Отрасль промышленности — это совокупность предприятий, специализированных на выпуске однородной продукции.
Технология — это наука о методах и способах переработки сырья в предметы потребления.
Любой технологический процесс — совокупность взаимосвязанных основных, вспомогательных и обслуживающих процессов.
Основным технологическим процессом является такой, в результате которого предметы труда превращаются в готовую продукцию, характерную для данного предприятия (кирпич, ЖБИ и др.).
Вспомогательные процессы, характеризуются получением продукции, не являющейся основой данного предприятия (воздух, пар, ремонт оборудования и др.).
Обслуживающие процессы создают условия для осуществления основных и вспомогательных процессов (транспорт, технический контроль и др.).
Процесс производства материала состоит из отдельных стадий или переделов, которые в свою очередь подразделяются на ряд технологических операций, выполняемых в строго определенной последовательности.
Технологическая операция состоит из отдельных элементов, представляющих собой законченное трудовое действие, и характеризуется неизменностью объекта обработки, рабочего места и исполнителей. Операции могут быть ручные, машинные, автоматические и аппаратные.
Последовательность основных переделов в промышленности строительных материалов осуществляется через подготовку исходных компонентов, смешивание этих компонентов, формование полуфабрикатов, тепловую обработку.
Дополнительные процессы: механическая обработка, отделка, резка и т.д.
Пример: изготовление керамического кирпича и железобетонных плит перекрытий [11].
Классификация основных процессов в технологии строительных материалов может быть приведена на основе различных признаков.
В зависимости от основных законов, определяющих скорость протекания процессов, различают:
- механические процессы, основой которых является механическое воздействие на исходные материалы, описываемые законами механики твердых тел (измельчение, сортировка, смешение и транспортировка твердых компонентов);
- гидромеханические процессы, скорость которых определяется законами гидродинамики — наукой о движении жидкостей и газов;
- движущей силой процесса является гидростатическое и гидродинамическое давление. К ним относятся перемещения и перемешивание жидкостей и газов. Разделение жидких неоднородных систем под действием сил тяжести и центробежных сил. Движение твердых тел в жидкости или газе;
- тепловые и массообменные процессы, скорость которых определяется законами теплопередачи — наука о способах распространения теплоты, и законами молекулярной диффузии;
- химические процессы, протекающие со скоростью, определяемой законами химической кинетики (гидратации цемента, реакции полимеризации и поликонденсации и др.).
4 стр., 1662 слов
Основные свойства природных газов
... 4. Газы газогидратных залежей. Компонентный состав и свойства отдельных компонентов природного газа приведены в таблице 1. Таблица 1. Основные свойства компонентов природных газов в стандартных условиях. Свойства ... газов, зависящий от давления, температуры и состава газа и характеризующий степень отклонения реального газа от закона для идеальных газов. Коэффициент сверхсжимаемости Z реальных газов ...
По способу организации основных процессов подразделяются на периодические и непрерывные.
Периодические процессы проводятся в установках, характеризуемых тем, что все стадии процесса протекают в одном месте, но в разное время. Пример: автоклавная обработка: изделие на месте в автоклаве, но процессы нагрева, изотермы, спада температуры в разное время.
Непрерывные процессы, характеризуются единством времени протекания отдельных стадий процесса, но осуществляются в разных местах установки, выполняющего одну технологическую операцию. Пример: тепловлажностная обработка бетона в щелевых проточных камерах.
Продолжительность процесса (t) — время, необходимое для завершения всех стадий процесса, начиная от момента загрузки и кончая выгрузкой готового продукта или полуфабриката.
Период процесса (Т) — время от начала загрузки исходного материала данной партии до начала загрузки материала последующей партии.
t /Т — степень непрерывности процесса.
Для периодического процесса Т > 0 и t /Т ≤ 1.
Для непрерывного — период процесса Т → 0, и степень непрерывности →∞[11] .
При разработке данной курсовой работы были поставлены цели:
— описать техническую характеристику выпускаемой продукции;
— представить характеристику сырья и полуфабрикатов;
— показать структурные, технологическую схемы производства;
— выполнить расчёт состава и материальный расчёт компонентов;
— произвести выбор технического оборудования, а также расчёт заданного оборудования и дать его характеристику;
— разработать правила охраны труда и техники безопасности.
1. Техническая характеристика выпускаемой продукции
Кирпич — искусственный камень правильной формы, используемый в качестве строительного материала, произведенный из минеральных материалов, обладающий свойствами камня, главное прочностью, водостойкостью, морозостойкостью [1].
Наиболее известны три вида кирпича: гиперпрессованный кирпич, красный кирпич — из обожжённой глины и силикатный, состоящий из песка, извести и цемента.
Основные требования к качеству кирпича изложены в действующих в настоящее время стандарте ГОСТ 530-2007, пришедшем на смену ГОСТ 530-95 «Кирпич и камни керамические. Технические условия», и стандарт ГОСТ 7484-78 «Кирпич и камни керамические лицевые. Технические условия».
Глиняный обыкновенный кирпич имеет размеры 250*120* *65 мм; модульный -250*120*88 мм; поскольку масса модульного кирпича не должна превышать 4 кг, его изготовляют со сквозными или несквозными пустотами. В соответствии с существующим ГОСТ кирпич подразделяют на семь марок: 300, 250, 200, 150, 125, 100 и 75. (Марка кирпича характеризуется пределом прочности кирпича при сжатии, кгс/см 2 .) [1].
Производство кирпича
... ГОСТы, и строители очень четко проводят между ними границу. Производство кирпича Технология производства кирпича эволюционировала на протяжении столетий. В наши дни практически весь кирпич изготавливается на больших механизированных предприятиях. В процессе производства кирпича ...
Объемная масса кирпича находится в пределах 1700-1900 кг/м 3 , теплопроводность — 0,81-0,87 Вт/(м*°С).
Высушенный до постоянной массы кирпич должен иметь водопоглощение не менее 8%. По морозостойкости его подразделяют на четыре марки: 15, 25, 35 и 50. Глиняный обыкновенный кирпич применяют для кладки стен, изготовления кирпичных блоков, панелей и др.
Глиняный пустотелый кирпич производится из легкоплавких глин при более тщательной обработке глиняной массы (чем для обычного кирпича) методом пластического или полусухого прессования. Кирпич бывает пустотелый и пористо-пустотелый, изготовляется со сквозными или несквозными круглыми и щелевидными пустотами. Количество круглых пустот составляет от 13 до 115, а щелевых- от 10 до 31.
Одинарный кирпич имеет размеры 250x120x65 и полуторный — 250×120 x88 мм. При пластическом формовании кирпича для получения пустот внутри мундштука ленточного пресса устанавливают специальные приспособления -керны. При полусухом прессовании керны крепятся в нижней части пресс-формы пресса.
Пустотелый и пористо-пустотелый кирпич в зависимости от предела прочности при сжатии и изгибе бывает различных марок: 150, 125, 100 и 75. По объемной массе кирпич пластического формования делится на классы: А — с объемной массой до 1300 кг/м 3 и Б — с объемной массой в пределах 1300-2450 кг/м3 . Водопоглощение такого кирпича должно быть не менее 6 %.
Пустотелый кирпич полусухого прессования в соответствии с ГОСТ 6248-59 должен иметь объемную массу не более 145,0 кг/м 3 ; водопоглощение не менее 8%. Пустотелый кирпич пластического формования и полусухого прессования должен выдерживать не менее 15 циклов испытания на морозостойкость. Пустотелый кирпич пластического и полусухого прессования применяют для наружных и внутренних стен зданий и сооружений, а также для изготовления кирпичных блоков и панелей. Его не применяют для фундамента и цоколей зданий ниже гидроизоляционного слоя и для стенок влажных и мокрых помещений [1].
Кирпич легкий строительный изготовляют из диатомитов (трепелов), а также из смесей их с глинами, с выгорающими добавками или без них путем обработки сырьевой массы, формования, сушки и обжига. Характерной особенностью его является меньшая объемная масса и пониженная теплопроводность по сравнению с обычным глиняным кирпичом. Легковесный кирпич выпускают размерами сторон 250x120x65 мм.
В зависимости от предела прочности при сжатии кирпич делится на марки: 100, 75, 50 и 35. Объемная масса кирпича находится в пределах 700-1450 кг/м 3 . Морозостойкость легковесного кирпича невелика, он должен выдерживать не меньше 10 циклов испытания на морозостойкость. Легковесный кирпич применяют для наружных и внутренних стен зданий и сооружений с нормальной влажностью помещений. Его нельзя применять для фундаментов и цоколей зданий и для влажных и мокрых помещений [1].
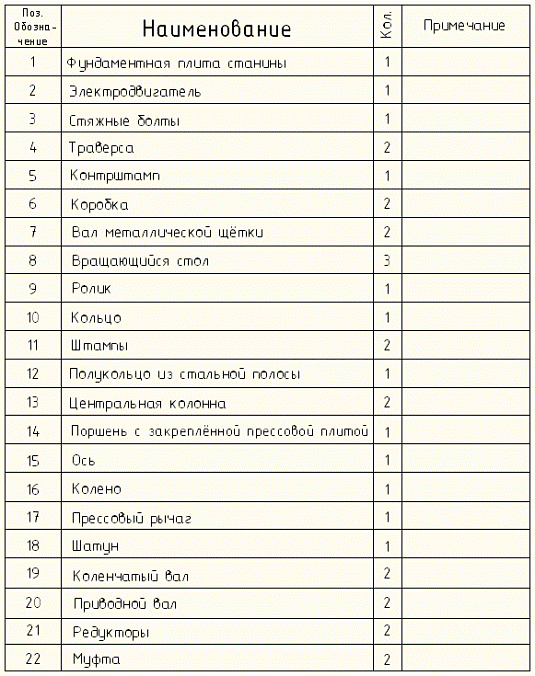
Номенклатура и техническая характеристика продукции, выпускаемой в данной курсовой работе представлены в таблице 1.
керамический кирпич технология
2. Характеристика сырья и полуфабрикатов
В качестве сырья для производства керамического кирпича и керамических камней применяют:
- глинистые породы, встречающиеся в природе в плотном, рыхлом и пластическом состоянии, называемые в целом легкоплавкими глинами, а также трепельные и диатомитовые породы;
- органические и минеральные добавки, корректирующие свойства природного сырья (кварцевый песок, шлаки, шамот, опилки, уголь, зола и другие.);
- светложгущиеся огнеупорные и тугоплавкие глины, стекло, мел, отходы фарфорового производства, огнеупорного кирпича для получения офактуренного лицевого кирпича, изготавливаемого из легкоплавких глин.
Основным сырьём для производства кирпича являются легкоплавкие глины — горные землистые породы, способные при затворении водой образовывать пластическое тесто, превращающееся после обжига при 800 — 1000°С в камнеподобный материал.
Легкоплавкие глины относятся к остаточным и осадочным породам. Для производства кирпича наибольшее применение нашли элювиальные, ледниково-моренные, гумидные, аллювиальные, морские и некоторые другие глины и суглинки.
Для определения возможности использования глин и суглинков для производства стеновых материалов необходимо знать их зерновой, химический и минералогический состав, пластичность и технологические свойства.
Наиболее ценной для производства кирпича является глинистая фракция, содержание которой не должно быть менее 20%.
Очень важно для характеристики глины содержание в ней глинозёма Аl 2 O3 , повышающего технологические свойства сырья: в легкоплавких глинах оно колеблется в пределах от 10 до 15%.
Содержание кремнезёма SiO 2 колеблется в пределах от 60 до 75%. В глинах часть кремнезёма находится в связанном виде в глинообразующих минералах и в несвязанном виде как примесь, обладающая свойством отощающих материалов.
Кальций содержится в глинах в виде карбонатов и сульфатов, а магний — в виде доломита. В некоторых сортах глин наличие кальция и магния в пересчете на их оксиды (CaO и MgO) достигает 25%, но, как правило, общее их содержание не превышает 5-10%. Обычно соединения кальция и магния отрицательно влияют на спекаемость и прочность керамических изделий. При наличии в глинистых породах свыше 20% карбонатных примесей они не могут использоваться без соответствующей обработки или обогащения. Оксиды железа, титана, марганца и других металлов содержатся в глинах в количестве до 10-12% и оказывают существенное влияние на целый ряд важнейших свойств керамических изделий. Наибольшее влияние оказывают оксиды железа, находящиеся в глине в виде оксида Fe 2 O3 и гидроокиси Fe(OH)3 и оксиды марганца MnO2 . Они улучшают спекаемость изделий и придают им окраску [11].
Калий и натрий входят в глины в виде щелочных оксидов, содержание которых находится в пределах 3,5-5%.
Сера присутствует в глинах в различных соединениях, ее содержание не оказывает на качество стеновых керамических изделий.
Глинообразующие минералы, определяющие основные свойства глин, представляют собой в основном гидросиликаты глинозема, содержащие кремнезем и окислы железа, а также сульфаты, карбонаты и растворимые в воде соли различных металлов.
В данной курсовой работе для производства керамического кирпича в качестве основного компонента используем глину [11].
Таблица 2 — Химический состав глины
|
Оксид |
SiO 2 |
Al 2 O3 |
TiO 2 |
Fe 2 O3 |
CaO |
MgO |
N a2 O |
SO 3 |
П.П.П. |
|
Содержание % |
75,1 |
21,9 |
6,44 |
7,07 |
5,42 |
5,42 |
_ |
0,87 |
12,09 |
Свойства глины:
Гранулометрический состав, %:
- частицы менее 1 мкм — не менее 15 %;
- частицы менее 10 мкм — не менее 30 %.
Число пластичности: до 25.
Влажность 18 -22 %.
Коэффициент чувствительности к сушке 1,32 — 2,72;
- Воздушная усадка 6 — 10 %.
Карбонатные включения более 3 мм не допускаются.
В качестве корректирующих добавок к сырью выбираем местные промышленные отходы (золы ТЭС) и песок.
Золы ТЭЦ представляют собой отходы от сжигания в пылевидном состоянии каменных углей. Добавка золы ТЭС делает кирпич менее чувствительным к сушке и повышает его прочность. Также золы ТЭС действуют как выгорающая добавка, т.к. в золе остается не выгоревшее твёрдое топливо (каменный уголь), которое выгорает, и, вследствие своего выгорания, интенсифицирует процесс обжига, улучшает спекаемость массы и тем самым повышает прочность изделий [11].
Таблица 3 — Химический состав золы ТЭС
|
Наименование |
SiO 2 |
Al 2 O3 |
CaO |
MgO |
SO3 |
Na 2 O |
Fe 2 O3 |
П.П.П. |
|
Содержание оксидов, % |
46,08 |
12,03 |
11 |
1,51 |
1,3 |
0,24 |
17,36 |
10 — 25 |
Влажность золы, поставляемой на завод, составляет 40 %.
Таблица 4 — Химический состав песка
|
Наименование |
SiO2 |
Al2O3 |
Fe2O3 |
CaO |
MgO |
П.П.П. |
|
Содержание оксидов, % |
91,20 |
3,19 |
1,37 |
<1,29 |
<0,71 |
0,48 |
Физические показатели песка:
объёмная насыпная масса 1,6 т/м 3 ;
- одуль крупности 1,6 — 1,8.
В производстве керамического кирпича глина составляет основную часть шихты — 84%. Поскольку эта глина имеет число пластичности 25 и является среднечувствительной к сушке, целесообразно введение добавок. Для уменьшения числа пластичности глины вводится отощающая добавка (песок) — 6% и отощающая и выгорающая не полностью (зола) — 10%.
Состав шихты:
Глина — 84% (об.),
Зола — 10% (об.),
Песок- 6% (об.) [11].
3. Структурные схемы производства
При производстве керамического кирпича используется метод полусухого прессования и метод пластического формования, каждый из которых имеет свои достоинства и недостатки. При наличии рыхлых глин и глин средней плотности с влажностью не свыше 23-25% применяют пластический способ переработки глин; для слишком плотных глин, плохо поддающихся увлажнению и обработке с низкой карьерной влажностью (менее 14-16%) — полусухой способ переработки [3].
Полусухой способ подготовки массы заключаемся в грубом измельчении исходного сырья, его подсушивании, тонком измельчении, отсеве крупных включений, смешивании его с добавками и увлажнении. Применяют этот способ при наличии засоренного камневидными включениями глинистого сырья с плотной структурой и низкой карьерной влажностью. Такой способ обеспечивает достаточно полное удаление или тщательное измельчение каменистых включений, в том числе известковых, равномерное распределение добавок и сокращение, или даже исключение яз технологического цикла сушки изделий.
Недостатки полусухого способа: необходимость сушки сырья перед помолом, повышенный износ оборудования при помоле, необходимость установки прессования изделий прессов большой мощности, обеспечивающих формование изделий под давлением 15-40 МПа.
Применяют полусухой способ в производстве обыкновенного и пустотелого глиняного кирпича, камней и керамических плиток.
Технологическая схема производства изделий с пластическим способом подготовки массы, несмотря на свою сложность и длительность, наиболее распространена в промышленности стеновой керамики. Метод формования из пластических масс исторически сложился на основе пластических свойств глин и широко используется в керамической технологии. Способ пластического формования позволяет выпускать изделия в широком ассортименте, более крупных размеров, сложной формы и большей пустотности. В отдельных случаях предел прочности при изгибе и морозостойкость таких изделий выше, чем у изделий, полученных способом полусухого прессования из того же сырья.
При переработке глин в сыром виде схема подготовки сырья несколько проще и экономичней, поскольку нужно меньше перерабатывающего оборудования, следовательно, меньше энергоемкость. Все оборудование более надежно и просто в обслуживании. Температура обжига изделий примерно на 50°С ниже, чем у изделий полусухого прессования, что позволяет также снизить энергозатраты на обжиг и в какой-то мере компенсируют высокие затраты на сушку.
Недостатком способа пластического формования является большая длительность технологического цикла за счет процесса сушки сырца, продолжающегося от 1 до 3 суток. Низкая прочность формованного сырца, особенно пустотелого, большая усадка материала при сушке и наличие отдельного процесса сушки затрудняет возможность механизации трудоемких операций при садке сырца на сушку, перекладке высушенного сырца для обжига и совмещения в одном агрегате процессов сушки и обжига.
Чтобы получить изделия требуемого качества необходимо из глины удалить каменистые включения, разрушить ее природную структуру, получить пластичную массу, однородную по вещественному составу, влажности и структуре, а также придать массе надлежащие формовочные свойства. Глиняный брус формуют в горизонтальных ленточных шнековых прессах часто с вакуумированием массы. Вакуумирование массы способствует повышению ее плотности, пластичности, улучшает формовочные и конечные свойства кирпича.
В курсовой работе использована схема производства изделий методом полусухого прессования, поскольку используемая глина обладает невысокой влажностью, малопластичная [2].
4. Технологическая схема производства, .1 Складирование глинистого сырья
Легкоплавкие глины доставляются на кирпичные заводы из карьеров, расположенных вблизи заводов и являющихся их составной частью. Огнеупорные и тугоплавкие глины являются привозным сырьем, они добываются и поставляются керамическим заводам специализированными предприятиями.
Для бесперебойного снабжения кирпичных заводов в зимнее время талой глиной производят открытую разработку карьера с утеплением поверхностного слоя опилками, минераловатными плитами и др. Кроме того, на заводах создают в летний период запас глины в открытых котлованах и наземных штабелях высотой 6- 8 м, либо в крытых складах — глинохранилищах глубиной 4-6 м. Устройство промежуточных складов экономически целесообразно при небольшой толщине пласта глины в карьере (менее 2,5 м), необходимости транспортирования ее на завод на расстояние более 1 км и при возможности ее промерзания.
Организация промежуточных складов обеспечивает более ритмичную работу предприятия и позволяет улучшить свойства сырья путем усреднения его состава и перераспределения влаги. В котлованы глину завозят рельсовым транспортом либо автосамосвалами, в наземные штабели — только автосамосвалами.
Глинохранилища для загрузки глины оборудованы мостовыми грейферными кранами (рисунок 1), грейфером на монорельсе, ленточными конвейерами, ящичными питателями. Для подачи глины в производство из глинохранилищ используют мостовой грейферный кран.
В курсовой работе использованы легкоплавкие глины, предусмотрены промежуточные склады [1].

Рисунок 1 — Склад закрытого типа
4.2 Переработка глинистого сырья и подготовка массы
Переработка глинистого сырья с целью разрушения природной структуры осуществляется с помощью естественной и механической обработки. К естественной обработке глины относят вымораживание ее в замоченном состоянии (зумпфование), заключающееся в следующем. Предварительно разрыхленная при добыче и складировании глина, залитая водой, в течение длительного срока (нескольких месяцев или лет) подвергается атмосферным воздействиям: попеременному замораживанию и оттаиванию, увлажнению и высушиванию, выветриванию и пр., что приводит к разрыхлению глины, распаду агрегированных частиц на элементарные зерна, повышению удельной поверхности глины и углублению процессов набухания, возрастанию количества связанной воды, увеличению пластичности и связности глины, улучшению формовочных и сушильных свойств.
Вылеживание глины в замоченном состоянии тоже приводит к диспергированию глинистых частиц, их набуханию с частичным переходом свободной воды в связанную форму и повышению пластических свойств глины, но в меньшей степени, чем вымораживание. При вылеживании глины в атмосферных условиях в течение длительного времени происходит вымывание вредных, примесей растворимых солей (сульфатов и хлоридов).
Однако естественные способы обработки глины требуют много времени, больших площадей и не обеспечивают полного удаления каменистых включений.
Механическая обработка глинистого сырья применяется дли удаления или измельчения каменистых включений, получения удобоформуемой гомогенной массы. Выбор оборудования для механической обработки зависит от свойств исходного сырья (его плотности, твердости, вязкости, влажности) и вида получаемого изделия. Чем полнее разрушена структура глины и чем однороднее формуемая масса, тем выше качество изделия [3].
Схема 1 — Подготовка формовочной массы по полусухому способу
При полусухом способе первичное разрыхление глины производят в ножевых глинорезках (стругачах), зубчатых, винтовых камневыделительных или дезинтеграторных вальцах (рисунок 2).
Для предотвращения забивания и замазывания помольных агрегатов и сит глиной перед тонким измельчением ее подсушивают в прямоточных сушильных барабанах, при этом ее влажность снижается с 15-25 % до 2-13 %. Для тонкого измельчения применяют дезинтеграторы, гладкие дифференциальные вальцы тонкого помола, дырчатые вальцы, бегуны сухого помола, молотковые, центробежные и роторные мельницы (рисунок 3).
В курсовой работе процесс тонкого измельчения глины произведён в дезинтеграторе [2].
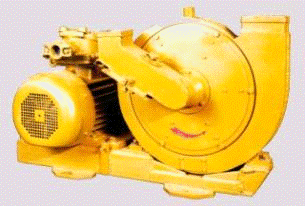
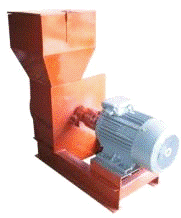
Рисунок 2 — Дезинтегратор Рисунок 3- Молотковая мельница
Перед сушкой в сушильных барабанах сырье с высокой карьерной влажностью (15-25 % для глин и 38-45 % для диатомита) следует гранулировать с целью получения частиц одного размера (схема 1).
Гранулированные массы после сушки в сушильном барабане отличаются незначительными колебаниями влажности. Для усреднения влажности масс рекомендуется также их выдержка на промежуточных складах.
Экономически целесообразно совмещать процессы сушки и тонкого измельчения сырья. С этой целью применяют аэробильные или шахтные мельницы (рисунок 4).
Сушка в этих агрегатах осуществляется горячими топочными газами, подхватывающими мелкие частицы и уносящими их в циклоны, где они оседают; при этом крупные частицы самотеком возвращаются в мельницу [4].
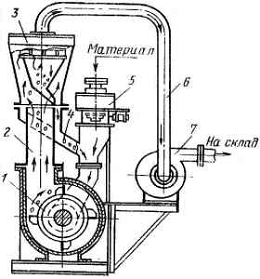
Рисунок 4 — Схема аэробильной мельницы с жестко закрепленными билами, питателем, сепаратором и вентилятором
- мельница, 2 — труба, 3 — сепаратор, 4 — лоток, 5 — тарельчатый питатель, 6 — труба, 7 — вентилятор.
Для тонкого помола могут быть применены трубные двухкамерные мельницы с сепаратором для разделения крупных и мелких фракций, угольные барабанные мельницы, дезинтеграторы, а также мельницы самоизмельчения типа «Аэрофол» с совмещенным процессом сушки и помола. В курсовой работе тонкий помол глины ведётся в дезинтеграторах.
Для отсева крупных частиц и разделения на фракции измельченного сырья применяют сита-бурат, плоские качающиеся сита, вибрационные сита, грохоты и воздушные сепараторы. В курсовой работе использованы грохоты.
Приготовление масс путем смешивания подготовленной глины с отощаюшими и другими добавками и увлажнения ее горячей водой или паром производят в двухвальных смесителях, в лопастных вакуумных или быстроходных бегунковых мешалках — при получении пластичных масс; в смесительных бегунах — при получении тощих масс. Увлажнение глины паром дает лучшие результаты, для этой цели предпочтительны шахтные пароувлажнители с вертикальным расположением труб и принудительным отбором порошка. Для приготовления массы мосту быть применены стержневые смесители конструкции ВНИИСтрома С-15, СК-08 и др., в которых происходят усреднение массы, домол крупных фракций и агломерация пылеватых фракций.
Оптимальная влажность порошковых масс на основе глин составляет 7-10%.
Для усреднения состава подготовленной массы, улучшения ее формовочных свойств применяют способ вылеживания ее в силосах [8].
4.3 Формование массы
Подготовленную массу формуют (прессуют) на гидравлических или механических прессах производительностью до 10 000 шт./ч.
В данной курсовой работе формование кирпича произведено на прессе СМ — 1085 (рисунок 5).
Пресс относится к механическому коленно-рычажному типу прессов и состоит из двух независимых одна от другой секций (левой и правой) для одновременного прессования на каждой секции четырех кирпичей. Цикл работы одной секции по отношению к другой сдвинут по фазе на 180° и совершается за один оборот коленчатого вала. Такая конструктивная особенность позволяет прессовать кирпич на одной секции, при текущем ремонте другой без остановки пресса в целом [10].
Пресс обеспечивает двухстороннее прессование кирпича за счет перемещающейся (плавающей) в вертикальном направлении подпружиненной формы, что уменьшает степень неравноплотности прессовки.
В прессе осуществляется дозировка и засыпка глиняного порошка в формы, прессование, выталкивания кирпича на уровень стола и сталкивания его засыпной кареткой на рольганг.
Глиняный порошок, прошедший предварительную технологическую обработку и имеющий влажность 8-12 % по двум рукавам поступает в каждую секцию в засыпной ящик и каретку.
В начале цикла при вращении коленчатого вала нижний штемпель опускается, а каретка, двигаясь вперед, заполняет форму глиняным порошком, после чего каретка возвращается в свое исходное (заднее) положение, а верхний штемпель начинает прессование глиняного порошка. При этом нижние штемпели, установленные на ползуне выталкивателя, воспринимают усилие прессования, а ползун выталкивателя передает это усилие на проставок прессующего механизма. Улучшен механизм засыпки пресс-форм, благодаря наличию специального механизма перемешивания массы — ворошилки, которая предназначена для нагнетания и равномерного распределения формовочной смеси в пресс-формах. Посредством регулировки устанавливается постоянный зазор между кареткой и столом, что еще и уменьшает просыпь керамической массы [8].
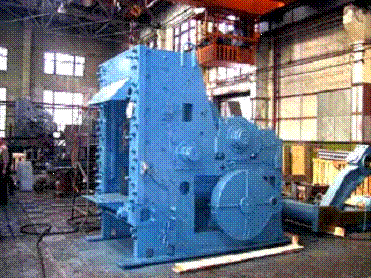
Рисунок 5 — Пресс СМ-1085
При дальнейшем вращении коленчатого вала и сжатии глиняного порошка в форме силы трения между порошком и формой настолько возрастают, что форма вместе с прессуемым порошком увлекается вниз, в результате чего происходит двухстороннее прессование.
После завершения прессования происходит подъем верхнего штемпеля, а механизм выталкивания поднимает нижний штемпель, производя выталкивания кирпича из формы и перемещение его на уровень стола. Засыпная каретка, продвигаясь вперед для очередной засыпки формы, сдвигает кирпич со стола на рольганг, при этом нижние штемпели стоят на уровне стола [10].
В дальнейшем описанный цикл работы каждой секции пресса повторяется.
4.4 Сушка сырца
Основное назначение сушки сырца — снижение его влажности, приобретение им прочности, достаточной для транспортирования в печь и последующего бездефектного обжига при минимально возможных затратах топлива и времени.
Сырец полусухого прессования с влажностью после формования 8-12 % обычно сушат до 1 %-ной влажности (плитки) и до 4-6 %-ной влажности (кирпич).
Сушку сырца полусухого прессования в ряде случаев совмещают с процессом обжига их в печи. В тех случаях, когда изделие глазуруют по необожженному черенку, его сушат до остаточной влажности 0,2-1 %. Наиболее сложен и длителен процесс сушки сырца сложной конфигурации, получаемого из шликерной массы литьем в гипсовые формы (санитарно-техническая керамика).
Сушку керамических изделий производят в камерных сушилках периодического действия или в туннельных сушилках непрерывного действия (рисунок 6).
В качестве теплоносителя при сушке изделий грубой строительной керамики используют дымовые газы обжигательных печей, а также специальных топок. При сушке изделий тонкой керамики применяют горячий воздух, нагреваемый в калориферах [9].
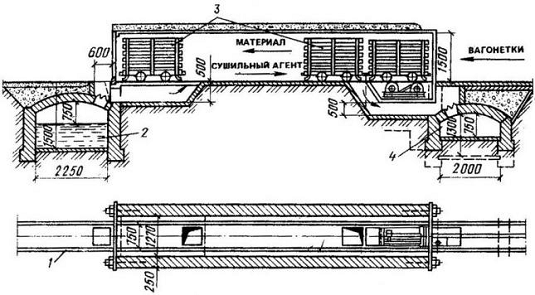
Рисунок 6 — Туннельная сушилка
Современные камерные сушилки оборудованы выносными или встроенными в стены камер лопастными реверсивными вентиляторами для создания интенсивной циркуляции теплоносителя внутри камер. С целью повышении равномерности сушки применяют подачу теплоносителя в сушилку с помощью «ротамиксеров», устанавливаемых на пол внутри туннеля или камеры. Ротамиксер представляет собой медленно вращающийся конусообразный металлический кожух со щелями по образующей, соединенный через дроссель с нагнетающим вентилятором. Подача теплоносителя через ротамиксер обеспечивает интенсивную циркуляцию его в сушилке и повышает равномерность сушильного процесса, способствуя тем самым сокращению сроков сушки и повышению качества изделий [9].
4.5 Обжиг изделий
Обжиг керамических изделий — завершающая стадия их изготовления, при которой формируются основные свойства изделий: плотность, прочность, водостойкость, морозостойкость и др. При обжиге происходят сложные физико-химические процессы в глинообразующих минералах, примесях, содержащихся в глинах, и добавках.
При нагревании до 200°С происходит досушка изделия и удаление физически связанной воды. При дальнейшем повышении температуры до 300-400°С происходит окисление органических примесей или добавок, выделение летучих и их сгорание. Выгорание коксового остатка происходит при 700-800°С. Оно должно завершиться в период, когда керамический черепок еще остается пористым и газопроницаемым, иначе могут произойти деформации и растрескивание изделий.
Процесс обжига условно может быть разделен на три этапа: нагрев до максимальной температуры, изотермическая выдержка, охлаждение. Для каждого температурного интервала и вида изделий расчетно-экспериментальным путем определяют режим обжига.
Для обжига изделий строительной керамики чаше всего применяют туннельные печи [9].
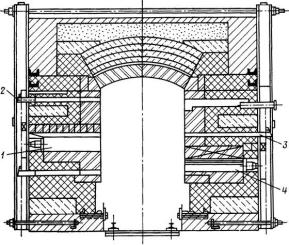
Рисунок 7 — Поперечный разрез туннельной печи
- межсадочные топки;
- 2, 3 — смотровые окна;
- 4 — щелевые топки
В таких печах обжигают строительный кирпич, санитарно-техническую керамику, канализационные и дренажные трубы, шамотные и огнеупорные изделия, плитки.

Рисунок 8 — Обжиг в туннельной печи
Размеры рабочего туннеля печей колеблются в широких пределах: длина 60-120 м, ширина 1 -1,85 м, высота от пода вагонетки до замка свода 1 -1,93 м.
В конструкцию канала печи входят (кроме стен и свода) металлический каркас, лабиринтовые стыки стен и вагонеток с песочными затворами и песочницами, пескоуловители, смотровые и аварийные окна, топки, двери с торцов канала печи, камеры со шлюзовыми затворами, смотровые подвагонеточные подвалы (подподовый канал) и другие элементы.
По обеим сторонам печного канала располагается от 6 до 72 топочных устройств щелевого или межсадочного типов. Они могут находиться как в нижней части канала, так и под сводом. Из щелевых топок горячие газы направляются в развитый под печных вагонеток, из межсадочных топок — в пространство между вагонетками. Через определенные промежутки времени вагонетки передвигаются механическими или гидравлическими толкателями на длину одной вагонетки. Непрерывная подача вагонеток повышает производительность печи на 10-12%, улучшает качество обжига и снижает отходы при обжиге. При непрерывном передвижении вагонеток устройство межсадочных топок исключается.
Печной канал условно разделяется на зоны подогрева, обжига, охлаждения и на позиции. Длина одной позиции обычно равна длине вагонетки. В печи длиной рабочего канала, на 44 позиции зона подогрева занимает 9 позиций (20%), обжига -16 позиций (37%), охлаждения -19 позиций (43%).
Зона подогрева заканчивается около топочных устройств. Она имеет воздушные завесы и каналы для отбора отходящих газов и подачи горячего воздуха в зоны охлаждения. Отбор отходящих газов осуществляется сосредоточенно через одно окно с каждой стороны печи или рассредоточение через систему окон и каналов с каждой стороны печи.
Зона обжига ограничивается участком, в пределах которого располагаются горелочно-топочные устройства. В начале зоны, со стороны подогрева имеются воздушные завесы, способствующие дожиганию продуктов сгорания, поступающих с участка восстановления, и перемешиванию топочных газов [4].
Зона охлаждения наибольшая и составляет до 60% печи. Она начинается от зоны обжига и простирается до конца печи. Суммарная длина зон подогрева и обжига должна быть не меньше длины зоны охлаждения. В зоне охлаждения имеются окна для отбора части горячего воздуха на сушку и к воздушным завесам печи. Эти завесы разделяют зоны с окислительной и восстановительной средами и начало зоны охлаждения. В конце зоны, у выгрузочного конца в печь вентилятором через специальные каналы подается атмосферный воздух для охлаждения вагонеток и обожженных изделий.
В каждой зоне поддерживается необходимая печная атмосфера: при обжиге фарфора в зоне подогрева и охлаждения — окислительная; в начале зоны обжига — восстановительная; в конце ее — слабо восстановительная, или нейтральная; при обжиге фаянса и майолики во всех зонах — окислительная газовая среда. Качественное различие газовой среды в каждой зоне достигается регулированием подачи топлива и воздуха для его сжигания.
Туннельные печи просты по устройству и имеют высокую производительность. К их недостаткам относятся большие (300-400° С) перепады температур по сечению печи в начале зоны подогрева, трудность механизации и автоматизации многоярусной установки изделий на этажерки вагонеток, низкий КПД.
В курсовой работе использован совмещенный агрегат для обработки кирпича-сырца, включающий в себя туннельную сушилку и туннельную обжиговую печь. Это допускается, так как данные агрегаты работают в непрерывном режиме.
Пройдя обжиг, вагонетки попадают на начальное загрузочное устройство, которое перемещает их на пути расположенные над буферным туннелем. Затем, кирпич снимается с вагонеток, устанавливается на поддоны и упаковывается в транспортные пакеты. После чего отправляется на склад готовой продукции, оборудованный мостовыми кранами для загрузки в автомобили (схема 2).
5. Основы теории элементарных процессов и общие закономерности проведения отдельных стадий технологического процесса
1 Процесс прессования
В процессе прессования керамических порошков происходит их уплотнение за счет перемещения частиц, их деформации и частичного разрушения.
После снятия прессующего давления происходит упругое расширение изделия, и оно тем больше, чем больше влажность порошка, выше скорость прессования, меньше однородность порошка по крупности зерен и больше содержание глинистой фракции. В некоторых случаях упругое расширение достигает 8-10 %. Причинами такого увеличения объема изделия после прессования являются упругое расширение запрессованного воздуха, обратимые деформации твердых частиц и адсорбционное расклинивание контактов водой, выжатой при прессовании в более крупные поры [10].
Упругое расширение прессовки приводит к возникновению трещин при расслаивании в изделиях. Основная причина их возникновения — упругое расширение запрессованного воздуха. Количество запрессованного воздуха выражают коэффициентом запрессовки воздуха К з.в , представляющим собой долю запрессованного воздуха в общем его объеме в порошке. Для тонкозернистых глинистых порошков Кз.в составляет 0,37-0,715, для грубозернистых отощенных порошков — 0,303-0,57.
Запрессованный воздух создаст внутри изделия давление, которое зависит от влажности порошка: при влажности 6-8 % оно не превышает 2 МПа, при влажности 10-12 % достигает 10 МПа. С целью предотвращения появления трещин при расслаивании рекомендуется применять порошки наиболее однородные по крупности зерен и влажности, с небольшим содержанием глинистой фракции и использовать для формования прессы высокого давления с двухсторонним многократным ступенчатым приложением нагрузки. Для уменьшения количества запрессованного воздуха применяют смесители, приспособленные для вакуумирования пресс-порошков в процессе перемешивания [2].
Степень уплотнения порошков при прессовании характеризуется коэффициентом сжатия К сж , т. е. отношением высоты засыпки в форму к высоте полученной прессовки. Зависимость коэффициента сжатия грубозернистых глиняных порошков от прессового давления описывается уравнением:
ар n
р—прессовое
В зависимости от свойств керамических порошков коэффициент их сжатия изменяется от 1,5 для пластичных глин до 2.5 для тощих.
Основным показателем деформативных свойств (прессуемости) керамических порошков является компрессионная кривая, отражающая зависимость осадки порошка при прессовании от удельного давления прессования. Компрессионные кривые носят затухающий характер. При увеличении давления осадка сначала интенсивно возрастает, затем снижается и при определенном давлении практически полностью прекращается. Для керамических порошков повышение давления сверх 30- 40 МПа не дает ощутимого уплотнения прессовки [10].
При прессовании порошков происходит затухание приложенного давления по толщине изделия в соответствии с уравнением:
Р Н = р0 е-КН/ R , (2)
где р Н давление на расстоянииН, см, от пуансона, МПа;
р 0 -давление у Пуансона, МПа; гидравлический радиус прессовки (R=2F/Пр ), см;
F — плошадь поперечного сечения прессовки, см;
П р
К — коэффициент, зависящий от внутреннего трения в массе и ее трения о стенки пресс-формы.
В соответствии с уравнением, неравномерность распределения усилий прессования по толщине изделия увеличивается с повышением Н и уменьшается с повышением R. Кроме того, давление прессования неодинаково по площади прессования из-за наличия бокового трения порошка о стенки формы. Это приводит к неравномерности получаемого давления [10].
Уменьшить перепады давления прессования и неравномерную плотность сырца можно пластификацией порошков, подогревом пресс-форм и правильным выбором режима прессования. Предпочтительно двухстороннее прессование при многократном (ступенчатом) приложении нагрузки с низким давлением в первый период для удаления воздуха и высоким давлением во второй период для окончательного прессования с паузой без нагрузки между этими периодами для наиболее полного удаления воздуха из порошка. При этом скорость нарастания давления во второй период должна быть в 5-6 рва выше, чем в первый, а общая продолжительность прессования не менее 1,5-3,5 с.
С повышением удельного давления прессования увеличивается прочность изделий. Оптимальное давление прессования, как правило, находится в пределах 15- 40 МПа, в частности для формования изделий из порошков на основе глин давление прессования должно составлять 20-30 МПа, диатомитов 15-25 МПа, аргиллитов и отходов углеобогащения 25-40 МПа [3].
5.2 Процесс сушки
Сушка представляет собой сложный теплофизический процесс, связанный с тепло- и массообменом между высушиваемым сырцом и окружающей средой.
В процессе сушки происходит перемещение влаги внутри материала от центральных слоев к поверхности материала (внутренняя диффузия) и испарение влаги с поверхности материала во внешнюю среду (внешняя диффузия).
Интенсивность внутренней диффузии тем выше, чем больше градиент влажности, температуры и давления на поверхности и в центре изделия. Если температура материала в центре превышает температуру его поверхностных слоев (например, при сушке пароувлажненного кирпича), то градиент температуры способствует процессу сушки, в противном случае он притормаживает продвижение влаги из внутренних слоев к наружным. Градиент давления возникает в материале при перемешивании «зеркала испарения» влаги во внутреннее слои, где создается избыточное давление водяных паров [3].
Интенсивность внешней диффузии тем выше, чем выше температура, скорость и ниже влажность теплоносителя. Несоответствие между внутренней и внешней диффузиями с опережением последней обусловливает перепад влагосодержания в изделиях и соответствующий перепад усадочных деформаций: поверхностные слои высушиваются быстрее и имеют большую усадку, чем внутренние. Это приводит к возникновению в период сушки растягивающих напряжений в поверхностных слоях в сжимающих напряжений во внутренних и, в случае превышения предела прочности материала, -к появлению сушильных трещин в поверхностных слоях.
Усадочные деформации прекращаются, когда влажность массы снизится до критической, которая для пластичных глин составляет 10-20%, для каолинов — 25-30 %, при этом твердые частицы материала, перемещающиеся в процессе сушки под влиянием капиллярных сил, входят в соприкосновение между собой и дальнейшее их перемещение практически прекращается. Для кирпича пластического формования усадочные деформации незначительны при влажности 16-16 % и полностью прекращаются при влажности 10-12 %.
По достижении критической влажности начинается второй период сушки — период падающей скорости. В этот период во внутренних слоях вследствие продолжающегося процесса их сушки и появления «недопущенной» усадки возникают растягивающие напряжения, которые могут привести к появлению третей внутри изделия. Второй период менее опасен в отношении образования трещин; его можно интенсифицировать, измелив параметры теплоносителя.
Трещиностойкость высушиваемых изделий зависит от свойств материала и от режимных факторов. Повысить трещиностойкость изделий при сушке можно, увеличивая прочность и растяжимость сырца введением опилок, высокопластичных глин, добавок гипса и ПАВ; вакуумироваиием глины, повышая коэффициент влагопроводности материала отощением массы и введением ПАВ; понижая усадку массы добавкой отощителей; увеличивая термодиффузию паровым увлажнением и прогревом глины, что приводит к повышению обшей интенсивности внутренней диффузии; понижая коэффициент влагоотдачи орошением мундштука пресса влагозадерживающими составами и применяя накатку сырца с уплотнением поверхностных слоев, что приводит к уменьшению интенсивности внешней диффузии; повышая парциальное давление водяных паров теплоносителя его циркуляцией [2].
5.3 Процесс обжига
При обжиге происходят сложные физико-химические процессы в глинообразующих минералах, примесях, содержащихся в глинах, и добавках.
При нагревании до 200°С происходит досушка изделия и удаление физически связанной воды. При дальнейшем повышении температуры до 300-400°С происходит окисление органических примесей или добавок, выделение летучих и их сгорание. Выгорание коксового остатка происходит при 700-800°С. Оно должно завершиться в период, когда керамический черепок еще остается пористым и газопроницаемым, иначе могут произойти деформации и растрескивание изделий.
При нагревании глинистых минералов до 500-600°С (для каолинита) и до 700°С и выше (для других минералов) происходит их дегидратация с разрушением кристаллической решетки и потерей глиной пластичности. При более высоких температурах (до 830- 850°С) происходит распад глинистых минералов на первичные оксиды с образованием γ-глинозема и кремнезема. В интервале 920-980 °С γ-глинозем переходит в α -глинозем и начинает образовываться новый минерал — муллит: 3Al2 O3 ·2SiO2 . Интенсивность этого процесса увеличивается в интервале 1000″-1200° С.
Муллит является наиболее ценным кристаллический новообразованием в керамических материалах, оказывающим решающее влияние на прочность, термостойкость и другие свойства изделий. В гидрослюдистых и монтмориллонитовых глинах наряду с муллитом в интервале 850-1200°С образуются шпинели, которые при 1300°С расплавляются в стекле. При 1200-1240°С происходят кристаллизация кристобалита из аморфного кремнезема.
Кристобалит препятствует спеканию глины, снижает термостойкость изделий, разрыхляет образующийся при обжиге черепок и увеличивает его водопоглощение. Вредное действие кристобалита может быть ослаблено введением тонкомолотого нефелинового сиенита и полевошпатных добавок, интенсифицирующих процесс образования стеклофазы, растворяющей кристобалит.
В примесях, содержащихся в глинах, и добавках при обжиге изделий тоже происходят физико-химические процессы. Песчаные примеси, представленные в основном β -кварцем, претерпевают модификационные превращения с объемными изменениями, наиболее значительными при 573 °С (переход в α -кварц) и 1050°С (переход в α -кристобалит).
Образовавшиеся при обжиге модификации кварца в процессе охлаждения изделия переходят в β -форму тоже с объемными изменениями, которые могут привести к растрескиванию черепка [2].
Кроме того, при охлаждении изделий в них могут возникнуть напряжения в результате перехода материала из пиропластического состояния в хрупкое и наличия перепада температур по объему изделия. В связи с этим при обжиге керамических изделий, особенно в период охлаждения в определенных температурных интервалах (800-780°С, 650-500°С, 300-200°С), необходимо уменьшить скорость изменения температуры для локализации напряжений от модификационных превращений кварца, от перепада температур и перехода материала в камнеподобное состояние.
Карбонатные примеси при нагревании разлагаются с выделением СО 2 , а оставшийся СаО, вступая в реакцию с компонентами глины, образует легкоплавкие стекла, снижающие температурный интервал ее спекания, что ухудшает условия обжига и может привести к деформациям изделий. Железистые примеси при обжиге в окислительной среде не оказывают существенного влияния на качество изделий, а при обжиге в восстановительной среде при температуре ниже 1000°С восстанавливаются в закислые формы, образуя легкоплавкие железистые стекла и способствуя уплотнению керамического черепка [2].
Все рассмотренные процессы, происходящие в глинистых минералах, добавках и примесях, в значительной мере взаимосвязаны. В результате взаимодействия различных компонентов шихты происходит спекание керамических масс. Спекание происходит за счет сил поверхностного натяжения образующейся жидкой фазы (жидкостное спекание), реакций в твердой фазе и кристаллизации новообразований. Спекание сопровождается огневой усадкой изделий. Чем выше температура, тем больше образуется жидкой фазы и тем в большей степени химически активный расплав растворяет твердые компоненты массы с образованием новых соединений, а, следовательно, интенсивнее происходит спекание. Однако избыток расплава может привести к деформации изделий.
Спеканию способствует дисперсность исходных компонентов массы: чем выше дисперсность, тем больше поверхность контакта частиц и выше их реакционная способность. Восстановительная газовая среда расширяет интервал спекания, интенсифицирует процесс спекания и снижает его температуру на 100-150°С. Однако при этом наблюдается недожог топлива и очень интенсивно происходят усадочные процессы, которые могут привести к деформациям изделий. Для повышения прочности и морозостойкости изделий рекомендуется проводить комбинированный обжиг: при низких температурах (до 500-600°С) в окислительной среде, при высоких температурах (600-900°С) — в восстановительной и в зоне выдержки при максимальной температуре — снова в окислительной [2].
6. Производственная программа предприятия
Таблица 5 — Общие исходные данные для технологических расчетов:
|
Исходные данные: |
|
|
1. Производительность завода |
3 млн. шт. год |
|
2. Средняя масса одного изделия |
3,12 кг |
|
Нормы потерь и брака по технологическим переделам: |
|
|
Разгрузка на выставочной площадке (бой) |
2% |
|
3. Брак при обжиге |
3% |
|
4.Садка на обжиговые вагонетки |
0,5% |
|
5.Сушка (брак при сушке) |
2% |
|
6.Укладка на сушильные вагонетки |
0,5% |
|
7. Формование (брак) |
0,5% (возврат) |
|
8. Складирование шихты |
0,2% |
|
9. Смешение (лопастной смеситель) |
0,05% |
|
10. Камневыделительные вальцы |
0,1% |
|
11. Объемное дозирование (ящичный питатель) |
0,1% |
|
14. Пароувлажнение |
0,4% |
|
15. Остаточная влажность кирпича после сушки |
6% |
|
16. Влажность карьерной глины |
16% |
|
17. Влажность золы уноса |
5% |
|
19. Формовочная влажность |
12% |
|
20. Потери при прокаливании глины |
3,87% |
6.1 Расчет производственной программы цеха
Эффективный фонд времени работы оборудования Т эф. определяем по формуле: — для непрерывного производства :
Т эф = Ткал. Кисп., (3)
где Т кал. — календарный фонд работы оборудования, маш.-ч;
При непрерывном режиме, Т кал. — 8760 маш./ч: Кисп. — коэффициент использования оборудования во времени, рассчитывается, согласно, Кисп. — 0,81. Тогда, Тэф = 8760
— 0,81 = 7095 маш.-ч. Часовая производительность Q час. технологического комплекса: час. = Q год . (4) Q год. — годовая производительность технологического комплекса, Q год. = 3 млн. шт. усл. кирпича Q час. = 3000000 / 7095 = 423 шт/ч Сменная производительность Q смен. :
смен. = Q час. · t см. (5)
смен. = 423 · 8 = 3384 шт/см
Суточная производительность Q сут. :
сут. = Q смен. · Z см. (6)
сут. = 3384 · 3 = 10152 шт/сут Найдем массу одного кирпича размером 250 х 120 х 65 (мм).
Плотность кирпича 1600 кг / м3 . m = p V; Площадь кирпича: S = a · b = 250·120 = 30000 мм2 = 0,03 м2 . Объем кирпича: V = 0,03·0,065 = 0,00195 м3 . Масса 1 кирпича = 1600 · 0,00195 = 3,12 кг. При условии, что масса одного кирпича m = 3,12 кг, часовая Q час., сменная Q смен. и суточная Q сут. массовые производительности соответственно составят.: Q час. = Q час.
- m = 423
- 3,12 = 1319,76 кг/ч.
= 1,32 т/ч. Q смен. = Q смен.
- m = 3384 ·3,12 = 10558,08 кг/см. = 10,56 т/см. Q сут. = Q сут.
- m = 10152 ·3,12 = 31674,24 кг/сут. = 31,67 т/сут. Масса выпускаемого кирпича в тн: 3000 000 ·3,12/1000 = 9360 т.
6.2 Материальный баланс производства
- Производительность завода 3000000
— 3,12 = 10500000 кг/год = 10500 т/год 2. Масса кирпича, поступающего на склад с учетом боя при разгрузке на выставочной площадке 10500*100/(100-2) = 10714,29 т/год Бой на складе 10714,29 — 10500 = 214,29 т/год 3. Масса кирпича, поступающего на обжиг с учетом брака при обжиге 10714,29*100/(100-3) = 11045,66 т/год Брак при обжиге 11045,66 — 10714,29 = 331,37 т/год 4. Масса кирпича, поступающего на обжиг с учетом остаточной влажности после сушки 11045,66 *100/(100-6) = 11750,7 т/год Потери влаги при обжиге 11750,7 — 11045,66 = 705,04 т/год 5. Масса кирпича, поступающего на обжиг с учетом п.п.п. 11750,7*100/(100-6,33) = 12544,79 т/год Потери при прокаливании 12544,79 — 11750,7 = 794,09 т/год 6. Масса кирпича, поступающего на обжиг с учетом брака при садке на вагонетки обжига 12544,79 *100/(100-0,5) = 12607,83 т/год Потери при садке на вагонетки обжига 12607,83-12544,79 = 63,04 т/год 7. Масса кирпича, поступающего на сушку с учетом брака при сушке 12607,83*100/(100-2) = 12865,13 т/год Брак при сушке 12865,13 -12607,83 = 257,3 т/год 8. Масса кирпича, поступающего на сушку с учетом формовочной влажности 12865,13*(100-6)/(100-21) = 15307,88 т/год Потери влаги при сушке 15307,88 — 12865,13 = 2442,75 т/год 9. Масса кирпича, поступающего на сушку с учетом брака при садке на вагонетки сушки 15307,88*100/(100-0,5) = 15384,8 т/год Потери при садке на вагонетки сушки 15384,8 — 15307,88 = 76,92 т/год 10. Масса шихты, поступающей на формование с учетом брака при формовании 15384,8*100/(100-0,5) = 15462,11 т/год Брак при формовании (возвратный) 15462,11 — 15384,8 = 77,31 т/год 11. Масса шихты, поступающей в смеситель с учетом пароувлажнения 15462,11*(100-21)/100-(21-0,4) = 15384,22 т/год Вода на пароувлажнение 15462,11 — 15384,22 = 77,89 т/год с учетом потерь 15384,22*100/(100-0,05) = 15391,92т/год Потери при перемешивании 15391,92 — 15384,22 = 7,7 т/год 12. Масса шихты, поступающей на вальцы тонкого помола с учетом потерь 15391,92*100/(100-1) = 15547,4 т/год Потери 15547,4 — 15391,92 = 155,48 т/год 13. Масса шихты, поступающей на дозирование с учетом потерь 15547,4*100/(100-0,1) = 15562,96 т/год Потери 15562,96 — 15547,4 = 15,56 т/год 14. Масса шихты, поступающей на камневыделительные вальцы с учетом потерь 15562,96 *100/(100-0,1) = 15578,54 т/год Потери при камневыделении 15578,54 — 15562,96 = 15,58 т/год 15. Масса глины, поступающей на дозирование с учетом потерь 15578,54*(100-20,6)/100-(20,6-0,4) = 15500,45 т/год Потери 15578,54 — 15500,45 = 78,09 т/год 16. Масса глины, поступающей на рыхление с учетом потерь 15500,45 *100/(100-0,05) = 15508,2 т/год Потери при рыхлении 15508,2 — 15500,45 = 7,75 т/год 17. Масса глины с учетом транспортных потерь 15508,2 *100/(100-0,02) = 15511,3 т/год Потери при транспортировке 15511,3 — 15508,2 = 3,1 т/год Масса глины 15511,3 т/год
Таблица 6 — Материальный баланс производства
|
Приход |
Расход |
||
|
статьи |
статьи |
т/год |
|
|
Глина |
15511,3 |
Готовый кирпич |
10500 |
|
Вода на пароувлажнение |
15391,92 |
Потери влаги при обжиге |
705,04 |
|
П.П.П. |
794,09 |
||
|
Потери при садке на вагонетки обжига |
63,04 |
||
|
Брак при сушке |
257,3 |
||
|
Потери влаги при сушке |
2442,75 |
||
|
Потери при садке на вагонетки сушки |
76,92 |
||
|
Потери при перемешивании шихты |
7,7 |
||
|
Потери на вальцах тонкого помола |
155,48 |
||
|
Потери при дозировании шихты |
78,09 |
||
|
Потери при вылеживании |
246,09 |
||
|
Потери воды на пароувлажнение шихты |
15391,92 |
||
|
Потери потери при формовании глины |
77,31 |
||
|
Потери при камневыделении |
15,55 |
||
|
Потери при дозировании глины |
78,09 |
||
|
Потери при рыхлении глины |
7,75 |
||
|
Транспортные потери глины |
3,1 |
||
|
Итого: |
30903,22 |
Итого: |
30903,22 |
7. Выбор технологического оборудования
Дозирование сырьевых материалов осуществляется с помощью ящичных, питателей СМ-1090, СМ-1091, СМ-229, СМК-78.
Для растирания песка, глины и дальнейшего усреднения смеси применяют смесительные дезинтеграторы, лопастные двухвальные смесители с обычной и повышенной частотой вращения, противоточные стержневые смесители, бегуны, стержневые мельницы, валковые смесители-растиратели. В последнее время наибольшее распространение получили стержневые смесители. В курсовой работе смешивание компонентов производится в лопастном двухвальном смесителе СМ — 246.
Двухвальный смеситель обладает высокой эффективностью и надежностью. Обеспечивает получение наиболее однородной смеси за возможно более короткий период перемешивания. Получаемое при этом качество кирпича несравненно высокое. Корпус двухвального смесителя полностью защищен изнутри специальной износостойкой броней, что придает двухвальному смесителю огромный запас прочности [10].
Процесс смешивания осуществляется лопатками, которые обеспечивают винтообразное транспортирование вдоль вала и на каждом валу в противоположную сторону.
Благодаря конструкции смесительного органа степень однородности массы, равная примерно 95% достигается за 15-20 секунд перемешивания при относительно низкой частоте вращения валов 25 мин -1 . Это дает экономию энергии, снижает износ и обеспечивает щадящий режим для смеси.
Пресс полусухого прессования СМ 1085 предназначен для изготовления кирпича высотой 65мм из керамических масс, влажностью 8-12%, с коэффициентом сжатия К=2 по ГОСТ 530-95 и ДСТУ Б В.2.7.61-97.
Пресс характеризуется двухсторонним прессованием за счет вертикального перемещения рамы механизма прессования. В прессе осуществляются процессы прессования, выталкивания и выдача отпрессованных изделий из зоны пресса для последующего отбора их садчиком (укладчиком).
Пресс относится к типу механических коленно-рычажных машин непрерывного действия [10].
Цикл работы пресса осуществляется за один оборот коленчатого вала. Изменение частоты вращения коленчатого вала осуществляется переустановкой сменных шкивов, устанавливаемых на валу двигателя.
Сформованные изделия (сырец) необходимо сушить, чтобы снизить их влажность. Так кирпич-сырец сушат до влажности 8-10 %. За счет сушки повышается прочность сырца, предотвращаются растрескивание и деформация его в процессе обжига. Сушка может быть естественной и искусственной.
В настоящее время на крупных заводах, как правило, производят искусственную сушку сырца в камерных сушилках периодического действия и туннельных непрерывного действия. В курсовой работе использована туннельная сушилка непрерывного действия.
Режим сушки выбирают в соответствии с видом изделия. В качестве теплоносителя в сушилках применяют дымовые газы обжигательных печей, а также газы, получаемые в специальных топках.
Обжиг изделий — завершающий этап технологического процесса производства керамических изделий. Процесс обжига можно условно разделить на три периода: прогрев сырца, собственно обжиг и охлаждение.
Обжигают керамические изделия в кольцевых, туннельных, щелевых, роликовых и других печах.
Туннельная печь — сквозной канал длиной до 100 м, в котором по рельсам движутся вагонетки с обжигаемыми изделиями. В туннельной печи имеются те же зоны, что и в кольцевой, и совершаются те же операции загрузки, подогрева, обжига, охлаждения и выгрузки. Однако в туннельной печи передвигаются по зонам изделия, а сами зоны остаются на месте [10].
Высушенный кирпич или другие изделия загружают на вагонетки с подом из огнеупорного кирпича. Толкатель подает загруженную вагонетку в печь, выталкивая при этом с противоположного конца вагонетку с обожженным и охлажденным кирпичом. Туннельные печи работают на газе или тонкомолотом угле. В этих печах легко механизировать процессы загрузки и выгрузки продукции, а также автоматизировать процесс обжига и его регулирование. Длительность процесса обжига 18- 36 ч.
Туннельные печи значительно производительнее и экономичнее кольцевых печей, кроме того, в них брак кирпича значительно ниже [2].
В курсовой работе обжиг кирпича производится в туннельных печах.
Характеристика оборудования для производства кирпича приведена в таблице 7.
Таблица 7 — Основное оборудование для производства керамического кирпича
|
Наименование оборудования |
Показатели |
Паспортные данные |
||
|
Пресс для полусухого прессования керамического кирпича СМ-1085 |
Производительность по нормальному кирпичу, шт./ч. |
2040 |
||
|
Число прессований в минуту |
8,5 |
|||
|
Количество пресс-форм |
8 |
|||
|
Прессовое усилие, тс |
630 |
|||
|
Удельное давление прессования, кгс/см 2 |
500 |
|||
|
Максимальная глубина засыпки, мм |
200 |
|||
|
Установленная мощность, кВт |
34,4 |
|||
|
Габаритные размеры, мм: |
длина |
4890 |
||
|
ширина |
3750 |
|||
|
высота |
4480 |
|||
|
Масса, т |
30,5 |
|||
|
Двухвальный смеситель СМ-246 |
Производительность, м 3 /ч |
35 |
||
|
Длина барабана, мм |
3500 |
|||
|
Диаметр окружности лопастей или барабана, мм |
750 |
|||
|
Линейная скорость вращения, м/с |
1,2 |
|||
|
Масса, т |
5,6 |
|||
|
Установленная мощность, кВт |
40 |
|||
|
Туннельная обжиговая печь ТК.82.1300.ЗФ |
Производительность, млн. шт./г. |
8-12 |
||
|
Длина, м |
87,5 |
|||
|
Ширина (внутри), м |
1,7 |
|||
|
Высота (от головки рельсов до замка свода), м |
2,6 |
|||
|
Максимальная рабочая температура, °С |
1300 |
|||
|
Время выдержки при рабочей температуре, мин |
60 |
|||
|
Напряжение сети питания, В |
380 |
|||
|
Максимально допустимая скорость нагрева °С/час |
350 |
|||
|
Привод толкателя |
Электромеханический |
|||
8. Расчет пресса СМ-1085 и его характеристика
Производительность коленно-рычажных прессов полусухого формования, шт./ч:
П=3600 nm , (7)
где n — число ходов штемпеля (прессований в секунду);
т — количество одновременно прессуемых изделий;
- П=3600·0,14·4= 2016. (8)
Мощность, потребляемую прессом, определяют следующим образом. Усилие Q (МН) прессования зависит от давления прессования прессуемой массы в пресс-фоме:
Q=npF, (9)
где n — число одновременно прессуемых кирпичей;
- p — давление прессования, МПа;
F — площадь одного кирпича, м 2 ;
для стандартного кирпича F=0,12·0,25=0,03 м 2 ;
- p=50 МПа;
Q=2·30·10 6 ·0,03=1,8 МН.
Удельная работа А прессования, затрачиваемая на единицу площади изделия, определяется путем вычисления площади диаграммы работы прессования, снятой с образца пресса, или заданной при проектировании пресса.
Общее давление (усилие) прессования, кгс:
Р= Р 1 + Р2 + Р3 , (10)
Р 1
Р 2 — давление, затрачиваемое на преодоление сил трения массы о стенки пресс-формы;
Р 3 — давление, вызываемое неравномерным распределением усилия по площади прессуемого изделия в связи с неоднородностью массы и ее распределения в пресс-форме;
- Р= 8+75+500=583.
Коэффициент сжатия (отношение глубины засыпки пресс-порошка к толщине отпрессованного изделия) находится в прямой зависимости от удельного давления прессования. Для определения его используется уравнение, предложенное С. С. Казакевичем:
k с = аРn 1 y ,
где а и п1 — коэффициенты, зависящие от свойств формуемой массы и принимаемые равными а= 1,2 ÷ 2,6; п = 0,07 ÷ 0,01; Ру — удельное давление прессования, кгс/см2 ;
k с =
Давление, воспринимаемое стенками пресс-формы (боковой распор), кгс:
Р ф =Рy kσ ,,
где kσ — коэффициент бокового распора, зависящий от свойств массы и равный 0,4 — 0,8;
Р ф =
Допустимое число оборотов коленчатого вала в секунду:
n в = 2,5 + 31,1/√Р; (15)
n в =
Оптимальный диаметр маховика, см:
D m = 10+2,93 √Р; (16)
D m =
Усилие, необходимое для выталкивания изделий из формы, обычно составляет 5 — 15% от давления прессования и зависит от влажности пресс-порошка и состояния поверхности формы [10].
Пресс СМ-1085 предназначен для полусухого прессования керамического кирпича размерами 250*120*65 мм по ГОСТ 530-80.
Пресс относится к механическому коленно-рычажному типу прессов и состоит из двух независимых одна от другой секций (левой и правой) для одновременного прессования на каждой секции четырех кирпичей. Цикл работы одной секции по отношению к другой сдвинут по фазе на 1800 и совершается за один оборот коленчатого вала. Такая конструктивная особенность позволяет прессовать кирпич на одной секции, при текущем ремонте другой без остановки пресса в целом.
Пресс обеспечивает двухстороннее прессование кирпича за счет перемещающейся (плавающей) в вертикальном направлении подпружиненной формы, что уменьшает степень неравноплотности прессовки.
Пресс имеет полуавтоматическое управление. Управление прессом и регуляторами глубины засыпки форм осуществляется посредством пульта управления, который изготовлен из комплектующих фирмы Schneider. Конструкцией предусмотрено два предохранительных устройства, защищающих пресс от перегрузок: механическое (в каждой секции) и электрическое.
Пресс комплектуется новой трансмиссией. На прессе установлены бесшумные пневматические муфты, позволяющие при остановке работы пресса оставлять включенным двигатель, тем самым удается избежать больших пусковых токов при запуске двигателей. Пневмосистема поставляется с пневмошкафом фирмы Schneider, с которого осуществляется управление пневмомуфтой и системой смазки. Система густой смазки пресса автоматическая и централизованная, плюс ко всему каждая из систем смазки секций независима, что значительно облегчает текущий ремонт пресса [5].
8.1 Работа пресса
В прессе осуществляется дозировка и засыпка глиняного порошка в формы, прессование, выталкивания кирпича на уровень стола и сталкивания его засыпной кареткой на рольганг:
Глиняный порошок, прошедший предварительную технологическую обработку и имеющий влажность 8-12 % по двум рукавам поступает в каждую секцию в засыпной ящик и каретку.
В начале цикла при вращении коленчатого вала нижний штемпель опускается, а каретка, двигаясь вперед, заполняет форму глиняным порошком, после чего каретка возвращается в свое исходное (заднее) положение, а верхний штемпель начинает прессование глиняного порошка. При этом нижние штемпели, установленные на ползуне выталкивателя, воспринимают усилие прессования, а ползун выталкивателя передает это усилие на проставок прессующего механизма. Улучшен механизм засыпки пресс-форм, благодаря наличию специального механизма перемешивания массы — ворошилки, которая предназначена для нагнетания и равномерного распределения формовочной смеси в пресс-формах. Посредством регулировки устанавливается постоянный зазор между кареткой и столом, что еще и уменьшает просыпь керамической массы.
При дальнейшем вращении коленчатого вала и сжатии глиняного порошка в форме силы трения между порошком и формой настолько возрастают, что форма вместе с прессуемым порошком увлекается вниз, в результате чего происходит двухстороннее прессование.
После завершения прессования происходит подъем верхнего штемпеля, а механизм выталкивания поднимает нижний штемпель, производя выталкивания кирпича из формы и перемещение его на уровень стола. Засыпная каретка, продвигаясь вперед для очередной засыпки формы, сдвигает кирпич со стола на рольганг, при этом нижние штемпели стоят на уровне стола.
В дальнейшем описанный цикл работы каждой секции пресса повторяется [5].
8.2 Прессующий механизм
Прессующий механизм состоит из двух штанг, связанных между собой сверху балкой, снизу — траверсой и образующих между собой жесткую раму, в которой замыкается усилие прессования. К балке подсоединен шарнирно-рычажный механизм: верхняя и нижняя серьги с шатуном и ползуном. К ползуну прикрепляется верхний штемпель.
Шарнирно-рычажный механизм обеспечивает плавное перемещение верхних штемпелей штампов в процессе прессования. В начале значительное при малых усилиях прессования, постепенно уменьшающееся с увеличением усилия прессования и весьма незначительное в конце прессования и начале их подъема от нижней мертвой точки, что в сочетании с упругим растяжением штанг прессующего механизма обуславливает выдержку отпрессованного кирпича под давлением для снятия в нем упругих напряжений.
На траверсе установлен проставок, на который опирается ползун выталкивателя с жестко закрепленными штоками. Штоки имеют фланцы (площадки), которые устанавливаются нижние штемпели штампов.
Плоские пары трения ползуна и ползуна выталкивателя представляют собой стальные закаленные поверхности вкладышей и планок. Смазочный материал на поверхности трения подается централизованной системой смазки.
Для защиты от попадания глиняного порошка на поверхности трения нижней серьги, вкладышей ползуна и верхней головки нижней серьги предусмотрены шарнирные щитки, а также войлочные уплотнения, прижимаемы планками. А для предотвращения попадания глиняного порошка на поверхность проставка предусмотрены резиновые уплотнения и щитки [5].
8.3 Пресс-форма
К прессу СМ — 1085 (рисунок 9) разработана оригинальная формовочная оснастка (в комплект пресса не входит), которая состоит из формы, блока штампов и траверс.
Верхний и нижний штампы изготовлены из термообработанной цельнометаллической конструкции, путем механической обработки. Это в несколько раз увеличивает срок эксплуатации по сравнению со штампами, изготовленными путем сварки.
Конструкцией пресс-формы предусмотрен подогрев штампов для защиты от налипания глины. Для этого в них вмонтированы тены пальчиковые, которые обеспечивают постоянную температуру на поверхности штампов.
Для удобства ремонтных работ корпус пресс-формы легко разбирается и изготовлен из высокопрочной термообработанной стали. Футировочные пластины изготовлены из термообработанной стали и имеют прочность 60 HRCЭ. Пресс-формы могут комплектоваться футировочными пластинами, позволяющими изготавливать кирпич с закругленными углами R12.
Керны для образования пустот изготовлены из термообработанной стали диаметром 18 мм [5].
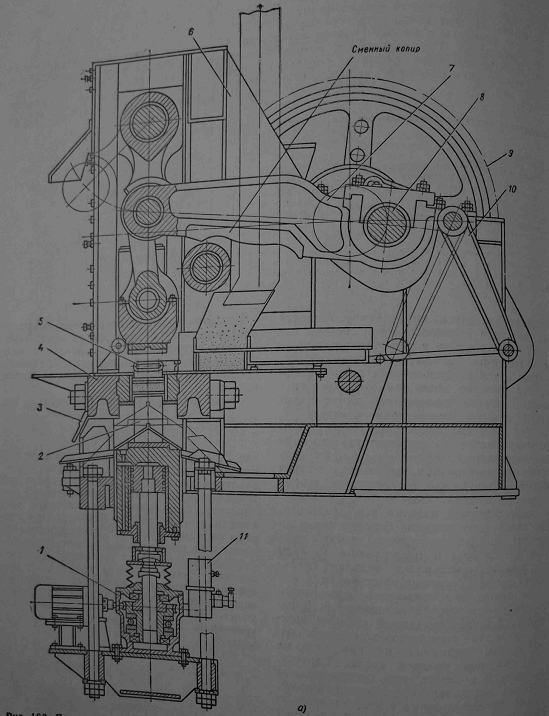
Рисунок 9 — Пресс СМ-1085
9. Охрана труда и техника безопасности
9.1 Территория предприятия
Территория предприятия и расположенные на ней здания и сооружения удовлетворяют технологическому процессу производства и требованиям «Санитарных норм проектирования промышленных предприятий» и «Противопожарным нормам строительного проектирования промышленных предприятий и населенных мест».
Территория предприятия спланирована. Имеет ровный характер. Ямы и другие углубления на предприятии ограждаются
Для погрузочно-разгрузочных работ из железнодорожных вагонов оборудована специальная площадка.
В местах пересечения рельсовых путей с дорогами для проезда и прохода пешеходов на территории предприятия оборудованы переездами и переходами, оборудованные сигнализацией, обеспечивающей безопасное движение.
Вся территория предприятия оборудована искусственным освещением, которое включается в темное время суток для обеспечения безопасного движения по заводу.
На территории предприятия имеется автозаправочная станция, вблизи которой запрещается стоянка автотранспорта [6].
9.2 Помещения цехов
Проезды и проходы внутри цехов имеют ясно обозначенные габариты. Двери и проемы для цеховых транспортировок соответствуют габаритным размерам применяющихся транспортных средств. Для прохода людей на территорию цеха или другого здания или сооружения и выхода из них к непосредственной близости к воротам установлены двери.
Ворота рабочих помещений открываются наружу, а ворота для въезда на территорию предприятия и выезда из неё — внутрь.
Стены помещения производственных цехов выложены облицовочным кирпичом собственного изготовления. По мере запыления стен цеха кирпич моется работниками хозяйственной службы.
Стекла на окнах ежемесячно очищаются от пыли и грязи. В зимнее время года оконные проемы утепляются.
За исправность оборудования, которое находится в том или ином цеху, отвечает начальник цеха.
Все рабочие места в цеху оборудованы необходимыми стеллажами для хранения инструментов, приспособлений, и др.
Расположение верстаков и станков в цехах соответствует требованиям техники безопасности, что обеспечивает безвредные условия труда.
Загромождение проходов, проездов, захламление рабочего места на предприятии наказывается штрафом.
В каждом цеху на видном месте вывешены правила поведения рабочих в цеху, требования ТБ при работе на станках, гидравлических прессах. Ежедневно соблюдение этих требований проверяется инженерами по охране труда. Выявленные нарушения фиксируются в предписании, которое выдается начальнику цеха или мастеру. Не устранение нарушений наказывается штрафом.
Мастер цеха, в котором выполняются опасные работы (сварочный цех, ремонтно-строительный цех), должен выписать наряд-допуск рабочим на проведение работ и получить разрешение у начальника отдела промышленной и экологической безопасности [6].
9.3 Вредные производственные факторы
Основными вредными факторами на заводе по производству строительно-облицовочных материалов являются: запыленность воздуха, вибрация, шум.
Главными источниками пылеобразования на заводе являются такие производственные процессы как дробление сырья, транспортировка сырья конвейерными лентами, приготовление смеси, прессование на прессах, декоративная обработка кирпича и резка кирпича на плитку, работа автотранспорта, работа на станках.
На заводе предусмотрена в каждом производственном цеху вытяжная вентиляция, которая уменьшает содержание пыли в воздухе рабочей зоны.
Для выявления вредных производственных факторов на рабочих местах один раз в 5 лет проводится аттестация рабочих мест [5].
9.4 Средства индивидуальной защиты
На предприятии каждый работник, который работает на производственных работах, обеспечивается спецодеждой, специальной обувью и средствами индивидуальной защиты. Всем рабочим, которые контактируют с виброинструментом, выдаются рукавицы с вибропогашающих материалов, допущенных к использованию органами санитарного надзора. Работа работников в одежде, которая не соответствует требованиям, на предприятии наказывается.
Рабочие, которые занятые на работах по очистке деталей или изделий от ржавчины, краски, грязи снабжаются защитными очками и респираторами. Неприменение выданных средств индивидуальной защиты наказывается штрафом.
Рабочие, которые занятые на работах, при выполнении которых выделяются пыль, искры или отлетают осколки стружки, снабжены на предприятии защитными очками, респираторами и рукавицами [5].
9.5 Отопление и вентиляция
Производственные и вспомогательные помещения на заводе оборудованы отоплением и вентиляцией. Задачей вентиляции является обеспечение чистоты воздуха и заданных метеорологических условий в помещениях. Вентиляция достигается удалением загрязненного воздуха из помещений и подачей в него свежего воздуха.
Все здания и сооружения завода по производству строительно-облицовочных материалов снабжены центральным отоплением. Система центрального отопления имеет регулировочный вентиль для регулирования степени нагрева помещения.
В производственных цехах на видном месте на заводе вывешены термометры.
За исправность отопительной системы на заводе ответственность несёт начальник тепловодообеспечения. В зимний период для отопления зданий и цехов предприятия в работе находится 5 котельных, работающих на твердом топливе.
Ежегодно для контроля по соблюдению санитарных норм на предприятие с проверкой приезжает городская санитарно-эпидемиологическая станция.
Если на предприятии нарушаются требования к условиям труда в помещениях, нарушения фиксируются в предписании и устраняются.
В качестве вентиляции в помещениях рабочих цехов и служебных помещений установлены вытяжные осевые вентиляторы и отсосы (в зависимости от вида выполняемых работ в помещении).
Ремонт, обслуживание и наблюдение за исправным состоянием и эффективностью работы вентиляционных установок производит служба главного механика предприятия, контроль осуществляет отдел по контролю за работой оборудования.
В отделении для обслуживания и ремонта автомобилей (транспортный цех) предусмотрена общеобменная и общая вентиляция. Карбюраторное отделение (моторный цех), аккумуляторная, шиноремонтное отделение оснащено отсосами и приточной вентиляцией.
В окрасочном цеху предприятия предусмотрены камеры для проведения окрасочных работ, которые снабжены вытяжной вентиляцией. В цехе по окраске в целом имеется приточно-вытяжная вентиляция.
Определение необходимого количества воздуха в производственных помещениях.
В соответствии с санитарными нормами все производственные помещения вентилируются. Необходимое количество воздуха при этом может быть определено различными методами в зависимости от назначения помещения и вида вредных выделений.
В данном дипломном проекте выберем метод определения количества воздуха по кратности воздухообмена, т. к. на предприятии производства строительно-облицовочных материалов имеется множество производственных помещений с различными видами выделяющихся загрязнений.
Производственные помещения по размерам практически одинаковы, поэтому кратность воздухообмена в каждом помещении будет примерно равной [6].
9.6 Освещение зданий и цехов
Правильно спроектированное и выполненное освещение на предприятии обеспечивает возможность нормальной производственной деятельности. Сохранность зрения человека, состояние его центральной нервной системы и безопасность на производстве в значительной мере зависят от условий освещения. От освещения зависят также производительность труда и качество выпускаемой продукции.
На заводе по производству строительно-облицовочных материалов освещение в цехах и служебных помещениях освещение выполнено люминесцентными лампами с равномерным размещением светильников по площади помещения.
Для проверки соответствия освещенности на рабочих местах на предприятии имеется прибор, люксметр, с помощью которого 2 раза в год специалисты по охране труда производят замеры освещенности. Последние замеры освещенности были произведены в январе-феврале месяцах 2007 г.
Рекомендуемая освещенность рабочих помещений для завода строительной индустрии колеблется в пределах 200-500 лк (в зависимости от назначения помещения на заводе)
Аварийное освещение на предприятии не предусмотрено, т. к. завод работает в основном в светлое время суток. В темное время суток вместо аварийного освещения на заводе применяются переносные светильники, которые выдаются рабочим, работающим в вечернее время [6].
9.7 Промышленная санитария и гигиена
Бытовые помещения для личной гигиены работающих на заводе удовлетворяют требованиям «Санитарных норм промышленных предприятий».
Для обеспечения питьевой водой работников завода на территории предприятия имеется 4 родниковые скважины. Вода со скважин подается на фильтра очистки воды. В каждом здании предусмотрено определенное количество емкостей с очищенной питьевой водой.
Для хозяйственных нужд используется техническая очищенная вода.
Личные вещи работников хранятся в гардеробных. На каждом производственном участке имеется своя гардеробная и душевые. Душевые бесперебойно обеспечены горячей и холодной водой.
На каждом участке отведено специальное место для курения с урнами. На видном месте в цеху возле урн вывешены графики посещения мест для курения. Курение в цехах и на территории предприятия запрещено.
Для приема пищи на заводе имеется столовая. Обеды в столовой производятся по графику, установленном заводом.
На каждом участке у мастеров имеются аптечки. Наблюдение за состоянием и содержанием аптечки ответственным является мастер участка или цеха.
Для оказания первой медицинской помощи на предприятии имеется медпункт, который расположен в административно-бытовом комплексе. Работники медпункта дежурят круглосуточно [5].
9.8 Противопожарная защита
Пожарная безопасность может быть обеспечена мерами пожарной профилактики и активной пожарной защиты.
Проектирование и эксплуатация всех промышленных предприятий регламентируются «Строительными нормами и правилами», «Правилами устройства электроустановок» и других правил пожарной безопасности на предприятии. В соответствии со СНиП II-2-80 все производства делятся по пожарной взрывной и взрывопожарной опасности на категории. Предприятие по производству строительно-облицовочных материалов относится к категории «Д» — производства в которых обрабатываются негорючие вещества и материалы в холодном состоянии.
Согласно Правилам противопожарной защиты предусмотрены такие основные мероприятия по предупреждению возникновения пожара в производственных помещениях, а также быстрой его ликвидации или локализации:
- использование во всех цехах огнестойких перекрытий;
- использование во всех камерах с электрооборудованием не горящего крепления, а также установление возле входов в камеры противопожарных дверей;
- для ликвидации пожаров на начальной стадии в цехах имеются огнетушители.
Противопожарная защита зданий и сооружений обеспечивается соблюдением противопожарных разрывов между строениями, обеспечение свободных подъездов к пожарным гидрантам, установление противопожарных щитов с пожарным инвентарем и др.
Запас воды на предприятии для противопожарных нужд хранится в резервуарах емкостью по 250 м 3 каждый, которые расположены в границах промышленной площадки.
За противопожарную безопасность на заводе ответственным лицом назначен начальник службы охраны [7].
9.9 Электробезопасность
Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
Устройство и техническая эксплуатация электроустановок, электрических сетей, электрооборудования на заводе производится согласно требованиям безопасности специально обученными в Луганском экспертно-техническом центре лицам.
За нарушение требований электробезопасности ответственность несет главный энергетик предприятия
Таким образом, на предприятии по производству керамических материалов соблюдаются все требования по технике безопасности, охране труда, пожарной безопасности и электробезопасности [7].
Заключение
В качестве сырьевых материалов для изготовления керамического кирпича были использованы: глина, песок и зола-унос ТЭС. Определено их процентное содержание в сырьевой смеси.
Важнейшими свойствами глин, определяющими их пригодность для производства керамики, являются пластичность, связующая способность, воздушная и огневая усадка, огнеупорность и наличие примесей. Вредными примесями являются окислы железа и марганца, углекислые и сернокислые соли.
Разработана структурная схема производства керамического кирпича методом полусухого прессования. Охарактеризованы основные процессы, проходящие на отдельных стадиях производства. Последовательность основных переделов в промышленности строительных материалов осуществляется через подготовку исходных компонентов, смешивание этих компонентов, формование полуфабрикатов, тепловую обработку. Дополнительные процессы: механическая обработка, отделка, резка и т.д.
Классификация основных процессов в технологии строительных материалов может быть приведена на основе различных признаков.
Так, в процессе производства керамического кирпича методом полусухого прессования можно выделить следующие процессы. В зависимости от основных законов, определяющих скорость протекания процессов:
- механические процессы, основой которых является механическое воздействие на исходные материалы, описываемые законами механики твердых тел;
- тепловые и массообменные процессы, скорость которых определяется законами теплопередачи, и законами молекулярной диффузии;
- химические процессы, протекающие со скоростью, определяемой законами химической кинетики.
По способу организации основных процессов в данном производстве протекают непрерывные процессы, характеризующиеся единством времени протекания отдельных стадий процесса, но осуществляются в разных местах установки, выполняющего одну технологическую операцию, — сушка в туннельной камере и обжиг в туннельной печи непрерывного действия.
Составлена производственная программа предприятия, рассчитан материальный баланс производства. Невязка баланса составила 0%.
Произведен подбор технического оборудования для производства кирпича, представлена характеристика этого оборудования.
Также представлен расчет основного агрегата при производстве кирпича полусухого прессования — пресса СМ — 1085 и дана его подробная характеристика с описанием принципа работы.
Описаны основные нормы и правила по охране труда и технике безопасности на заводе по производству керамических материалов и изделий.
Список литературы
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/kirpich/
1. Строительные материалы и изделия. Издание 3-е переработанное и дополненное. М., «Высшая школа», 1976 г., 536 с.;
— Справочник по производству строительной керамики. Том 3. Стеновая и кровельная керамика; Под ред. М.М. Наумова и К.А. Нохратяна; Государственное издательство литературы по строительству, архитектуре и строительным материалам, 1962 г., 699 с.;
— Введение в керамику. Издание второе; Под ред. П.П. Будникова и Д.Н. Полубояринова; Издательство литературы по строительству, Москва, 1967 г., 500 с.;
— Механическое оборудование предприятий строительных материалов, изделий и конструкций; С.Г. Силенок, А.А. Борщевский, М.Н. Горбовец и др. — М.: Машиностроение, 1990 г. — 416 с.;
— Охрана труда в машиностроении; Под ред. Е.Я. Юдина, С.В. Белова — 2-е изд., перераб. и доп. — М.: Машиностроение, 1983, 432 с.
— Справочник по технике безопасности и производственной санитарии для предприятия машиностроения — М.: Машгиз, 1962 г.
— Охрана труда на автотранспортных предприятиях; Под ред. А.И. Салова — М.: «Транспорт», 1976 г., 248 с.
— Кондратенко В.А., Следнев Д.В. Современная технология и оборудование для производства керамического кирпича полусухого прессования // Строительные материалы, № 2,2003.
— Шейнман Е.Ш. Производство керамических стеновых материалов и черепицы. Сушилки и печи. Кн. 2. — М.: 2002.
— Журавлев М.И., Фоломеев А.А. Механическое оборудование предприятий вяжущих материалов и изделий на базе их: Учебник для вузов. — 2-е изд., перераб. и доп. — М.: Высш. школа, Москва,1983. — 232 с., ил.
— Материалы сайтов: ://studentbank.ru/view.php;://www.bibliotekar.ru/spravochnik-76/19.htm://www.keramstrom.com/technology/97/://www.bratya.com.ua/?pages=40://www.strom.aaanet.ru/oborud3.html
Приложение А — Спецификация оборудования для производства керамического кирпича полусухого прессования
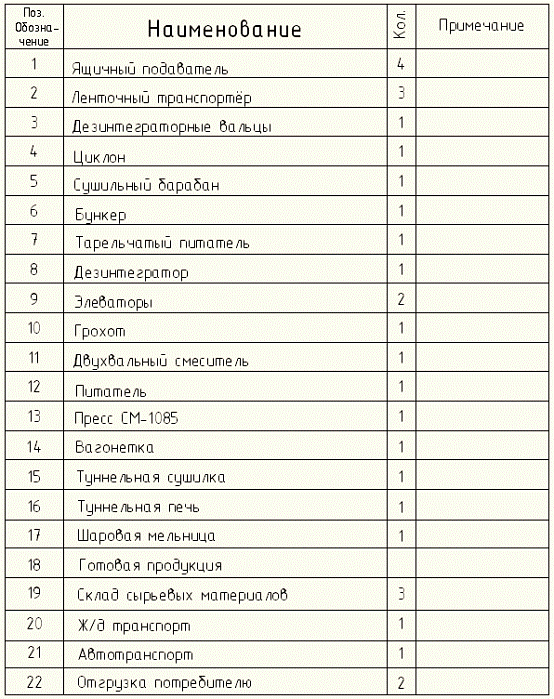
Приложение Б — Спецификация составных деталей пресса СМ — 1085