8 |
7,89 |
|
11 |
7,9 |
7,8 |
7,89 |
7,89 |
7,78 |
|
12 |
7,8 |
7,98 |
7,87 |
7,8 |
7,89 |
|
13 |
7,84 |
7,8 |
7,8 |
7,87 |
7,9 |
|
14 |
7,7 |
7,89 |
7,1 |
7,98 |
7,8 |
|
15 |
7,89 |
7,8 |
7,86 |
7,8 |
7,89 |
|
16 |
7,8 |
7,87 |
7,8 |
7,89 |
7,8 |
|
17 |
7,9 |
7,78 |
7,88 |
7,87 |
7,78 |
|
18 |
7,98 |
7,78 |
7,89 |
7,89 |
7,8 |
|
19 |
7,7 |
7,8 |
7,98 |
7,89 |
7,9 |
|
20 |
7,89 |
8,1 |
7,9 |
7,89 |
7,8 |
Таблица 3 Результаты определения числа несоответствующих единиц продукции
|
Номер выборки |
Число не соответствий единиц продукции |
Данные соответствий единиц продукции в выборке Р/100 |
|||
|
1 |
2 |
0,02 |
n=100 |
||
|
2 |
2 |
0,02 |
|||
|
3 |
3 |
0,03 |
|||
|
4 |
1 |
0,01 |
|||
|
5 |
0 |
0 |
|||
|
6 |
1 |
0,01 |
|||
|
7 |
1 |
0,01 |
|||
|
8 |
2 |
0,02 |
|||
|
9 |
1 |
0,01 |
|||
|
10 |
1 |
0,01 |
2 |
0,02 |
|
|
12 |
0 |
0 |
|||
|
13 |
1 |
0,01 |
|||
|
14 |
1 |
0,01 |
|||
|
15 |
0 |
0 |
|||
|
16 |
2 |
0,02 |
|||
|
17 |
0 |
0 |
|||
|
18 |
1 |
0,01 |
|||
|
19 |
1 |
0,01 |
|||
|
20 |
2 |
0,02 |
![]()
![]()
![]()
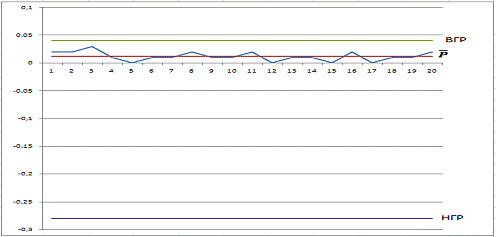
Рисунок 10. Контрольные карты по количественному признаку
Вывод: Т.к. график Р-карты не выходит за границы регулирования можно судить о стабильности тех процесса.
Таблица 4 Результат измерений в выборке
|
№ |
Действительные значения контролируемых. параметров |
∑ |
||||||
|
X1 |
X2 |
X3 |
X4 |
X5 |
||||
|
1 |
7,88 |
7,89 |
7,9 |
7,8 |
7,8 |
39,27 |
7,854 |
0,02 |
|
2 |
7,8 |
7,89 |
7,78 |
7,8 |
7,9 |
39,17 |
7,834 |
0,12 |
|
3 |
7,85 |
7,8 |
7,8 |
7,8 |
7,8 |
39,05 |
7,81 |
0,05 |
|
4 |
7,9 |
7,8 |
7,89 |
7,7 |
7,89 |
39,18 |
7,836 |
0,2 |
|
5 |
8,2 |
7,89 |
7,78 |
7,8 |
7,8 |
39,47 |
7,894 |
0,32 |
|
6 |
7,9 |
7,9 |
7,8 |
7,87 |
7,87 |
39,34 |
7,868 |
0,1 |
|
7 |
7,8 |
7,78 |
7,79 |
7,8 |
7,8 |
38,97 |
7,794 |
0,02 |
|
8 |
8,1 |
7,8 |
7,89 |
7,88 |
7,8 |
39,47 |
7,894 |
0,2 |
|
9 |
7,89 |
7,87 |
7,89 |
7,97 |
7,89 |
39,51 |
7,902 |
0,1 |
|
10 |
7,7 |
7,89 |
7,8 |
7,8 |
7,89 |
39,08 |
7,816 |
0,19 |
|
11 |
7,9 |
7,8 |
7,89 |
7,89 |
7,78 |
39,26 |
7,852 |
0,12 |
|
12 |
7,8 |
7,98 |
7,87 |
7,8 |
7,89 |
39,34 |
7,868 |
0,11 |
|
13 |
7,84 |
7,8 |
7,8 |
7,87 |
7,9 |
39,21 |
7,842 |
0,1 |
|
14 |
7,7 |
7,89 |
7,1 |
7,98 |
7,8 |
38,47 |
7,894 |
0,11 |
|
15 |
7,89 |
7,8 |
7,86 |
7,8 |
7,89 |
39,24 |
7,848 |
0,04 |
|
16 |
7,8 |
7,87 |
7,8 |
7,89 |
7,8 |
39,16 |
7,832 |
0,01 |
|
17 |
7,9 |
7,78 |
7,88 |
7,87 |
7,78 |
39,21 |
7,842 |
0,12 |
|
18 |
7,98 |
7,78 |
7,89 |
7,89 |
7,8 |
39,34 |
7,868 |
0,15 |
|
19 |
7,7 |
7,8 |
7,98 |
7,89 |
7,9 |
39,27 |
7,854 |
0,2 |
|
20 |
7,89 |
8,1 |
7,9 |
7,89 |
7,8 |
39,58 |
7,916 |
0,25 |
|
Общее кол-во |
784,59 |
156,9 |
3,41 |
|||||
|
Среднее значение |
39,2295 |
7,846 |
0,171 |
|||||
Для X-карты ![]() =7,846+0,577*0,17=7,94
=7,846+0,577*0,17=7,94
![]()
![]()
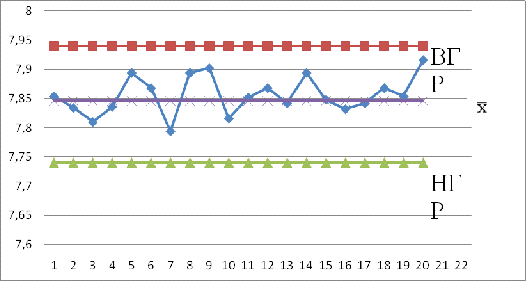
Рисунок 11
Вывод: т.к. ломаная линия находится между границами регулирования то можно судить о стабильности тех процесса.
Для R-карты ![]()
![]()
![]()
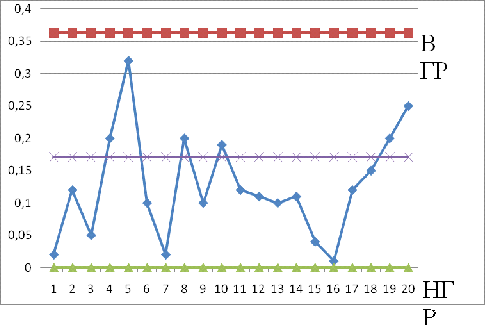
Рисунок 12
Вывод: т.к. ломаная линия находится между границами регулирования то можно судить о стабильности тех процесса.
Определить среднее значение ![]()
Определить Xmax=8,2
Xmin=7,1
Определить R=Xmax-Xmin=8,2-7,1=1,1
Определить число интервалов на которое необходимо разбить ряд чисел полученных измерений.
Таблица 5
|
Объем выборки |
50 |
100 |
150 |
|
Число интервалов |
5 |
10 |
15 |
Рассчитать цену 1 интервала по формуле
![]()
+C=7,1+0,11=7,21+0,11=7,32+0,11=7,43+0,11=7,54+0,11=7,65+0,11=7,76+0,11=7,87+0,11=7,98+0,11=8,09+0,11=8,2
Таблица 6
|
Номер интервала |
Диапазон интервала |
Среднее арифметическое |
Частота попадания размеров в интервал |
Частость |
|
1 |
7,9-7,87-7,79 |
7,83 |
18 |
0,18 |
|
2 |
7,89-7,86-7,97 |
7,90 |
25 |
0,25 |
|
3 |
7,8-8,2-7,84 |
7,94 |
34 |
0,33 |
|
4 |
7,78-7,7-8,1 |
7,86 |
14 |
0,14 |
|
5 |
7,98-7,88-7,85 |
7,90 |
9 |
0,6 |
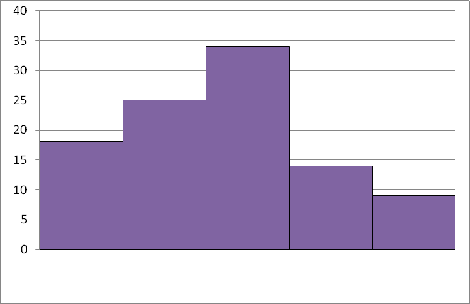
Рисунок 13
Вывод:
Качество выпускаемой продукции — это своеобразный символ сегодняшней экономики предприятия.
Как отмечают зарубежные менеджеры, качество — это не лозунг, это целая философия, в которой снижение издержек, рост производительности труда потеснены качеством продукции, вышедшим на передний план. Фирмы) различных стран и континентов самого разнообразного ассортимента выпускаемой продукции активно работают над ее качеством. Затраты на работы по повышению качества продукции имеют значительный удельный вес, который постоянно растет. Повышение качества — это трудоемкая работа, поскольку затрагивает практически все направления предприятия и в конечном итоге выходит на такой макроэкономический показатель, как качество жизни.
Повышение качества на макроуровне позволяет:
- увеличить экспорт товаров и услуг;
- улучшить структуру экспорта;
- осуществить на практике ускорение НТП;
- повысить эффективность общественного производства <http://click01.begun.ru/click.jsp?url=TOcZSEtNTE1IfMkmh3SBCJlW4Y-s4rtzIpAZ8Ii3m5hwcaZ4CUYC6InYY4ZY89W-fp0VJC-2vOYh6O2N8iCNn9BJ1oduyCiiKOmP*L3XWk9A4l0tCOVkdBoLmyrz8iFcgeo60liWzrSGJUzM3DRej6GHAI8YaSJONt6yGwDXynxCsB1jaIm3FOdDDT3G7bU7B2saJDlLvKcNCbQYCQxnkf4IazTRkeo02dHtbw-5BGeB*OGP4QXPGrKaHh55DnScx6w4dKMYeaqTeePVHuXwyJTHRDHnZgJLCaSOAKJgbarONRVu3I20nUmobChVk-*YBrP77A>, так как улучшение качества продукции в конечном итоге ведет к улучшению использования средств и предметов труда, рабочей силы и финансовых ресурсов;
- повысить благосостояние народа, так как с улучшением качества продукции увеличивается реальная заработная плата;
- повысить престиж государства со всеми вытекающими отсюда последствиями;
- воспитывать граждан в духе прекрасного и многое другое.
Качество продукции является результатом качества: труда, предметов труда, средств труда, технологии, управления, производственной среды в целом.
Проблемы обеспечения качества, включающие в себя основные понятия в области качества, перспективы повышения качества продукции с учетом мирового опыта, воздействие качества продукции на эффективность производства, качество труда рабочих и служащих, переход к системе управления, обеспечивающей из мирового опыта лучшие результаты деятельности.
Под управлением качества продукции понимается установление, обеспечение и поддержание его необходимого уровня, осуществляемое путём систематического контроля и целенаправленного воздействия на условия и факторы, влияющие на качество продукции. Постоянное совершенствование качества продукции возможно только путём системного, комплексного осуществления деятельности в рамках всего предприятия. Традиционно считается, что основными факторами, определяющими данные условия, являются: внешние (требования рынка, политика и инвестиции государства, юридическая ответственность, уровень развития науки и техники, качество поставляемых материалов, комплектующих и т.п.);внутренние, которые классифицируются по следующим направлениям: технические (вид продукции, оборудование, инструмент, средства контроля, качество материалов, документация и т.п.); социальные — так называемый человеческий фактор(подбор кадров, обучение и повышение квалификации, взаимоотношения, отдых и т. д.); экономические (связь между качеством продукции, себестоимости и ценой; форма оплаты труда; премирование за качество и удержание за брак; хозрасчёт подразделений и т.д.); организационные (обеспечение материалами и комплектующими, техническое обслуживание оборудования, информационное обеспечение, планомерность и ритмичность работы),
Библиография
[Электронный ресурс]//URL: https://inzhpro.ru/kursovoy/statisticheskiy-kontrol-kachestva-produktsii/
1. А. В. Голышева, В. Н. Корнеев. Excel 2007 без воды. 2008 г.
2. Ю. В. Васильков, Н. М. Василькова. Компьютерные технологии вычислений. 2012 г.
- В. В. Трофимова. Информатика. 2011 г.
- Н.
А. Лизунова, С. П. Шкроба. Матрицы и системы линейных уравнений. 2007 г.
5. И. Киреев, А. В. Пантелеев. Численные методы в примерах и задачах.