
Желание производителей улучшить органолептические свойства, обеспечить безопасность и рентабельность продуктов, соблюсти оригинальную фирменную маркировку приводит к изменению традиционных способов производства, рационализации состава, выработке комбинированных молочных продуктов с добавлением немолочных компонентов и применением различных пищевых добавок. Причём экономическая целесообразность не всегда соответствует качественным показателям, пищевой и биологической ценности готового продукта. В связи с этим актуальной задачей в молочной отрасли является сохранение традиционных способов производства высококачественных молочных продуктов [23].
В настоящее время в РФ замечается тенденция улучшения качества продукта, что регламентируется требованиями Федеральных законов таких как закон «О техническом регулировании», закон «О качестве и безопасности» и закон «О защите прав потребителей» [1, 2, 3].
Во всём мире наблюдается устойчивая тенденция увеличения объёмов производства и потребления продуктов функционального питания. В условиях конкурентной борьбы выпуск продукции с пробиотическими свойствами, их качество существенно влияет на объёмы рынка потребителей, и, соответственно, на успех экономической деятельности предприятий. Обеспечение населения качественными продуктами питания является одной из актуальных задач.
ОАО «Любинский МКК» — это крупнейший производитель молочной продукции, который в течении нескольких десятилетий занимает лидирующие позиции в Омской области по выпуску качественной и безопасной продукции.
Цель данной работы – изучить технологические аспекты формирования качества кисломолочного продукта «Бифилайф» и провести совершенствование контроля его производства.
Задачи, которые необходимо решить для достижения поставленной цели:
1. изучение учебной, научной и периодической литературы, рассмотрение значения пробиотических продуктов и факторов, влияющих на их качество;
2. изучить технологический процесс производства и показатели качества кисломолочного продукта «Бифилайф»;
3. провести анализ стабильности технологических процессов пастеризации молока и сквашивания продукта;
4. разработать уточнённую схему контроля производства и управления качеством кисломолочного продукта «Бифилайф»;
Производство ликёро-водочной продукции
... древесные отходы – 20 м3 /год. Увеличение объемов производства продукции способствовало увеличению сбросов вредных веществ в водные объекты и ... увеличением ее потребления для технологических нужд при производстве вино-водочной продукции, объемы выпуска которой возросли в 1,2 раза ... Удельный вес общих экономических платежей в себестоимости продукции Показатели 1996г. 1997г. 1998г. 1999г. 2000г. 2000г. ...
5. определить калькуляцию затрат на производство продукции;
6. изучить технику безопасности, охраны труда и окружающей среды на ОАО «Любинский МКК».
Практическое значение данной работы заключается в разработке двух схем: управления качеством продукта и рекомендуемой схемой контроля производства. Это обеспечит выработку продукта с необходимыми показателями качества.
Новизна работы – получить экспериментальные данные о формировании показателей качества нового пробиотического кисломолочного продукта «Бифилайф».
1 Аналитический обзор литературы
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/trebovaniya-k-kachestvu-fermentirovannoy-produktsii/
1.1 Характеристика пробиотических продуктов
Молоко – продукт нормальной физиологической секреции молочных желёз коровы, овцы, козы, верблюдицы, буйволицы, кобылы, полученный от одного или более животных от одного или нескольких доений [15].
К отличительным особенностям молока как сырья относится то, что, являясь источником полноценного белка, оно поликомпонентно по составу, неадекватно по функционально-технологическим свойствам, биологически активно и под влиянием внешних факторов лабильно изменяет свои свойства и параметры.
Современная промышленная переработка молока представляет собой сложный комплекс последовательно выполняемых взаимосвязанных химических, физико-химических, микробиологических, биохимических, биотехнологических, теплофизических и других трудоёмких и специфических технологических процессов. Эти процессы направлены на выработку молочных продуктов, содержащих либо все компоненты молока, либо их часть [23].
Хорошая перевариваемость его составных частей, высокая усвояемость белков, жиров и углеводов сделали молоко диетическим продуктом, который принимает участие в регулировании кислотно-щелочного равновесия в организме. Молочный белок связывает пары кислот и щелочей, нейтрализует ядовитые металлы и другие вредные для здоровья вещества, случайно попадающие в желудочно-кишечный тракт людей, работающих в химической и других вредных отраслях промышленности [22].
Молочный продукт – пищевой продукт, изготовляемый из молока и /или его составных частей и/или вторичного молочного сырья без использования в нём не молочных жира и белка [15].
Ассортимент молочных продуктов непрерывно расширяется за счёт внедрения в производство новых компонентов и технологических процессов с целью обеспечения требований к качеству продуктов. Основными показателями качества пищевых продуктов, как известно, являются их безопасность для здоровья человека, питательная ценность и стабильность при хранении. Качество молочной продукции формируется под влиянием комплекса факторов при строгом соблюдении производителем декларируемых показателей состава и потребительских свойств продукции [45].
Кисломолочный продукт – молочный продукт, изготовляемый сквашиванием молока или сливок кефирными грибками и/или чистыми культурами молочнокислых, пропионовокислых, уксуснокислых микроорганизмов и/или дрожжей и/или их смесями, общее содержание молочнокислых микроорганизмов в готовом продукте в конце срока годности не менее 10 6 КОЕ в 1 г продукта [15].
В процессе сквашивания протекают сложные микробиологические и физико-химические процессы, в результате которых формируется специфический вкус, запах, консистенция и внешний вид готового продукта.
ВКР примерные работы студентов специальности 19.02.07 Технология ...
... и вырабатываемых молочных продуктов. В молочной промышленности за последние годы наметились позитивные сдвиги в производстве основных видов молочных продуктов. В 2016-2017г.г., благодаря увеличению объемов в промышленной переработке молока, целенаправленной работе предприятий ...
Из всех молочных продуктов кисломолочные являются самыми древними. Ещё в III—IV веках в Греции и Италии кисломолочные продукты готовили из козьего и овечьего молока. В нашей стране особенно широко кисломолочные продукты стали применяться с начала XX века, когда И.И. Мечников впервые изучил значение их в питании человека. Он установил, что молочнокислые бактерии, попадая в кишечник, создают кислую среду, благодаря чему препятствуют развитию гнилостных бактерий, которые вызывают распад белков пищи до образования индола, скатола и других веществ, являющихся ядами. Эти вещества всасываясь в кровь, нарушают жизнедеятельность организма.
Кисломолочные продукты содержат необходимые для организма питательные вещества в легкоусвояемой форме. Эти продукты хорошо перевариваются, обладают диетическими и лечебными свойствами. Диетические свойства обуславливаются наличием молочной кислоты, диоксида углерода, спирта, витаминов группы В, вырабатываемых некоторыми бактериями.
Наличие в молоке лактозы и её способность к сбраживанию позволяют организовать производство разных видов кисломолочных продуктов в зависимости от состава используемых чистых бактериальных культур и технологии приготовления. Под чистой культурой понимается культура, выделенная из одной клетки бактерий того или иного вида, штамма [22].
Преимущество кисломолочных продуктов в том, что они вырабатываются на основе коровьего молока – сырья, созданного самой природой [24].
Ассортимент кисломолочных продуктов достаточно велик и многие из них производятся в промышленном масштабе. В последние годы широко распространились понятия «пробиотки», «пребиотики», «пробиотические продукты». Термин «пробиотики» в буквальном переводе двух слов «про» и «био» означает «для жизни» в отличие от «антибиотиков» — «против жизни». Пробиотики – живые микроорганизмы, оказывающие благотворный эффект на здоровье человека, реализующийся в желудочно-кишечном тракте. Пробиотические продукты – это ферментированные продукты, приготовленные с использованием пробиотических культур, или продукты, обогащенные ими.
Понятие «пребиотики» относится к веществам или диетическим добавкам, которые стимулируют рост пробиотиков. К пребиотикам предъявляют следующие требования: они не должны гидролизироваться и абсорбироваться в верхних отделах желудочно-кишечного тракта; они должны стимулировать рост полезных представителей нормальной микрофлоры кишечника и улучшать его состав. Большинство зарубежных авторов относит к пребиотикам лактулозу, волокноподобные олигосахариды, пектин, отруби, метилцеллюлозу, некоторые микроводоросли (хлорелла, спирулина), витамины и их производны (например, пантотеновая кислота) [35].
Все существующие пробиотики делятся на две большие группы – жидкие и сухие. Микроорганизмы в составе сухих пробиотиков находятся в состоянии своеобразной «спячки». Срок хранения сухих препаратов дольше, чем у жидких, они не требуют строгого соблюдения условий хранения. Поэтому многие фирмы, особенно зарубежные, предпочитают производить именно сухие пробиотики – они дольше хранятся и удобны в транспортировке. Недостаток сухих пробиотиков в том, что при высушивании бактерии в их составе теряют часть своих полезных свойств, а после попадания в организм им требуется не менее 8-10 часов, чтобы бактерии перешли из «спячки» в активную форму, и начали действовать.
Совершенствование технологии производства кисломолочных напитков
... кг. Целью дипломной работы является изучение технологии производства кисломолочных напитков в ОАО «Молочный комбинат «Саранский», разработка предложений по их совершенствованию ... единственный пищевой продукт, который обеспечивает организм человека всеми необходимыми питательными веществами. Переваримость кисломолочных продуктов колеблется 95-98%. Пищевая ценность кисломолочных продуктов зависит от ...
Бактерии в составе жидких пробиотиков – это бактерии «с активной жизненной позицией», то есть они в полной мере сохраняют все свои ценные свойства и начинают действовать сразу же после попадания в организм. Жидкие пробиотики содержат бактерии в активном состоянии, поэтому они требуют строгого соблюдения условий хранения, и сам срок хранения у них короче – не более трёх месяцев [46].
Жидкие пробиотики содержат не только бактерии, но и продукты их жизнедеятельности. Попадая в организм человека, они помогают восстановить и формировать внутреннюю среду кишечника, благоприятную для роста и размножения полезных микроорганизмов и губительную для чужаков. Имеются сообщения и о способности пробиотических кисломолочных продуктов снижать риск возникновения злокачественных новообразований, в частности рака толстой кишки и грудной железы [25].
В состав пробиотических продуктов входят микроорганизмы и вещества микробного происхождения, оказывающие при естественном способе введения благоприятные эффекты на физиологические функции и биохимические реакции организма человека путём оптимизации его микробиологического статуса. Интенсивное развитие в последние годы производства пробиотических продуктов обусловлено снижением адаптационной мощности у людей различных возрастных групп населения, которое вызывается действием негативных внешних и внутренних факторов. Способность человека к мобилизации и управлению собственными силами организма является одним из основных рычагов в эволюционном развитии жизни на Земле.
Пробиотические кисломолочные продукты производятся с применением микроорганизмов, являющихся представителями нормальной микрофлоры желудочно-кишечного тракта человека. Использование их в питании вызывает существенное улучшение деятельности организма, способствует его выздоровлению и, таким образом, в некоторых случаях помогает избежать применения лекарственных средств [24].
Бифидопродукт – молочный продукт, изготовляемый сквашиванием бифидобактериями, содержание которых в готовом продукте на конец срока годности не менее 10 6 КОЕ в 1 г продукта [15].
Бифидосодержащие кисломолочные продукты в России производят в ограниченных количествах [35].
Учёные доказали, что пробиотические продукты следует применять не только для профилактики, но и для лечения практически всех заболеваний, в том числе заболеваний желудочно-кишечного тракта. Биологическая ценность пробиотических кисломолочных продуктов обусловлена не только компонентным составом используемого сырья, но и составом применяемой полезной микрофлоры.
Пробиотические свойства продуктов зависят не только от видов применяемых бактерий, но и свойств, проявляемых конкретным штаммом микроорганизмов. В настоящее время в нашей стране предложены принципы отбора штаммов для пробиотических продуктов [42].
По данным Всемирной организации здравоохранения (ВОЗ) и Российской академии медицинских наук (РАМН), сегодня наблюдается повсеместная тенденция к ухудшению здоровья населения. Увеличивается число лиц, страдающих различными заболеваниями. Это связано в первую очередь со снижением адаптации организма человека к быстро изменяющимся условиям окружающей среды: действию техногенных факторов, химической нагрузки, эмоциональных стрессов и других неблагоприятных воздействий. И, к сожалению, число людей со сниженным уровнем иммунитета продолжается увеличиваться, что обусловливает обострение хронических заболеваний, в том числе вызываемых условно-патогенными микроорганизмами.
Курсовые работы студентов по специальности 19.02.07 Технология ...
... курсовой работы – анализ, классификация, сравнение, наблюдение. В ходе написания курсовой работы были использованы следующие источники: специальная литература, журналы, база интернет, данные курсовой работы по ПМ 04«Производство различных видов сортов сыра и продуктов из молочной ...
При нормальном физиологическом состоянии человека взаимоотношения в целом организма и микрофлоры носит симбиотический характер, сложившийся и закрепившийся в процессе эволюционного развития. Дисбактериоз – это нарушение микробиологического состава организма.
По последним данным РАМН, распространение различных форм дисбактериоза в России, затрагивающее более 90% населения, достигло масштабов национальной катастрофы. Это требует обязательного применения средств, способствующих восстановлению и поддержанию иммунобиологического гомеостаза людей путём использования пробиотических средств, то есть содержащих пробиотики.
Таким образом, пробиотические кисломолочные продукты могут играть важную роль не только в профилактике болезней, но и в острый период заболеваний, а также в период выздоровления человека. Полезные свойства продуктов зависят от использования при их выработке определённых видов и штаммов микроорганизмов [25].
Основу микрофлоры человека составляют пять разновидностей бифидобактерий. Представленные сегодня на рынке бифидок, бифилонг и другие подобные продукты содержат лишь определённый вид бифидобактерий (одну-две).
Настоящую пользу может принести только кисломолочный продукт, который содержит все виды необходимых нам бифидобактерий. Это бифилайф. По лечебно-профилактическим качествам ему нет аналогов [46].
1.2 Факторы, влияющие на формирование качества
кисломолочных продуктов
Кисломолочные напитки характеризуются разнообразными органолептическими показателями.
Внешний вид и консистенция характеризуется как однородная с ненарушенным сгустком при термостатном способе производства, с нарушенным сгустком – при резервуарном способе производства. Для кефира допускается газообразование в виде отдельных глазков, вызванных нормальной микрофлорой. Для напитков, приготовленных на ацидофильных культурах, характерна тягучая консистенция. Для кумыса характерна газированная пенящаяся консистенция с мелкими частицами белка, для простокваши – незначительная мучнистость. Для простокваши, вырабатываемой резервуарным способом с использованием стабилизатора – легкая желированность. Для простокваши сливочной, вырабатываемой резервуарным способом, — нарушенный сгусток однородной консистенции. Допускается незначительное отделение сыворотки на поверхности сгустка: для кефира – не более 2% от объёма продукта, простокваши и йогурта – 3% от объёма продукта, кумыса – 5%; для ряженки – наличие пенок.
Вкус и запах кисломолочных продуктовчистые, кисломолочные, без посторонних привкусов и запахов. Для кефира – освежающий, слегка острый вкус; для ряженки и варенца – выраженный привкус пастеризации; для кумыса – дрожжевой привкус. Для напитков с плодово-ягодными наполнителями характерен привкус внесённого наполнителя и сладкий вкус; для напитков, вырабатываемых с сахаром, — сладкий вкус.
Цвет — молочно-белый цвет. Для варенца и ряженки выраженный светло-кремовый цвет, для напитков с наполнителями – цвет внесённого наполнителя, равномерный по всей массе [44].
Органолептические свойства кисломолочных напитков зависят от качества сырья – молока, сливок и молочных продуктов, используемых для нормализации, а так же пищевых добавок, вида и качества заквасок, от вида используемого оборудования и параметров технологического процесса, вида и качества упаковочного материала, условий хранения и ассортимента [51].
Технология и техника молока и молочных продуктов
... 2428 0,35 13,3 Пахта 3936 0,45 11,4 Сыворотка молочная (0,25% жира) 4082 0,54 12,8 Теплофизические свойства молока и молочных продуктов зависят от температуры, содержания сухих веществ (главным образом ... расчетов затрат теплоты или холода на нагревание или охлаждение молока и молочных продуктов необходимо знать их теплофизические свойства. Наиболее важными из них являются удельная теплоемкость, ...
Но при производстве кисломолочных напитков в конечном продукте могут присутствовать пороки:
- пороки кормового происхождения (привкусы и запахи) из-за использования кормов со специфическим вкусом и запахом;
- горький вкус при хранении сырого молока при пониженных температурах (развитие сапрофитных микроорганизмов), может быть кормового происхождения;
- излишне кислый вкус при длительном хранении продукта, при недостаточно быстром охлаждении готового продукта;
- пресный вкус при пониженных температурах и при излишне ранней выгрузке продукта, а также может быть при недоброкачественной закваске;
- металлический привкус при использовании оборудования не соответствующего требованиям;
- нечистый вкус при развитии посторонней микрофлоры в продукте
- затхлый вкус при хранении продукта без герметичной упаковки в невентилируемом помещении;
- дряблый сгусток при применении недоброкачественной закваски и нарушении технологических режимов;
- вспученный, рванный сгусток при развитии бактерий, вызывающих сильное газообразование;
- излишне тягучая консистенция если развиваются слизистые расы молочнокислых бактерий;
- значительное отделение сыворотки при нарушении режимов пастеризации и гомогенизации молока [10].
Одним из важнейших этапов в создании кисломолочных продуктов с пробиотическими свойствами является технология. Существуют два основных способа их получения: обогащение готовых продуктов концентратом клеток бактерий-пробиотиков и использование их в качестве заквасок для непосредственного сквашивания молока. Первый путь наиболее прост и доступен для реализации в промышленных условиях, второй – более сложный, поскольку некоторые микроорганизмы (в частности, бифидобактерии) медленно развиваются в молоке, так как эта среда сильно отличается от среды их обитания. Поэтому создание заквасок для получения кисломолочного продукта с требуемыми органолептическими показателями и определенным уровнем клеток в продукте – трудная задача [24].
Основными показателями качества пищевых продуктов, как известно, являются их безопасность для здоровья человека, питательная ценность и стабильность при хранении. Качество молочной продукции формируется под влиянием комплекса факторов при строгом соблюдении производителем декларируемых показателей состава и потребительских свойств продукции [45].
Наряду с питательностью и полезностью для здоровья важную роль в приемлемости продукта питания для потребителя играют также его внешний вид и текстура. При производстве кисломолочных напитков наиболее распространенным резервуарным способом нередко получают готовый продукт с жидкой, неоднородной, хлопьевидной консистенцией, отстоем сыворотки под влиянием различных неблагоприятных факторов, в том числе сенсорного ухудшения технологических свойств сырья, интенсивного механического воздействия на молочно-белковый сгусток, нарушения условий транспортирования и хранения готового продукта [31].
Внешний вид и цвет обуславливаются параметрами технологического процесса, видом и качеством используемых заквасок, цветом молока, других молочных продуктов и пищевых добавок, используемых при их производстве [20].
Пищевая безопасность и гигиенические требования к качеству молока ...
... организация противоэпидемических и санитарно-гигиенических мероприятий и контроль на всех этапах получения, обработки и поступления молока к потребителю [1] . Выпуск промышленностью безопасной для употребления в пищу молочной продукции - серьезная задача ...
Проведенные ранее научно-исследовательские работы, имевшие целью улучшение консистенции кисломолочных напитков, вырабатываемых резервуарным способом, связаны с обогащением белкового состава исходного молока, подбором заквасок, обладающих загущающими свойствами, применением специальных режимов технологической обработки. Эти факторы оказывают большое влияние на консистенцию кисломолочных напитков, но не всегда достаточно эффективны в случае значительных механических нагрузок, возникающих при производстве, транспортировании, а также при более длительном хранении.
Консистенция кисломолочных напитков, формирующаяся в ходе технологического процесса, зависит от многих факторов. Образование молочно-белкового (кисломолочного) геля является результатом жизнедеятельности молочнокислых бактерий, сбраживающих молочный сахар до молочной кислоты и других производных [31].
Для улучшения консистенции кисломолочных напитков (в основном йогурта) и повышения стойкости в хранении часто используют стабилизирующие добавки (гидроколлоиды) растительного и животного происхождения.
Их используют для предотвращения отделения сыворотки, улучшения консистенции и вязкости продукта, когда этого нельзя достичь применением адекватных технологических и технических средств [33].
Органолептические свойства кисломолочных напитков обуславливаются параметрами тепловой обработки молока, интенсивностью молочнокислого и спиртового брожения лактозы [51].
Основными факторами формирования качества готового молочного продукта является качество используемых сырья, компонентов и материалов, качество отдельных этапов производства, определяющее уровень качества технологических процессов, а также чёткое функционирование системы контроля на всех этапах производства. При этом качество исходного молока-сырья и компонентов влияет на конечный продукт не только непосредственно, но и путём вынужденных изменений в технологическом процессе (например, изменение температурного режима обработки при неудовлетворительных микробиологических показателях сырья) [49].
Рассмотрим факторы наиболее значимые для российских предприятий молочной отрасли.
Важнейшая роль в обеспечении качества и безопасности готовой молочной продукции принадлежит качеству исходного молока-сырья. На предприятиях молочной промышленности молоко принимают по ГОСТ Р 52054-2003 «Молоко натуральное коровье – сырьё» [16].
Основные направления его улучшения следующие:
- селекционная работа для формирования продуктивного стада;
- обеспечение стада полноценными кормами и разработка новых эффективных кормов с биологическими добавками и заквасками;
- оснащение ферм современными доильными установками, охладителями, очистителями, ёмкостями для хранения, другим оборудованием и грамотное его использование;
- гармонизация отечественных нормативных документов, определяющих требования к молоку — сырью, а также методов оценки его показателей с международными требованиями и стандартами;
- строгое соблюдение сроков, условий хранения и транспортирования молока-сырья на молочные предприятия;
- правильная и своевременная первичная обработка молока;
- создание и внедрение системы сбора, доставки оценки и оплаты молока-сырья от индивидуальных сдатчиков и фермеров [45].
Гомогенизация молока в производстве кисломолочных напитков способствует повышению прочности и улучшению консистенции белковых сгустков и исключению образования жировой пробки на поверхности продукта. Этот способ механической обработки служит для повышения дисперсности в них жировой фазы, что позволяет исключить отстаивание жира во время хранения молока, развитие окислительных процессов, дестабилизацию и подсбивание при интенсивном перемешивании и транспортировании.
Экспертиза и оценка качества молока и кисломолочных продуктов
... для человека микроорганизмов. Таким образом, тема курсовой работы "Экспертиза и оценка качества молока и кисломолочных продуктов" является весьма актуальной. Целью курсовой работы является исследование теоретических аспектов в области товароведения молочных продуктов и проведение товарной экспертизы молока. Для достижения данной цели были ...
Диспергирование жировых шариков, то есть уменьшение их размеров и равномерное распределение в молоке, достигается воздействием на молоко значительного внешнего усилия в специальных машинах – гомогенизаторах.
Эффективность гомогенизации молока определяется рабочим давлением, температурой и кислотностью молока. Увеличение давления гомогенизации приводит к уменьшению среднего диаметра и диапазона распределения по размерам жировых шариков молока. Понижение температуры приведёт к повышению вязкости молока и, как следствие, к образованию скоплений молочного жира и их отстаиванию. При повышении кислотности молока снижается эффективность гомогенизации, так как уменьшается стабильность белков и образуются белковые агломераты, затрудняющие диспергирование жировых шариков [23].
Важным фактором, влияющим на качество кисломолочных продуктов – является тепловая обработка. Во время тепловой обработки молока при определённых режимах происходит комплексообразование между казеином и сывороточными белками, что приводит к повышению гидрофильности казеина. Доля сывороточных белков в молоке составляет около 0,65%, основная часть из которых (0,4%) принадлежит β-лактоглобулину. Процесс тепловой денатурации β-лактоглобулина протекает в две стадии с различной энергией активации. В ходе первой происходит развертывание белковых частиц, а вторая заключается в агрегатировании частиц белка в результате формирования новых водородных связей [31].
Высокие температуры могут вызвать нежелательные физико-химические изменения белковой системы молока, углеводов, некоторых витаминов, приводящие к нарушению его коллоидной стабильности, снижения биологической ценности, ухудшению вкуса и запаха. Поэтому при всех видах тепловой обработки стремятся максимально сохранить исходные свойства молока, его пищевую и биологическую ценность [27].
Одной из важных реакций, проходящей при высокой температуре является взаимодействие белков и углеводов смеси. Среди химических соединений, образуемых при меланоидиновой реакции, большой интерес представляет лактулоза, которая образуется в результате изомеризации лактозы путем трансформации глюкозы во фруктозу при перемещении в её глюкозном компоненте водорода. В молоке подвергнутом тепловой обработке, она находится в двух форматах – свободной и ковалентно связанной с аминогруппами. В сыром молоке её не обнаружено. Образование лактулозы зависит от температуры, продолжительности тепловой обработки и величины рН молока. При температуре менее 100єС её образуется мало. На образование лактулозы, кроме параметров тепловой обработки, влияют и химические показатели молока.
Полагают, что при хранении продукта лактулоза не только образуется вновь, но и распадается, при этом процесс образования её в большей степени зависит от температуры хранения, чем её распад. Лактулоза в результате метаболизма бифидобактерий кишечника превращается в короткоцепочные органические кислоты, которые, снижая рН кишечника, улучшают его функционирование [50].
Процессы, формирующие качество продукции общественного питания
... фрикадельки, тефтели, шницель, котлеты полтавские. Вопрос 2. Процессы формирующие качество продукции общественного питания: диффузия, осмос, набухание, адгезия, термомассоперенос Кулинарная обработка, особенно тепловая, вызывает в продуктах глубокие физико-химические изменения. Эти изменения ...
Факторы, которые повлияли на популярность кисломолочных напитков, следующие:
- органолептические показатели – приятный вкус благодаря разнообразным фруктовым добавкам, специфическая консистенция;
- целебные свойства – положительное влияние на здоровье человека;
- возможность модифицирования – состав напитков можно изменять в зависимости от требований и вкусовых свойств: малокалорийные, с пониженным содержанием лактозы, с добавлением витаминов, белка, пребиотиков и так далее;
- продление жизни – наличие в составе кисломолочных напитков микроорганизмов, подавляющих вредную микрофлору.
Потребление кисломолочных напитков в тропических странах, например, позволяет предотвратить кишечные инфекции;
- использование достижений генетической инженерии в производстве кисломолочных напитков, базирующееся на новых и традиционных технологиях [29].
На реологические показатели кисломолочных продуктов оказывают определенное влияние состав и свойства заквасок. Молочнокислые микроорганизмы в зависимости от вида образуют при сквашивании молока сгустки с различными типами консистенции: колющиеся, более вязкие, с различной степенью тягучести [32].
В результате жизнедеятельности микроорганизмов происходит глубокий распад молочнокислого сахара, липидов и белков молока с образованием многочисленных химических соединений [27].
Большое значение имеет температура, она должна быть оптимальной для развития соответствующих видов бактерий [22].
Заквашивают смесь в резервуарах для кисломолочных напитков снабжённых специальными мешалками, обеспечивающими равномерное и тщательное перемешивание смеси с закваской и молочного сгустка [50].
Для кисломолочных напитков, вырабатываемых резервуарным способом, когда происходит перемешивание готового сгустка, и поэтому нуждающихся в особом подходе, требуются: достаточно высокая его вязкость после сквашивания; умеренная степень разрушения при перемешивании; способность в максимальной степени восстанавливать структуру после перемешивания; способность при хранении удерживать сыворотку [32].
Непосредственное влияние на качество продуктов оказывают техническое переоснащение молокоперерабатывающих предприятий и совершенствование технологических процессов. Знание производства конкретной продукции и чёткое соблюдение технологических параметров позволяют направленно регулировать качество [45].
В соответствии с СанПиН 2.3.2.1078-01 «Гигиенические требования безопасности и пищевой ценности пищевых продуктов» нормируются показатели по пяти группам микроорганизмов: санитарно-показательным, условно-патогенным, патогенным, возбудителям порчи и микроорганизмам заквасочной микрофлоры и пробиотическим.
Безопасность продукта определяется отсутствием патогенных и условно-патогенных микроорганизмов, а также минимальным количеством возбудителей порчи. Наибольшую опасность представляют сальмонеллы, патогенные стафилококки, листерии и энтеропатогенные бактерии группы кишечных палочек [18].
Одна из главных задач достижения высокого качества и безопасности молока – предупреждение бактериального загрязнения и последующего массивного развития в нем патогенных микроорганизмов. Микроорганизмы повторного обсеменения попадают в продукт с оборудования, упаковочных материалов, из воды, воздуха. Часто повторное обсеменение происходит в молокопроводах, особенно при нарушении непрерывного процесса, когда происходят задержка и нагрев молока в них, а также в резервуарах, которые неоднократно заполняют пастеризованным продуктом без мойки после предыдущей партии [45].
Без добросовестной санитарной обработки (мойки и дезинфекции) оборудования на молочном предприятии происходит накопление патогенной микрофлоры, снижается стойкость молока и, как следствие, возникают пороки молочных продуктов. Некачественная мойка способствует накоплению на оборудовании фагов, которые могут снижать активность молочнокислых заквасок и бактериальных концентратов, используемых при производстве кисломолочных продуктов [34].
Стабильный выпуск санитарно-безопасной молочной продукции высокого качества требует использования качественного оборудования, то есть комплектного, современного, целевого назначения, соответствующего технической документации. При этом оно должно своевременно и качественно обслуживаться и ремонтироваться [49].
Основные биохимические процессы, протекающие при получении кисломолочных напитков, таковы: молочно-кислое и спиртовое брожение молочного сахара, коагуляция казеина и гелеобразование; в результате этих процессов формируются консистенция, вкус и запах готовых продуктов. Коагуляцию казеина вызывает образующаяся при молочнокислом брожении лактозы молочная кислота [48].
1.3 Роль заквасок в формировании видовых групп
Заквасками называют чистые культуры или смесь культур микроорганизмов, используемые при изготовлении кисломолочных продуктов.
Первоначально в качестве заквасок использовали сквашенное молоко, пахту из-под сливочного масла и кислые сливки. Такие естественные закваски впервые начали применять в маслоделии (1860 год).
Однако при этом не всегда получали масло высокого качества, так как состав микрофлоры был случайным. Первые опыты по использованию чистых культур молочнокислых бактерий были проведены в Дании Шторхом в 1888 году, для которых основополагающими были исследования Пастера (1857), открывшего молочнокислое брожение и его возбудителя.
В России закваски впервые внедрил в маслодельную промышленность С.А. Северин (1898) – директор Московской бактериолого-агрономической станции. Им же были разработаны способы получения сухих заквасок. Сначала закваска состояла только из одного вида Lac. lactis, поэтому она не обеспечила полноты вкусового букета, которым обладает высокосортное кислосливочное масло.
После 1919 года в состав заквасок начали вводить ароматобразующие стрептококки Leu. dextranicum и Leu. cremoris. В 1935 году выделен ароматобразующий молочнокислый стрептококк – Lac. diactylactis, который сообщал закваске выраженный запах. В настоящее время эти микроорганизмы входят в состав заквасок для масла, кисломолочных продуктов и сыров [43].
Закваска создаёт первичную микрофлору кисломолочных продуктов. При благоприятных условиях микроорганизмы, внесённые в молоко с закваской, развиваются, образуя вторичную микрофлору. К молочной микрофлоре относятся молочнокислые стрептококки, молочнокислые палочки (в том числе ацидофильная) и дрожжи. Использование этих микроорганизмов в различных сочетаниях позволяет получать большое число видов кисломолочных продуктов. Кроме того, комбинируя различные штаммы в пределах одного и того же вида, получают лучшего качества продукты, с более выраженным ароматом и вкусом. Такие продукты обладают диетическими свойствами. Поэтому при производстве заквасок используют культуры, содержащие несколько видов и штаммов микроорганизмов [22].
На предприятиях молочной отрасли закваски готовят путём сквашивания молока чистыми культурами молочнокислых бактерий (штаммов).
Штаммы чистых культур молочнокислых бактерий выделяют из молока, кисломолочных продуктов, растений в специальных лабораториях и поставляют на предприятия в виде сухой или жидкой закваски, сухого или замороженного бактериального концентрата, штаммов молочнокислых бактерий и дрожжей, кефирных грибков. Жидкие закваски представляют собой штаммы молочнокислых бактерий, выращенных в стерильном молоке, а после сушки (распылительной или сублимационной) их используют в сухом виде. Сухой бактериальный концентрат получают путём сушки смеси его суспензии с защитной средой. Срок хранения сухих заквасок и бактериального концентрата не более 3 месяцев, а жидких заквасок – не более 2 недель при температуре 4+-2*С.
Закваски для кисломолочных продуктов, кроме кефирной, готовят на чистых культурах микроорганизмов. Кефирную закваску приготовляют на естественной симбиотической закваске (кефирных грибках).
Кисломолочные продукты вырабатывают с использованием заквасок, содержащих ту или иную микрофлору или смесь культур [23].
Производство любого кисломолочного продукта включает стадию ферментации – сквашивание молока под воздействием микрофлоры закваски. На этой стадии от производителя требуется понимание процесса ферментации, соблюдение температурного режима и технологии [45].
Учёными разных стран мира установлено, что микроорганизмы, выделяемые из фецес людей, представлены: бактероидами, анаэробными стрептококками, бифидобактериями, энтерококками и другими бактериями. Одни бактерии отрицательно действуют на организм человека, другие – положительно. Только полезный и наибольший эффект оказывают бифидобактерии и лактобактерии [24].
Закваски, выращиваемые в специальных научно-производственных лабораториях, называют лабораторными. Они являются основой для получения производственных или потребительских заквасок. Потребительские закваски подразделяют на материнские, или первичные; промежуточные, или вторичные, и производственные, или третичные. Материнские закваски получают при сквашивании молока лабораторными заквасками, промежуточные и производственные – соответственно при пересадках материнских и промежуточных заквасок. При пересадках требуется большая тщательность, так как может нарушиться состав микрофлоры и получится закваска пониженного качества.
Различают одноштаммовые закваски, состоящие из одного штамма микроорганизма, многоштаммовые – из нескольких штаммов одного вида и смешанные закваски, в состав которых входят многие штаммы разных видов микробов [43].
Применение заквасок прямого внесения является новым направлением в использовании заквасок. Это позволяет не только облегчить стадию сквашивания, но и получить необходимые органолептические свойства продукта за счёт улучшения микробиологических показателей и отсутствия постокисления. Увеличение или уменьшения объёма заквашиваемой смеси зависит от вида продукта и требуемых дозировок внесения [40].
Сухие закваски приготовляют на основе бактериальной массы (из бактериального концентрата) или высушиванием комбинаций культур бактерий в защитной среде. Сухие закваски, приготовленные на основе бактериальной массы, по составу микрофлоры кишечника идентичны сухому бактериальному концентрату и отличаются от него лишь по количеству клеток молочных бактерий. Они содержат примерно в 100 раз меньше бактериальных клеток, чем бактериальный концентрат, из-за большего разведения бактериальной массы защитной средой [43].
Ассортимент сухих заквасок разнообразен и они применяются при производстве продуктов с бифидобактериями. Исследования лечебных свойств микробных препаратов показали, что одновременное действие бифидобактерий нескольких видов оказывает наиболее выраженный оздоровительный эффект [47].
Особой ценностью среди выпускаемых бифидопродуктов обладает «Бифилайф». Продукт вырабатывается сквашиванием пастеризованного или стерилизованного молока симбиотической закваской синантропных бифидобактерий полного видового состава с добавлением (или без) сахара, пищевых ароматизаторов или фруктово-ягодных наполнителей.
Синантропные бифидобактерии являются основными представителями нормальной микрофлоры кишечного тракта человека, обладают высокой антагонистической активностью к патогенным микробам, разрушают токсичные продукты их обмена, синтезируют витамины, иммуномодуляторы и другие и другие биологически активные вещества, повышают усвояемость белков пищи.
Для дифференциации микроорганизмов на уровне видов и штаммов используют молекулярные методы. Это очень важно, так как в кисломолочных продуктах может присутствовать несколько разных штаммов. Характеристику этих штаммов на основе их функциональных свойств можно определять при помощи традиционных анализов и современных молекулярных методов (биохимические и генетические) [31].
Массовое производство моно- и двухштаммовых продуктов на фиксированных штаммах в течение длительного времени нецелесообразно, так как может вызывать негативное изменение общего микробного состояния в кишечнике. Использование «Бифилайф» способствует восстановлению и поддержанию в норме баланса микрофлоры человека, так как он содержит полный видовой состав штаммов бифидобактерий, присущих человеческому организму.
Комбинация пяти штаммов бифидобактерий развивается в молоке более активно, чем монокультура каждого вида в отдельности. Это обстоятельство имеет важное практическое значение для производителей, поскольку позволяет ускорить технологический процесс, а также для потребителей, поскольку активность этих бифидобактерий в кишечнике выше, чем каждого отдельного вида [38].
Комбинированные закваски обладают высокой биохимической активностью и устойчивостью к неблагоприятным факторам среды по сравнению с заквасками, приготовленными на отдельных культурах [28].
Применение сухого бактериального концентрата бифидобактерий позволяет сократить количество пересадок культуры для приготовления производственной закваски, обеспечить большую сохранность исходного состава микрофлоры и уменьшить возможность её обсеменения посторонней микрофлорой и бактериофагом. Применение её на заводах не требует дополнительного оборудования.
Бифидопродукт содержит до 1 млрд. живых клеток бифидобактерий в 1 см 3 , подавляет развитие гнилостных и болезнетворных микробов в кишечнике, разрушает токсичные продукты обмена веществ кишечной микрофлоры, синтезирует витамины и другие биологически активные вещества, повышает усвояемость белков пищи, нормализует не только микрофлору кишечника, но и иммунный статус организма [38].
В отличие от привычных бифидопродуктов при производстве «Бифилайф» бифидобактерии не просто добавляются в готовый продукт в виде сухого порошка, а с самого начала участвуют в его сквашивании. В результате в конечном продукте не только присутствует биологически активные бифидобактерии, но и накапливаются полезные метаболиты – продукты их жизнедеятельности: аминокислоты (в том числе незаменимые), витамины(В1, В2, В6, В12, фолиевая кислота ,С) [47].
Во время производства кисломолочного продукта «Бифилайф» вводится производственная закваска на основе консорциума штаммов бифидобактерий видов Bifidobacteriumbifidum, Bifidobacteriumlongum, Bifidobacteriumbreve, Bifidobacteriuminfantis, и Bifidobacteriumadolescentis, содержащихся в соотношении 1:1:1:1:1, в питательную среду.
Отобранные штаммы должны активно наращивать биомассу в достаточном количестве для обеспечения терапевтического эффекта.
За последние годы большое внимание уделяется закваскам, улучшающим консистенцию продуктов (йогурта, ряженки, простокваши и других).
Это штаммы, способные продуцировать экзополисахариды. Установлено, что их использование предотвращает сенерезис, разрушение геля, повышает вязкость продуктов [35].
1.4 Контроль качества
Проблема качества актуальна для нужд всего народного хозяйства. Настало время, когда производители продукции поняли, что путь их выживания и благополучия в рыночной среде – это создание продукции высокого качества, конкурентоспособной как на внутреннем, так и на внешнем рынках. Предприятия любой формы собственности, не уделяющие должного внимания проблеме качества, будут просто разорены.
Говоря о проблеме качества, следует отметить, что за этим понятием всегда стоит потребитель. Именно он выбирает наиболее предпочтительные потребительские свойства. Повышение качества продукции важно и для автоматизации производственных процессов во всех отраслях.
Между качеством и эффективностью использования промышленной продукции существует прямая зависимость. Повышение качества способствует повышению эффективности использования продукции, приводя к снижению затрат и увеличению доли рынка [39].
Для того чтобы произвести ту или иную продукцию, выполнить работу, оказать услугу, необходимо осуществить целый ряд операций, подготовительных работ. Конечное качество зависит от качества работы на каждом этапе.
Качество, как его понимает производитель, и качество, как его понимает потребитель, понятия взаимосвязанные [36].
Качество – степень соответствия присущих продукции характеристик определённым требованиям.
Наличие конкурентной среды в рыночной экономике привело к разделению конкуренции по признаку качества на: ценовую и неценовую.
В усилении неценовой конкуренции товаропроизводителей главную роль играет повышение качества продукции. Оно выступает важнейшим фактором роста эффективности удовлетворения потребностей и конкурентоспособности продукции на мировом рынке и в значительной степени определяет цель функционирования хозяйственного механизма [39].
По мере развития экономических реформ в России всё большее внимание уделяется качеству. В настоящее время одной из серьёзных проблем для российских предприятий является создание системы качества, позволяющей обеспечить производство конкурентоспособной продукции.
Качество определяется действием многих случайных, местных и субъективных факторов. Для предупреждения влияния этих факторов на уровень качества необходима система управления качеством. При этом нужны не отдельные разрозненные и эпизодические усилия, а совокупность мер постоянного воздействия на процесс создания продукта с целью поддержания соответствующего уровня качества [36].
Под управлением качеством продукции понимают постоянный, планомерный, целеустремлённый процесс воздействия на всех уровнях на факторы и условия, обеспечивающий создание продукции оптимального качества и полноценное её использование.
Система управления качеством продукции представляет собой совокупность управленческих органов и объектов управления, мероприятий, методов и средств, направленных на установление, обеспечение и поддержание высокого уровня качества продукции [36].
Цель управления – это желаемое и необходимое состояние объекта управления, которое должно быть достигнуто в будущем.
Принципы управления – это основные правила, основные требования, руководящая идея, которым следуют руководители в осуществлении управления; они являются одной из основных форм сознательного использования объективных законов управления в практике управления [21].
Для производства безопасной молочной продукции гарантированного высокого качества необходим системный подход, охватывающий все факторы формирования качества продукции и её безопасности, то есть необходимо создание на предприятии системы управления качеством.
Для молочной отрасли наиболее актуальными и всё более широко используемыми системами управления качеством являются: GMP (хорошая производственная практика), НАССР (анализ рисков и управление в критических точках), а также QMS (СМК – система менеджмента качества) в соответствии с требованиями стандарта ИСО 9001 [49].
GMP (хорошая производственная политика) – это комплекс условий и способов производства, которые гарантируют получение безопасной продукции. Принципы хорошей производственной практики обрабатываются на основе традиций, результатов научных исследований по безопасности продуктов и содержаться в соответствующих международных документах (указания ЕС) пи отечественных – указы, распоряжения, издаваемыми соответственными министерствами. GMP включает рекомендации и требования, касающиеся следующих элементов: здания и помещения; сырьё и материалы; машины и оборудование; хранение и складирование; распределение и транспорт; социальные помещения; контроль за вредителями; мойка и дезинфекция.
НАССР – это подтверждённая документациями система, которая идентифицирует специфические угрозы, а также предохранительные и корректирующие меры, необходимые для контроля за этими угрозами. Под угрозой понимается всё, что может нанести ущерб здоровью потребителя. Система НАССР разработана для распознания и контролирования угроз, которые могут появиться в любой момент процесса производства продукции, её хранения и распределения [30].
Система качества НАССР разрабатывается конкретно для отдельного предприятия и по каждому отдельному процессу.
Всё более широко внедряется на предприятиях молочной отрасли система менеджмента качества (СМК) в соответствии с требованиями стандарта ИСО 9001 версии 2000 года. СМК охватывает полный цикл продукции: от закупок сырого молока, ингредиентов, материалов, оборудования и так далее до конечной реализации продукции потребителю. Обязательными условиями успешного функционирования системы являются постоянный анализ её эффективности, оценка и анализ удовлетворённости потребителей, непременная реализация принципа постоянного улучшения [49].
Контроль качества независимо от совершенства применяемых для этого методик предполагает прежде всего отделение хороших изделий от плохих. Естественно, что качество изделия не повышается за счёт выбраковки некачественных изделий. Естественно, что качество изделия не повышается за счёт выбраковки некачественных изделий. Но современные предприятия сосредотачивают своё внимание не на выявлении брака, а на его предупреждении, на тщательном контролировании производственного процесса и осуществляют свою деятельность в соответствии с концепцией «регулирование качества» [36].
Большое значение для успешного бизнеса организации имеет контроль качества выпускаемой продукции. Организация контроля качества – это система и административных мероприятий, направленных на обеспечение производства продукции, полностью соответствующей требованиям нормативно-технической документации. Под контролем качества понимается проверка соответствия количественных или качественных характеристик свойств продукции или процесса, от которого зависит соответствие качества продукции или процесса, от которого зависит соответствие качества продукции установленным техническим требованиям.
Контроль готовой продукции – это последний этап контроля в процессе производства, на котором осуществляется комплексная проверка, а при необходимости и регулировка, настройка всего готового изделия из системы. Таким образом, такой контроль – это контроль продукции, по результатам которого принимается решение о пригодности к поставкам или использованию. Результаты данного контроля обязательно регистрируются в соответствующей документации.
Современный контроль качества представляет собой сложную, охватывающую всю организацию систему, без успешного функционирования которой невозможно эффективно решать проблемы качества [21].
Заключение по аналитическому обзору литературы
На формирование качества кисломолочных продуктов существенно влияют: сырьё, вид используемой закваски, технологические процессы и другие факторы. В обеспечении качества большое значение имеет организационный контроль.
Для своей дипломной работы я выбрала кисломолочный продукт «Бифилайф» вырабатываемый на предприятии ОАО «Любинский МКК». Этот продукт относится к пробиотическим и считается продуктом третьего тысячелетия, вырабатывается только из натуральных компонентов. Специально подобранные закваски придают продукту неповторимый вкус.
Биологическая ценность этого продукта обуславливается наличием составных компонентов молока, а также тем, что готовый продукт содержит 5 видов бифидобактерий присущих организму человека. Бифидобактерии играют важную роль в нормализации микрофлоры кишечника, поскольку эти микроорганизмы являются его естественными «обитателями» с первых месяцев жизни человека.
Ассортимент пробиотических продуктов довольно широк, но предприятие ОАО «Любинский МКК» выпускает именно «Бифилайф», прежде всего потому, что ему не аналогов.
2 Экспериментальный раздел
2.1 Характеристика предприятия
Строительство предприятия началось в 1936 году. И уже в 1941 году коллектив консервного завода значительно перевыполнил годовое задание, за что был награждён третьей премией Наркоммясомолпрома СССР и ВЦСПС.
В последующие годы были увеличены объёмы производства, поэтому присуждалась премия за перевыполнение производственной программы. Также комбинат неоднократно принимал участие в выставках народного хозяйства СССР.
В 1985 году было принято решение о реконструкции комбината за счёт государственных капиталовложений, но в период перестройки строительство было заморожено. Но всё же реконструкция отдельных производств, техническое перевооружение и ремонт зданий ведётся все последние годы. Это даёт возможность увеличить мощность цехов, в частности до реконструкции мощность цельномолочного цеха составляла всего 10 тонн в сутки, а в настоящее время – 36,2 тонны. В этом же году по итогам Всесоюзного социологического соревнования в первом полугодии завод награждён переходящим Красным знаменем Любинского райкома КПСС, райисполкома и райкома комсомола.
В последнее десятилетие ОАО «Любинский молочноконсервный комбинат» был награждён дипломом сельскохозяйственной выставки «Продукты питания -98», а также дипломом алтайской ярмарки за высокое качество и разнообразие продукции.
Любинский молочноконсервный комбинат, которому уже 66 лет, всегда считался предприятием благополучным и преуспевающим. Но если раньше трудовые свершения любинцев во многом определялись масштабами госзаказа, то сейчас – время жестокой конкуренции, победы приходится «ковать» по-новому.
Сегодня усилия направлены на то, чтобы за счёт совершенствования технологических приёмов, улучшения качества заготовляемого молока, условий хранения и транспортирования готовой продукции добиваться максимально возможных сроков их годности, при этом не теряя традиционно высоких вкусовых качеств.
На комбинате за последние года произошло перевооружение, изменилась кадровая политика (рядом с ветеранами на ведущих постах молодёжь).
Продукцию комбината всегда высоко оценивали и оценивают потребители.
Специфической особенностью является обособленность предприятия среди других, поэтому водо-, энерго- и теплоснабжение на производстве осуществляется от отдельных подразделений.
Цех по производству цельномолочной продукции и масла – самый молодой на комбинате, но уже хорошо известный среди потребителей Омской области. Продукция этого цеха в городах и сёлах идут нарасхват. Прежде всего потому, что у них отменное качество, какой-то свой особенный вкус. К тому же вся продукция завозится в торговые точки строго по графику. Привлекает и нестандартно оформленная красивая упаковка продукции. Весь процесс производства цельномолочной продукции автоматизирован.
Цех отличается высокой производительностью и отличным качеством. Об этом красноречиво говорят дипломы выставок, в которых постоянно участвует Любинский молочноконсервный комбинат ежегодно.
Молоко и молочные продукты – чрезвычайно сложные объекты для анализа ввиду многокомпонентности и индивидуальности состава. Некоторые пищевые ингредиенты взаимодействуют с определяемыми компонентами, образуя различные малорастворимые или комплексные соединения, тем самым препятствуя выделению и идентификации последних.
На предприятии ОАО «Любинский молочноконсервный комбинат» продукцию цельномолочного цеха исследуют в технохимической и микробиологической лабораториях.
2.2 Объект исследования
«Бифилайф» — кисломолочный продукт рекомендован в качестве лечебно-профилактического средства. Нормализует общее функциональное состояние желудочно-кишечного тракта, восстанавливает нарушенную микрофлору кишечника. Для взрослых и детей с трёх лет.
«Бифилайф» — это не только кисломолочный напиток приятной консистенции с прекрасным мягким вкусом, но и превосходное средство, помогающее сохранить или возвратить здоровье. Ведь он содержит до миллиарда живых бифидобактерий. Кроме того, в отличие от привычных биопродуктов при производстве «Бифилайф» бифидобактерии не просто добавляются в готовый продукт в виде сухого порошка, а с самого начала участвуют в сквашивании. В результате в конечном продукте не только присутствует биологически активные бифидобактерии, но и накапливаются полезные метаболиты – продукты их жизнедеятельности: аминокислоты(в том числе незаменимые), витамины(В1, В2, В6, В12, фолиевая кислота, С) [47].
Лечебно-диетический продукт «Бифилайф» создан для детей и взрослых как высокоэффективное средство при лечении и профилактике гастроэнтерита, острых кишечных инфекций, при аллергиях, осложнениях, вызванных гормональной и антибактериальной терапией. Продукт назначают при диареях, колитах, интоксикации, предродовой подготовке беременных, стрессовых ситуациях, а также в составе комплексного лечения сердечно-сосудистых заболеваний, туберкулёза, травм и сложных ортопедических операций.
«Бифилайф» рекомендуется как продукт лечебного питания для поддержания здоровья, а для больных людей – как высокоэффективный лечебный препарат. Назначается при дисбактериозе кишечника, которым страдает 90% населения России. Именно он, по утверждению экспертов, поможет победить бич конца ХХ века – дисбактериоз. «Бифилайф» может дополнять лечение в санаториях любого профиля [38].
Заметную пользу он оказывает при заболеваниях желудка, печени, мочеполовой системы. С его помощью лучше и быстрее заживают язвы, ожоги и раны. Регулярное употребление напитка защищает от влияния канцерогенов и снижает уровень холестерина в крови. Во время испытаний «Бифилайф» показал хорошие результаты в области косметологии и гинекологии.
Здоровье и долголетие человека напрямую зависят от того, насколько полноценно и сбалансировано его питание. Но зачастую мы не можем сформировать свой рацион по всем правилам, так как решения принимаются под влиянием рекламы и не всегда правдивой литературы [46].
Опыт работ в 89 регионах России показывает, что производство продукта «Бифилайф» существенно помогает производителям расти в экономическом, технологическом, социально- политическом и научно-техническом плане. Производство продуктов «Бифилайф» позволяет получать стабильную прибыль в сочетании с заботой о здоровье земляков.
Патент на консорциум бифидобактерий, а также технология продукта «Бифилайф» принадлежит ООО «Мир биотехнологий». На основе консорциума бифидобактерий разработаны нормативная документация и технология ряда кисломолочных продуктов серии «Бифилайф». Наряду с традиционным кисломолочным продуктом «Бифилайф» и его модификациями – сладким и фруктово-ягодным – молочным заводам предоставляется возможность производить и выпускать йогурт и творог «Бифилайф».
Все продукты серии «Бифилайф» обладают ярко выраженным лечебно-профилактическим действием. Их прекрасные вкусовые и лечебные свойства по достоинству оценены не только рядовыми покупателями, но и экспертами международных, всероссийских и местных выставок и конкурсов продуктов питания. Недаром распространение «Бифилайф» по стране сопровождается ежегодно присуждаемыми дипломами, золотыми и серебряными медалями, признанием его места среди 100 лучших товаров года [47].
В настоящее время каждому каждому человеку рекомендуется по меньшей мере раз в полгода делать бифидопрофилактику в течении двух недель, то есть просто вечером, перед сном выпить стакан вкусного кисломолочного напитка.
Регулярное потребление «Бифилайф» обеспечит крепкое здоровье и долгие годы полноценной жизни, так как старческие недомогания во многом обусловлены резким снижением качества бифидофлоры у пожилых людей, привыкающих с годами «жить на таблетках [46].
Информационные данные о продукте «Бифилайф» 2,5% жирности указаны в таблице 1.
Таблица 1 — Информационные данные о пищевой и энергетической ценности продукта Бифилайф в 100г продукта
| Жир, г | Белок, г | Углеводы, г | Энергетическая ценность, ккал | |
| «Бифилайф»- 2,5%-жирности: | 2,5 | 2,8 | 4 | 52 |
Требования к органолептическим показателям продукта указанны в таблице 2.
Таблица 2 – Органолептические показатели продукта «Бифилайф»
| Наименование показателя | Характеристика продукта |
| Внешний вид и консистенция | Однородная, с нарушенным сгустком. Допускается незначительное отделение сыворотки (не более 3% от объёма продукта).
|
| Вкус и запах | Кисломолочный со слабым привкусом уксусной кислоты. |
| Цвет | Молочно-белый, слегка кремовый равномерный по всей массе. |
Требования к физико-химическим показателям продукта указанны в таблице 3.
Таблица 3 – Физико-химические показатели продукта «Бифилайф»
| Наименование показателя | Норма для продукта |
| Массовая доля жира, %, не менее | 2,5 |
| Кислотность, °Т | 75-90 |
| Температура при выпуске с предприятия, °С не выше | 6 |
| Фосфатаза | отсутствует |
Требования к микробиологическим показателям продукта указанны в таблице 4.
Таблица 4 – Микробиологические показатели продукта «Бифилайф»
| Наименование показателя | норма |
| Бактерии группы кишечных палочек в 0,1 см 3 | Не допускаются |
| Патогенные микроорганизмы, в то числе сальмонеллы в 25 см 3 продукта | Не допускаются |
| Количество молочнокислых микроорганизмов в 1 см 3 продукта на конец срока годности, не менее | 10 7 |
| Количество бифидобактерий в 1 см 3 продукта на конец срока годности, не менее | 10 7 |
| Staphylococcusaureus в 1,0 см 3 продукта | Не допускаются |
| Количество дрожжей и плесневых грибов в 1 см 3 продукта, КОЕ/см3 , не более | 50 |
2.3 Технология производства
Основа технологии производства кисломолочных напитков – это управление развитием микроорганизмов.
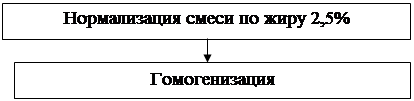
Технологический процесс производства кисломолочного продукта «Бифилайф» на ОАО «Любинский МКК» осуществляется в следующей последовательности: приёмка и подготовка сырья; гомогенизация, пастеризация и охлаждение смеси до температуры заквашивания; заквашивание и сквашивание; охлаждение и перемешивание; розлив, упаковка, маркировка и охлаждение готового продукта; транспортирование и хранение. [19] Перечень оборудования используемый при производстве кисломолочного продукта «Бифилайф» представлен в Приложении А.
Технологическая схема производства продукта «Бифилайф» 2,5% представлена на рисунке 1:
|
|
 |
|
![]()
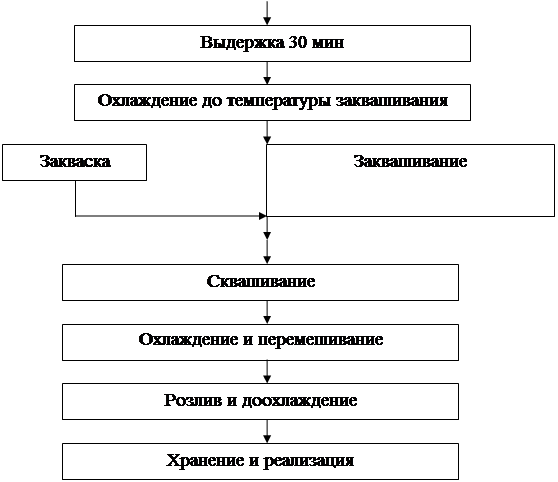 |
Рисунок 1 – Технологическая схема производства кисломолочного продукта «Бифилайф»
Сырьё и материалы:
Для производства кисломолочного продукта «Бифилайф» применяются следующее сырьё и основные материалы: молоко коровье заготовляемое не ниже 1 сорта, кислотностью не более 19°Т, плотностью не менее 1,028 гр/см 3 ; закваска сухая «Бифилайф» по ТУ 9229-003-52381804-01,а также закваска, приготовленная на основе термофильного молочнокислого стрептококка по ТУ 10-02-02-789-65-91 в соответствии с технологической инструкцией по производству бактериальных заквасок, дрожжей и тест-культур [20].
Сухая закваска «Бифилайф» поступает на предприятие из Московского Научно-исследовательского института эпидемиологии и микробиологии имени Г. Н. Габричевского, на которую имеется сертификат соответствия, представленный в Приложении Б.
Закваска из термофильного молочнокислого стрептококка готовится из сухой закваски и бактериального концентрата. Сухая бактериальная закваска поступает на предприятие от ГУП-ВНИМИ-Сибирь-РАСХН в сопровождении удостоверения о качестве, представленном в Приложении В.
Приёмка молока:
На предприятии молоко принимают по ГОСТ Р 52054-2003 «Молоко натуральное коровье – сырьё». Молоко принимают по массе и качеству, установленному лабораторией предприятия. Молоко должно быть без извлечений и добавок молочных и немолочных компонентов подвергнутое первичной обработке (очистке от механических примесей и охлаждённое до температуры 4±2°С после дойки) и предназначено для дальнейшей переработки. Приёмка молоко сопровождается предоставлением сопроводительной документации: товарно-транспортная накладная, ветеринарное свидетельство и протоколы испытаний показателей безопасности.
Приёмка молока-сырья включает следующие процедуры:
- предоставление документов, сопровождающих партию молока-сырья;
- отбор проб;
- измерение показателей качества;
- оформление удостоверения качества и безопасности.
На выработку используют молоко не ниже I сорта. Требования к показателям качества и безопасности молока-сырья при приёмке на предприятие представлены в таблице 5.
Таблица 5 – Показатели качества и безопасности молока-сырья
| Наименование показателя | Норма для сорта молока | |
| Высший | Первый | |
| 1 | 2 | 3 |
| Консистенция | Однородная жидкость без осадка и хлопьев. Замораживание не допускается | |
| Вкус и запах | Чистый, без посторонних запахов и привкусов, не свойственных свежему натуральному молоку | |
| Цвет | От белого до светло-кремового | |
| Кислотность, °Т | От 16,00 до 18,00 | |
| Группа чистоты, не ниже | I | I |
| Плотность, кг/м 3 , не менее | 1028,0 | 1027,0 |
| Температура замерзания, °С | Не выше минус 0,520 | |
| КМАФАнМ, КОЕ/г | Не более 3·10 5 | Не более 5·10 5 |
| Окончание таблицы 5 | ||
| 1 | 2 | 3 |
| Соматические клетки, КОЕ/г | Не более 5·10 5 | Не более 1·10 6 |
| Патогенные, в том числе сальмонеллы, г продукта, не допускаются | 25 | 25 |
На предприятии молоко принимают по массе в приёмочном отделении, которое оснащено необходимым оборудованием (весы, счётчики, насосы, резервуары и другое), а также оборудованием для мойки автомолцистерн. Молоко принимает приёмщик с участием лаборанта.
При приёмке молока в первую очередь осматривают тару и отмечают её чистоту, целостность пломб, наличие заглушек на патрубках автомолцистерн. Тару, загрязнённую при транспортировании, обмывают снаружи водой и только после этого вскрывают.
Подготовка сырья:
Принятое молоко взвешивают и подвергают очистке на молокоочистителях.
Охлаждение молока проводят сразу после его очистки, так как молоко является хорошей средой для молочнокислых, маслянокислых и гнилостных бактерий. Молоко охлаждают для поддержания в молоке бактериологически стабильного состояния.
Отобранное по качеству молоко нормализуют с таким расчётом, чтобы массовая доля жира в готовом продукте была не менее массовой доли жира предусмотренной техническими условиями.
Нормализация молока представляет собой технологическую операцию, целью которой является получение кисломолочного продукта «Бифилайф» с массовой долей жира 2,5%. Операция нормализации проводится путём добавления к цельному молоку обезжиренного молока.
Гомогенизация и пастеризация:
Гомогенизация кисломолочного продукта «Бифилайф» производится при давлении 15±2,5 МПа и при температуре 45-85°С.
Пастеризация кисломолочного продукта «Бифилайф» производится при температуре 95±2°С.
Охлаждение до температуры заквашивания:
После гомогенизации и гомогенизации молоко немедленно охлаждают на охладителях до температуры заквашивания. При производстве кисломолочного продукта «Бифилайф» эта температура составляет 37±2°С. Хранение незаквашенной смеси при температуре заквашивания не допускается [19].
Заквашивание:
Охлаждённое молоко заквашивают закваской бифидобактерий и молочнокислых стрептококков, которые вносят в количестве 5% от массы нормализованной смеси. Для лучшего перемешивании смеси с закваской заполнение резервуара смесью производят при включённой мешалке. Перемешивание заканчивают через 15 минут после заполнения резервуара [19].
Сквашивание:
После перемешивания смеси с закваской её оставляют в покое для сквашивания. Этот процесс производится при температуре 37±2°С в течении 5-6 часов. Окончание сквашивания определяют по образованию достаточно прочного сгустка, а также по кислотности (до образования сгустка кислотностью 65-70°Т) [19].
Охлаждение и перемешивание:
По окончании сквашивания в межстенное пространство подают ледяную воду в течение 45±15 минут. Затем сгусток перемешивают от 15 до 40 минут. Продолжительность перемешивания зависит от конструкции мешалки и консистенции сгустка.
По достижении однородной консистенции молочного сгустка мешалку останавливают на 1,0-1,5 часа. Дальнейшее перемешивание ведётся периодически, включая мешалку на 2-10 минут через каждый час. Продолжительность и кратность перемешивания сгустка зависит от показателя его вязкости в конце сквашивания и интенсивности охлаждения [19].
Розлив, упаковка, маркировка и охлаждение готового продукта:
Для розлива и упаковывания продукта в пакеты типа «Пюр-Пак» применяют фасовочный аппарат типа QM. Продукт упаковывается в потребительскую тару вместимостью 500 см 3 , данная упаковка обеспечивает качество, безопасность и сохранность продукта в процессе его производства, транспортирования, хранения и реализации. Упаковка продукта представлена в Приложении Г, сертификат качества на упаковку представлен в Приложении Д.
На каждой единице потребительской тары нанесена маркировка с указанием следующих информационных данных: наименование предприятия-изготовителя, его адрес, товарный знак; наименование продукта; массовая доля жира в процентах; состав продукта; масса нетто в граммах; условия хранения; срок годности; дата изготовления; обозначение ТУ; пищевая и энергетическая ценность продукта; штрих-код; содержание в продукте живых бифидобактерий не менее 10 7 клеток в 1 см3 на конец срока годности; общее содержание в продукте молочнокислых микроорганизмов на конец срока годности не менее 107 клеток в 1 см3 ; информация о сертификации [20].
Тара и упаковочные материалы, применяемые для розлива и упаковки, соответствует требованиям действующих стандартов. Упакованный в транспортную тару продукт доохлаждают в холодильной камере до температуры не более 6°С, после чего технологический процесс считается законченным [19].
После охлаждения в камере продукт считается готовым.
Транспортирование и хранение:
Транспортирование производится специализированным автотранспортом в соответствии с правилами перевозок скоропортящихся грузов, действующими на данном виде транспорта. Продукт должен храниться при температуре 2-6°С. Срок годности продукта 10 суток с момента окончания технологического процесса, в том числе на предприятии-изготовителе не более 2 суток. После вскрытия упаковки продукт хранению не подлежит [20].
2.4 Организация контроля
Технологический контроль на предприятии предусматривает: улучшение качества сырья и готовой продукции, правильный ход технологических процессов, соблюдение норм расхода сырья.
На предприятии технохимический контроль осуществляют сотрудники лаборатории. Работники лаборатории участвуют в организации органолептической оценки готовой продукции, в подготовке продукции к аттестации.
Физико-химический контроль на предприятии начинается с проверки качества каждой партии поступающего сырья. Только после заключения лаборатории сырьё можно использовать в производстве. Качество сырья контролируется как в момент поступления, так и при его хранении.
Схема технохимконтроля производства кисломолочного продукта «Бифилайф», используемая на предприятии представлена в таблице 6.
Таблица 6 — Схема технохимконтроля на предприятии
| №п | Участок производст-ва | Наименова-ние продукта | Контролируемый показатель | Переодич-ность | Место отбора | ||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| 1. | Приёмное отделение | Молоко-сырьё |
Органолептичес- кие показатели Температура, єС Кислотность, єТ Массовая доля жира, % Плотность, кг/м 3 Группа чистоты, класс СОМО, % Бак. Обсеменённость, класс Ингибирующие вещества |
Каждая партия то же то же то же то же то же то же 1 раз в декаду то же |
Из каждой партии Из каждой ёмкости |
||
| 2. | Аппаратное отделение |
Молоко Молоко обезжиренное |
Кислотность, єТ Плотность, кг/м 3 Кислотность, єТ Плотность, кг/м 3 Массовая доля жира, % |
Каждая партия то же Каждая партия то же то же |
Из ёмкости то же Из ёмкости то же то же |
||
| 3. | Молокохра- нительное отделение | Нормализо-ванная смесь | Массовая доля жира, % | Каждая партия | Из каждой ёмкости | ||
| 4. | Гомогениза- ция | Нормализо- ванная смесь |
Давление, мПа Температура, єС Эффективность гомогенизации, % |
Каждая партия то же то же |
Термо-грамма | ||
| 5. | Пастериза-ционно охладитель-ная установка | Нормализо-ванная смесь |
Температура пастеризации, єС Время выдержки, сек. Эффективность пастеризации, % Температура охлаждения, єС |
Несколько раз при пастериза-ции Каждая партия Несколько раз |
Термо-грамма | ||
| 6. | Закваска |
Внешний вид Масса закваски |
Каждая партия то же |
Из каждой ёмкости | |||
|
7. |
Ёмкость для заквашива-ния, сквашивания |
Нормализова-нная пастеризован-ная смесь |
Продолжитель-ность Температура заквашивания, єС |
Каждая партия то же |
Из каждой ёмкости то же |
||
| 8. | Охлаждение и перемеши-вание |
Сквашенная смесь |
Кислотность, єТ Температура, єС Продолжитель-ность перемешивания |
Каждая пария то же то же |
Термо-грамма | ||
| 9. | Расфасовка готового продукта | Охлаждённый сгусток |
Органолептичес-кая оценка Кислотность, єТ Массовая доля жира, % Проба на пероксидазу |
Каждая партия тоже то же то же |
Из каждой партии готово-го продук-та | ||
| Вес нетто, г. | При фасовке | Выбо-рочно | |||||
| 10. | Хранение | «Бифилайф» | Температура, єС | Периоди-чески | Камера для хране-ния | ||
Микробиологическая лаборатория изолирована от цехов, в ней установлено специальное оборудование. Лаборатория хорошо освещена и имеет большие оконные проёмы.
Для проведения микробиологических исследований в лаборатории оборудованы бокс, состоящий из помещений: собственно бокса и предбоксника. Последний служит для надевания специальной одежды при входе в бокс. Боксы оборудованы бактерицидными лампами. Их включают по окончании работы и уборки помещения в отсутствии персонала.
Посевы проводятся в специально изолированном помещении, где нет движения воздуха. Посуду и питательные среды стерилизуют в автоклавах, которые тоже размещены в специально изолированном помещении. Стерильную посуду хранят в плотно закрывающихся шкафах.
Санитарно-микробиологический контроль производства кисломолочных продуктов заключается в проведении контроля технологического процесса производства и готовой продукции, а также санитарно-гигиенического состояния цеха (оборудования, посуды, воздуха и другого).
Микробиологический контроль технологии производства кисломолочных продуктов состоит в исследовании пастеризованного молока, предназначенного для заквашивания, закваски, полуфабрикатов и готовой продукции [43].
В таблице 7 представлена схема микробиологического контроля, используемая на предприятии.
Таблица 7 — Схема микробиологического контроля
| №п | Исследуемые объекты | Контролируемый показатель | Периодичность контроля |
| 1 | 2 | 3 | 4 |
| 1. | Молоко до пастеризации |
КМАФАнМ Бактерии группы кишечных палочек |
Не менее 1 раза в месяц то же |
| 2. | Молоко после пастеризации |
КМАФАнМ БГКП |
Не реже 1 раза в меся 1 раз в 10 дней |
| 3. | Молоко перед внесением закваски | БГКП | Не реже 1 раза в меся |
| Окончание таблицы 7 | |||
| 1 | 2 | 3 | 4 |
| 4. | Молоко после внесения закваски | БГКП | Не реже 1 раза в меся |
| 5. | Молоко сквашенное | БГКП | Не реже 1 раза в меся |
| 6. | Готовая продукция |
БГКП Дрожжи и плесени Определение количества бифидобактерий Определение молочнокислых бактерий |
1 раз в пять дней то же то же то же |
Технохимический и микробиологический контроль сырья технологического процесса и готовой продукции осуществляет лаборатории предприятия. Контроль качества при производстве кисломолочных продуктов осуществляется на основе действующих стандартов, Инструкций по микробиологическому контролю на предприятиях молочной промышленности, Инструкций по технохимическому контролю на предприятиях молочной промышленности и Санитарных правил и нормативов [20].
Большое значение в выработке качественной продукции имеет санитарно-гигиенический контроль производства, моющих и дезинфицирующих растворов, применяемых для мойки и дезинфекции технологического оборудования. Создание санитарно-гигиенических условий, повышение качества обслуживания даёт возможность получить сырьё с минимальной бактериальной и механической загрязнённостью.
Санэпидстанция периодически проводит контроль санитарного помещения, территории, оборудования, проверяет санитарные карточки рабочих.
При выпуске с предприятия готовой продукции производится контроль органолептических, физико-химических и микробиологических показателей на соответствие нормативно-технической документации.
На каждую партию готовой продукции оформляется удостоверение о качестве продукта, представленного в Приложении Ж.
Кисломолочный продукт «Бифилайф» проходит сертификацию по схеме 3а каждый год, в результате чего выдаётся сертификат соответствия, представленный в Приложении И.
2.5 Методика работы и методы исследования
Отбор проб молока-сырья производили в соответствии с ГОСТ 13928-84 «Молоко и сливки заготовляемые. Правила приёмки и методы отбора и подготовка их к анализу». Молоко принимают партиями. В первую очередь проводят отбор проб для микробиологических анализов [12].
Отбор проб молока и готового продукта производили по ГОСТ 26809-86 «Молоко и молочные продукты. Правила приёмки, методы отбора и подготовка проб к анализу» [14].
Одним из основных физико-химических показателей является массовая доля жира. Определение массовой доли жира проводили кислотным методом по ГОСТ 5867-90 «Молоко и молочные продукты. Методы определения жира» [7].
Для проведения исследования кислотным методом использовали серную кислоту и изоамиловый спирт. Под действием серной кислоты казеинаткальцийфосфатный комплекс молока переходит в растворимое соединение казеина с серной кислотой. При добавлении изоамилового спирта понижается поверхностное натяжение жировых шариков, с поверхности жировых шариков удаляется оболочка. Реакции ускоряются нагреванием и центрифугированием. Анализ выполняли в специальном приборе – жиромере. После центрифугирования жир выделяется в виде сплошного слоя и объём его измеряли в градуированной части жиромера [37].
Определение кислотности по ГОСТ 3624-92 «Молоко и молочные продукты. Титриметрические методы определения кислотности» [5].
Метод основан на нейтрализации кислот, содержащихся в продукте, раствором гидроксида натрия в присутствии индикатора фенолфталеина. Титруемую кислотность выражали в градусах Тернера. Один градус Тернера (*Т) соответствует объёму (см 3 ) водного раствора гидроксида натрия концентрацией 0,1 моль/дм3 , необходимый для нейтрализации 100 г (100 см3 ) исследуемого продукта [37].
Определение плотности молока производили ареометрическим методом в соответствии с ГОСТ 3625-84 «Молоко и молочные продукты. Методы определения плотности». Определение плотности производили при температуре 20+-5*С c помощью ареометра [6].
Определение СОМО производится расчетным путем.
Порядок расчёта:
1. определение массовой доли сухих веществ в молоке, рассчитывается по формуле:
![]() , (2.1)
, (2.1)
где СВ- массовая доля сухого вещества, %
Ж- массовая доля жира в молоке, %
D- плотность молока при 20 0 С, градусы ареометра
єА = плотность молока (кг/м 3 ) – 1000.
2. Определение массовой доли сухого обезжиренного остатка (СОМО) рассчитывают по формуле:
![]() (2.2)
(2.2)
Определение степени чистоты молока производили по ГОСТ 8218 «Молоко. Метод определения чистоты» .
Метод основан на отделении механической примеси из дозированной пробы молока путём процеживания через фильтр и визуального сравнения наличия механической примеси на фильтре с образцом сравнения [8].
В зависимости от количества механической примеси на фильтре молоко подразделяют на три группы путём сравнивания фильтра с образцом. Определение производили по трём группам чистоты указанным в таблице 8.
Таблица 8 — Определение группы чистоты
| Группа чистоты | характеристика |
| первая | На фильтре отсутствуют частицы механической примеси. Для сырого молока допускается наличие на фильтре не более двух частиц механической примеси. |
| вторая | На фильтре имеются отдельные частицы механической примеси (до 13 частиц) |
| третья | На фильтре заметный осадок частиц механической примеси (волоски, частицы корма, песка) |
Определение эффективности гомогенизации проводили методом центрифугирования. Метод основан на определении в гомогенизированном молоке содержания мелких (размером менее 2 мкм) жировых шариков после его центрифугирования в специальной пипетке [26].
Содержание в молоке мелких жировых шариков, характеризующие степень гомогенизации (%), рассчитывали по формуле:
Х=Ж 1 /Ж·100, (2.3)
где Ж 1 – массовая доля жира в молоке, слитом из нижней части пипетки, %;
- Ж – массовая доля жира в гомогенизированном молоке до центрифугирования, %.
Проба на пероксидазу производили по реакции с йодистокалиевым крахмалом в соответствии с ГОСТ 3623-73 «Молоко и молочные продукты. Методы определения пастеризации». Пероксидаза инактивируется при температуре пастеризации не ниже 80єС с выдержкой 20-30 секунд. Метод основан на разложении перекиси водорода ферментом пероксидазой, содержащейся в молоке и молочных продуктах. Освобождающийся при разложении перекиси водорода активный кислород окисляет йодистый калий, освобождая йод, образующий с крахмалом соединение синего цвета [4].
Определение микробиологических показателей производились вместе с микробиологом.
Определение бактериальной обсеменённости молока производили с применением метода определения редуктазы с резазурином по ГОСТ 9225-84 «Молоко и молочные продукты. Методы микробиологического анализа».
Метод основан на восстановлении резазурина окислительно-восстановительными ферментами, выделяемыми в молоко микроорганизмами [9].
По продолжительности изменения окраски резазурина молоко относили к одному из четырёх классов, указанных в таблице 9.
Таблица 9 — Оценка бактериальной обсеменённости сырого молока
| Класс молока | Продолжитель-ность обесцвечивания или изменения цвета, ч | Окраска молока | Ориентировоч-ное количество бактерий в 1 см 3 молока, КОЕ |
| 1 | 2 | 3 | 4 |
| Высший | 1,5 | Серо-сиреневая до сиреневой со слабым серым оттенком | До 300 тыс. |
| I | 1 | Серо-сиреневая до сиреневой со слабым серым оттенком | От 300 тыс. до 500 млн. |
| II | 1 | Сиреневая с розовым оттенком или ярко-розовая | От 500 тыс. до 4 млн. |
| III | 1 | Бледно-розовая или белая | От 4 млн. до 20 млн. |
Определение ингибирующих веществ производили по методу с использованием резазурина по ГОСТ 23454-79 «Молоко. Методы определения ингибирующих веществ».
Метод основан на восстановлении резазурина при развитии в молоке чувствительных к ингибирующим веществам микроорганизмов вида Streptocоccusthermophilus [13].
Чувствительность метода позволяет обнаружить в молоке содержание пенициллина 0,01 МЕ/см 3 ; массовую долю формалина 0,005%; массовую долю перекиси водорода 0,01%; стрептомицина 10 мкг/см3 ; тетрациклина 1 мкг/см3 .
Определение дрожжей и плесневых грибов определяли по ГОСТ 10444.12-88 «Продукты пищевые. Метод определения дрожжей и плесневых грибов». Метод основан на высеве продукта в питательные среды, определении принадлежности выделенных микроорганизмов к плесневым грибам и дрожжам по характерному росту на питательных средах и по морфологии клеток [11].
Результаты оценивали по каждой пробе, отдельно для дрожжей и плесневых грибов. Количество дрожжей и плесневых грибов в 1 г или 1 см 3 продукта (Х) вычисляли по формуле:
Х = ∑С/(n 1 + n2 ·0,1) ·10n , (2.4)
где С – сумма всех подсчитанных колоний на чашках Петри в двух последовательных десятикратных разведениях;
n 1 – количество чашек Петри, подсчитанное для меньшего разведения, то есть для более концентрированного разведения продукта;
n 2 – количество чашек Петри, подсчитанное для большего разведения;
- n – степень разведения продукта (для меньшего разведения).
Количество мезофильных аэробных и факультативно-анаэробных микроорганизмов определено по ГОСТ 9225-84 «Молоко и молочные продукты. Методы микробиологического анализа».
Метод определения КМАФАнМ основан на способности микроорганизмов размножаться на плотном питательном агаре при (30±1)єС в течение 72 часов [9].
Для определения КМАФАнМ выбирали разведения при посевах которых на чашках вырастает не менее 30 и не более 300 колоний. Количество выросших колоний подсчитывали на каждой чашке, пользуясь лупой с увеличением в 4-10 раз. КМАФАнМ в 1 см 3 или 1 г продукта (Х) в единицах вычисляли по формуле:
Х=n·10 m , (2.5)
где n – количество колоний, подсчитанных на чашке Петри;
- m – число десятикратных разведений.
За окончательный результат принимали среднеарифметическое, полученное по всем чашкам.
Определение БГКП производили в соответствии с ГОСТ 9225-84 «Молоко и молочные продукты. Методы микробиологического анализа». Метод основан на способности БГКП (бесспоровые грамотрицательные, аэробные и факультативно-анаэробные палочки, в основном, являющиеся представителями родов эшерихий, цитробактер, энтеробактер, клебсиелла, серация) сбраживать в питательной среде лактозу с образованием кислоты и газа при температуре (37±1)єС в течение 24 часов [9].
При отсутствии газообразования в наименьшем из засеваемых объёмов даётся заключение об отсутствии в нём БГКП. При наличии газообразования в наименьшем из засеваемых объёмов считается, что БГКП в нём обнаружены.
Определение молочнокислых микроорганизмов производили в соответствии с ГОСТ 10444.11-89 «Продукты пищевые. Методы определения молочнокислых микроорганизмов». Это метод основан на высеве определённого количества продукта и его разведений в жидкую селективную питательную среду, культивировании посевов при оптимальных условиях. Для подсчёта молочнокислых бактерий (стрептококков и палочек) отмечали три последних разведения, в которых молоко свернулось. Составляли числовую характеристику. Она состоит из трёх цифр, указывающих число пробирок со свернувшимся молоком в трёх последних разведениях. Первая цифра числовой характеристики соответствует тому разведению, при котором в двух пробирках молоко свернулось. Следующие цифры обозначают число пробирок со свернувшимся молоком в двух последующих разведениях. По числовой характеристике находили наиболее вероятное число молочнокислых микроорганизмов, которое умножали на то разведение, с которого начинается первая цифра числовой характеристики [10].
Определение количества микроорганизмов определяют в соответствии с таблицей 10.
Таблица 10 – Определение количества молочнокислых микроорганизмов
| Числовая характеристика | Наиболее вероятное число микроорганизмов при заражении двух параллельных пробирок | Числовая характеристика | Наиболее вероятное число микроорганизмов при заражении двух параллельных пробирок |
| 1 | 2 | 3 | 4 |
| 001 | 0,5 | 200 | 2,5 |
| 010 | 0,5 | 201 | 5,0 |
| 011 | 0,9 | 210 | 6,0 |
| 020 | 0,9 | 211 | 13,0 |
| 101 | 1,2 | 212 | 20,0 |
| 110 | 1,3 | 220 | 25,0 |
| 120 | 2,0 | 221 | 70,0 |
| 121 | 3,0 | 222 | 110,0 |
Определение содержания бифидобактерий производили в соответствии с МУК 4.2.999-00 «Определение количества бифидобактерий в кисломолочных продуктах». Методика основана на способности бифидобактерий расти в питательных средах, разлитых высоким столбиком в пробирках, при температуре (38±1)єС и образовывать в них через 24-72 часа колонии с типичными для бифидобактерий морфологическими характеристиками [17].
Готовят два ряда питательных сред, каждый по пять пробирок, содержащих среду в количестве 10 см 3 для высева в них соответствующих разведений исследуемого продукта. Перед употреблением среду разогревают на кипящей водяной бане в течение 15 минут для снижения в ней содержания растворённого кислорода.
Внесение посевного материала в среду осуществляют, начиная с последнего разведения, внося в последнюю пробирку каждого из 2 рядов среды по 1 см 3 разведения продукта 1·10-8 , затем таким же образом, вносят по 1 см3 разведения продукта 1·10-7 , 1·10-6 , 1·10-5 и 1·10-4 . Так, первая пробирка каждого ряда будет содержать разведение продукта 1·10-4 , а последняя 1·10-8 . при внесении разведения продукта в среду производят тщательное перемешивание. Для каждого посева берут новую стерильную пипетку.
Пробирки с посевами образцов продукта выдерживают в термостате с температурой (37±1)єС в течение (72±1) час, просматривая посевы через 24-48 часов.
По окончании инкубирования учитывают последние пробирки, в которых выросли колонии типичные для бифидобактерий и записывают разведение пробирки. Выросшие колонии подсчитывают. Подтверждение наличия бифидобактерий методом микроскопирования.
Вычисление содержания живых бифидобактерий в 1,0 см 3 продукта проводят по формуле:
Х= а·10 n , (2.6)
где Х – количество живых бифидобактерий в 1,0 см 3 продукта;
- а – среднее количество колоний в последнем, засеянном в двух рядах разведении продукта;
10 – коэффициент децимального разведения;
- n – показатель последнего разведения продукта, в котором отмечен рост бифидобактерий.
2.6 Результаты исследования
Показатели качества молока-сырья.
Для производства кисломолочного продукта «Бифилайф» на предприятие поступало молоко от различных хозяйств с сопроводительной документацией. Далее производили отбор проб для проведения исследований по показателям качества, которые представлены в таблице 11.
Таблица 11 — Показатели качества молока-сырья
| Наименование показателя | Результаты контроля | ||||
| Опыт 1 | Опыт 2 | Опыт 3 | Опыт 4 | Опыт 5 | |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Органолептические показатели | Однородная жидкость, без посторонних привкусов и запахов, без осадка и хлопьев | ||||
| Кислотность, єТ | 17 | 17 | 18 | 18 | 17 |
| Плотность, кг/м 3 | 1028,0 | 1027,0 | 1029,0 | 1029,0 | 1028,0 |
| Массовая доля жира, % | 3,6 | 3,7 | 3,7 | 3,6 | 3,5 |
| СОМО, % | 8,31 | 8,19 | 8,58 | 8,56 | 8,28 |
| Группа чистоты | 1 | 1 | 1 | 1 | 1 |
| Ингибирующие вещества | Не обнаружены | ||||
| Бактериологическая обсеменённость, класс | высший | высший | высший | высший | высший |
По результатам этих данных можно сделать вывод, что при поступлении молока для 2 опыта оно было отнесено к первому сорту, а во всех остальных случаях к высшему.
Определение массовой доли сухих веществ в молоке производили расчётным методом, по формуле (2.1):
СВ 1 = [4,9
- 3,6 + (1028-1000)] / 4 + 0,5 = 11,91
СВ 2 = 11,78
СВ 3 = 12,28
СВ 4 = 12,16
СВ 5 = 11,78
Определение массовой доли сухого обезжиренного остатка производили расчётным методом, по формуле (2.2):
СОМО 1 = 11,91 – 3,6 = 8,31
СОМО 2 = 8,19
СОМО 3 = 8,58
СОМО 4 = 8,56
СОМО 5 = 8,28
В процессе производства кисломолочного продукта «Бифилайф» производились измерения всех параметров по ходу технологического процесса.
Показатели качества обезжиренного молока используемые для нормализации молока при производстве кисломолочного продукта «Бифилайф» представлены в таблице 12.
Таблица 12 — Показатели качества обезжиренного молока используемого для производства продукта
| Номер опыта | Результаты исследования | |
| Плотность, кг/м 3 | Кислотность, єТ | |
| 1 | 2 | 3 |
| Опыт 1 | 1031,0 | 19,0 |
| Опыт 2 | 1031,0 | 19,5 |
| Опыт 3 | 1032,0 | 20 |
| Опыт 4 | 1031,0 | 19,5 |
| Опыт 5 | 1032,0 | 19,0 |
Основой расчётов нормализации является уравнение материального баланса. Расчёт производится по формуле:
М нс ·Жнс =Мцм ·Жцм +Мом ·Жом , (2.7)
где М нс ,Мцм ,Мом – соответственно масса нормализованного молока, цельного молока и обезжиренного молока, кг;
Ж нс ,Жцм ,Жом – соответственно массовая доля жира молока сырого, цельного молока и обезжиренного молока, %.
При контроле нормализованной молочной смеси были получены данные, представленные в таблице 13.
Таблица 13 — Нормализация молочной смеси
| Номер опыта | Нормализованная смесь | ||
| Массовая доля жира, % | Кислотность, °Т | БГКП не обнаружено в объёме, см 3 | |
| 1 | 2 | 3 | 4 |
| Опыт 1 | 2,5 | 18 | 0,001 |
| Опыт 2 | 2,5 | 18 | 0,001 |
| Опыт 3 | 2,5 | 17 | 0,01 |
| Опыт 4 | 2,5 | 17 | 0,01 |
| Опыт 5 | 2,5 | 18 | 0,001 |
Измерение температуры пастеризации происходило в течение 5 опытов через каждые 5 минут. Продолжительность пастеризации молока составляет 1 час 20 минут. Х 1 , х2 , х3 ,…,х16 – замеры температур через каждые 5 минут. Данные результатов измерений представлены в таблице 14.
Таблица 14 – Контроль температуры пастеризации
|
Номер опыта |
Температура пастеризации, єС | |||||||||||||||
| Х 1 | Х 2 | Х 3 | Х 4 | Х 5 | Х 6 | Х 7 | Х 8 | Х 9 | Х 10 | |||||||
| Опыт 1 | 97 | 93 | 97 | 93 | 97 | 93 | 96 | 93 | 97 | 93 | ||||||
| Опыт 2 | 97 | 94 | 96 | 93 | 96 | 94 | 97 | 93 | 95 | 95 | ||||||
| Опыт 3 | 93 | 94 | 95 | 94 | 93 | 94 | 96 | 93 | 94 | 93 | ||||||
| Опыт 4 | 97 | 93 | 96 | 94 | 97 | 93 | 97 | 93 | 97 | 95 | ||||||
| Опыт 5 | 96 | 97 | 96 | 95 | 96 | 97 | 96 | 96 | 95 | 95 | ||||||
| Номер опыта | Температура пастеризации, єС | Т | ||||||||||||||
| Х 11 | Х 12 | Х 13 | Х 14 | Х 15 | Х 16 | |||||||||||
| Опыт 1 | 97 | 94 | 96 | 93 | 95 | 96 | 95 | |||||||||
| Опыт 2 | 94 | 97 | 93 | 97 | 95 | 94 | 95 | |||||||||
| Опыт 3 | 94 | 95 | 93 | 94 | 96 | 93 | 94 | |||||||||
| Опыт 4 | 93 | 95 | 94 | 97 | 95 | 94 | 95 | |||||||||
| Опыт 5 | 96 | 97 | 96 | 95 | 96 | 97 | 96 | |||||||||
Средние значение (Т) для каждой подгруппы, вычисляли по формуле:
![]() , (2.8)
, (2.8)
где n – объем подгруппы;
Х 1 , Х2 …Х12 – измеряемые значения температуры, 0 С.
Т 1 = (97 + 93 + 97 + 93 + 97 + 93 + 96 + 93 + 97 + 93 + 97 + 94 + 96 + 93 + 95 + +96) / 16 = 95
Т 2 = 95
Т 3 = 94
Т 4 = 95
Т 5 = 96
х- карта:
Центральная линия: CL=х= 95;
- Верхний контрольный предел: UCL=97;
- Нижний контрольный предел: LCL= 93.
По результатам данных построим х-карты для каждого опыта.
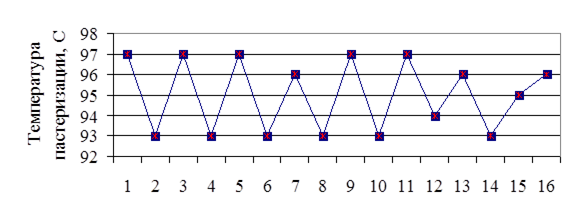 Рисунок 2 –Изменение температуры пастеризации в 1 опыте
Рисунок 2 –Изменение температуры пастеризации в 1 опыте
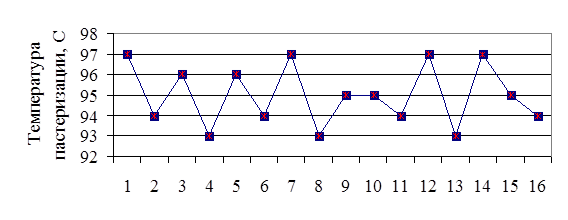
Рисунок 3 – Изменение температуры пастеризации во 2 опыте
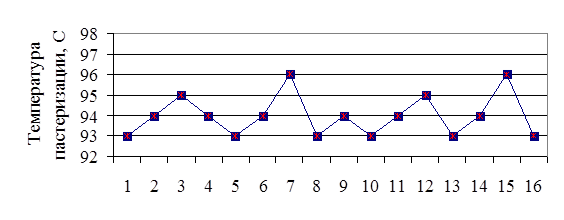
Рисунок 4 – Изменение температуры пастеризации в 3 опыте
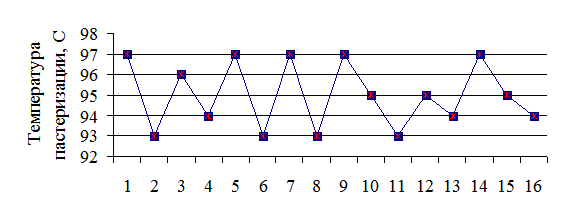
Рисунок 5 — изменение температуры пастеризации в 4 опыте
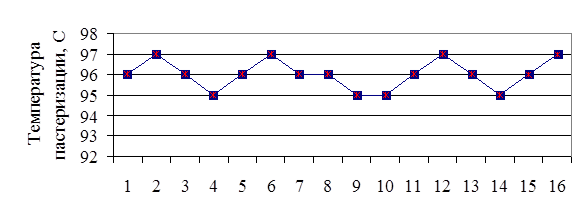 Рисунок 6 – Изменение температуры пастеризации в 5 опыте
Рисунок 6 – Изменение температуры пастеризации в 5 опыте
Вывод: По ходу технологического процесса изменение температуры пастеризации допустимо в пределах (93-97) 0 С. При контроле температуры в каждом опыте выходов за пределы не наблюдалось, поэтому процесс считается стабильным.
Параметры процессов на стадиях гомогенизации, пастеризации и охлаждения молочной смеси представлены в таблице 15.
Таблица 15 — Гомогенизация, пастеризация и охлаждение смеси
| Номер опыта | Гомогенизация | Пастеризация | Охлаждение смеси | ||||
| Температура, °С | Давление, МПа | Температура, °С | Время выдержки, сек | БГКП в 10 см 3 | КМАФАнМ, КОЕ/см 3 | Температура охлождения, °С | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Опыт 1 | 65 | 12 | 95 | 30 | Не обнаружено | 180 | 39 |
| Опыт 2 | 67 | 12 | 95 | 30 | 230 | 38 | |
| Опыт 3 | 66 | 12 | 94 | 30 | 260 | 39 | |
| Опыт 4 | 67 | 12 | 95 | 30 | 240 | 38 | |
| Опыт 5 | 65 | 12 | 96 | 30 | 190 | 39 | |
При гомогенизации и пастеризации молочной смеси в процессе контроля производства кисломолочного продукта «Бифилайф» был произведён расчёт эффективности гомогенизации и пастеризации. Эффективность гомогенизации рассчитывали по формуле:
Х=Ж 1 /Ж·100, (2.9)
где Ж 1 – массовая доля жира в молоке, слитом из нижней части пипетки, %;
- Ж – массовая доля жира в гомогенизированном молоке до центрифугирования, %.
При определении эффективности гомогенизации были получены данные, представленные в таблице 16.
Таблица 16 – Расчёт эффективности гомогенизации
| Номер опыта | Массовая доля жира в исходном молоке, % | Массовая доля жира в молоке, в нижней части пипетки, % | Эффективность гомогенизации, % |
| 1 | 2 | 3 | 4 |
| Опыт 1 | 2,5 | 1,70 | 68 |
| Опыт 2 | 2,5 | 1,65 | 66 |
| Опыт 3 | 2,5 | 1,80 | 72 |
| Опыт 4 | 2,5 | 1,73 | 69 |
| Опыт 5 | 2,5 | 1,85 | 74 |
Эффективность пастеризации рассчитывали по формуле:
Э=(К 0 -К)/К0 ·100%, (2.10)
где К 0 – КМАФАнМ в сыром молоке, КОЕ/см3 ;
К – КМАФАнМ в пастеризованном молоке, КОЕ/ см 3 .
При определении эффективности пастеризации были получены данные, представленные в таблице 17.
Таблица 17 – Расчёт эффективности пастеризации
| Номер опыта | КМАФАнМ в сыром молоке, КОЕ/см 3 | КМАФАнМ в пастеризованном молоке, КОЕ/см 3 | Эффективность пастеризации, % |
| 1 | 2 | 3 | 4 |
| Опыт 1 | 280000 | 180 | 99,94 |
| Опыт 2 | 250000 | 230 | 99,91 |
| Опыт 3 | 300000 | 260 | 99,91 |
| Опыт 4 | 270000 | 240 | 99,91 |
| Опыт 5 | 290000 | 190 | 99,94 |
В охлаждённую пастеризованную смесь вносят закваску в количестве 5% от массы смеси.
Измерение температуры сквашивания проводилось на протяжении 5 опытов, через каждые 30 минут. Продолжительность сквашивания молочной смеси при производстве кисломолочного продукта «Бифилайф» составляет 6 часов. Х 1 , Х2 , …, Х12 – замеры температур через каждые 30 минут.
Данные результатов измерений представлены в таблице 18.
Таблица 18 – Контроль температуры сквашивания
| Номер опыта | Температура сквашивания, єС | Т | |||||||||||
| Х 1 | Х 2 | Х 3 | Х 4 | Х 5 | Х 6 | Х 7 | Х 8 | Х 9 | Х 10 | Х 11 | Х 12 | ||
| Опыт 1 | 39 | 39 | 38 | 38 | 38 | 37 | 37 | 37 | 36 | 36 | 35 | 35 | 36,8 |
| Опыт 2 | 38 | 38 | 38 | 37 | 37 | 36 | 36 | 36 | 37 | 36 | 35 | 35 | 36,4 |
| Опыт 3 | 39 | 39 | 39 | 38 | 37 | 37 | 37 | 36 | 36 | 36 | 35 | 35 | 36,2 |
| Опыт 4 | 38 | 38 | 37 | 38 | 37 | 37 | 37 | 36 | 36 | 35 | 35 | 35 | 36,9 |
| Опыт 5 | 39 | 38 | 38 | 37 | 37 | 37 | 36 | 36 | 36 | 35 | 35 | 35 | 37,0 |
х- карта:
Центральная линия: CL=х= 37;
- Верхний контрольный предел: UCL=39;
- Нижний контрольный предел: LCL= 35.
По результатам данных построим х-карты для каждого опыта.
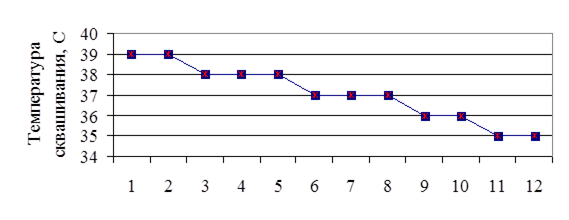
Рисунок 7 – Изменение температуры сквашивания в 1 опыте
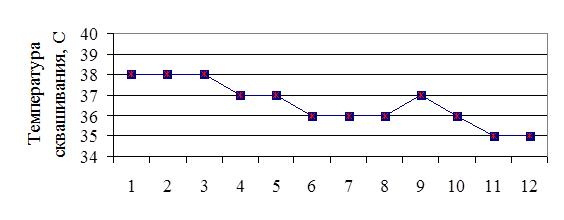
Рисунок 8 – Изменение температуры сквашивания во 2 опыте
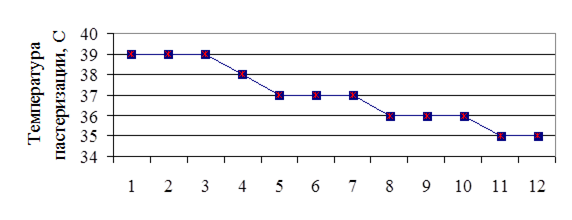
Рисунок 9 – Изменение температуры сквашивания в 3 опыте
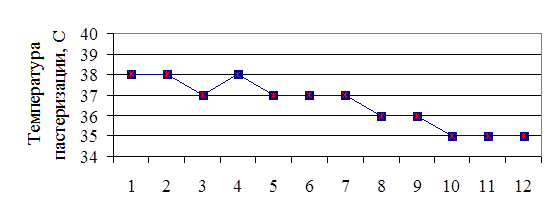
Рисунок 10 – Изменение температуры сквашивания в 4 опыте
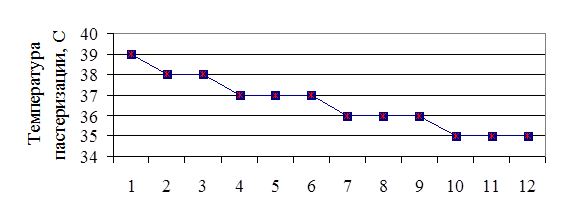
Рисунок 11 – Изменение температуры сквашивания в 5 опыте
Вывод: Температура сквашивания по ходу технологического процесса изменяется в пределах (35-39) 0 С. При контроле температуры в каждом опыте выходов за пределы не производилось, то есть процесс считается стабильным.
Параметры технологического процесса на стадиях заквашивания, сквашивания и охлаждения молочной смеси представлены в таблице 19.
Таблица 19 — Заквашивание, сквашивание и охлаждение молочной смеси
| Номер опыта | Заквашивание и сквашивание | Охлаждение и перемешивание | |||
| Вид закваски | Средняя температура, єС | Время сквашив., мин | Кислотность в конце сквашив., єТ | Температура, єС | |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Опыт 1 | Сухие закваски прямого внесения «Бифилайф» + ТВп | 36,8 | 240 | 65 | 20 |
| Опыт 2 | 36,4 | 180 | 67 | 22 | |
| Опыт 3 | 36,2 | 225 | 70 | 20 | |
| Опыт 4 | 36,9 | 170 | 69 | 20 | |
| Опыт 5 | 37,0 | 180 | 67 | 22 | |
Фасовка продукта производилась в упаковку Пюр-Пак вместимостью 500 грамм. Масса упаковки составляет 16 грамм. На этом этапе производился контроль массы продукции, результаты которого представленный в таблице 20.
Таблица 20 – Контроль массы готового продукта
| Номер опыта | Масса нетто образцов, г | Х ср | Δх | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||
| 1 | 502 | 503 | 502 | 502 | 500 | 501 | 501 | 497 | 502 | 503 | 501 | 1,5 |
| 2 | 499 | 505 | 505 | 506 | 498 | 503 | 504 | 503 | 503 | 503 | 503 | 1,7 |
| 3 | 500 | 505 | 503 | 503 | 502 | 500 | 502 | 506 | 503 | 504 | 503 | 1,4 |
| 4 | 505 | 499 | 504 | 503 | 506 | 502 | 501 | 500 | 502 | 506 | 503 | 2,0 |
| 5 | 507 | 504 | 503 | 506 | 506 | 498 | 504 | 504 | 506 | 506 | 504 | 1,8 |
 , (2.11)
, (2.11)
где Х 1 , Х2 …Х10 – измеряемые значения массы нетто продукта,
Х ср – среднее значение для каждой подгруппы.
ΔХ 1 =│501-502│ + │501-503│+…+ │501-503│/ 10 = 1,5
ΔХ 2 = 1,7
ΔХ 3 = 1,4
ΔХ 4 = 2,0
ΔХ 5 = 1,8
Заключительной стадией контроля технологического процесса производства кисломолочного продукта «Бифилайф» является контроль готового продукта. При этом определяли органолептические, физико-химические и микробиологические показатели.
Результаты органолептических исследований готового продукта представлены в таблице 21.
Таблица 21 – Органолептические показатели кисломолочного продукта «Бифилайф»
| Наименование показателя | Результаты исследования | ||||
| Опыт 1 | Опыт 2 | Опыт 3 | Опыт 4 | Опыт 5 | |
| Внешний вид и консистенция | Однородная, с нарушенным сгустком. | ||||
| Вкус и запах | Кисломолочный, чистый, без посторонних привкусов и запахов | ||||
| цвет | Молочно-белый | ||||
Для подсчёта массовой доли жира в готовом продукте производилась выборка в каждом опыте, результаты исследования представлены в таблице 22.
Таблица 22 – Контроль массовой доли жира
| Номер опыта | Массовая доля жира, % | х ср | Δх | ||||
| 1 | 2 | 3 | 4 | 5 | |||
| Опыт 1 | 2,5 | 2,6 | 2,6 | 2,5 | 2,6 | 2,56 | 0,05 |
| Опыт 2 | 2,6 | 2,5 | 2,5 | 2,6 | 2,5 | 2,54 | 0,05 |
| Опыт 3 | 2,6 | 2,6 | 2,6 | 2,5 | 2,6 | 2,58 | 0,03 |
| Опыт 4 | 2,5 | 2,5 | 2,5 | 2,5 | 2,6 | 2,52 | 0,03 |
| Опыт 5 | 2,6 | 2,5 | 2,5 | 2,6 | 2,5 | 2,54 | 0,05 |
Контроль кислотности в каждом из 5 опытов в готовом продукте производился из 5 выборок упаковок. Результаты контроля представлены в таблице 23.
Таблица 23 – Контроль кислотности готового продукта
| Номер опыта | Выборка | ∑Х | Х ср | ΔХ | ||||
| Х 1 | Х 2 | Х 3 | Х 4 | Х 5 | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Опыт 1 | 78 | 84 | 87 | 76 | 80 | 405 | 81,0 | 3,6 |
| Опыт 2 | 78 | 86 | 83 | 79 | 76 | 412 | 82,4 | 4,56 |
| Опыт 3 | 87 | 78 | 82 | 80 | 82 | 409 | 81,8 | 2,24 |
| Опыт 4 | 89 | 77 | 86 | 84 | 78 | 414 | 82,8 | 4,24 |
| Опыт 5 | 77 | 79 | 83 | 85 | 83 | 407 | 81,4 | 2,72 |
| ∑ | 409,4 | |||||||
На основании полученных данных построим столбчатую диаграмму.
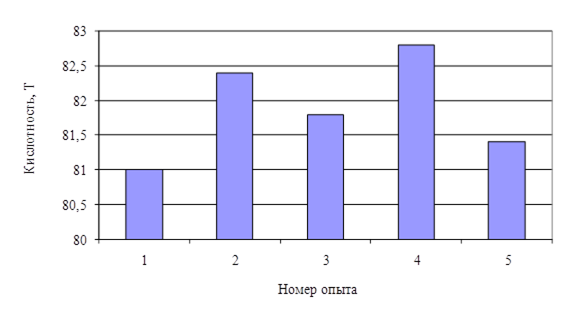
Рисунок 12 – Изменение кислотности готового продукта
Вывод: Изменение кислотности готового продукта изменяется в пределах (75-90) 0 Т. При контроле кислотности готового продукта в каждом опыте выходов за пределы не наблюдалось, то есть готовый продукт по показателям кислотности соответствует нормам .
Результаты контроля физико-химических показателей кисломолочного продукта «Бифилайф» представлены в таблице 24.
Таблица 24 — Физико-химические показатели кисломолочного продукта «Бифилайф»
| Наименование показателя | Результаты исследований по выработкам | ||||
| Опыт 1 | Опыт 2 | Опыт 3 | Опыт 4 | Опыт 5 | |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Кислотность, °Т (средняя) | 81,0 | 82,4 | 81,8 | 82,8 | 81,4 |
| Массовая доля жира, % (средняя) | 2,56 | 2,54 | 2,58 | 2,52 | 2,54 |
| Пероксидаза | отсутствует | отсутствует | отсутствует | отсутствует | отсутствует |
| Температура, °С | 4 | 4 | 4 | 4 | 4 |
При определении количества молочнокислых микроорганизмов были получены результаты, представленные в таблице 25.
Таблица 25 – Определение количества молочнокислых микроорганизмов
| Номер опыта | Числовая характеристика | Номер разведения первой цифры характеристики | Количество молочнокислых микроорганизмов, в 1 см 3 |
| 1 | 2 | 3 | 4 |
| Опыт 1 | 210 | 9 | 6,0·10 9 |
| Опыт 2 | 211 | 8 | 13,0·10 8 |
| Опыт 3 | 211 | 8 | 13,0·10 8 |
| Опыт 4 | 220 | 8 | 25,0·10 8 |
| Опыт 5 | 210 | 9 | 6,0·10 9 |
При определении количества бифидобактерий были получены результаты, представленные в таблице 26.
Таблица 26 – Определение количества бифидобактерий
| Номер опыта | Количество колоний | Разведение продукта | Количество бифидобактерий в 1 см 3 | ||
| 1 ряд | 2 ряд | Среднее | |||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Опыт 1 | 57 | 50 | 53,5 | 10 -6 | 5,35·10 7 |
| Опыт 2 | 48 | 52 | 50 | 10 -6 | 5,0·10 7 |
| Опыт 3 | 55 | 49 | 52 | 10 -6 | 5,2·10 7 |
| Опыт 4 | 53 | 50 | 51,5 | 10 -6 | 5,15·10 7 |
| Опыт 5 | 56 | 53 | 54,5 | 10 -6 | 5,45·10 7 |
Результаты исследований по микробиологическим показателям представлены в таблице 27.
Таблица 27 – Микробиологический контроль кисломолочного продукта «Бифилайф»
| Наименование показателя | Результаты исследований по выработкам | ||||
| Опыт 1 | Опыт 2 | Опыт 3 | Опыт 4 | Опыт 5 | |
| 1 | 2 | 3 | 4 | 5 | 6 |
| БГКПв 0,1 см 3 | Не обнаружены | ||||
| Дрожжи и плесени, КОЕ/г | Не обнаружены | ||||
| Количество молочнокислых микроорганиз-мов, в 1 см 3 | 6,0·10 9 | 1,3·10 9 | 1,3·10 9 | 2,5·10 9 | 6,0·10 9 |
| Количество бифидобактерий в 1 см 3 | 5,35·10 7 | 5,0·10 7 | 5,2·10 7 | 5,15·10 7 | 5,45·10 7 |
2.7 Анализ факторов, формирующих качество продукта.
В условиях, когда у покупателя есть возможность выбирать желаемый продукт из множества представленных на рынке, важнейшим, если не решающим фактором успешности производителя молочной продукции является её качество [49].
Качество продукции складывается из составляющих:
- Качества сырья,
- Качество технологического процесса,
- Качество готового продукта.
При производстве кисломолочного продукта «Бифилайф» прослеживается весь процесс производства, от поступления сырья до получения готового продукта.
Только комплекс анализов даёт возможность контролировать качество сырья и технологические процессы производства, а также готовую продукцию [37].
Качество молочной продукции следует определять как совокупность её органолептических, физико-химических и микробиологических показателей и свойств, уровень или вариант которых формируется производителем (поставщиком) при производстве (создании) продукции с целью удовлетворения установленных или предлагаемых потребностей приобретателей
Качество продукции по ходу технологического процесса – это важнейший фактор, влияющий на формирование качества готового продукта.
В процессе производства компоненты сырья подвергаются разнообразным изменениям, что потом отражается на свойствах готового продукта. Поэтому на каждом этапе технологического процесса производится тщательный контроль производства, в ходе которого контролируются все параметры [49].
Молочные продукты высокого качества можно вырабатывать при ведении технологических процессов в точном соответствии с оптимальными режимами, предусмотренными действующей нормативной документацией, с оперативной корректировкой всех возможных отклонений. Информацию о правильности ведения технологического процесса призвана давать служба технохимического контроля на основании анализов и показаний контрольно-измерительных приборов. Хорошо организованный технохимический контроль на всех стадиях технологического процесса, начиная от приёмки молока и кончая выпуском готовой продукции, является одной из важнейших предпосылок производства продуктов высокого качества и рационального ведения технологического процесса, обеспечивающего максимальное использование сырья. Правильно организованный и тщательно поставленный технохимический контроль является важным условием успешной работы предприятия [41].
Задачи микробиологического контроля сводятся к обеспечению надлежащей направленности микробиологических процессов и соблюдению санитарно-гигиенических условий производства.
Факторы, формирующие показатели качества кисломолочного продукта «Бифилайф» можно подразделить на две группы:
1. Факторы обуславливающие сбраживание лактозы, образование молочной кислоты, коагуляцию казеина, гелеобразование и накопление биомассы молочнокислых стрептококков и бифидобактерий.
2. Наряду с этим на всех этапах производства должны обеспечиваться (или поддерживаться) показатели безопасности.
Формирование качества и безопасности начинается с отбора сырья.
Качество молочного сырья – один из важных факторов влияющих на качество готового продукта, поэтому при приёмке на предприятие молоко-сырьё подлежит тщательному контролю. При контроле качества молока-сырья тщательно проверяют органолептические, физико-химические и микробиологические показатели качества. Из результатов исследования видно, что показатели находятся в пределах нормы и характеризуют молоко-сырьё, как пригодное к высшему, а во втором опыте к I сорту.
Очистка молока является необходимым условием для получения стойкого продукта. Основной целью очистки молока является удаление различных механических примесей, которые загрязняют молоко и создают условия для развития микроорганизмов. При очистке на сепараторах- молокоочистителях из молока удаляются мельчайшие частицы загрязнений, в основном биологического происхождения, и частично микроорганизмы.
Процесс нормализации молочной смеси осуществляется в соответствии с нормативами так, чтобы в готовом продукте массовая доля жира была не менее 2,5 %. В ходе исследования в период нормализации молочной смеси отклонений не выявлено.
Для обеспечения требуемых органолептических свойств продукта при хранении гомогенизацию проводят до пастеризации.
Гомогенизация — это способ технологической обработки, который служит для повышения дисперсности жировой фазы, что позволят исключить отстаивание жира во время хранения молока, развитие окислительных процессов, дестабилизацию и подсбивание при интенсивном перемешивании и транспортировании. Гомогенизация способствует повышению прочности и улучшению консистенции белковых сгустков и исключению образования жировой пробки на поверхности продукта.
Диспергирование жировых шариков, то есть уменьшение их размеров и равномерное распределение в молоке, достигается воздействием на молоко значительного внешнего усилия в специальных машинах – гомогенизаторах [23].
Согласно произведенным расчетам эффективность гомогенизации находилась в пределах 66-74%, что характеризуется как достаточно высокой показатель.
Цель пастеризации – уничтожение вегетативных форм микроорганизмов, находящихся в молоке (возбудителей кишечных заболеваний, бруцеллёза, туберкулёза, ящура и других), сохраняя при этом его биологическую, питательную ценность и качество. [23]
Технологические режимы при производстве кисломолочного продукта «Бифилайф» задаются строго в соответствии с технологической инструкцией. Поэтапно был проконтролирован режим температуры пастеризации, обработка которого производилась с помощью контрольных карт.
Контрольные карты применяются для контроля рабочих характеристик процесса. Они показывают отклонения от стандарта, цели или среднего значения и показывают уровень статистического контроля процесса в течении определённого времени. Их используют для изучения возможностей процесса, для определения достижимых целей качества и выявления изменений средних характеристик и изменчивости процесса, которые требуют корректирующих действий.
В данном случае использовалась х-карта. Это карта индивидуальных значений. Применяется для обнаружения незамеченных факторов. Так как данные о процессе поступают через определённые интервалы времени, они наносятся на график отдельными точками по мере поступления, и их тоже можно использовать для построения контрольной карты.
Контрольная карта представляет собой специальный бланк, на котором проводятся центральная линия и две линии выше или ниже средней, называемые верхней и нижней контрольными границами. На карту точками наносятся данные измерений, контроля параметров и условий производства. Если обнаруживается выброс одной или нескольких точек за контрольные границы, это воспринимается как информация об отклонении параметров или условий процесса от установленной нормы.
При контроле температуры пастеризации в каждом опыте выхода за пределы ненаблюдалось. В процессе пастеризации разрушаются ферменты и погибают микроорганизмы, вызывающие порчу организма. При такой температуре пастеризации (95±2)˚С погибает наибольшее количество остаточной микрофлоры
После определения всех параметров технологического процесса на стадиях: гомогенизация, пастеризация и охлаждение смеси, где не было замечено отклонений производился расчёт эффективности пастеризации. Этот контроль играет важную роль в формировании качества готового продукта. Согласно произведённым расчётам эффективность пастеризации была больше 99%, что характеризуется как достаточно высокой показатель. По всем 5 опытам у производимого кисломолочного продукта «Бифилайф» отклонений от технологического процесса не выявлено.
С помощью контрольных карт была проанализирована информация о температуре сквашивания продукта, она варьируется в пределах (35-39)°С. При контроле температуры сквашивания во всех 5 опытах выхода за пределы не производилось.
Заметное влияние на структуру и консистенцию сметаны оказывает вид используемой закваски. Использование закваски прямого внесения «Бифилайф» и термофильного молочного стрептококка позволяет не только облегчить стадию сквашивания, но и получить необходимые органолептические свойства продукта.
Сухая закваска «Бифилайф» содержит комбинацию пяти штаммов бифидобактерий. Поэтому развитие закваски в молоке осуществляется более активно, чем монокультура каждого вида в отдельности. Это обстоятельство имеет важное практическое значение для производителей, поскольку позволяет ускорить технологический процесс, а также для потребителей, поскольку активность этих бифидобактерий в кишечнике выше, чем каждого отдельного вида [35].
Процесс сквашивания, улучшается за счёт внесения закваски термофильного молочнокислого стрептококка, так как сухая закваска «Бифилайф» недостаточна активна. Температурный режим сквашивания соответствует оптимальной температуре развития микроорганизмов. С целью получения необходимого сгустка сквашивание проводят до кислотности (65-70) 0 Т, с таким расчётом что дополнительное нарастание кислотности будет происходить в холодильной камере.
Заквашивают смесь в резервуарах для кисломолочных напитков снабжённых специальными мешалками, обеспечивающими равномерное и тщательное перемешивание смеси с закваской и молочного сгустка.
В процессе контроля все показатели на этапах заквашивание, сквашивание, а также охлаждение смеси, соответствуют норме. Соблюдение этих параметров способствует получению смеси с хорошими органолептическими показателями.
Во всех случаях перемешивание продукта перед розливом должно обеспечивать однородную консистенцию молочного сгустка. При хранении продукта с неоднородной, комковатой консистенцией может отделяться сыворотка.
При фасовке готового продукта производился контроль массы упаковок. А в период розлива и доохлаждения контролировалась кислотность, массовая доля жира и температура. Это заключительные технологические процессы переработки кисломолочного продукта «Бифилайф». Основной их задачей являются — сохранение качества, обеспечение санитарной безопасности и современного товарного вида готового продукта, упакованного в удобную для потребителя, а также хранения и транспортирования тару.
Для хранения готового продукта предприятие оснащено необходимым количеством холодильных комнат для поддержания требуемой температуры. При контроле качества готового продукта определяется комплекс органолептических, физико-химических и микробиологических показателей. При хранении кисломолочного продукта «Бифилайф» особое внимание обращают на органолептические свойства готового продукта. Органолептическая оценка, а именно определение вкуса, запаха, цвета и консистенции продукта, производится органолептическим методом и не является измерительным контролем [41].
Готовая продукция контролируется с целью соответствия ее показателей качества и безопасности требованиям действующих стандартов. При контроле качества готовой продукции отбирают пробы в соответствии со стандартами от партии продукта.
По результатам этих исследований из каждого опыта видно, что все необходимые параметры в процессе производства строго контролировались, что позволило получить продукт, соответствующий требованиям нормативно-технической документации и хорошим качественным показателям.
Для обеспечения выработки продукта стабильного качества разработана схема управления качеством кисломолочного продукта «Бифилайф», предложенная в таблице 28.
Таблица 28 – Схема управления качеством кисломолочного продукта «Бифилайф»
| № | Анализ возможного ущерба качеству | Нормативы | Методы коррекции | |
| 1 | 2 | 3 | 4 | 5 |
| 1 | Приемка и сортировка молока |
Нарушение санитарных правил при приёмке ведёт к загрязнению молочной микрофлоры. Приемка непригодного молока ведет к непригодности использования молока в производстве. |
Стандарт на молоко-сырье, технологическая инструкция, СанПиН. |
Ополаскивание цистерн перед разгрузкой в определённом для этого месте. Наличие справки о получении молока от здоровых животных. Тщательно подобранный персонал, выбор поставщика. |
| 2 | Очистка | Загрязнение молока посторонней микрофлоры, что приводит к ухудшению показателей качества и безопасности сметаны, а также к снижению эффективности пастеризации. | Определение группы чистоты молока. | Эффективные очистительные системы с регулярной сменой фильтрующего материала. |
| 3 | Нормализация | Неправильный расчет массы нормализованных компонентов. |
Массовая доля обезжиренного молока и массовая доля цельного молока. |
Правильный расчёт массы компонентов |
| 4 | Гомогенизация молочной смеси | Жидкая консистенция с отстоем сыворотки, ухудшение показателей качества «Бифилайфа» | Температура (45±85) 0 С, давление 15±2,5 МПа, эффективность гомогенизации. |
Контроль режимов гомогенизации, тщательная очистка гомогенизатора, проверка исправности гомогенизатора. |
| 5 | Пастеризация |
Выживание патогенных микроорганизмов, Загрязнение посторонней микрофлорой, ухудшение показателей качества и безопасности. |
Температура (95±2) 0 С, время выдержки 30 минут, отсутствие пероксидазы, отсутствие БГКП в 10 см3 , содержание КМАФАнМ проверять не реже 2 раз в месяц, эффективность пастеризации. |
Применение пастеризаторов, обеспечивающих автоматическое соблюдение режимов пастеризации, регистрации температуры. Правильная очистка пастеризатора. Внедрить контрольные карты |
| Продолжение таблицы 28 | ||||
| 1 | 2 | 3 | 4 | 5 |
|
6 |
Заквашивание и сквашивание сливочной смеси |
Неправильная доза закваски Отсутствие нормальных температурных условий может привести к быстрому сквашиванию и повышению кислотности. |
Температура сквашивания от (37±2) 0 С, до кислотности (65-70) 0 Т, продолжительность сквашивания 5-6 часов. |
Необходимо установить температуру сквашивания, следить за дозой внесения закваски. Внедрить контрольные карты. |
| 7 | Охлаждение и перемешивание. |
Неконтролируемый параметр температуры охлаждения |
Охлаждение до температуры (18-22)˚С | Постоянный контроль температуры. |
| 8 | Розлив |
Ухудшение показателей качества продукта. |
Технологическая инструкция. | Контроль за санитарно-гигиеническими условиями производства. |
| 9 | Доохлаждение и созревание | Нарушенная консистенция, высокая кислотность, ухудшение показателей качества готового продукта. | ТУ и ТИ, СанПиН. |
Контроль за температурными режимами. |
| 10 | Контроль качества готового продукта |
Недостаточный контроль может привести к выпуску некачественного продукта, что снижает конкурентоспособность продукта и может вызвать заболевания |
Контролируемые показатели регламентируются стандартами, ТУ и ТИ, СанПиН. |
Оснащение контролирующих органов современным оборудованием, выполнение правил реализации. |
| 11 | Хранение |
Загрязнение химическими веществами и патогенной микрофлорой, механические повреждения и деформация упаковки, снижение показателей качества продукта. |
Условия хранения регламентируются стандартами, ТУ и ТИ, СанПиН. | Поддержание требуемых температуры и влажности, хранение отдельно от других продуктов, обладающих специфическим запахом. |
Для поддержания в продукте требуемых показателей качества и безопасности в таблице 29 представлена схема контроля производства кисломолочного продукта «Бифилайф».
Таблица 29 — Рекомендуемая схема контроля производства кисломолочного продукта «Бифилайф»
| Объект контроля, НД | Наименование исследования |
Средства измерения |
Переодичность | |||||||||||
| 1 | 2 | 3 | 4 | |||||||||||
| Молоко-сырье, ГОСТ Р 52054-2003 |
Сопроводительная документация: -товарно-транспортная накладная; -ветеринарное свидетельство; |
Ежедневно у каждого поставщика |
||||||||||||
|
Органолептические показатели: вкус, цвет, запах, консистенция, внешний вид; Физико-химические показатели: -температура, 0 С; -кислотность, 0 Т; -массовая доля жира, %; -плотность, кг/м 3 ; -степень чистоты; -СОМО, %; |
Термометр жидкостный (нертутный) по ГОСТ 9177 Аппаратура по ГОСТ 3624-92; бюретка вместимостью 25 см 3 с ценой деления 0,1 см3 Жиромер 1-6 по ГОСТ 5867-90 Аппаратура по ГОСТ 3625-84, ареометр для молока ГОСТ 6218-56, фильтры ватные или фланель Расчётным путём |
Ежедневно каждая партия из автомол-цистерны то же то же то же то же то же то же |
||||||||||||
|
Микробиологические показатели: -ингибирующие вещества; -бактериальная обсемененность, класс |
ГОСТ 23454-79 Проба на пероксидазу |
1 раз в 10 дней то же |
||||||||||||
| Закваски прямого внесения |
Органолептические показатели: внешний вид, цвет, герметичность упаковки; Контроль массы, г |
ТУ 10-02-02-789-65-91; СанПиН 2.3.2.1078-01 Весы статистич. Взвешивания |
Каждая партия то же |
|||||||||||
| Обезжиренное молоко |
Физико-химические показатели смеси: -плотность, кг/м 3 ; -массовая доля жира, %. |
Аппаратура по ГОСТ 3625-84, ареометр для молока Жиромер 1-6 по ГОСТ 5867-90 |
каждая партия то же |
|||||||||||
| Молоко цельное |
Физико-химические показатели: -плотность, кг/м 3 ; |
Аппаратура по ГОСТ 3625-84, ареометр для молока |
В каждой партии |
|||||||||||
|
-кислотность, 0 Т; -массовая доля жира, %. |
Аппаратура по ГОСТ 3624-92; бюретка вместимостью 25 см 3 с ценой деления 0,1 см3 Жиромер 1-6 по ГОСТ 5867-90 |
то же то же |
||||||||||||
| Нормализованная смесь |
Физико-химические показатели смеси: — массовая доля жира, %; -кислотность, 0 Т; -масса обезжиренного молока, г; -масса цельного молока, г. |
Жиромер 1-6 по ГОСТ 5867-90 Аппаратура по ГОСТ 3624-92; бюретка вместимостью 25 см 3 с ценой деления 0,1 см3 Весы по ГОСТ 29329-92 Весы по ГОСТ 29329-92 |
каждая партия то же то же то же |
|||||||||||
| Гомогенизация |
Физико-химические показатели смеси: -температура гомогенизации, 0 С; -давление гомогенизации, МПа; -эффективность гомогенизации. |
Термо-преообразователь по ГОСТ 6651-84 Манометр с ДИ ГОСТ 2405 Метод центрифугирования |
каждая партия то же то же |
|||||||||||
| Пастеризация |
Физико-химические показатели: -температура пастеризации, 0 С; -время выдержки, с; Микробиологические показатели: -КМАФАнМ; -БГКП; -Пероксидазаза; |
Термопре-образователь по ГОСТ 6651-84 Часы по ГОСТ 10733-79 по ГОСТ 9225-84 по ГОСТ 9225-84 по ГОСТ 3623-73 |
по термограммам каждая партия не реже 1 раза в месяц 1 раз в 10 дней то же |
|||||||||||
|
-Эффективность пастеризации; -температура охлаждения смеси, 0 С |
Расчётным способом Термопре-образователь по ГОСТ 6651-84 |
по термограмме каждая партия |
||||||||||||
| Заквашивание и сквашивание |
Физико-химические показатели: -температура сквашивания, 0 С; -масса внесенной закваски, г; -время перемешивания смеси с закваской, мин.; -время сквашивания, час; |
Термопре-образователь по ГОСТ 6651-84 Весы по ГОСТ 29329-92 Часы по ГОСТ 23350-83 Часы по ГОСТ 23350-83 |
по термограмме, каждая партия каждая партия, технический журнал то же то же |
|||||||||||
|
-кислотность смеси после сквашивания, 0 Т; Микробиологические показатели: -БГКП |
Аппаратура по ГОСТ 3624-92; бюретка вместимостью 25 см 3 с ценой деления 0,1 см3 По ГОСТ 9225-84 |
то же не реже 1 раза в месяц |
||||||||||||
| Розлив и доохлаждение |
Физико-химические показатели: -время периодического перемешивания при розливе, мин.; -температура розлива, 0 С; -масса нетто, г; -время выдержки, час; -температура доохлаждения, ˚С; -кислотность, ˚Т |
Часы по ГОСТ 23350-83 Термопре-образователь по ГОСТ 6651-84 Весы по ГОСТ 29329-92 Часы по ГОСТ 23350-83 Термометр лабораторный по ГОСТ 28498-90 Аппаратура по ГОСТ 3624-92; бюретка вместимостью 25 см 3 с ценой деления 0,1 см3 |
каждая партия, технический журнал то же то же то же то же то же |
|||||||||||
Продолжение таблицы 29
| 1 | 2 | 3 | 4 | |
| Кисломолоч-ный продукт «Бифилайф |
Органолептичес-кие показатели: вкус, запах, консистенция, внешний вид, цвет; Физико-химические показатели: -кислотность, 0 Т; -массовая доля жира, %; -температура, 0 С; -плотность, кг/м 3 ; -проба на пероксидазу; Микробиологические показатели: -БГКП; -КМАФАнМ -плесени, дрожжи, КОЕ/г; -количество молочнокислых микроорганизмов КОЕ/г; |
Из пакетов Пюр-Пак в цехе розлива то же по ГОСТ 9225-84 по ГОСТ 9225-84 по ГОСТ 104444.12-88 по ГОСТ 104444.11-89 |
ежедневно каждая партия то же 1 раз в 5 дней то же то же то же |
|
| -количество бифидобактерий, КОЕ/г. | по МУК 4.2.999-00 | то же | ||
Заключение по экспериментальному разделу
Качество кисломолочного продукта «Бифилайф» зависит от качества молока-сырья, закваски, режимов гомогенизации, пастеризации, заквашивания, сквашивания и других факторов.
В экспериментальном разделе приведена характеристика предприятия, определены требования к качеству кисломолочного продукта «Бифилайф». Так же представлена технологическая схема производства, с описанием технологических режимов.
Представлено описание организации контроля на предприятии, определены методика работы и методы исследований. На основании полученных результатов при приёмке молока-сырья определён сорт молока, во втором опыте это первый, а во всех остальных – высший.
Проводилось подробное исследование термограмм по температуре пастеризации и сквашивания, для обработки данных для обработки данных использовались контрольные карты. Определена эффективность гомогенизации и пастеризации . Проводился контроль массы нетто готового продукта. По изменениям кислотности готового продукта разных выработок была построена столбчатая диаграмма.
На основании проведённых исследований проведён анализ факторов, формирующих качество готового продукта. В результате представлены рекомендуемые схемы: управления качеством и контроля производства кисломолочного продукта «Бифилайф».
3 Экономический раздел
Затраты, связанные с качеством – затраты, возникающие при обеспечении и гарантировании удовлетворительного качества, а также связанные с потерями, когда не достигнуто удовлетворительное качество [36].
Затраты, связанные с качеством, калькулируются (классифицируются) внутри организации согласно её собственным критериям. При этом к затратам, связанным с качеством, относят затраты, возникшие при обеспечении и гарантировании удовлетворительного качества, в том числе при совершенствовании качества, а так же связанные с потерями, когда не достигнуто удовлетворительное качество [25].
Затраты, связанные с качеством продукции, можно разделить на научно-технические, управленческие и производственные. Научно-технические и управленческие подготавливают, обеспечивают и контролируют условия производства качественной продукции.
В общем случае управленческие затраты, связанные с гарантией качества изделия, включают в себя: транспортные, снабженческие, затраты на подразделения, контролирующие производство и затраты, связанные с работой экономических служб [16].
Прибыль – экономическая величина, определяемая как разница между общей выручкой и общими издержками, разница между доходами и расходами.
Мотивы улучшения качества прямо связаны с экономическими факторами. Это значит, что управление качеством имеет конечной целью достижение экономического эффекта, иными словами, ориентировано на получение предприятием прибыли [21].
Себестоимость — это выраженные в стоимостной форме текущие затраты предприятия на производство и реализацию продукции.
Рентабельность – показатель экономической эффективности производства, рассчитывается как отношение прибыли к себестоимости продукта. Реальная возможность повышения рентабельности производства – сокращение затрат. Для того чтобы определить резервы снижения затрат, необходимо использовать их дифференцированный учёт [25].
Производство продукции более высокого качества по сравнению с заменяемой должно сопровождаться и повышением эффективности производства. Экономическая эффективность – результативность реального процесса торговой деятельности. Она отражает уровень развития и степень использования ресурсов, текущих затрат и характеризуется успехами в достижении прибыли – конечного результата хозяйственно-финансовой деятельности.
Между качеством и эффективностью производства существует прямая зависимость. Повышение качества способствует повышению эффективности производства, приводя к снижению затрат и увеличению доли рынка [36].
Сбор информации о затратах пошедших на производство был осуществлен с помощью анализа следующих источников: ТУ 9222-001-14173891-04 «Продукт кисломолочный «Бифилайф» », технологической инструкции по производству продукта кисломолочного «Бифилайф», стандартов на методы контроля, журналов бухгалтерского учета, а также прейскуранта цен на продукцию, представленный в Приложении К.
Кисломолочный продукт «Бифилайф» вырабатывают в цельномолочном цехе, где среднесписочная численность работающих составляет 55 человек, из них руководителей 3 человека и специалиста 2 человека, рабочих 50 человек. Оплаты труда в цехе по системе окладов.
Калькуляция затрат на производство кисломолочного продукта «Бифилайф» представлена в таблице 30.
Таблица 30 – Калькуляция затрат на 2004 год
| Затраты | Сумма, тыс. руб. |
| Сырье | 328,17 |
| Тара | 15,49 |
| Вспомогательные материалы | 59,15 |
| Окончание таблицы 30 | |
| Холодоснабжение | 12,68 |
| Теплоснабжение | 11,27 |
| Электроснабжение | 14,08 |
| Основная зарплата | 19,72 |
| Испытания и приемочный контроль | 28,17 |
| Отчисления на социальные нужды | 6,80 |
| Цеховые расходы | 70,42 |
| Общехозяйственные расходы | 152,11 |
| Расходы, связанные с реализацией | 30,98 |
| Затраты на работу с кадрами | 16,90 |
| Приобретение лабораторного оборудования | 39,44 |
| Лабораторные исследования продукции | 25,35 |
| Сертификация продукции | 30,98 |
| Дегустация продукции | 5,63 |
| Итого | 867,34 |
Рассчитаем затраты пошедшие на производство продукта, результаты представлены в таблице 31.
Таблица 31 – Расчёт затрат на производство
| Затраты | Сумма, тыс. руб. | |
| Сырье | 328,17 | |
| Тара | 15,49 | |
| Вспомогательные материалы | 59,15 | |
| Холодоснабжение | 12,68 | |
| Теплоснабжение | 11,27 | |
| Электроснабжение | 14,08 | |
| Основная зарплата | 19,72 | |
| Отчисления на социальные нужды | 6,80 | |
| Цеховые расходы | 70,42 | |
| Общехозяйственные расходы | 152,11 | |
| Расходы, связанные с реализацией | 30,98 | |
| Итого | 720,87 | |
Рассчитаем сумму затрат на качество, представленных в таблице 31.
Таблица 31 – Расчёт суммы затрат на качество
| Затраты | Сумма, тыс. руб. |
| Затраты на работу с кадрами | 16,90 |
| Приобретение лабораторного оборудования | 39,44 |
| Лабораторные исследования продукции | 25,35 |
| Сертификация продукции | 30,98 |
| Дегустация продукции | 5,63 |
| Испытания и приемочный контроль | 28,17 |
| Итого | 146,47 |
За 2004г предприятие выпустило 145947 единиц кисломолочного продукта «Бифилайф».
Себестоимость продукции без учёта НДС составляет сумму всех затрат:
С = 720, 87 + 146,47= 867,34 тыс. руб.
Предприятие реализовало кисломолочный продукт «Бифилайф» за 2004 год с суммой, представленной в таблице 32.
Таблица 32 – Расчёт суммы реализации
| Наименование | Сумма без НДС |
| Оптовая цена, руб/ед | 8.28 |
| НДС, % | 10% |
| Цена за ед. с НДС, руб. | 9,11 |
| Производство продукции, ед. | 145947 |
| Сумма реализации, руб. | 1208441,50 |
Рассчитаем прибыль, как отношение суммы реализации к совокупным затратам, то есть к себестоимости:
П = 1208441,50 – 867340,00 = 341101,50 руб.
Рассчитаем рентабельность производства кисломолочного продукта «Бифилайф», по формуле:
Р = П / С ·100%, (3.1)
где Р – уровень рентабельности, % к товарообороту;
- П – сумма прибыли от реализации, руб.;
- Т – объём товарооборота, руб..
Р = 341101,50 / 867340,00
- 100% = 39,33%
В таблице 33 приведены результаты расчётов.
Таблица 33 – Результаты расчётов
| Наименование | Сумма, руб |
| Затраты на производство | 720870,00 |
| Затраты на качество | 146470,00 |
| Себестоимость | 867340,00 |
| Прибыль | 341101,50 |
| Рентабельность, % | 39,33 |
Так как производство «Бифилайф» рентабельно, в 2005 году можно увеличить объём производства этой продукции на 20 процентов, что приведёт к увеличению прибыли предприятия.
4 Раздел безопасности жизнедеятельности
4.1 Анализ существующей нормативно-правовой базы в области охраны труда и безопасности жизнедеятельности предприятия.
Охрана труда — это цельная система различных мероприятий, частью которой являются техника безопасности и гигиена труда. Эта система направлена на сохранение жизни и здоровья работников в процессе трудовой деятельности. Для этого проводит социально-экономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические и другие мероприятия. На ОАО «Любинский МКК» действуют правовые нормативы. Существуют государственные документы, устанавливающие фундаментальные принципы государства в области охраны труда, а именно различные правила. Также имеются: коллективный договор, приказы, решения и различные инструкции по охране труда. Например, инструкции для каждого из работников предприятия, инструкции по противопожарной безопасности по проведению различных инструктажей и другие правовые нормативы предприятия.
4.2 Организация работы и контроль за состоянием охраны труда,
созданием здоровых и безопасных условий труда на предприятии.
На предприятии действует служба по охране труда. В неё входит один человек- Чусовитина Лариса Сергеевна, инженер по охране труда. Под её руководством проводятся все мероприятия направленные на предупреждение производственного травматизма, профессиональных заболеваний и создаются благоприятные условия для работающих.
Проведение инструктажей, порядок обучения и повторной проверки знаний по охране труда руководителей, специалистов и рабочих проводится в соответствии с ГОСТ 12.0.004-90 «Организация обучения безопасности труда. Общие положения.»
Инструктажи подразделяют на вводный, первичный, повторный и внеплановый.
Вводный инструктаж проводят со всеми вновь принимаемыми на работу, с временными работниками, командированными, учащимися и студентами, прибывшими на производственное обучение или практику.
Первичный инструктаж проводится на рабочем месте до начала производственной деятельности с работниками предприятия, непосредственно выполняющими работы на предприятии.
Повторный инструктаж проводят два раза в год со всеми рабочими в пределах своего рабочего места.
Внеплановый инструктаж проводят при введении новых стандартов, правил и инструкций, при нарушении работниками требований по охране труда, а также по решению работодателя и других случаях.
Оформляются инструктажи в специальных журналах.
Обучение руководителей производится один раз в три года, а специалистов и рабочих ежегодно. Проверка знаний осуществляется по графику, составленному специалистом по охране труда и утвержденному генеральным директором. На рабочих местах имеются инструкции по технике безопасности. Они разрабатываются начальниками участков, согласуются с инженером по охране труда и утверждаются заседанием профсоюзного комитета и генеральным директором предприятия Шостя Евгением Григорьевичем.
Работники на предприятии полностью обеспечены необходимой спецодеждой, спецобувью, средствами индивидуальной защиты, а также необходимыми профилактическими средствами в соответствии с нормативной документацией. Например, респираторы для предохранения органов дыхания, беруши для шумоизоляции и другое.
На предприятии действует коллективный договор, в котором находится соглашение на проведение мероприятий по охране труда и технике безопасности. В этом соглашении перечислены все мероприятия, которые необходимо провести в течении года, а также их стоимость, срок исполнения и назначаются ответственные за каждое мероприятие.
Также в каждом цехе имеются специальные тетради где рабочие записывают свои предложения по улучшению условий труда. В дальнейшем все предложения рассматриваются руководством.
Специалист по охране труда выполняет все необходимые обязательства, но для предприятия такого масштаба необходимо около пяти специалистов по охране труда, то есть необходимо увеличить штат работников.
4.3 Оценка и защита персонала предприятия от различных ЧС.
При возникновении на предприятии чрезвычайной ситуации работники оповещаются следующем образом: на проходную подаётся сигнал, работники проходной оповещают по телефонам руководителей, а руководители рабочих на местах.
На предприятии работники полностью обеспечены средствами индивидуальной и коллективной защиты в соответствии с нормативной документацией. Также действует приказ по обеспечению работников спецодеждой. Аптечки для возможности оказания первой медицинской помощи пострадавшим от ЧС находятся в каждом цехе. Медицинская сестра каждый месяц их проверяет и дополняет при необходимости.
В случае ЧС для каждого работника предусмотрен противогаз, при необходимости размещение работников предприятия производится в подвальных помещениях.
Действующая инструкция по противопожарной безопасности содержит все необходимые правила и распорядки для предотвращения пожара на предприятии. Также инструкция описывает порядок действий при пожаре, меры первой (доврачебной) помощи при несчастных случаях.
В каждом цехе имеются щиты на которых вывешены: багор, лопата, вёдра, топор, лом, огнетушители. Огнетушители располагаются на 28 участках, всего 8 углекислотных и 112 порошковых.
На предприятии существуют все необходимые средства и приняты все возможные меры для предотвращения ЧС. На производстве рабочие ведут себя осторожно, выполняя все требования безопасности на рабочих местах.
4.4 Оценка экономических последствий состояния безопасности
труда.
Для того, чтобы произвести анализ производственного травматизма берутся данные за последние три года. Эти данные представлены в таблице 34.
Таблица 34 — Состояние производственного травматизма на предприятии
| Показатели травматизма | Годы | ||
| 2002 | 2003 | 2004 | |
| Среднесписочное число рабочих, чел. | 484 | 500 | 544 |
| Количество несчастных случаев, случ. | 1 | 4 | 5 |
| Коэффициенты: | |||
| Частоты травматизма | 2,07 | 8,00 | 9,19 |
| Тяжести травматизма | 44 | 61 | 13,4 |
| Нетрудоспособности | 0,09 | 0,45 | 0,12 |
Рассчитаем показатель частоты травматизма по формуле:
Кч = Т/Nср, (4.1)
где Т — число травмированных;
- Nср – среднесписочное число рабочих на предприятии в течение года, чел.
Кч2002 = 1/484×1000=2,07
Кч2003 = 4/500×1000=8,00
Кч2004 = 5/544×1000=9,19
Рассчитаем показатель тяжести травматизма по формуле:
Кт = Дн/Т1, (4.2)
где Дн – число дней нетрудоспособности в течение года;
- Т1 – число травмированных без смертельных исходов.
За последние три года смертельных исходов не было, следовательно:
Т1=Т
Кт2002 = 44/1=44;
- Кт2003 = 244/4=61;
- Кт2004 = 67/5=13,4.
Рассчитаем показатель нетрудоспособности по формуле:
Кн = Дн/Nср, (4.3)
где Дн – число дней нетрудоспособности в течение года;
- Nср – среднесписочное число рабочих на предприятии в течение года, чел.
Кн2002 = 44/484 = 0,09
Кн2003 = 244/500 = 0,45
Кн2004 = 67/544 = 0,12
Из произведенных вычислений можно сделать вывод, что количество несчастных случаев на производстве росло в течение трех лет, но самая большая тяжесть травматизма была в 2003 году.
Анализ характерных причин несчастных случаев и их результаты приведены в таблице 35.
Таблица 35 — Причины несчастных случаев
| Причина | Число несчастных случаев | ||
| 2002 | 2003 | 2004 | |
| Несоблюдение требований безопасности | 1 | 1 | |
| Отсутствие ограждений и других средств безопасности | 1 | ||
| Авария на производстве | 4 | ||
| Гололед | 1 | ||
| Неосторожность работников | 2 | ||
Следовательно, по вине предприятия был лишь один несчастный случай на производстве.
После этого были приняты меры по предотвращению несчастных случаев на этом месте.
В таблице 36 представлены результаты финансово – хозяйственной деятельности предприятия.
Таблица 36 — Исходные данные для расчетов страховых взносов на обязательное социальное страхование от несчастных случаев на производстве и профзаболеваний
| Исходные данные | Значения |
| Класс профессионального риска | 6 |
| Страховой тариф, % | 0,7 |
| Годовой фонд оплаты труда работников, тыс. руб. | 17.248 |
| Сумма обеспечения по страхованию, тыс. руб. | 130 |
|
Отраслевые показатели несчастных случаев и профзаболеваний: aотр bотр cотр |
0,74 4,74 34,58 |
| Количество страховых случаев в год | 4 |
| Среднесписочная численность работающих, чел. | 537 |
| Количество дней временной нетрудоспособности | 223 |
| Количество работающих, прошедших аттестацию рабочих мест по условиям труда | 0 |
| Количество работников прошедших предварительные и периодические медосмотры | 544 |
Определим показатель «а» по формуле:
a = O/V, (4.4)
где О – сумма обеспечения по страхованию, т.е. суммы пособий по временной нетрудоспособности в связи со страховыми случаями на производстве в 2003 году;
- V – сумма начисленных страховых взносов за 2003 год.
Пособия по временной нетрудоспособности за 2003 год составили 38010 руб.
Страховые выплаты и дополнительные расходы на санаторно–курортное лечение составили 92354 руб. 40 коп.
O = 38010 + 92354,40 = 130364,4;
- V = 119837;
- a = 130364,4 / 119837 = 1,08.
Определим показатель «b» — количество страховых случаев на тысячу работающих по формуле:
b = (K/N)×1000, (4.5)
где К – количество страховых случаев за 2003 год;
- N – среднесписочная численность работающих за 2003 год, человек.
b = 4/537×1000 = 7,44
Определим показатель «с» — количество дней временной нетрудоспособности в связи со страховыми случаями, рассчитанный на один страховой случай по формуле:
с = Т/К, (4.6)
где Т – количество дней временной нетрудоспособности за 2003 год в связи со страховыми случаями;
- К – количество страховых случаев за 2003 год.
с = 223/4 = 55,75
Рассмотрим возможность получения надбавки к страховым тарифам на обязательное страхование от несчастных случаев на производстве и профессиональных заболеваний.
Определим размер надбавки по следующей формуле:
P = (( aстр /aотр + bстр /bотр+cстр/cотр )/3-1)×100% , (4.7)
где aстр, bстр, cстр – показатели «a», «b», «c»;
- aотр, bотр, cотр — средние значения показателей по отросли.
Р = ((1,08/0,74+ 7,44/4,74+ 55,75/34,58)3 – 1) *100 =55.
На обязательное социальное страхование от несчастных случаев на производстве и профзаболеваний страхователю, у которого Р > = 40%, надбавка устанавливается в размере 40 %.
Заключение:
На предприятии ОАО « Любинский МКК» в данный момент работает более 500 человек, поэтому необходима служба по охране труда. На предприятии такого масштаба на одного специалиста по охране труда возложено слишком много обязанностей, значит необходимо увеличить штат работников.
Мероприятия:
1. Пересмотреть инструкции по охране труда на рабочих местах и согласовать их с профсоюзным органом.
2. Во время неблагоприятных погодных условий (гололёд) посыпать дороги песком.
3. В связи с несчастными случаями по неосторожности работников при работе на оборудовании рекомендуется проводить повторный инструктаж через каждые 3 месяца с регистрацией в журнале.
Заключение и выводы
В процессе выполнения выпускной квалификационной работы на тему «Технология производства и совершенствование контроля качества кисломолочного продукта «Бифилайф» на ОАО «Любинский МКК» была поставлена цель – изучить технологические аспекты формирования качества кисломолочного продукта «Бифилайф» и провести совершенствование контроля его производства. Был просмотрен и проанализирован материал о значимости и получении пробиотических продуктов, определены факторы, влияющие на качество продуктов.
Контроль качества продукта осуществляется путём прослеживания за каждой операции технологического процесса.
Сырьё, поступающее на предприятие, соответствует нормам стандартов. Для производства кисломолочного продукта «Бифилайф» используют закваски прямого внесения, что обеспечивает удобство и экономию времени. В результате изучения технологического процесса производства и показателей качества кисломолочного продукта «Бифилайф», проведён анализ стабильности технологических процессов пастеризации молока и сквашивания продукта. За выполнение исследований по ходу технологического процесса отклонений от допустимых норм не наблюдалось.
В результате проведённых исследований и анализа формирования продукта по ходу технологического процесса предложена улучшенная схема контроля для производства кисломолочного продукта «Бифилайф», а так же схема управления качеством.
Анализируя экономическую деятельность предприятия, выводом является то, что выпуск «Бифилайф» экономически целесообразен. Описаны и изучены требования по безопасности охраны окружающей среды и технологической безопасности.
Таким образом, все поставленные задачи, которые были определены целью выпускной квалификационной работы, выполнены.
Список использованных источников
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/trebovaniya-k-kachestvu-fermentirovannoy-produktsii/
1.Закон РФ О техническом регулировании. — М.: ТК Велби, Изд-во Проспект,2004. – 32 с.
2.Закон РФ О качестве и безопасности пищевых продуктов. — Екатеринбург.: Уралюриздат, 1999. – 40 с.
3.Закон РФ О защите прав потребителей. –М.: ИНФРА-М, 2004. – 35 с.
4. ГОСТ 3623 – 73 Молоко и молочные продукты. Методы определения пастеризации. – М.: Изд-во стандартов, 1973. – 11с.
5. ГОСТ 3624 – 92 Молоко и молочные продукты. Методы определения кислотности. — М.: Изд-во стандартов, 1992. – 10 с.
6. ГОСТ 3625 – 84 Молоко и молочные продукты. Методы определения плотности. — М.: Изд-во стандартов, 1984. – 9 с.
7. ГОСТ 5867 – 90 Молоко и молочные продукты. Методы определения жира. — М.: Изд-во стандартов, 1990. – 19 с.
8. ГОСТ 8218 – 89 Молоко. Метод определения чистоты. — М.: Изд-во стандартов, 1989. – 6 с.
9. ГОСТ 9225 — 84 Молоко и молочные продукты. Методы микробиологического анализа. — М.: Изд-во стандартов, 1984. – 24 с.
10. ГОСТ 10444.11 – 89 Продукты пищевые. Методы определения молочнокислых микроорганизмов. — М.: Изд-во стандартов, 1989. – 12 с.
11. ГОСТ 10444.12 – 88 Продукты пищевые. Методы определения дрожжей и плесневых грибов. — М.: Изд-во стандартов, 1988. – 10 с.
12. ГОСТ 13928 – 84 Молоко и сливки заготовляемые. Правила приёмки, методы отбора и подготовка проб к анализу. – М.: Изд-во стандартов, 1984. -?
13. ГОСТ 23454 – 79 Молоко. Методы определения ингибирующих веществ. — М.: Изд-во стандартов, 1979. – 21 с.
14. ГОСТ 26809 – 86 Молоко и молочные продукты. Правила приемки, методы отбора и подготовка проб к анализу. — М.: Изд-во стандартов, 1986. – 15 с.
15. ГОСТ Р 51917-2002 Продукты молочные и молокосодержащие. Термины и определения. – М.: Изд-во стандартов, 2000. – 16 с.
16. ГОСТ Р 52054 – 2003 Молоко натуральное коровье — сырье. Технические условия. — М.: Изд-во стандартов, 2003. – 20 с.
17. МУК 4.2.999 – 2000 Определение количества бифидобактерий в кисломолочных продуктах. Технические условия. – М.: Федеральный центр Госсанэпиднадзора Минздрава России, 2000. – 16 с.
18. СанПиН 2.3.2.1078 – 01 Гигиенические требования безопасности и пищевой ценности пищевых продуктов. — М.: Ника, 2001. – 320с.
19. Технологическая инструкция по производству продукта кисломолочного «Бифилайф». – М.: ООО «Мир биотехнологий», 2002. – 7 с.
20. ТУ 9222-001-14173891-04 Продукт кисломолочный «Бифилайф». – М,: ООО «Мир биотехнологий», 2002. – 9 с.
21. Барабанщиков, В. Н. Молочное дело / В. Н. Барабанщиков, А. С. Шувариков. — 3-е изд., доп. и перераб. – М.: Изд-во МСХА, 2000. – 348 с.
23. Бредихин, С.А. Технология и техника переработки молока / С.А. Бредихин, Ю.В. Космодемьянский, В.Н. Юрин. – М.: Колос, 2003. – 400 с.
24. Действие пробиотических продуктов на возбудителей кишечных инфекций / В. И. Ганина, Е. В. Болылакова // Мол. пром. – 2001. — №11. – с. 47-48.
25. Современный взгляд на пробиотические продукты / В. И. Ганина // Всё о молоке. – 2001. — №3. – с.?
26. Горбатова, К.К. Биохимия молока и молочных продуктов / К. К. Горбатова – 2-е изд., доп. и перераб. – СПб.: КОЛОС, 1997. – 288с.
27. Горбатова, К. К. Химия и физика молока / К. К. Горбатова. – Спб.: ГИОРД, 2004. – 288с.
28. Комбинированная закваска на основе лакто- и бифидобактерий / М. Б. Данилов, Е. Д. Молчанова, И. Е. Муруев // Мол. пром. – 2001. — №7. – с. 37.
29. Современные тенденции в технологии кисломолочных напитков / З. Жбиковский // Мол. пром. – 2004. — №1. – с. 42-43.
30. Системы управления качеством в молочной промышленности / С. Зайка, А. Тарчинска // Мол. пром. – 2004. — №6. – с. 21-22.
31. О консистенции кисломолочных продуктов / З. С. Зобкова, Т. П. Фурсова // Мол. пром. – 2002. — №9. – с. 31-32.
32. О консистенции кисломолочных продуктов / З. С. Зобкова, Т. П. Фурсова // Мол. пром. – 2002. — №10. – с. 23-24.
33. О консистенции кисломолочных продуктов / З. С. Зобкова, Т. П. Фурсова // Мол. пром. – 2002. — №11. – с. 27-29.
34. Гигиеническая значимость и безопасность / А. А. Иванов// Мол. пром. – 2004. — №7. – с. 13-16.
35. Пробиотический кисломолочный напиток / Г. В. Иванова, Т. П. Арсеньева // Мол. пром. – 2000. — №9. – с. 8-9.
36. Управление качеством: Учеб. для ВУЗов / под общ. ред. С. Д. Ильенковой. – М.: Банки и биржи, 1998. – 199с.
37. Крусь, Г. Н. Методы исследования молока и молочных продуктов / Г. Н. Крусь, А. М. Шалыгина, З. В. Волокина. – М.: Колос, 2000. – 368с.
38. Производители «Бифилайф» — лидеры молочного производства / И. В. Кунков // Мол. пром. – 2002. — №2. – с. 32.
39. Никифоров, А. Д. Управление качеством / А. Д. Никифоров. – М.: ДРОФА, 2004. – 720 с.
40. Закваски прямого внесения и ингридиенты для производства кисломолочных продуктов / И. Приданникова, В. Елизарова // Мол. пром. – 2004. — №2. – с.32-33.
41. Самойлов, В. А. Справочник технолога молочного производства. Том 7. Оборудование молочных предприятий / В. А. Самойлов, П. Г. Нестеренко, О. Ю. Толмачёв. – Спб.: ГИОРД, 2004. – 832 с.
42. Новые достижения в технологии кисломолочных продуктов / В. Ф. Семенихина, И. В. Рожкова // Мол. пром. – 2002. — №9. – с.41-42.
43. Степаненко, П. П. Микробиология молока и молочных продуктов: учеб. Для ВУЗов / П. П. Степаненко. – Сергиев Посад: ООО «Все для вас – Подмосковье», 1999. – 145с.
44. Степанова, Л. И. Справочник технолога молочного производства. Том 1. Цельномолочная продукция. Технология и рецептуры / Л. И. Степанова. – Спб.: ГИОРД, 2003. – 794 с.
45. Повышение качества молочной продукции / О. Б. Федотова, Е. В. Шепелева // Мол. пром. – 2004. — №2. – с. 39-40.
46. Продукты лечебного и профилактического назначения: основные направления научного обеспечения / В. Д. Харитонов, О. Б. Федотова // Мол. пром. – 2003. — №12. – с. 71-72.
47. «Бифилайф» — свежий взгляд на молочную промышленность / В. Ю. Чистяков // Мол. пром. – 2002. — №3-4. – с. 156-157.
48. Товароведение и экспертиза мясных, молочных и рыбных товаров: учебное пособие / А. Ф. Шепелев [и др.]. – Ростов-на-Дону.: «Феникс», 2002. – 412с.
49. Системный подход к решению проблем качества молочной продукции / Е. В. Шепелева // Мол. пром. – 2002. — №12. – с.34-36.
50. Образование лактулозы при тепловой обработке и хранении молока и молочных продуктов / В. П. Шидловская // Мол. пром. – 2001. – №2. – с. 45-48.
51. Шидловская В. П. Органолептические свойства молока и молочных продуктов / В. П. Шидловская. — М.: Колос, 2000 – 280 с.