
Ячеистый бетон — искусственный каменный материал на основе минерального вяжущего вещества и кремнеземистого компонента с равномерно распределенными по объему порами.
В зависимости от требований к изделиям и технологии производства, в качестве вяжущего наполнителя могут использоваться: цемент, известь, гипс или их композиции, а в качестве дисперсного: песок (молотый или немолотый) или зола ТЭЦ.
В зависимости от технологии изготовления, различаются пенобетон и газобетон. В пенобетоне поризация производится за счет введения пенообразователей, а в газобетоне за счет веществ, выделяющих газ при химических реакциях, обычно порошкообразный алюминий. Во время прохождения реакции между металлическим алюминием и щелочью выделяется водород, который и поризует смесь.
Пористость ячеистого бетона сравнительно легко регулировать в процессе изготовления, в результате получают бетоны разной плотности и назначения. Ячеистые бетоны делят на три группы:
-
теплоизоляционные, плотностью в высушенном состоянии не
более 500 кг/м 3 ;
-
конструкционно-теплоизоляционные (для ограждающих кон
струкций), плотностью 500-900 кг/м 3 ;
-
конструкционные (для железобетона), плотностью 900-1200
кг/м 3 .
- Материалы для ячеистого бетона.
Вяжущим для цементных ячеистых бетонов обычно служит портландцемент. Бесцементные ячеистые бетоны (газо- и пеносиликат) автоклавного твердения изготовляют, применяя молотую негашеную известь. Вяжущее применяют совместно с кремнеземистым компонентом, содержащим двуоксид кремния.
Кремнеземистый компонент (молотый кварцевый песок, речной песок, зола-унос ТЭС и молотый гранулированный доменный шлак) уменьшают расход вяжущего, усадку бетона и повышают качество ячеистого бетона. Кварцевый песок обычно размалывают мокрым способом и применяют в виде песчаного шлама. Измельчение увеличивает удельную поверхность кремнеземистого компонента и повышает его химическую активность.
Обычно, очень экономически выгодно применение побочных продуктов промышленности (зола-уноса, доменных шлаков, нефелинового шлама) для изготовления ячеистого бетона.
Образование пор в растворе может осуществляться двумя способами: химическим, когда в тесто вяжущего вводят газообразующую добавку и в смеси происходят химические реакции, сопровождающиеся выделением газа; механическим, заключающимся в том, что тесто вяжущего смешивают с отдельно приготовленной устойчивой пеной.
Реферат бетоны на пористых заполнителях
... изготовления высокопрочных легких бетонов (имеющих плотность 1600-1800 кг/м3) применяют более прочный пористый заполнитель (с насыпной плотностью 600-800 кг/м3), а пористый песок ... вяжущего вещества происходит реакция газообразования, оно вспучивается и становится пористым. Затвердевший материал называют газобетоном. Ячеистые бетоны по плотности и назначению делят на теплоизоляционные с плотностью ...
В зависимости от способа изготовления ячеистые бетоны делят на газобетон и пенобетон.
- Пенобетон и неавтоклавный метод
Существует несколько технологий производства пенобетона. Подробное рассмотрение технологий и их сравнение будет рассмотрено далее. Технология приготовления пенобетона достаточно проста. В цементно-песчаную смесь добавляется пенообразователь или готовая пена. После перемешивания компонентов смесь готова для формирования из нее различных строительных изделий: стеновых блоков, перегородок, перемычек, плит перекрытия и т.д. Такой пенобетон с успехом можно использовать для заливки в формы, пола, кровли, а также для монолитного строительства.
В отличие от ячеистого газобетона, при получении пенобетона используется менее энергоемкая безавтоклавная технология. Кроме простоты производства, пенобетон обладает и множеством других положительных качеств. Например, в процессе его приготовления легко удается придать этому материалу требуемую плотность путем изменения подачи количества пенообразователя. В результате возможно получение изделий плотностью от 200 кг/м 3 до самых предельных значений легкого бетона 1200-1500.
- Сравнение пенобетона и газобетона
Газобетон имеет два преимущества — он более прочный и на него легче ложится штукатурка. По всем остальным параметрам он уступает пенобетону. Плюс надо учесть, что стоимость оборудования для производства газобетона исчисляется в сотнях тысячах долларов, а оборудования для производства пенобетона стоит около 100 000 рублей.
Пенобетону (в отличие от газобетона) присуща закрытая структура пористости, то есть пузырьки внутри материала изолированы друг от друга. В итоге, при одинаковой плотности, пенобетон плавает на поверхности воды, а газобетон тонет. Таким образом, за счет низкого водопоглощения пенобетон обладает более высокими теплозащитными и морозостойкими характеристиками. Благодаря этим свойствам, пенобетон может использоваться в местах повышенной влажности и на стыках «холод-тепло», т.е. там, где применение газобетона недопустимо.
Пенобетон вообще не впитывает влагу, в отличие от газобетона, имеющего сквозные поры, т.к. структура пенобетона — это скрепленные между собой замкнутые пузырьки — отсюда и название — «пенобетон».
Также, пенобетон, в отличие от газобетона, является экологически чистым материалом.
Из-за перечисленного выше, большинство работ по утеплению кровли, трубопроводов, внешних стен, подвалов и фундаментов проводят с помощью пенобетона. Соответственно, и на перегородки большинство строителей предпочитает использовать пенобетонные блоки.
- Сравнение пенобетона и пенополистирола
Главные преимущества пенобетона перед пенополистиролом: не горюч
в течение 50 лет эксплутационные свойства улучшаются, пенопо-листирол значительно ухудшает свои свойства в течение 10 лет не едят мыши
Ниже представлены результаты исследований пенополистирола: Результаты обследований зданий и сооружений с наружными стенами и покрытиями, утепленными пенополистиролом, показывают, что пенополистирол имеет ряд особенностей, которые не всегда учитываются строителями. Стабильность теплофизических характеристик
Производство пенобетона
... 2:1. Область применения пенобетона: производство строительных блоков, для классического строительства домов и перегородок, монолитное домостроение тепло- и звукоизоляция стен, полов, плит, перекрытий, ... ячеистые, технические условия" подразделяются на два основных типа - неавтоклавный пенобетон и автоклавный газобетон. Различия этих бетонов с точки зрения вторичного использования весьма существенны ...
пенополистирола в условиях эксплуатации зависит от технологии его изготовления и совместимости с другими строительными материалами. Нельзя не учитывать и воздействия ряда случайных эксплуатационных факторов, ускоряющих естественный процесс деструкции пенополистирола. Это подтверждается различными сроками службы, устанавливаемыми отечественными специалистами в пределах от 13 до 80 лет на пенополистирол, чаще всего с одинаковыми физическими свойствами. Зарубежные специалисты устанавливают гарантированный срок службы 15-20 лет. Реже даются гарантии до 30 лет. При этом не исключается возможность более длительной эксплуатации теплоизоляции при ухудшении физических свойств.
До введения новых норм по теплоизоляции стен и покрытий проблема разработки методики не стояла из-за малого объема применения пенополистирола. Например, в трехслойных железобетонных панелях и стенах с гибкими металлическими связями было достаточным принимать толщину пенополистирольных плит 4-9 см в зданиях, возводимых практически по всей России от Краснодара до Якутска. И, как правило, в капитальных жилых и общественных зданиях пенополистирол применялся в редких случаях. Согласно новым нормам, толщину пенополистирольного слоя в стенах и панелях с гибкими металлическими связями приходится увеличивать, соответственно, до 15-30 см. При повышенной толщине утеплителей в стенах возрастают усадочные явления и температурные деформации, что приводит к образованию трещин, разрывам контактных зон с конструкционными материалами, изменяется воздухопроницаемость, паро-проницаемость, и, в конечном итоге, снижаются теплозащитные качества наружных ограждающих конструкций. В северных регионах страны, с коротким холодным летом, стены с увеличенной толщиной теплоизоляции не успевают войти в квазистационарное влажностное состояние, что приводит к систематическому накоплению влаги и ускоренному морозному разрушению, снижению срока службы и более частым капитальным ремонтам.
Чтобы представить последствия влияния химических факторов, было исследовано действие растворителей на пенополистирольные плиты. В качестве химических реагентов использовали бензин, ацетон, уайт-спирит и толуол, т. е. вещества, входящие в состав многих красок, применяемых в строительстве и ремонте. При воздействии указанных веществ в жидком состоянии наступило полное растворение образцов пенополистирола через 40-60 с. В парах (в эксикаторах) полное растворение произошло через 15 сут. Хорошо известно, что пенополистирол имеет низкую огнестойкость. Но главная опасность
для конструкций стен заключается не в низкой огнестойкости пено-полистирола, а в его низкой теплостойкости. До возгорания при 1-80-90°С в пенополистироле начинают развиваться процессы деструкции с изменением объема и выделением вредных веществ. Происходящие локальные пожары в отдельных квартирах домов в результате распространения температурной волны уничтожают утеплитель в стенах рядом расположенных квартир. Проведенные исследования на бетонных, растворных и керамических образцах (30х30х20см) с внутренними полостями, заполненными пенополистиролом (20х20х10см) показали, что их выдерживание при температуре 100-110°С в течение двух часов приводит, практически, к полной деструкции пенополис-тирола с уменьшением в объеме в 3-5 раз. При этом отобранный из полостей газ содержал вредные вещества. Обильное выделение вредных веществ началось при температуре 80°С, характеризующей начало процесса стеклования, и продолжалось до полного расплавления пенополистирола. Некоторая часть газов была поглощена бетоном, раствором, керамикой.
Конструирование утепленной ребристой плиты покрытия с фанерными обшивками
... фанера строительная водостойкая марки ФСФ (принимается по сортаменту). 2.1 Проектирование сборных плит покрытия с деревянным ре б ристым каркасом. 2.1. Исходны Рассчитать и сконструировать утепленную ... ребристую плиту покрытия с фанерными обшивками при следующих данных. Номинальные размеры плиты в плане (из схемы расположения элементов) bхl=1.5 ...
Значительные изменения теплотехнических свойств плит происходят в результате нарушения технологического регламента при производстве строительных работ. Например, на втором году эксплуатации торгового подземного комплекса, построенного на Манежной площади в Москве, сделали вскрытие покрытия, и при этом было обнаружено на большинстве пенополистирольных плит значительное число раковин и трещин. В результате, толщина плит изменилась с 77 до 14 мм. То есть отклонение от проектного значения, равного 80 мм, составило от 4 до 470%. При этом плотность пенополистирола в зоне самой тонкой части плиты увеличилась до 120 кг/м 3 , т.е. более чем в 4 раза, что вызвало изменение коэффициента теплопроводности материала в сухом состоянии с 0,03 до 0,07 Вт/(м2 °С).
Термическое сопротивление теплоизоляционного слоя покрытия в зоне чрезмерной деструкции пенополистирольных плит стало составлять 0,32 м2 °С/Вт, что отличает его от проектного значения, равного 2,7 м20 С/Вт, более чем в 8 раз.
Качества пенополистирола ухудшаются под воздействием 3 факторов:
1. Технологические, влияющие на качество пенополистирола, отрицательное проявление которых может быть зафиксировано в условиях эксплуатации. Например, к беспрессовым пенополистиролам можно отнести неполное соединение гранул между собой, что увеличивает ячеистую более рыхлую структуру. Для всех пенополистиролов
следует отметить время естественного удаления низкотеплопроводного газа из пор и заполнения пор воздухом.
2. Воздействия, возникающие в результате изготовления панелей или
возведения стен. К ним относятся физические нагрузки и вибри
рование, температурные воздействия при прогреве панелей, случайные
воздействия красок и других материалов, содержащих летучие реа
генты, несовместимые с пенополистиролом. Они неизбежны и будут
возникать из-за незнания специфических свойств пенополистирола.
3. Эксплуатационные систематические воздействия, обусловленные
внутренним эксплуатационным режимом помещений и изменчивостью
наружного климата. Т. е. на естественную деструкцию пенополисти
рола и накладываются дополнительно влияние технологических и
эксплуатационных случайных факторов. Поэтому естественный про
цесс старения пенополистирола, медленно происходящий во времени,
сильно ускоряется.
Получается, что свойства пенополистирола меняются от воздействия случайных факторов, и выбор данного материала в качестве утеплителя, экономически не выгоден (при эксплуатации здания более 10 лет) и потенциально опасен.
1.2. Характеристики пенобетона
Легкий пенобетон, имеет хорошую механическую прочность наряду с высокими показателями изоляции при широкой амплитуде плотности.
Некоторые из преимуществ использования легкого пенобетона включают:
-
Низкая цена пенобетона по сравнению с другими материалами
-
Хорошие характеристики теплоизоляции дают преимущества в экономии энергии, при эксплуатации (обогреве и кондиционировании воздуха).
-
С Легкими Композитными и пенобетонами более низкие затраты на строительство, более эффективные строительные проекты.
-
Обработка и перевозка автотранспортом стоят очень мало.
-
Вес бетона меньше от 10 % до 87 % по сравнению со стандартным тяжелым бетоном в зависимости от составов смеси и материалов.
-
Значительное снижение веса приводит к сбережениям в каркасах конструкций, опорах или сваях. Такие сбережения часто кратны фактической стоимости материала.
-
Экономия на перевозке, снижение требуемой грузоподьемности подъемного крана и снижение трудовых ресурсов.
Использование легкого пенобетона в сборном или оболочечном строительстве требует кран меньшей o грузоподьемности, минимальных усилий при монтаже.
Легкий пенобетон можно пилить ручной пилой, обтесывать и забивать гвозди.
легкий пенобетон чрезвычайно легок при разравнивании и его можно использовать как покрытие толщиной до 40 мм.
Использование легкого бетона в строительстве становится все более и более распространенным. Покажем некоторые из типовых областей использования этого бетона в настоящее время.
Этот материал используется на крышах и полах как тепло- и звукоизоляция (то есть сам по себе это не конструкционный материал).
Он также используется для теннисных кортов и заполнения пустот в кирпичной кладке подземных стен, изоляции в пустотелых блоках и любом другом заполнении где требуются высокие изоляционные свойства.
Используется для изготовления сборных блоков и панелей перегородок, покрывающих плит подвесных потолков, тепло- и звукоизоляции в многоуровневых жилых и коммерческих сооружениях бетон этой плотности также идеален для объемного заполнения.
Этот материал используется в бетонных блоках и панелях для наружных стен и перегородок, бетонных плитах для покрытий крыш и перекрытий этажей.
Этот материал используется в сборных панелях любой размерности для коммерческого и промышленного использования, монолитных стенах, садовых украшениях и других областях.
Покрытия полов
Слоем пенобетона скрепляют керамические плитки, плиты мраморного мощения, цементные плитки и т.д. Вообще, пенобетон с плотностью 500 кг/м3 используется, чтобы получить тепло и звукоизоляцию при небольшой нагрузке на структуру.
Минимальная толщина такого покрытия 40 мм.
Перед укладкой материала на существующий пол, поверхность должна быть увлажнена, но не сильно.
Эластичные покрытия полов
Применяется для полов, которые должны быть покрыты ковром, паркетом, виниловыми плитками и т.д. Наиболее подходящая плотность бетона — 1100 кг/м3 с отношением цемента к песку 2:1. Покрытие укладывают и через 24 часа после укладки осторожно штукатурят поверхность вручную или механической кельмой.
Теплоизоляция для крыш
Идеальная плотность для этой цели 500 кг/м3 с составом из цемента и пены. Значения коэффициента теплопередачи K приведены в таблице 3. Минимальная толщина покрытия не меньше 40 мм.
Рекомендуется, чтобы поверхность перед покрытием была чуть влажной.
Заполнение пустот
Для такого использования, нормальная плотность около 400 кг/м3 с составом из цемента и пены. Пустоты заполняются в несколько последовательных слоев по 600-700 мм с выдержкой по крайней мере 12 часов между каждой укладкой.
Кладка из легких блоков
Легкий пенобетон идеальный материал для производства легких блоков для кладки без автоклавного процесса. Плотность, которая обычно используется, варьируется между 600 кг/м3 и 1100 кг/м3 в зависимости от требуемой прочности и необходимой теплоизоляции
Сборные панели
Нормальная плотность принятая для этой области использования изменяется от 1200 кг/м3 до 1600 кг/м3. Выбор плотности обычно зависит от требуемой прочности и размеров, (то есть толщины и т.д).
Там где используются многослойные панели из тяжелого бетона и бетона, желательно после укладки тяжелого бетона сразу же укладывать пенобетон, чтобы сцепление между двумя материалами было однородным.
Пенобетон для перекачивания по трубопроводам
Пена имеет чрезвычайно сильную пузыристую структуру и может выдерживать перекачку насосом до больших высот без потери вовлеченного воздуха.
Наиболее подходящий насос для этой цели типа «squeeze» использующий высокое давление при перекачивании. В некоторых ситуациях винтовые насосы также подходят.
Водопоглощение
Водопоглощение пенобетона небольшое из-за закрытой ячеистой структуры.
Так как многие из свойств газового легкого бетона зависят от успешного процесса выдерживания, ниже приведены некоторые из методов с помощью которых прочность может быть увеличена.
Предел прочности при сжатии
На пределы прочности при сжатии пенобетонов влияют многие факторы, такие как плотность, возраст, содержание влажности, физические и химические характеристики компонентов смеси и их пропорции. Следовательно, желательно составы смеси, тип цемента и песка или других наполнителей держать постоянными. Между плотностью и прочностью существует соотношение. Любое изменение указанных факторов может изменить это соотношение весьма заметно.
Предел прочности при сжатии может быть увеличен при использовании специальных методов выдерживания. Влажное выдерживание имеет большое воздействие на увеличение предела прочности при сжатии. Для пенобетонных блоков желательно их заворачивание в специальный материал для удержания влаги. Можно также их пропаривать.
Пенобетон, имеет линейное увеличение прочности при сжатии в течение 12 месяцев, в отличие от тяжелого бетона прочность которого выравнивается намного раньше.
Предел прочности при сжатии продолжает увеличиваться в дальнейшем из-за реакции с CO 2 , присутствующим в окружающем воздухе. Значительное различие также состоит в том, что пенобетон имеет более высокую скорость выдерживания, чем тяжелый бетон. Если предел прочности при сжатии должен быть высокий ускорение процесса выдерживания может быть достигнуто за счет использования CO2. В частности, это может применяться на заводах выпускающих панели и блоки.
Предел прочности на растяжение
В зависимости от метода выдерживания, предел прочности на растяжение газобетона может составлять 0.25 часть от предела прочности при сжатии с продольной деформацией около 0.1 %.
Предел прочности при сдвиге
Вообще предел прочности при сдвиге различается на 6% — 10% от предела прочности при сжатии. Сдвигающие нагрузки редко бывают в покрытиях крыш и перекрытиях этажей.
Пенобетон, подобно всем цементным материалам имеет явления усадки во время укладки. Степень усадки зависит от разных факторов, таких как тип цемента, метод выдерживания, размер и качество песка, количество цемента в смеси, плотность бетона и водоцементное отношение.
Основная усадка происходит в течение первых 28 дней, после чего она незначительна.
В течение первых 28 дней, если условия изготовления бетона соблюдаются усадка обычно ниже 0.1 %.
Очень часто появление трещин в стенах вызываемые перемещениями основания относят на счет усадки. Если трещина образовалась через 28 дней после укладки бетона, то не за счет усадки.
Коэффициент линейного расширения для пенобетона имеет такое же значение, что и для нормального бетона, то есть 0.000009 на градус по Цельсию. Этот коэффициент важен при использовании бетона на больших площадях крыш, которые подвергаются воздействию тепла и холода.
Пенобетон имеет высокую звукопоглощающую характеристику. В основном, тяжелый бетон имеет тенденцию отклонять звук, в то время как пенобетон поглощает звук. Звуковое пропускание, однако, на обычных стенах может быть выше на 2-3 % по сравнению с тяжелым бетоном. Это связано с тем, что большинство стен оштукатурено и/или покрашено, что отклоняет звук, как в случае с тяжелым бетоном.
С другой стороны пенобетоном хорошо поглощаются низкие шумовые частоты. Поэтому он часто используется как звукоизолирующий слой на плитах конструкционного бетона, чтобы ограничить шумовое пропускание перекрытий в многоэтажных жилых или административных зданиях.
Теплоизоляция одна из лучших характеристик пенобетона.
Из-за ячеистой структуры пенобетон имеет очень низкую теплопередачу. Это означает, что в большинстве случаев использование дополнительной изоляции в полах и стенах ненужно.
Высокое значение изоляции материала становится важным, поскольку экономит энергию при нагревании помещений и кондиционировании воздуха, давая больший комфорт при большой амплитуде климатических условий.
Таблица 3 показывает соотношения между теплопроводностью и различной плотностью бетона
|
Материал |
Плотность кг/м3 |
Ккал/м 2 г0 С |
Относительная стоимость на м3 |
Необходимая толщина в м, чтобы К=0.70 |
Ккал/м 2 г0 С при К=0.70 |
|
Мрамор |
2700 |
2.9 |
3.5 |
||
|
Бетон |
2400 |
1.3 |
2.82 |
1.58 |
40 |
|
Пористый глиняный кирпич |
2000 |
0.8 |
3.4 |
0.97 |
34 |
|
пенобетон |
1600 |
0.5 |
2.52 |
0.61 |
15.7 |
|
пенобетон |
400 |
0.08 |
1 |
0.097 |
1 |
|
Пробка |
100 |
0.03 |
8.72 |
0.038 |
3.2 |
|
Минеральная вата |
100 |
0.032 |
5.8 |
0.040 |
2.37 |
|
Пенополис-тирол |
25 |
0.030 |
3.58 |
0.036 |
1.31 |
|
Пенополис-тирол |
35 |
0.022 |
11.72 |
0.026 |
3.1 |
Тепловая характеристика пенобетона снижает конденсацию от влажности атмосферного воздуха при изменении внешней температуры.
пенобетон полностью нетоксичен.
l — коэффициент теплопроводности
К — коэффициент теплопередачи
Примечание: Смеси с плотностью 300-600 кг/м3 состоят из цемента и пены
Смеси с плотностью 700 кг/м3 и выше состоят из цемента, песка и пены
Во многих частях мира, в новых домах требуется хорошая изоляция стен и потолков для сохранения энергии. В Таблице 4 показана хорошая экономика использования ячеистого пенобетона по сравнению с другими изоляционными материалами.
Пенобетон чрезвычайно огнестоек и, таким образом, хорошо подходит для применения в огнестойких конструкциях. Кроме того, при воздействии интенсивной теплоты, типа паяльной лампы, на поверхность бетона он не расщепляется и не взрывается, как это имеет место с тяжелым бетоном.
В результате этого арматура защищена более долгое время от нагревания. Тесты показывают, что пенобетон толщиной 150 мм защищает от пожара в течение 4 часов.
На испытаниях проведенных в Австралии, наружная сторона панели из пенобетона толщиной 150 мм была подвергнута нагреванию до 1200 0 C, а внутренняя нагрелась только до 460 C после 5 часов испытания.
Требования некоторых стандартов в разных странах по огнестойкости при 4 часовых испытаниях следующие: Италия 133 мм, Новая Зеландия 133 мм, Австралия (EBRS-Ryde) 105 мм.
Все тесты, и Австралийские и международные показывают, что пенобетон превосходит нормальный бетон. Даже при меньшей толщине пенобетон не будет гореть, расщепляться или выделять отравляющие газы, пары или дым.
Ячеистая структура пенобетона требует специальных креплений для прикрепления структурных элементов каркаса и неструктурных элементов.
В этом разделе приведены рекомендуемые крепления для разного применения. Выбор крепежа зависит от требований применения. Следующая информация была дана разными производителями.
Фиксаторы рам и пластиковые заглушки
Фиксаторы для рам обычно относятся к разряду крепежей, включающих пластиковые заглушки различной длины и диаметра с соответствующими винтами. Эти крепежи действуют за счет расширения и сил трения в пенобетоне. Они различаются по диаметру, форме профиля и коэффициенту расширения.
При выборе заглушек необходимо учесть
Определяется диаметр и необходимая глубина заделки в бетон в соответствии с требуемой нагрузкой.
-
Длина крепления определяется с учетом рекомендуемой глубины заделки в пенобетон (толщина штукатурного слоя приравнивается к глубине заделки).
-
Все отверстия в пенобетоне должны быть сделаны высокоскоростными спиральными сверлами подходящими для стали или дерева (шлямбуры использовать не нужно).
-
Расстояния от края стены и между креплениями берется согласно рекомендациям изготовителей. Глубина отверстия должна приниматься также по рекомендациям изготовителей крепежа с дополнительным допуском на обламывание края отверстия.
-
Головка крепления должна быть выбрана такой, чтобы обеспечить хороший внешний вид. Обычно берутся с потайной головкой для крепления деревянных изделий или шестигранная для металлических профилей.
Механические крепежи
Этот класс, включает крепежи, которые действуют не на основе сил трения. Выбор крепления зависит от области применения.
|
Показатель |
Ед. изм. |
Кирпич строительный |
Строительные блоки |
Пенобетон |
||
|
глин. |
силик. |
керамзит |
газобетон |
|||
|
Плотность |
кг/м 3 |
1550-1750 |
1700-1950 |
900-1200 |
300-1200 |
300-1200 |
|
Масса 1 м 2 стены |
кг |
1200-1800 |
1450-2000 |
500-900 |
90-900 |
90-900 |
|
Теплопроводность |
Вт/мК |
0.6-0.95 |
0.85-1.15 |
0.75-0.95 |
0.07-0.38 |
0.07-0.38 |
|
Морозостойкость |
цикл |
25 |
25 |
25 |
35 |
35 |
|
Водопоглощение |
% по ^массе |
12 |
16 |
18 |
20 |
14 |
|
Предел прочности при сжатии |
МПа |
2.5-25 |
5-30 |
3.5-7.5 |
0.5-25.0 |
0.25-12.5 |
|
Марка бетона по средней |
|||||||
|
плотности в сухом |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
|
состоянии |
|||||||
|
Пределы отклонения средней плотности бетона в |
351- 450 |
451-550 |
551-650 |
651-750 |
751-850 |
851-950 |
951-1050 |
|
сухом состоянии, кг/м |
|||||||
|
Коэффициент |
|||||||
|
теплопроводности бетона в |
0.1 |
0.12 |
0.14 |
0.18 |
0.21 |
0.24 |
0.29 |
|
сухом состоянии не более, |
|||||||
|
Вт/(мК) |
|||||||
|
В2 |
В2 5 |
||||||
|
Класс бетона по прочности на сжатие |
В0.5 В0.75 |
В0.75 В1 В1.5 |
В1 В1.5 В2 |
В1.5 В2 В2.5 |
В2.5 В3.5 |
В3.5 В5 |
В5 В7.5 В10 |
|
В5 |
В7.5 |
||||||
|
Средняя прочность на |
1.1 |
1 .4 |
2.2 |
2.9 |
3.6 |
7.2 |
|
|
сжатие (при коэффициенте |
0.7 |
1. 4 |
2.2 |
2.9 |
3.6 |
5.0 |
10.7 |
|
вариации Уп=17%) не менее, |
1.1 |
2. 2 |
2.9 |
3.6 |
5.0 |
7.2 |
14 .3 |
|
МПа |
7.2 |
10.7 |
Сравнительная таблица конструкций стен из пенобетона и керамического кирпича
|
№ |
Наименование |
Материал |
||
|
Керамический кирпич |
Пенобетон |
|||
|
1 |
Объемный вес, кг/м 3 |
1800 |
500 |
400 |
|
2 |
Размер, мм высота длина ширина |
250 120 65 |
200 400 600 |
200 400 600 |
|
3 |
Объем шт в м 3 |
0,00195 |
0,048 |
0,048 |
|
4 |
Коэффициент теплопроводности (сух) (Ь), Вт/м*°С |
0,80 |
0,12 |
0,10 |
|
5 |
Количество, шт в 1м 3 |
513 |
21 |
21 |
|
6 |
Количество, шт в м 2 стены в 1 кирпич |
33 |
13 |
13 |
|
7 |
Вес, шт/кг |
3,51 |
24 |
19,2 |
|
8 |
Толщина стены, м для К=2.0 |
1,45 (с учетом р-ра) |
0,24 |
0,20 |
|
9 |
Количество шт, для заданной К |
744 |
5 |
4 |
|
10 |
Масса 1 м стены, кг (при заданной толщине) |
2610 |
120 |
80 |
|
11 |
Трудозатраты на 1 м 2 стены, чел/час |
7,19 |
1,20 |
1,00 |
1.3. Требования к песку и воде
Для приготовления бетонных смесей используют водопроводную питьевую, а также любую воду, имеющую водородный показатель рН не менее 4, т.е. не кислую, не окрашивающую лакмусовую бумагу в красный цвет. Вода не должна содержать сульфаитов более 2700мг/л и всех солей более 5000мг/л.
Модуль крупности (см. словарь) используемого песка должен быть не более 2. Песок не должен содержать глинистых примесей более 3% от массы, т.к. глина, обволакивая зерна песка препятствует сцеплению его с цементным камнем.
В производстве пенобетона допустимо и рекомендуется использование золы-уноса ТЭС (см. словарь).
При её использовании можно снизить количество используемого цемента до 30% без потерь качества конечной продукции.
1.4. Области применения пенобетона
- Область применения пенобетона
производство строительных блоков, для классического строительства домов и перегородок монолитное домостроение
тепло- и звукоизоляция стен, полов, плит, перекрытий заполнение пустотных пространств — пенобетон очень текуч, и им можно заполнять любые пустоты, даже в самых труднодоступных местах через небольшие отверстия (подоконники, трубы и т.п.) теплоизоляция крыш, пенобетон низкой плотности дает превосходные тепловые свойства изоляции
заполнение траншейных полостей, пенобетон не оседает, не требует виброуплотнения и имеет превосходные характеристики по распределению нагрузки, обеспечивая заполнение высокого качества
использование в туннелях, пенобетон используется, чтобы заполнить пустоты, которые возникают при прокладке туннелей теплоизоляция трубопроводов (как при производстве труб, так и, непосредственно, на объектах в специальную опалубку)
- Использование пенобетона для заливки полов и крыш
Одной из самых трудоемких операций в строительстве является создание выравнивающих цементно-песчаных стяжек. Из-за высокой средней плотности таких стяжек (около 2000 кг/м 3 ), увеличиваются нагрузки на перекрытия, стены и фундаменты зданий. Из-за сравнительно высокого коэффициента теплопроводности (0,6 Вт/(м2 С)), полы, которые впоследствии делаются на таком основании, получаются «холодные». Значительно облегчает работу и улучшает характеристики теплопроводности и веса применение пенобетонных стяжек плотностью около 700 кг/м3 . В этом случае нагрузки уменьшаются на 60%, повышается звукоизоляция за счет пористой структуры пенобетона, температура на поверхности основания повышается на 2-5°С за счет уменьшения коэффициента теплопроводности в 2-2,5 раза, что значительно увеличивает комфортность пола.
Предварительно на полу должны быть сделаны лаги. Максимальный размер пространства без лагов, куда заливается пенобетон 2×2 метра. У пенобетона низкие показатели самовыравнивания и текучести, поэтому после заливки пола, поверхность надо выравнивать планками по направляющим. Ухаживают за залитым пенобетонным
полом или крышей, как и за обычным бетонным — поливают и не пересушивают.
Важно: заливаемую пенобетоном поверхность необходимо увлажнить, для предотвращения усадки и появления трещин. Также, для предотвращения появления трещин, используют полипропиленовую фибру. Обычно её добавляют от 0,5 до 1 кг на 1 м 3 пенобетонной смеси.
После вставания пенобетона можно наносить верхний армирующий слой. Это может быть половая плитка, самовыравнивающая смесь (Бетонит, Плитонит и т.п.) или, что предпочтительней, паркет, дерево, ламинат. Толщина слоя пенобетона для основания полов составляет 30-50 мм. Возможно нанесение слоя до 100 мм. Наименьшая толщина слоя пенобетона при укладке его по плитам перекрытия составляет 30 мм. Конструкция пола рассчитывается и проектируется для каждого конкретного объекта, в зависимости от его назначения.
Для устройства полов и потолков пенобетон должен отвечать требованиям ГОСТ 25485 — 89 «Бетон ячеистый», а качество поверхности полов соответствовать требованиям ГОСТ 13.015.0 — 83. Значительно сокращает время вставания и, соответственно, ускоряет работу ускоритель твердения.
- Использование пенобетона для теплоизоляции трубопроводов
Пенобетон на протяжении более полувека эксплуатировался в самых суровых условиях — это монолитная теплоизоляция трубопроводов бесканальной прокладки, свыше 6000 км в условиях болот, где строительные конструкции разъедаются гуминовыми кислотами, блуждающими токами и солевыми растворами. Трубы разрушаются, а пенобетон не теряет ни сплошности, ни прочности, ни теплоизоляционных свойств, не говоря уже о том, что это самый экологически чистый материал. Сверх этого, пенобетон пассивирует металл от коррозии, т.к. создает повышенную щелочность (рН) его поверхности.
На сегодняшний день стандартных методов заливки теплоизоляционного слоя для уже смонтированных трубопроводов не существует, но, по нашим данным, несколько фирм ведут такие разработки, и в скором времени, можно ожидать появления нескольких видов съемной опалубки.
2. Оборудование для производства пенобетона
2.1. Методы получения пенобетона и общий обзор видов оборудования
Способ приготовления формовочных пенобетонных масс зависит от принятой технологии и вида применяемого пенообразователя.
Приготовление пенобетонной смеси, независимо от метода вспенивания, основано на получении гетерогенной системы газ-жидкость-твердое и может быть организовано несколькими способами.
Согласно первому способу, специально приготовленную технологическую пену смешивают с цементным тестом или цементно-песчаным раствором, а затем, при интенсивном перемешивании массы, получают ячеистобетонную смесь, в которой и твердение вяжущего фиксирует структуру материала (классическая схема).
Во втором варианте по технологии «сухой минерализации» пены приготовление смеси производят путем совмещения сухих компонентов с низкократной пеной, непрерывно подаваемой пеногене-ратором. При этом, по мнению А.П.Меркина, происходит «бронирование единичного воздушного пузырька частицами твердой фазы и отсасывание воды из пены». Так образуется высокоустойчивая пено-бетонная масса с малым количеством свободной воды. На поверхности пенных пузырьков сорбируются (втягиваются в пленку ПАВ) мелкие и гидрофильные частицы твердой фазы. Высокая насыщенность ПАВ поверхности раздела «воздушная пора — дисперсионная среда» предопределяет формирование гладкой глянцевой поверхности стенок пор. Формируется плотный припоровый слой толщиной 12-30 мкм — слой, называемый зоной подкрепления. В условиях эксплутационных нагрузок на пенобетон объем единичной поры работает как арка и
плотный припоровый слой пенобетона «сухой минерализации» может рассматриваться как армированный нижний пояс конструкции.
Перспективна баротехнология производства ячеистобетонной смеси, предусматривающая насыщение массы в герметичном смесителе сжатым воздухом и последующую выгрузку смеси в формы, где в результате перепада давлений происходит вспучивание. По этому способу в смесь вводят воздухововлекающие добавки ПАВ и применяют специальный герметичный смеситель.
Другие способы приготовления пенобетонных смесей, описанные в литературе, не нашли широкого практического применения, хотя заложенные в них принципы имеют перспективу.
В технологии изготовления пенобетонных смесей могут быть использованы дополнительные операции, направленные на оптимизацию гранулометрического состава компонентов сырьевой смеси, регулирование пористой структуры смеси, одновременное применение пено- и газообразователей, комплексное использование ПАВ с пластифицирующим эффектом и функциональных добавок, например, ускоряющих структурообразование при твердении вяжущего или стабилизирующих структуру пенобетонной смеси.
Следовательно, при выборе способа производства пенобетонных смесей следует исходить из того, какие характеристики заданы для материала, от возможности предприятия в приобретении необходимого оборудования, а также от вида сырьевых материалов и ряда других исходных условий организации производства.
Ниже приведены наиболее распространенные схемы производства пенобетонных смесей. Классическая схема
Сущность способа заключается в смешении пены с растворной смесью. Концентрат пенообразователя и часть воды дозируют по объему, затем их смешивают с получением рабочего раствора пенообразователя. Рабочий раствор пенообразователя поступает в пено-генератор для получения пены. Вторую часть воды дозируют по объему, цемент и песок — по массе и из них изготавливают растворную смесь. В пенобетоносмеситель подается пена из пеногенератора и растворная смесь. Пенобетонная смесь, приготовленная в пенобето-носмесителе, насосом транспортируется к месту укладки в формы или монолитную конструкцию. Пенобаротехнология
Сущность способа заключается в поризации под избыточным давлением смеси всех сырьевых компонентов. Концентрат пенообразователя и воду дозируют по объему, цемент и песок — по массе (или
дозируется по массе специально изготовленная сухая смесь из сухого пенообразователя, цемента и песка).
Все компоненты подают в пенобаробетоносмеситель, куда компрессором нагнетается воздух, создавая внутри давление. Пенобетонная смесь, полученная в пено-баробетоносмесителе, под давлением транспортируется из смесителя к месту укладки в формы или монолитную конструкцию.
стадия формования изделий из пенобетонных смесей осуществляется с соблюдением основного условия — получение поризованной массы с хорошо организованной пористостью.
2.2. Оборудование с пеногенератором
Мы рассмотрим данный тип оборудования на примере пеногенератора Санни-ПГ150, предлагаемый фирмой СТРОЙ-БЕТОН тел: (812) 541-91-45, 541-91-46, 541-91-47).
-
Назначение: пеногенератор предназначен для выработки пены, на
основе которой последует производство пенобетона в любой раст
воромешалке (растворном узле).
-
Устройство и принцип работы: пеногенератор состоит из ниж
него бака для смеси вода/пенообразователь, верхнего бачка для
пенообразователя, впускных и регулирующих вентилей и вы
пускной трубы генерирующей пену. Пеногенератор подключается
к воде (при отсутствии централизованной подачи воды, возможно
ручное заполнение ведрами через верхний бачок), через верхний
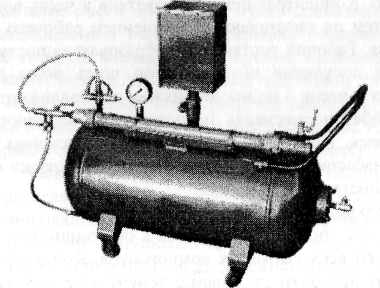
бачок заливается пенообразователь (рекомендуется Ареком, но возможно использование любого другого пенообразователя, включая самостоятельно приготовленные).
После этого компрессор подает давление и начинается выход пены через трубу генерирующую пену. При помощи вентилей возможна регулировка фактуры получаемой пены — от мелких закрытых пор (менее ОД мм), до пены с крупными порами.
3. Конкурентные преимущества пеногенератора Санни-ПГ150:
высокая производительность, 200 литров в минуту работа на любом типе пенообразователя (рекомендуемый пенообразователь Ареком, но можно работать даже на самостоятельно изготовленных пенообразователях. Рецепт пенообразователя прилагается)
возможность совместной работы с растворомешалкой, штукатурной станцией или растворным узлом (рекомендуемый смеситель должен быть принудительного типа, т.е. с лопатками) возможность использования цемента марки 400 для производства пенобетона
возможность регулировки плотности пены простота в обращении и очень высокая надежность возможность работы при отсутствии водопровода (воду можно заливать ведрами)
предоставление, вместе с пеногенератором, всей информации о производстве пенобетона
бесплатное обучение на действующем производстве, до тех пор, пока клиент не подпишет бумагу об окончании обучения помощь в сертификации получаемого пенобетона последующее неограниченное консультирование нашим технологом по телефону
Покупая этот пеногенератор, Вы получаете надежное оборудование, на базе которого Вы сможете создать масштабируемое производство пенобетона любых марок от 200 до 1800.
4. Цена пеногенератора Санни-ПГ150 указана в прайс-листе
производителя.
5. Характеристики:
|
Обслуживающий персонал |
1 человек |
|
Масса в незагруженном состоянии |
80кг |
|
Производительность пены |
200 литр/1 мин |
|
Габариты |
1300x700x800 мм |
|
Объем рабочей емкости |
150 литров |
|
Рабочее давление воздуха |
7 атм. |
|
Напряжение питания |
220В |
|
Кратность пенообразования не менее |
30 |
|
Диапазон регулировки плотности пены в пределах |
10-500 грамм/литр |
|
Потребляемая мощность КВт/час |
5 КВт (компрессор) |
-
Необходимое дополнительное оборудование: компрессор К-2
или любой другой производительностью не менее 0,6 м 3 в минуту
и давлением не менее 7 атм. Рекомендуемый российский комп
рессор К-2, который проверен на производстве (за 2 года ни одной
остановки) и также поставляется фирмой СТРОЙ-БЕТОН.
-
Схема организации производства пенобетона с использова
нием пеногенератора
Для открытия производства пенобетона с использованием пеногенератора необходим следующий комплект: пеногенератор компрессор
растворомешалка принудительного типа, желательно сделанная специально для пенобетона (описание подобной ниже) героторный насос для подачи пенобетонной массы в нужное место
В растворомешалке подготавливается раствор, потом в неё подается пена из пеногенератора и после перемешивания геротор-ным насосом перекачивается в нужное место (в формы или опалубку).
Данный метод производства отличается высокой производительностью, низкой себестоимостью пенобетона. Также, пеногенератор легко встраивать в существующие бетонные производства без дополнительных затрат.
При использовании специальной растворомешалки можно обойтись без героторного насоса. Описание подобной мешалки идет ниже.
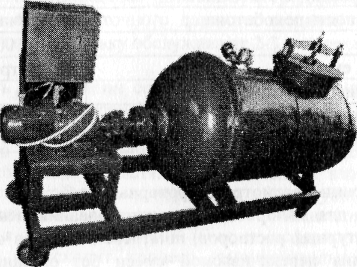
Смеситель принудительного типа Санни-СМ500 — (СТРОЙ-БЕТОН
тел: (812) 541-91-45, 541-91-46, 541-91-47).
-
Назначение: смеситель предназначен для создания раствора, и
перемешивания его с пеной получаемой в пеногенераторе. После
этого, полученная пеномасса может подаваться по шлангу в нуж
ное место без использования героторного насоса, под действием
давления. Смеситель Санни-СМЗОО мобильный, на колесах и его
легко можно перемещать по производству или строительным
объектам. Смеситель может использоваться для получения пено
бетона, как штукатурная станция или для получения высокока
чественного раствора.
-
Устройство и принцип работы: смеситель состоит из моторного
блока, цистерны внутри которой расположен специальный разме
шивающий механизм, вентиля для подачи давления и крана для
выпуска пенобетонной смеси.
-
Конкурентные преимущества смесителя Санни-СМ500:
производительность 4 м 3 /час
не нужен героторный насос, смесь можно подавать на расстояние до 10 метров под избыточным давлением
универсальность — можно получать пенобетон, раствор для штукатурки и кладки.
возможность получать пенобетон любой плотности на 400-м цементе (с использованием пеногенератора) простота в обращении и очень высокая надежность
4. Характеристики:
|
Обслуживающий персонал |
2 человека |
|
Масса в незагруженном состоянии |
450кг |
|
Производительность пенобетона |
3-4 м 3 /час |
|
Габариты |
2000×1 000×1 200 мм |
|
Объем рабочей емкости |
500 литров |
|
Рабочее давление воздуха |
0,8 атм. |
|
Напряжение питания |
380В |
|
Потребляемая мощность КВт/час |
5 КВт |
И, в заключении, рассмотрим героторный насос:
-
Назначение: для напорного транспортирования пенобетона, ма
лярных и штукатурных растворов, шпатлёвок, шламов и т.д. За счет
транспортирования перекачиваемой смеси без оказания на смесь
какого-либо давления, героторный насос идеально подходит для пере
качки пенобетона. Пена в пенобетонной массе полностью сохраняется.
Насос перекачивает все, что течет: мало или высоко вязкие жидкости с
волокнами или твердыми частицами размером до 5 мм.
-
Устройство и принцип работы: основан на применении геро-
торного механизма, где ротор (винт) совершает планетарное движение
в статоре (обойме) с вытеснением объема транспортируемой среды,
находящейся в замкнутых полостях между ротором и статором.
2.3. Установки кавитационного типа (с баросмесителями)
Мы рассмотрим данный тип оборудования на примере установки Санни-014, предлагаемый фирмой СТРОЙ-БЕТОН (\у\у\у.1Веюп.ш. тел: (812) 541-91-45, 541-91-46, 541-91-47).
-
Назначение: Установка предназначена для производства стено
вого и перегородочного пеноблока, а, также, применяется для
утепления крыш, труб, заливки полов и заливки в опалубку
непосредственно на месте строительства.
-
Устройство и принцип работы: установка включает в себя
бетоносмеситель, двигатель, приборную панель — все это жестко
закреплено на станине. Установка мобильна, легко перемещается
по цеху и строительному объекту, умещается на строительном
поддоне и в прицепе легкового автомобиля. Загрузка компонентов осуществляется вручную через горловину. Под давлением происходит процесс образования пеносмеси. Подача к месту укладки осуществляется шлангом, (длиной 5 метров, прилагается к установке) за счет избыточного давления создаваемого в пенобето-носмесителе. Установку обслуживают 2-3 человека.
-
Сущность технологии состоит в возможности получения пено
бетона с мелкодисперсной замкнутой пористостью в одну стадию.
Диаметр подавляющего большинства пор менее 0,8 мм. Процесс
поризации осуществляется в турбулентно-кавитационном смеси
теле, снабженном лопастями минимального аэродинамического
сопротивления. Во время поризации за движущимися лопастями
со специальными насадками образуются кавитационные каверны,
давление в которых на 15-20% ниже атмосферного. Из-за разницы
давления происходит процесс самопроизвольного засасывания
воздуха в смесь, с образованием и равномерным распределением
по объему смеси мельчайших пузырьков воздуха, которые стаби
лизируются пенообразователем и армируются частицами цемента
и песка. Высокая устойчивость пенобетонной смеси к усадке и
расслоению, недостижимая при применении других технологий,
объясняется условиями формирования пузырьков воздуха при
пониженном давлении. После прекращения процесса поризации,
давление возрастает до атмосферного и дополнительно сжимает
пузырьки. В результате, впервые в мировой практике получен пе
нобетон, водонасышение которого не превышает 10%.
-
Комплектность: Для начала работы необходимо: установка
Санни, компрессор К-11, напряжение питания 380В и все. На
ладки установка не требует и можно приступать к работе сразу
после подключения ее к сети питания.
-
Конкурентные преимущества данной установки: Отсутствие
пеногенератора сокращает стоимость оборудования, при получе
нии продукции такого же качества. В производственном процессе
используется безопасное давление (до 1 кг/м 2 ) вследствие чего от
падает необходимость сертификации данного производства. Также
не требует сертификации получаемая на данной установке про
дукция. Необходимо получение гигиенического сертификата на
получаемую продукцию. Установка отличается низкой энерго
емкостью, мобильна при достаточно высокой производительности.
Простота эксплуатации. Ремонтопригодна даже для неспециа
листа.
6. Цену установки можно посмотреть в прайс-листе производителя.
8. Характеристики:
|
Объем рабочей емкости |
0,14м 3 |
|
Один цикл получения 140 л пеномассы занимает |
4-5 минут |
|
Дальность подачи раствора по вертикали |
5 м |
|
Дальность подачи раствора по горизонтали |
20м |
|
Рабочее давление воздуха |
0,65 кг/см 2 |
|
Габаритные размеры |
1300x700x1250 мм |
|
Мощность |
ЗкВт |
|
Напряжение |
380В |
|
Масса |
150кг |
9. Минимальная площадь помещения необходимая для производства 10 м 3 в смену — 200 м2 .
Пеномассу, получаемую в установке, можно разливать как в опалубку непосредственно на строительстве, так и в специальные формы для получения пенобетонных блоков.
2.4. Сравнение методов производства и рекомендации по выбору оборудования
Рассмотрим важный вопрос для всех тех, кто собирается создать производство пенобетона или расширить его: «Какое оборудование выбрать — с пеногенератором или мобильную установку с баро-смесителем». Все предыдущие обзоры такого рода были, на наш взгляд, необъективны, т.к. фирмы лли люди, которые их писали, рекламировали свой вид оборудования.
Статья будет состоять из описания каждого вида оборудования, его плюсов и минусов и заключительной части с выводом.
1. Мобильное оборудование с баросмесителем (на примере уста
новки Санни-014)
плюсы:
- дешевизна, нужна только установка и компрессор мобильность, за счет малого веса (170 кг) и малых размеров (высота — 1300 мм, ширина — 700 мм, длина — 1250;
- легко перемещается в прицепе легкового автомобиля и по при заливке полов, установку легко можно перетаскивать из комнаты в комнату.
возможность работы с установкой даже неквалифицированного рабочего
простота в обслуживании и ремонте минусы:
«плавающая» плотность пенобетона, трудно получить пенобетон фиксированной плотности при больших объемах малая производительность
невозможность внедрения в существующие бетонные производства
более высокий расход пенообразователя более высокие требования к цементу, только 500ДО более высокие требования к пенообразователю, категорически не подходят дешевые и самостоятельно приготовленные пенообразователи
2. Оборудование на базе пеногенератора (на примере пеноге-
нератора Санни-ПГ150)
плюсы:
высокая производительность
возможность внедрения на существующие бетонные производства возможность получения пены со стабильной плотностью работа на любом типе пенообразователя (рекомендуемый пенообразователь — Ареком, но можно работать, даже на самостоятельно изготовленных пенообразователях. Рецепт пенообразователя прилагается) меньший расход пенообразователя
возможность работы совместно с растворомешалкой, штукатурной станцией или растворным узлом (рекомендуемый смеситель должен быть принудительного типа, т.е. с лопатками) возможность использования цемента марки 400 для производства пенобетона возможность регулировки плотности пены
простота в обращении и очень высокая надежность минусы:
при условии начала производства «с нуля», более высокие начальные затраты на открытие производства
затруднения с использованием в качестве мобильного оборудования
Заключение:
Мобильные установки с баросмесителями хорошо подходят для открытия небольших производств с ограниченным бюджетом и малого коттеджного строительства. Для создания производства пенобетона на базе существующих бетонных производств, или создания производств со средней или большой производительностью, пеногенератор оказывается более экономичным вариантом и позволяет снизить себестоимость продукции.
2.5. Разборные Формы или резательные установки — сравнение и перспективы использования
Независимо от способа производства пенобетона, полученный пенобетон надо куда-либо разливать. Возможные варианты перечислены в разделе «Области применения пенобетона». Значительную часть производимого пенобетона разливают в специальные формы для получения блоков. Полученные блоки можно использовать в строительстве, как для перегородок, так и для основных стен.
На данный момент на большинстве производств применяется один из двух методов получения блоков: заливка в формы и разрезание большого массива. Рассмотрим плюсы и минусы обеих технологий.
Разливка по формам (кассетная технология):
плюсы:
простота производства
при объеме до 20 м 3 в день, гораздо меньшие вложения в оборудование
возможность постепенного наращивания объемов производства без больших вложений
возможность производства уникальных блоков (пазогребневых и т.п.)
минусы:
малая производительность
не технологичное, ручное производство
менее точные размеры
менее привлекательный внешний вид продукции
Разливка в массивы с последующей разрезкой:
точные размеры
большой объем производства
простота наращивания объемов производства
меньшее количество ручного труда
минусы:
высокая цена
возможные поломки оборудования
большое количество отходов
Так же, как и в случае с пеногенератором и баросмесителем, рекомендации зависят от объема производимой продукции. При производстве до 20 м~ пенобетона в день предпочтительнее использовать кассетную технологию (разливать в формы), при больших объемах можно порекомендовать использовать резательную технологию.
3.2.3 Расчет экономической целесообразности открытия производства пенобетона
Ниже приведен типовой бизнес-план открытия пенобетонного производства. На основе это расчета, можно сделать вывод, что на сегодняшний день производство пенобетона имеет очень высокую степень рентабельности.
Бизнес-план создания производства пенобетона
Цены и расходы, зависящие от региона:
|
Расход |
Сумма, руб. |
|
Стоимость цемента М500ДО за 1 тонну |
1600 |
|
Стоимость 1 тонны песка с доставкой |
140 |
|
Зарплата 1 работника в месяц |
5000 |
|
Зарплата мастера смены в месяц |
8000 |
|
Зарплата бухгалтера в месяц |
8000 |
|
Аренда помещения |
30000 |
|
Стоимость электроэнергии, за 1 КВт |
2 |
|
Стоимость отопления за месяц (т.к. отопление нужно 7 месяцев в году, то берем не полную сумму, а 7/12 от суммы за год) |
7000 |
|
Прочие коммунальные платежи, в месяц (уборка мусора, оплата воды и т.п.) |
2000 |
|
Прочие расходы, в месяц |
1500 |
Налоги не учитываем, т. к. выбираем упрощенную схему налогообложения с оплатой 6% от оборота. Расчет будет ниже.
Параметры производства:
|
Производительность, м 3 /сутки |
10 |
|
Количество рабочих дней в месяц |
30 |
|
Рыночная (отпускная) цена, руб/м 3 |
1450 |
|
Количество рабочих |
7 |
|
Количество мастеров |
1 |
|
Количество бухгалтеров |
1 |
|
Расход электричества в день, КВт |
36 |
Капитальные вложения:
|
Название вложения |
Кол-во |
Цена, руб. |
Сумма, руб. |
|
Установка Санни-014 |
1 |
96000 |
96000 |
|
Компрессор К- 11 |
1 |
12800 |
12800 |
|
Высокоточная, универсальная форма 500x300x100(200), 1 м 3 |
10 |
38000 |
380 000 |
|
Погрузчик 2 тонны |
1 |
192 000 |
192 000 |
Итого: 680 800
Стоимость материалов необходимых для производства 1 м 3 пенобетона, плотность 800 кг/м3
|
Наименование |
Кол-во/ 1м 3 |
Цена, руб. |
Сумма, руб. |
|
Цемент М500ДО, кг |
333 |
2 |
533 |
|
Песок, кг |
400 |
0,14 |
56 |
|
Пенообразователь Ареком-4, литров |
1 |
38 |
38 |
|
Смазка форм Компил, литр |
1 |
18 |
18 |
|
Ускоритель твердения Простон-Д18, кг |
1 |
28 |
14 |
659
Итого:
Расходы на производство пенобетона в месяц
|
Статья расхода |
Итого, руб |
|
Материалы для производства за месяц |
197 640 |
|
Зарплата работников |
35000 |
|
Зарплата мастеров |
8000 |
|
Зарплата бухгалтеров |
8000 |
|
Налоги (6% с оборота) |
13700 |
|
Аренда |
30000 |
|
Отопление |
7000 |
|
Прочие коммунальные платежи, в месяц (уборка мусора, оплата воды и т. п.) |
2000 |
|
Электричество |
68 |
|
Прочие расходы, в месяц |
1500 |
302 908
Расчет окупаемости:
|
Статья |
Сумма, руб. |
|
Затраты на открытие производства |
680 800 |
|
Выручка от продажи пенобетона в месяц |
435 000 |
|
Ежемесячные расходы |
302 908 |
|
Чистая прибыль в месяц без затрат на открытие |
132 092 |
|
Срок окупаемости, месяцев |
5,15 |
Итак, мы получили, что производство пенобетона окупается за 5,15 месяцев. Если объем производства будет больше, то производство окупится
3. Химикаты для производства пенобетона
3.1. Пенообразователи (виды, отличия, варианты приготовления и использования)
В настоящее время выпускается множество различных пенообразователей. Мы рассмотрим: каких они бывают типов, их отличия друг от друга и требования к пенообразователям, применяемым в производстве пенобетона.
Любой пенообразователь, существующий на рынке производства пенобетона должен удовлетворять
технико-экономические
Расход пенообразователя в денежном выражении не должен превышать 2$ на 1 кубический метр производимого пенобетона. При превышении этого показателя его применение становится экономически нецелесообразным из-за большого влияния на себестоимость продукции. Причем, является очевидным, что более дорогие пенообразователи не увеличат качество продукции на увеличенную стоимость.
постоянство свойств, независимо от партии Пенообразователь должен иметь одинаковые характеристики, независимо от партии и времени выпуска. В противном случае понадобится постоянная перенастройка технологического процесса производства или, если ее не делать, продукция будет получаться пониженного качества.
достаточный срок хранения
Пенообразователь должен иметь срок хранения не меньше 1 года. Если срок хранения меньше, то придется покупать пенообразователь маленькими партиями и постоянно докупать новые. Это может быть проблематичным, в связи с большим временем доставки по железной дороге и удаленностью некоторых производств. Также, при окончании строительного сезона и значительном снижении объема производства, невостребованный пенообразователь может вообще испортится до следующего сезона.
малый расход
Расход пенообразователя не должен превышать 1,5 литров на 1 м 3 производимого пенобетона. Это необходимо по двум причинам. Первая: для большего количества продукции получаемой из одной загрузки пеногенератора. Вторая: для меньшего влияния на процесс твердения пенобетона. Как известно, при большом количестве пенообразователя использованного для приготовления пенобетона, может увеличиваться время затвердевания пенобетона, понижаться его прочность, увеличиваться усадка.
простота приготовления
Пенообразователь не должен быть многокомпонентным. Увеличение количества составляющих усложняет процесс приготовления рабочего раствора пенообразователя и снижает точность дозирования составляющих. Однокомпонентные пенообразователи имеют преимущества, особенно, при использовании в строительных условиях. А во избежание засорения трубопроводов и накопления осадка в рабочих емкостях, необходимо, чтобы пенообразователь был хорошо растворим в воде.
высокая кратность и стойкость
Кратность пенообразователя и стойкость пены — это основные физические свойства технической пены, которые характеризуют качество пенообразователя. Они зависят от вида пенообразователя, пены, которые в значительной мере влияют на физико-механические свойства поризованного бетона. Кратность пенообразователя, должна быть не менее 10. Это необходимо для уменьшения отрицательного действия пенообразователей на гидратацию вяжущего. Кратность пенообразователя определяется по простой формуле: надо объем полученной пены разделить на объем исходного пенообразователя. Зачастую пенообразователи поставляются в концентрированном виде и требуют разбавления водой. Тогда кратность определяется: объем полученной пены деленный на объем исходного водного раствора. На прочность пенобетона оказывает влияние количество вводимой в поризуемую смесь воды с пеной, которая приводит к дополнительному образованию капиллярных пор. Уменьшение В/Т (водо-твердое соотношение см. словарь) в поризуемом растворе изменяет значение С, что приводит к увеличению плотности получаемого пенобетона. Поэтому, в технологии пенобетона некоторые производственники используют относительно высокое значение В/Т. За счет такого технологического приема, увеличивая значение С, представляется возможным получить пенобетон меньшей плотности, уменьшая отрицательное воздействие пенообразователя на гидратацию вяжу-
щего. Использование пен высокой кратности (так называемых условно «сухих пен») приводит к перераспределению воды из твердеющего раствора в межпленочные слои пузырьков пены. Такой эффект наблюдается при использовании определенных видов пенообразователей и пен повышенной вязкости.
соответствие санитарно-гигиеническим нормам
Пенообразователи должны быть нетоксичны, невзрывоопасны и, согласно классификации по ГОСТ 12.1.007-76, относится к 3, 4-ому классу малоопасных веществ, и отвечать санитарно- и радиационно-гигиеническим требованиям. Биоразлагаемость разрабатываемых ПО должна удовлетворять требованиям предъявляемых при использовании ПАВ (поверхностно активных веществ) в производстве материалов.
достаточная стойкость пены в растворе
Это один из важнейших показателей качества технической пены. Этот технологический параметр характеризуется коэффициентом стойкости пены в цементном тесте при лабораторных исследованиях, а в производственных условиях, коэффициентом использования пены. Значение этих коэффициентов отображает не только совместимость технической пены со средой твердеющего раствора, но и показывает объемную долю использования пены в приготовлении поризованного раствора. В лабораторных исследованиях определение коэффициента стойкости пены производится вручную при смешивании в течение 1 минуты в равных объемах (1л) цементного теста (В/Ц=0,4) и пены, с последующим измерением полученного объема поризованного теста. Коэффициент стойкости пены в цементном тесте рассчитывают как результат среднего арифметического трех замеров. Проще говоря, берется 1 литр пены и 1 литр цемента. В течение 1 минуты они перемешиваются, и после этого измеряется объем полученной пеномассы. Объем полученной пеномассы делим на 2 и получаем некое число, назовем его С.
Получаемую техническую пену можно считать удовлетворительной, если значение С от 0,8 до 0,85, а качественной: С=0,95. Например, на основе пенообразователя Ареком можно приготовить пену с С=0,96. Этот показатель стойкости пены связан с плотностью и прочностью получаемого пенобетона. Чем выше коэффициент стойкости пены, тем меньший объем пены необходим для получения пенобетона требуемой плотности и, соответственно, необходим меньший расход пенообразователя. Пенообразователь, как и любая добавка, в запредельном количестве на начальной стадии замедляет и может совсем приостановить твердение вяжущего. Количество пенообразователя,
перешедшего в жидкую систему твердеющего вяжущего, зависит от С. Количество пенообразователя в жидкой фазе вяжущего можно определить через С. Поэтому необходимо использовать пены более высокой кратности, уменьшая объем пенообразователя, вводимого в бетонную смесь, но, сохраняя высокое значение С. Эти технологические параметры пены находятся во взаимосвязи и в противоречии. Поэтому, для каждого состава пенообразователя и технической пены необходимо определять приоритетное их влияние на технологические и физико-механические свойства пенобетона. стойкость смеси во времени
Стойкость поризованной смеси во времени характеризуется осадкой пенобетонной смеси. Можно предположить, что влияние на процесс осаждения оказывает изменение рН среды твердеющего бетона и перераспределение ПАВ (поверхностно активное вещество — пенообразователь) в дисперсной системе. При недостаточной структурной прочности межпоровых перегородок (результат действия ПАВ) происходит их прорыв и слияние, т.е. коалесценция поризованной смеси. Такие изменения поризованной смеси во времени измеряют высотой осадки поризованной смеси к начальной ее высоте. Чем меньше осадка пенобетонной смеси, тем качественней пенообразователь и приготовленная техническая пена.
Основные критерии оценки свойств пенообразователей: концентрация пенообразователя при приготовлении стойкой пены; кратность пены и коэффициент стойкости пены в вяжущем растворе. Эти показатели необходимо использовать для первоначальной оценки качества пенообразователя.
3.2. Рецепт простейшего пенообразователя
Данный пенообразователь возможно использовать только в оборудовании на базе пеногенратора. Для установок кавитационного типа он не подходит. Для приготовления надо измельчить:
150 г едкого натра
1 кг канифоли
50 г клея столярного
Нагревать и перемешать до полного растворения. Данный пенообразователь зачастую показывает результаты не намного худшие, чем некоторые предлагаемые на рынке.
3.3. Примеры пенообразователей
На сегодняшний день на рынке присутствуют пенообразователи 2-х типов: органические пенообразователи на основе натурального протеина и синтетические, получаемые при производстве моющих средств на различных химических комбинатах. Синтетические пенообразователи по многим показателям превосходят органические. Рассмотрим свойства распространенного пенообразователя Ареком-4 производимого фирмой СТРОЙ-БЕТОН.
Пенообразователь Ареком-4
Данный пенообразователь позволяет получить очень устойчивую пену (стойкую к плохой воде и дополнительным химикатам), и при производстве пенобетона показывает более лучшие результаты по сравнению с другими пенообразователями. Используется в качестве порообразователя при получении пенобетонов различных марок. Пенообразователь является экологически чистым, биоразлагаемым продуктом.
|
Внешний вид |
однородная прозрачная жидкость светло-коричневого цвета |
|
Плотность |
1000-1200 |
|
Водородный показатель (рН) пенообразователя, в пределах |
8-9 |
|
Кратность пены рабочего раствора с объемной долей пенообразователя 3% , не менее |
12 |
|
Устойчивость пены, не менее |
4 часов |
|
Токсичность |
малоопасное вещество |
|
Гарантийный срок хранения |
18 месяцев |
|
Упаковка |
бочки 200 литров |
3.4. Ускорители твердения и смазки форм
Для начала, повторим важную информацию: рост прочности неавтоклавного пенобетона значительно отличается от роста прочности обычного бетона. При естественном твердении обычный бетон
набирает 90-100% своей прочности, а пенобетон, за это время, лишь около 50%. остальную часть прочности пенобетон набирает в течение 6 месяцев. Также, при температуре в производственном помещении менее 10 градусов срок затвердевания пенобетона значительно увеличивается, и разборка форм становится возможной только через 2-3 суток. Для решения этих проблем применяются различные ускорители.
Классический ускоритель — хлорид кальция. Его обычно добавляют 1-2% от массы цемента в растворе. Главная проблема, связанная с его применением, что в отличии от обычных бетонов, в пенобетоне одна из составляющих — пенообразователь, должна поддерживать форму пузырьком в течении нескольких часов. Хлористый кальций реагирует с пенообразователем и поэтому возможна большая усадка.
В настоящее время разработано значительное количество специальных добавок для ускорения процесса твердения бетона. В процессе исследования рынка, было выяснено, что на данный момент есть только один ускоритель, разработанный специально для пенобетона. По предварительным прогнозам, в ближайшее время не ожидается появления на рынке серьезных ускорителей разработанных специально для пенобетона. Единственный ускоритель выпускается 2-х типов и, соответственно, называется Простон-Д18 и Простон-Д19 и выпускается фирмой СТРОЙ-БЕТОН. Они позволяет производить пенобетон при температуре до 5 градусов и ускоряют процесс первичного схватывания примерно в 3 раза, и на 50%.
Для смазки форм нельзя применять отработку и любые смазки на основе масел. На производственный процесс это не влияет, но в результате получается не товарный внешний вид, плохая адгезия к штукатурке (блоки не штукатурятся и не шпаклюются).
При производстве пенобетона рекомендуется использовать биологически разлагаемые смазки (например, Компил), что позволяет получать экологически чистую и внешне привлекательную продукцию. Использование неправильных смазок даже породило миф о том, что блоки из литого пенобетона не штукатурятся.
Заключение
Неавтоклавный пенобетон, по сравнению с автоклавным пено- или газобетоном, позволяет резко снизить затраты на утепление стен и крыш домов и значительно сократить сроки строительства. Достигается это за счёт экономии электроэнергии при производстве пенобетона, уменьшения числа рабочих, дешевизны составляющих пенобетона и отсутствием сложной
пенобетон негорюч , обладает высокой противопожарной устойчивостью, что делает его привлекательным материалом при возведении огнестойких конструкций. При воздействии интенсивной теплоты типа паяльной лампы на поверхность пенобетона он не расщепляется и не взрывается, как это имеет место с тяжёлым бетоном. На испытаниях проведённых в Австралии, наружная сторона стены из пенобетона толщиной 150 мм была подвергнута нагреванию до 1200 0 С, а внутренняя нагрелась только до 460 С после 5 часов испытания. Материал нетоксичен и не имеет вредных выделений при нагреве свойственных изолирующим материалам из пластмассы или базальтовой ваты. На пенобетоны имеется ГОСТ и различные сертификаты.
Из-за ячеистой структуры пенобетон имеет очень низкую теплопередачу. Это означает, что в большинстве случаев использование дополнительной изоляции в полах и стенах не нужно.
Акустические свойства пенобетона такие, что звук поглощается не отражаясь, в отличие от стен из тяжёлого бетона или кирпича. Особенно хорошо пенобетоном поглощаются низкие шумовые частоты. Поэтому он часто используется как звукоизолирующий слой на плитах конструкционного бетона, чтобы ограничить шумовое пропускание перекрытий в многоэтажных жилых или административных зданиях.
Пенобетон, в отличие от минеральной ваты и пенопластов, теряющих свои свойства, со временем только улучшает свои теплоизоляционные и прочностные показатели, что связано с его долгим внутренним созреванием.
Пенобетон неавтоклавного твердения получил широкое распространение во всех регионах России. Этому способствовали простота технологии, возможность использования местных сырьевых материалов (песок, отсевы дробления, зола-уноса и другие отходы промышленности), доступность компонентов для производства. Изделия из пенобетона обладают целым рядом свойств, обеспечивающих их эффективное использование в строительстве:
высокие тепло- и шумозащитные свойства (0,1 — 0,38 Вт/м*К);
материал легкий, имеет приемлемые прочностные свойства и широкий спектр применения (плотность 400 – 1200 кг/м3 , масса 1 м3 70 – 900 кг, предел прочности на сжатие 1 – 10,5 МПа, морозостойкость не менее 35 циклов);
высокая противопожарная устойчивость (огнестойкость не менее 120 мин);
долговечность (не менее 20 лет) и экологическая чистота;
экономичность, относительно низкая стоимость (удельный расход электроэнергии на производство пенобетона в 20 раз ниже глиняного кирпича 4 кВт-час на 1000 шт. усл. кирп.; кубометр пенобетона в 2-2,5 раза дешевле кирпичной кладки, плюс экономия на обогреве помещения).
ПЕНОБЕТОН – самый теплый, легкий и дешевый века!