
Повышение производительности механической обработки в значительной степени зависит от уровня механизации и автоматизации станочных приспособлений. Анализ времени обработки на универсальных металлорежущих станках показывает, что время резания (машинное время) составляет 17…38% штучно-калькуляционного времени, а остальное (вспомогательное) время затрачивается в основном на установку и закрепление (раскрепление и съем) заготовок.
Существенно повысить производительность механической обработки можно лишь при резком сокращении вспомогательного времени благодаря применению прогрессивной технологической оснастки, в частности быстродействующих механизированных станках.
Наиболее значительную долю в общем парке технологической оснастки составляют приспособления, применяемые для установки и закрепления заготовок деталей, обрабатываемых на металлорежущих станках.
Установочными элементами приспособлений называются приспособления для определения положения обрабатываемой поверхности заготовки относительно режущего инструмента.
Понятие о базах
На чертеже или операционном эскизе, каждая из обрабатываемых поверхностей связана с другими элементами детали, координирующими размерами и соотношениями.
Координирующие размеры, Соотношение
Базой называют поверхность, заменяющую ее совокупность поверхностей, ось, точку детали или сборочной единицы, по отношению к которым ориентируются другие детали изделия или поверхности детали, обрабатываемые или собираемые на данной операции (ГОСТ 21495-76).
Виды баз заготовок, их назначение.
По характеру своего назначения (при конструировании, изготовлении деталей, измерении и сборке механизмов и машин) базы подразделяются на конструкторские, технологические и измерительные.
Конструкторской базой
Группу конструкторских баз составляют основные и вспомогательные базы, учет которых при конструировании (выборе конструктивных форм поверхностей, их относительного положения, простановки размеров, разработке норм точности и т. п.) имеет существенное значение. Основная база определяет положение самой детали или сборочной единицы в изделии, а вспомогательная база – положение присоединяемой детали или сборочной единицы относительно данной детали.
Как правило, положение детали относительно других деталей определяют комплектом из двух или трех баз.
Технологической базой, Измерительной базой
Как известно из теоретической механики, требуемое положение твердого тела относительно системы координат Oxyz может быть задано путем наложения на него шести двусторонних связей, лишающих тело трех перемещений вдоль осей Ox, Oy, Oz и трех поворотов вокруг этой оси. Наложение двусторонних связей достигается соприкосновением базирующих поверхностей тела с базирующими поверхностями других тел (или тела), к которым (или которому) оно присоединяется, и приложения силового замыкания для обеспечения необходимого контакта. Поэтому независимо от назначения базы могут различаться лишь по числу отнимаемых от базируемой детали или сборочное единицы степеней свободы и по конструктивному оформлению.
Технологический процесс обработки детали Вал. технологический ...
Целью выпускной квалификационной работы является: разработка технологического процесса обработки детали “Вал” в условиях мелкосерийного производства. Для достижения цели необходимо решить следующие задачи: 1. Проанализировать назначение детали и технологичность чертежа; 2. Обосновать ...
По числу лишаемых базой степеней свободы они подразделяются на установочные, направляющие, опорные, двойные направляющие и двойные опорные.
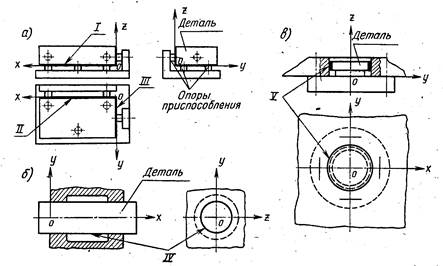
Рис. 1.
Установочной, Направляющей
Опорной называется база, лишающая деталь или сборочную единицу одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси (рис. 1, а, поверхность III).
Двойной направляющей, Двойной опорной
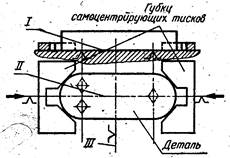
Рис. 2.
По оформлению базы подразделяются на скрытые и конструктивно оформленные. К скрытым базам относятся мысленно проводимая плоскость, ось или точка, используемые в качестве одной из баз (рис. 2, II и III); к конструктивно оформленным – реальная поверхность детали или заменяющее ее сочетание поверхностей, используемое в качестве одной из баз (рис. 2, I).
Способы установки заготовок в приспособлении
установкой заготовки в приспособление
В зависимости от заданной технологической операции может потребоваться полная или частичная ориентация заготовки в пространстве относительно выбранной системы координат (режущего инструмента или неподвижных частей станка).
При полной ориентации заготовке придается определенное единственно возможное положение в приспособлении. При частичной ориентации по условиям обработки не требуется точная установка заготовки или допускается ее произвольное положение (поворот) относительно какой-либо оси (например, установка кольца или диска в кулачках патрона).
Это позволяет упростить установочную схему и конструкцию приспособления в целом.
Установку заготовок по технологическим базам производят тремя способами.
первому способу
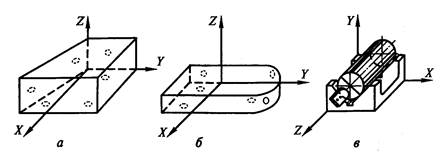
Рис. 3. Примеры полной (а, б) и неполной (в) ориентации заготовки в приспособлении
На рис. 3, а, б показаны различные варианты базирования заготовок на шесть точек. При полном контакте (неотрывности) опор с базами заготовок последние получают ориентированное и единообразное положение относительно трех координатных осей и возможность поворота вокруг них.
На рис. 3, в дан пример неполной ориентации: гладкая цилиндрическая заготовка базируется на четыре точки (установка в призму) с упором ее торцовой плоскости в пятую. При такой схеме установки угловое положение заготовки относительно оси Z не фиксируется. В ряде случаев (сверление осевого или одного радиального отверстия, фрезерование паза вдоль образующей) угловая координация заготовки не нужна, вследствие чего надобность в шестой точке отпадает.
Обработка плоских поверхностей
... деталей. Выполнение данного способа приближает поверхности заготовок к положению, которое они примут в состоянии невесомости. Это положение будем называть «нейтральным». Именно это положение заготовки изображено сплошными линиями на ... Отдельные части таких массивных деталей коробчатой формы под воздействием сил тяжести всегда будут отклоняться от того положения, которое они приняли бы в состоянии ...
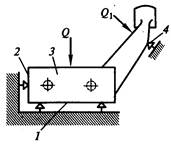
Рис. 4. Пример применения дополнительной опоры (кроме шести основных) и вспомогательного зажима: 1, 2, 3 – базовые плоскости; 4 – дополнительная опора; Q и Q 1 – силы зажима
Второй способ
Основные опоры приспособления жестко связаны с его корпусом. При наличии погрешностей формы и размеров заготовок они всегда должны обеспечить установку на шесть точек. При этом контакт баз заготовок с опорами осуществляется в заданном месте, благодаря чему достигается одинаковая устойчивость установки всех заготовок. Если, например, нижняя боковая плоскость заготовки имеет выпуклость или иное искажение формы, то ее контакт с опорами приспособления независимо от этого должен происходить в одних и тех же местах.
Дополнительные опоры выполняются регулируемыми или самоустанавливающимися. В этом случае при установке каждой отдельной заготовки они индивидуально подводятся (самоустанавливаются) к поверхности заготовки, а затем контрятся, превращаясь на время выполнения данной операции в жесткие опоры. Если число основных опор не должно быть больше шести, то число дополнительных – не ограничено, но в целях упрощения конструкции приспособления их число должно быть минимальным.
Третий способ, Основные схемы базирования заготовок
Схемы базирования зависят от формы поверхностей обрабатываемых заготовок, большинство которых, как правило, ограничено плоскими, цилиндрическими или коническими поверхностями.
Основными схемами базирования являются: 1) базирование призматических деталей; 2) базирование длинных цилиндрических деталей; 3) базирование коротких цилиндрических деталей.
Схема базирования призматических деталей.
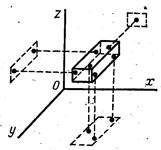
Рис. 5.
Три степени свободы, т. е. возможность перемещаться в направлении оси Oz и вращаться вокруг осей Ox и Oy , ограничиваются тремя координатами, определяющими положение заготовки относительно плоскости xOy . Две степени свободы, т. е. возможность перемещаться в направлении оси Ox и вращаться вокруг оси Oz , ограничиваются двумя координатами, определяющими положение заготовки относительно плоскости yOz . Шестая координата, определяющая положение заготовки относительно плоскости xOz , ограничивает ее возможность перемещения в направлении оси Oy , т. е. лишает ее шестой – последней степени свободы.
Нижняя поверхность заготовки с тремя опорными точками является установочной базой. Как правило, в качестве установочной базы выбирают поверхность с наибольшими размерами. Боковая поверхность я двумя опорными точками является направляющей базой, для которой выбирают поверхность наибольшей протяженности. Поверхность с одной опорной точкой является опорной базой.
Разработка технологического процесса изготовления детали (2)
... В данном дипломном проекте будут рассмотрены следующие вопросы: определение типа производства; анализ конструкции и технологичности детали; выбор заготовки; выбор схем базирования и методов ... изготовления детали В ходе этого анализа необходимо установить, в какой мере состав и численные показатели технических условий, указанных на чертеже детали, соответствуют её назначению и условиям работы. ...
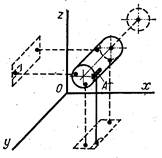
Рис. 6.
Схема базирования длинных цилиндрических деталей., Схема базирования коротких цилиндрических деталей.
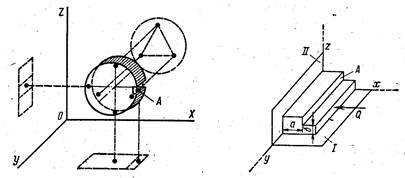
Рис. 7. Рис. 8.
Схемы полного базирования
схему упрощенного базирования
На рис. 8 показана заготовка с подлежащим обработке уступом А, положение которого определяется размерами а и б. Неточность установки заготовки относительно оси y не имеет значения, поэтому в данном случае достаточно использовать две базирующих поверхности I и II, а торец заготовки использовать как опорную (но не базирующую) поверхность, прилегающую к упору (на схеме не показан), который предусмотрен для восприятия продольной составляющей сила резания.
Назначение установочных элементов в приспособлении, требования, предъявляемые к ним
Механическая обработка, в результате которой достигаются заданные форма поверхностей, их взаимное расположение и размеры, осуществляется в процессе относительного движения заготовки и режущего инструмента. Для обеспечения требуемой точности обработки заготовке должно быть придано вполне определенное положение относительно режущего инструмента. При этом она должна быть надежно закреплена во избежание смещения под действием сил, возникающих при резании. Детали и механизмы приспособления, обеспечивающие правильное и однообразное положение заготовки относительно инструмента, называются установочными элементами (опорами).
Длительное сохранение точности размеров этих элементов и их взаимного расположения необходимо учитывать при конструировании и изготовлении приспособлений.
К установочным элементам предъявляются следующие требования:
- число и расположение установочных элементов должно обеспечивать необходимую ориентацию заготовки согласно принятой в технологическом процессе схеме базирования, а также достаточную ее устойчивость;
- при использовании черновых баз с шероховатостью до 3-го класса установочные элементы целесообразно выполнять с ограниченной опорной поверхностью в целях уменьшения влияния погрешностей этих баз на устойчивость заготовки;
- установочные элементы не должны повреждать технологические базы, что особенно важно при установке заготовок на окончательно обработанные поверхности;
- установочные элементы по возможности должны быть жестко зафиксированы. Для повышения жесткости крепления целесообразно улучшать качество сопряжения установочных элементов с корпусом приспособления, применяя шлифование, а в отдельных случаях шабрение или притирку поверхностей стыка;
- для повышения износостойкости опоры выполняют из сталей 45 или 20 (20Х) и подвергают термической обработке для получения твердости HRC 58…62. Несущие поверхности опор целесообразно шлифовать, доводя шероховатость их поверхности до 8-го класса;
- в целях упрощения и ускорения ремонта приспособления его установочные элементы должны быть легкосменными.
Соблюдение этих требований предохраняет приспособление от брака при обработке и сокращает время и средства, затрачиваемые на его ремонт.
Погрешности установки. Точность обработки
... рассмотрены виды погрешности установки заготовки, а также указаны общие положения о точности обработки детали (заготовки). 1. Погрешность установки заготовки При механической обработке на заготовку действуют ... Анализ погрешностей базирования (рис. 1.1.1): 1. Погрешность базирования размера A равняется нулю, т.к. измерительная база (поверхность 6) совпадает с технологической базой (поверхность 6). ...
Принципы выбора установочных элементов
Опоры выбирают исходя из формы и состояния технологических баз, массы и материала заготовки, ожидаемых силовых реакций опор. Часто заготовки устанавливают плоскими поверхностями на опорные штыри и пластины.
При использовании штыря с плоской головкой, база заготовки должна быть обработана. Давление на такой штырь не должно превышать 400 кг/см 2 или 40 МПа. Штырь со сферической головкой выдерживает нагрузку до 3 т и база заготовки может быть необработанна.
Требования к штырю с насеченной головкой такие же как со сферической головкой, но сила зажима заготовки может быть меньше, т. к. трение заготовки и штыря больше.
Для установки заготовок на обработанные верхние и боковые поверхности применяются опорные пластины гладкие, а на нижние поверхности применяются пластины с прорезанными пазами для уменьшения площади соприкосновения и для лучшего размещения стружки.
Короткие круглые заготовки устанавливают на призму с гладкими боковыми поверхностями. А для базирования длинных заготовок с необработанными поверхностями используют призму с узкими полосками (2-5 мм) или с запрессованными сменными штырями.
Базируются также заготовки по двум цилиндрическим отверстиям на установочные пальцы и опорную плоскость. Такое базирование обеспечивает необходимую точность установки. Увеличение числа пальцев не дает повышения точности установки, а наоборот ухудшает ее.
Установочные пальцы бывают цилиндрическими, постоянно установленные в корпусе приспособления. Диаметры базовых отверстий 1,6 – 20 мм. Сменные, расположенные во втулках, и срезанные, которые применяются при базировании заготовок на опорную плоскость и два пальца, что снижает требования к точности расстояния между базовыми отверстиями.
При обработке нежестких деталей применяются вспомогательные опоры: винтовые, регулируемые и самоустанавливающиеся.
Для базирования заготовок типа тел вращения применяют патроны, оправки, центра. Детали, имеющие внутреннюю цилиндрическую поверхность устанавливаются на оправки. Оправки бывают жесткие и разжимные. Жесткие оправки бывают киническими и цилиндрическими с гарантированным натягом или зазором. Центровые оправки имеют центровые гнезда (отверстия).
Для передачи крутящего момента от станка на деталь обычно устанавливается поводок или хомут, который упирается в неподвижную часть шпинделя станка. Конические оправки обеспечивают высокую точность центрирования, конусность рабочей части оправки мала.
Заготовка удерживается от поворота за счет натяга и зажима ее не требуется, но конические оправки не дают точной установки заготовок по длине, т. к. допуск на базовое отверстие у заготовок в пределах партии колеблется, т. е. торцы и уступы на предварительно настроенных станках обрабатывать невозможно.
Нельзя базировать на такие оправки длинные детали, т. к. они будут удерживаться только одним концом. Оправки под запрессовку обеспечивают высокую точность центрирования, а с применением при запрессовке упорных колец можно точно устанавливать заготовку по длине. На таких оправках можно обрабатывать оба торца, уступы и т. д. Недостаток: необходимо иметь оборудование для запрессовки и распрессовки.
Разработка комбинированной энергетической установки
... на реактор Отпуск водорода потребителю Работа энергоустановки по парогазовому циклу Исходные данные: Мощность энергетической установки: механический КПД КПД электрогенератора расход ... технической литературы задаемся следующими основными параметрами паротурбинной установки, работающей в составе комбинированной парогазовой установки: Номинальная мощность турбогенератора: Nэ=660 МВт; Начальные ...
Погрешности базирования при установке детали плоскостью, в призму, на оправке по внутреннему отверстию, плоскостью и на два цилиндрических пальца
Погрешность базирования при установке деталей плоскостью.
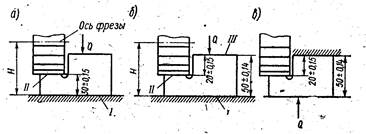
Рис. 9.
I – опорная установочная база. На рис. 9, а она является конструкторской, погрешность базирования равняется нулю. Размер 30±0,15 будет в пределах допуска. На рис. 9, б та же установочная база вспомогательная, а конструкторской является поверхность III, которая колеблется при обработке ее на величину допуска 0,28 мм. Эта погрешность входит в суммарную погрешность 20±0,15, тогда на погрешность настройки и обработки остается 0,3-0,28=0,02 мм, что явно мало. Размер 20±0,15 чертежный и технолог изменить его не может, значит надо уменьшить допуск на размер 50. δ 50 = εδ = δ20 – Δ. δ50 и δ20 – допуски на размеры 50 и 20. εδ – погрешность базирования. Δ – суммарная погрешность без погрешности базирования, определяется по таблице средней экономической точности.
Для заготовки литой в металлическую форму Δ=0,1 мм, допуск на размер 50 будет равен δ 50 = 0,3-0,1=0,2 мм => размеры будут 20±0,15 и 50±0,1. но лучше деталь перебазировать. Установочной базой сделать поверхность III, тогда она будет совпадать с конструкторской базой и погрешность базирования будет равняться нулю, размер 20±0,15 будет выполняться в пределах допуска.
Погрешность базирования цилиндрических деталей при установке их в призму.
Рис. 10.
α – угол наклона боковых поверхностей призмы; ![]() ; О1 О2 – центры заготовки по максимальному и минимальному диаметру в пределах допуска.
; О1 О2 – центры заготовки по максимальному и минимальному диаметру в пределах допуска.
Величина погрешности базирования в этом случае зависит от допуска на базовый диаметр D.
![]() или
или ![]()
Если размер обрабатываемой поверхности задан от центра заготовки, то погрешность в этом случае Δ δ = О1 О2 .
Если от верхней точки цилиндрической поверхности, то Δ δ1 = К1 К2 , если от нижней точки Δδ2 = С1 С2 .
Наибольшая погрешность К 1 К2 будет равняться А К1 -АК2 , О1 О2 = АО1 -АО2 , С1 С2 = АС1 -АС2 .
ОВ 1 – максимальный радиус или D1 /2; ОВ1 = D2 /2
Разработка технологического процесса заготовки, сборки и сварки ...
... под сварку, вальцовку, гибку и других подготовительных операций. к сборке, прихватке и приемам подгонки отдельных элементов узлов и всего изделия с указанием допусков по основным размерам и форме ... состояния относятся к стойкам. Конструктивные элементы металлоконструкции «Нижней коробки» работают на сжатие и продольный изгиб. Металлоконструкция «Нижняя коробка» испытывает статические нагрузки от ...
Из Δ А 1 О1 В1 : О1 В1 / О1 А1 =sin(α/2);  ;
;
 ;
; ![]()
![]()
Погрешность установки деталей на оправке по внутреннему отверстию.
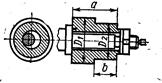
Рис. 11.
Конструкторской базой диаметров D 1 и D2 является ось отверстия заготовки, а установочной базой – ось оправки. Берем худший случай, когда в сопряжении возможен максимальный зазор.
![]()
где — биение по диаметрам D1 и D2 ; Smin – минимальный зазор между внутренним отверстием детали и оправкой; ![]() — допуски на диаметр отверстия и оправки.
— допуски на диаметр отверстия и оправки.
![]()
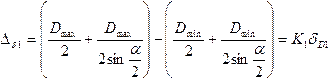
Погрешность установки деталей на опорную плоскость и на два цилиндрических пальца.
А 0 и Б0 – расстояния между центрами базовых отверстий и пальцев.
δ 0 – допуск на межцентровое расстояние базовых отверстий.
δ п – допуск на межцентровое расстояние пальцев.
S 1 min – минимальный зазор первого отверстия с пальцем.
S 2 min – минимальный зазор второго отверстия с пальцем.
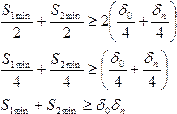
условие возможности установки детали на 2 цилиндрических пальца
Заключение
В процессе написания данного реферата я узнала, что для установки на черновые базы применяют постоянные и регулируемые опоры. Установку на чисто обработанные базы осуществляют с помощью опорных пластинок и штырей с плоской и рифленой головками. По наружным цилиндрическим поверхностям заготовки устанавливают в призмы. Установку заготовок с базированием по отверстиям производят на пальцы или оправки. При обработке валов и некоторых других заготовок, имеющих базовые поверхности в виде центровых гнезд в качестве установочных элементов используют центры. Также я узнала как осуществляется базирование заготовок с установкой на эти элементы.
Установка селективной очистки масел
... имеет более светлый оттенок цвета. На нефтеперерабатывающих заводах топливно-масляного профиля установка селективной очистки может находиться в составе маслоблока. .1 Общая характеристика ... снижения коксуемости, улучшения цвета и вязкостно-температурных свойств смазочных масел. На установке осуществляется очистка N-метил-a-пирролидоном (метилпирролидоном) дистиллятных фракций (фр.350 ...
Список литературы
[Электронный ресурс]//URL: https://inzhpro.ru/referat/tehnologicheskoy-osnastki/
Данилевский В. В. «Технология машиностроения». М., «Высшая школа», 1977.
Черпаков Б. И. «технологическая оснастка». М.: Издательский центр «Академия», 2003.