
Оборудование и приспособления, применяемые при сборке
В процессах узловой и окончательной сборки машин слесари-сборщики пользуются самыми разнообразными приспособлениями, которые в зависимости от назначения подразделяют на зажимные, установочные, рабочие, контрольные и приспособления для изменения положения сборочных единиц и машин в ходе сборки.
Зажимные приспособления. Зажимные приспособления служат для закрепления деталей, сборочных единиц и механизмов в процессе сборки. Они должны прежде всего обеспечить точность, надежность, прочность закрепления. Кроме того, и закрепление и освобождение должны осуществляться немногими и простейшими приемами при наименьшей затрате времени. Наиболее распространенными видами зажимных универсальных приспособлений для слесарно-сборочных работ являются тиски и
Применяют тиски различных стуловые; параллельные (неповоротные и поворотные, ручные и пневматические).
Стуловые тиски (рис. 1. а) служат для выполнения тяжелых работ (рубки, гибки, клепки и др.).
Детали тисков отковывают из конструкционной углеродистой стали.
Тиски этого типа отличаются простотой и высокой прочностью.
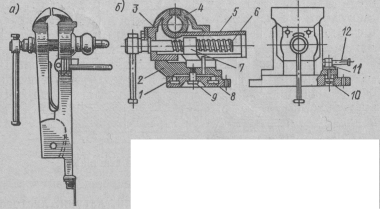
Рис. 1. Тиски: а-стуловые; б-паралельные поворотные.
Параллельные тиски — наиболее распространенные зажимные приспособления. По конструктивным признакам их подразделяют на неповоротные и поворотные. Наиболее удобными при выполнении слесарно-сборочных работ следует считать параллельные поворотные тиски. Они состоят из плиты-основания 1 (рис.1, б), поворотной части 2, подвижной 3 и неподвижной 4 губок. Параллельность перемещения подвижной губки обеспечивается направляющей призмой 5 и осуществляется с помощью ходового винта 6 и гайки 7. По круговому Т-образному пазу 8 перемещается болт 11 с гайкой 10, с помощью рукоятки 12 можно прижать поворотную часть 2 к плите-основанию 1 тисков под необходимым углом. При освобождении болта 11 поворотную часть можно поворачивать вокруг оси 9 для установки на требуемый угол. Губки параллельных тисков отливают из серого чугуна, а ходовой винт и другие детали делают из углеродистой стали. Чтобы при сильном зажатии в-тисках не повредить детали, употребляют накладные губки, изготовленные из мягкой стали, латуни, листовой меди, алюминия, иногда из свинца.
Проектирование сборочно-сварочного участка
... сборочно-сварочных операций приспособления можно разбить на: 1) опорные поверхности для сборки и сварки, 2) фиксирующие, зажимные, стягивающие, распорные и поворотные ... обращения. Основной задачей моей работы является проектирование сборочно-сварочного участка. В ходе проектирования ... Задание к курсовому проекту заклепочный сварной соединение сборка 3. Проектирование приспособлений Основная ...
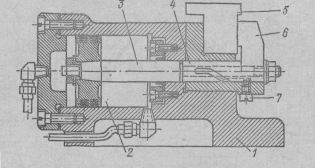
Рис.2. Тиски пневматического действия.
На закрепление и снятие детали или сборочной единицы в обычных параллельных тисках затрачивают много времени, поэтому целесообразнее использовать специальных тисков с пневматическим приводом.
Пневматические тиски отличаются от обычных параллельных тисков. Здесь пневмомеханизм смонтирован на базе корпуса 1 (рис.2).
Губки 6 укреплены на штоке 3 цилиндра, поэтому они расходятся на величину хода поршня пневмоцилиндра 2, На цилиндрической части 4 губки сделан паз по винтовой линии, в который входит конец винта 7. Таким образом, когда поршень под давлением сжатого воздуха перемещается слева направо, губка 6 не только отходит, но и поворачивается на 90′, освобождая место для установки детали (или сборочной единицы) 5. При обратном ходе поршня эта губка также сначала поворачивается в прежнее положение, а затем зажимает деталь (или сборочную единицу) 5.
применяют в тех случаях, когда в ходе сборки необходимо закрепить собираемые детали временно, например при сверлении, сварке, клепке, — и т.д.бывают винтовые, эксцентриковые, пневматические и др.
Наиболее употребительными — являются с винтовым зажимом (Рис.6, а, б), однако они обладают существенным недостатком: при наладке на различные толщины скрепляемых деталей много времени затрачивается на перемещение зажимного винта.
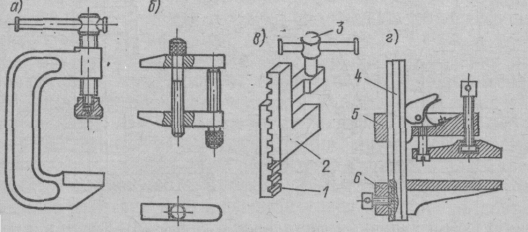
Рис. а, б — с винтовым зажимом; в — быстродействующая разборная с зубчатыми полускобами; г — струбцина-домкрат.
Новаторы производства предложили ряд конструкций струбцин. На рис. 3, в показана разборная Скоба струбцины состоит из двух полускоб 1 и 2 Г-образной формы. На боковой стороне стойки каждой полускобы показаны рейки с прямоугольным зубом. При сборке полускобы складывают на нужный размер, а затем с помощью винта 3 создают усилие зажима деталей.
предложенная новатором А.Н. Васильевым, работает как на сжатие (как так и на разжатие (как домкрат).
Кроме того, с ее помощью можно зажимать детали с непараллельными сторонами. легко и переналаживается на различное раскрытие (раствор) и допускает надежное скрепление деталей. (рис.3, г) состоит из штанги 4, сборной подвижной зажимной губки 5 и неподвижной опорной губки 6. Губка 6 закрепляется на штанге с помощью винта. Для надежности установки винта на штанге просверлены конические углубления, в которые входит конец винта. Сборная подвижная губка 5 состоит из движка, который легко передвигается по штанге и закрепляется по штанге в нужном положении с помощью эксцентрикового зажима с пружиной упорного винта и зажимной планки. При перестановке обеих губок на штанге в такое положение, когда их рабочие стороны направлены наружу, превращается в домкрат и может работать на разжатие.
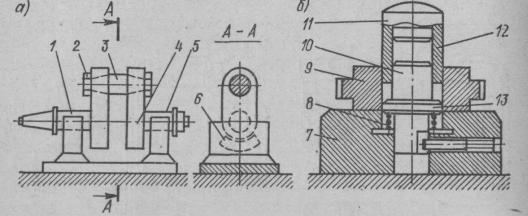
Рис. 4. Установочные приспособления для сборочных работ: а — для сборки составного коленчатого вала; б — для запрессовки втулок в зубчатое колесо.
Установочные приспособления. Установочные приспособления применяют для правильной и точной установки соединяемых деталей и сборочных единиц в нужном положении относительно друг друга, что гарантирует получение требуемых сборочных размеров. Например, для сборки составного коленчатого вала применяют приспособление (рис.4, а), состоящее из носка 1, хвостовика 5, двух шеек б, кривошипной шейки 3, имеющих конические окончания и резьбу для крепежных гаек 2; надежными. базами являются шлифованные коренные шейки носка и хвостовика. Шейки с навернутыми на них резьбовыми щеками 4 займут на центрированных призмах соосное положение. Соединение же щек кривошипной шейкой 3-на концах обеспечит совпадение их осей симметрии в плоскости А — А.
Приспособление для зенкерования детали
... рычаги приводятся в движение с помощью пневмоцилиндра поз. 1 через ось 9. Пневмоцилиндр крепится к основанию приспособления с помощью шпилек поз. 11. Приспособление центрируется с помощью направляющей втулки поз. 14, ... После установки деталь из цеховой пневмомагистрали подается воздух в штоковую полость пневмоцилиндра, поршни вместе со штоками расходятся в стороны и толкают 2 оси, которые, ...
В ряде случаев неподвижные соединения с натягом выполняют на механосборочных участках. К такого рода. работам чаще всего относится запрессовка втулок в детали, рычаги, зубчатые колеса и др. Запрессовку втулки в зубчатое колесо производят с помощью приспособления, показанного на рис.4, б. Зубчатое колесо 9, центрируя по цилиндрическому поясу оправки 10, устанавливают на плиту 7; затем втулку 12 вместе с надставкой 11 вводят в отверстие. Усилием пресса или ударами кувалды втулка запрессовывается в отверстие. Оправка при соприкосновении нижнего торца втулки с пояском 13 будет опускаться вниз, сжимая пружину 8 до тех пор, пока втулка не будет запрессована в зубчатое колесо. При снятии последнего с плиты оправка под действием пружины займет исходное положение, и можно будет производить запрессовку втулки.
Рабочие приспособления. Рабочие приспособления используют в ходе сборки, когда требуется приложение больших усилий (например, при запрессовке, вальцевании и т.п.), для обеспечения точности направления собираемых элементов, для выполнения работ, ускоряющих процесс сборки. Разновидностью приспособлений такого типа может служить рабочее приспособление пневматического действия для надевания колец на поршень двигателя или компрессора. Такая операция вручную требует от исполнителя больших усилий для разжимания колец при протаскивании их по поршню и особой осторожности. Приспособление действует технологической схеме (рис. 5, а).
По направляющим станины 7 перемещают бабку б с закрепленным на ней поршнем 5. Поршень собран в комплекте с шатуном, и для установления узла в кривошипную головку устанавливают скалку 14 (рис. 5, б).
На станине смонтирован кронштейн 4 (рис.5, а) с передвижным упорным сухарем 3, зажимным механизмом с рычагами 8, колодками и возвратной пружиной 9. Расстояния между колодками соответствуют размерам между канавками для колец на поршне. Механизм приводится в действие с помощью штока силового пневмоцилиндра 10. На конце второго пневмоцилиндра 1 укреплена конусная гильза 2, диаметр которой на 0,6 — 1,0 мм больше диаметра поршня. Управление пневмоцилиндрами осуществляют рукоятками распределительного 12 и запорного 11 кранов.
Операцию надевания поршневых колец выполняют в такой последовательности. В левую часть пневмоцилиндра 1 подают сжатый воздух, при этом шток его поршня перемещает вправо конусную гильзу 2, которая разжимает кольца в замках. Затем краном 12 сжатый воздух подают в верхнюю часть пневмоцилиндра 10, его поршень перемещается вниз и своим штоком сводит рычаги 8, зажимающие кольца колодками в местах зажимов. Затем через кран 12 сжатый воздух поступает в правую часть пневмоцилиндра 1, шток которого выводит гильзу 2.
Выпускной квалификационной работы: Разработка технологии сборки ...
... Привести технологию сборки задвижки Описать сборочный цех 1 Общие сведения о трубопроводной арматуре 1.1 Виды трубопроводной арматуры Запорная трубопроводная арматура — арматура, предназначенная для перекрытия потока рабочей среды с определенной герметичностью. Предохранительная трубопроводная арматура — арматура, предназначенная для ...
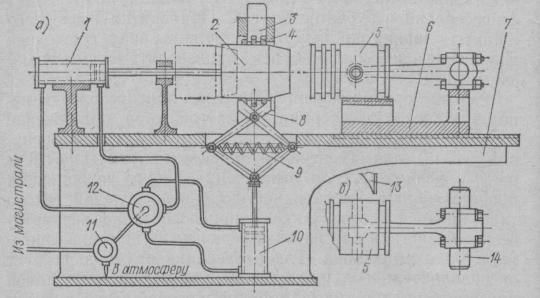
Рис. 5. Рабочее приспособление для надевания колец на поршень:
- а — схема приспособления; б — комплект поршня с шатуном из колец.
Тогда рукой перемещают бабку 6 с поршнем 5 влево, пока скалка 14 не дойдет до упора 13(рис. 5, б), при этом кольцевые канавки поршня окажутся каждая против соответствующих ей колец. Затем рукоятку крана 12 (рис. 5, а) поворачивают, и сжатый воздух поступает в нижнюю часть пневмоцилиндра 10, его поршень подымается вверх, своим штоком разводя рычаги 8 зажимного механизма, и поршневые кольца занимают свои места в канавках, стыкуясь в замке. Одновременно с перестановкой рукоятки распределительного крана 12 манипулируют также рукояткой запорного крана 11, выпуская воздух из полостей для очередного хода поршня. Убрав и отведя бабку 6 вправо, снимают с нее поршень с установленными на нем кольцами.
Контрольные приспособления
Контрольные приспособления служат для проверки расстояний между деталями сборочной единицы, между сборочными единицами машины или между осями, для проверки конфигурации, правильности положения деталей или сборочных единиц, для контроля параметров, получающихся в процессе сборки.
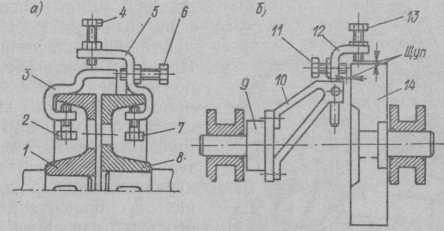
Рис. 6. Контрольные приспособления для проверки соосности валов: а — по способу двух скоб; б — по способу рамки и скобы.
Контролю при сборке машины подвергается, например, центрирование осей валов сопрягаемых сборочных единиц. Некачественное центрирование приводит к вибрации машины, расшатыванию подшипников, нагреву их и, следовательно, преждевременному выходу машины из аварии. Для проверки центрирования применяют специальную оснастку и приспособления. Два таких приспособления показаны на рис.9. Первое приспособление (рис. 9, а) состоит из скоб 3 и 5, закрепляемых перед центрированием болтами 2 и 7 к полумуфтам 1 и 8 валов. Радиальные зазоры измеряют между плоскостью скобы 3 и торцом контрольного болта 4, торцовые зазоры — между торцом скобы 3 и торцом контрольного болта 6. Измерения производят в четырех положениях: 0; 90; 180 и 270 ‘ при одновременном повороте валов на эти углы. На том же принципе основана проверка центрирования валов при помощи приспособления, показанного на Рис. 6, б. Оно состоит из рамки 10, прикрепляемой болтами к полумуфте вала 9, и скобы 12 с контрольными болтами 11 и 13. Контроль радиальных зазоров выполняют щупом между торцом болта И и наружной поверхностью полумуфты 14, а торцовых зазоров — между торцовой поверхностью полумуфты 14 и торцом болта 11 при повороте обоих валов одновременно на один и тот же угол. По измеренным щупом значениям радиального и торцового зазоров судят о качестве центрирования валов.
Приспособления для изменения положения сборочных единиц и машин в процессе сборки. Эти приспособления предназначены для обеспечения удобного подхода к нужным местам сборочной единицы или машины.
Примером может служить поворотное передвижное приспособление на линии общей сборки двигателей (рис. 7).
Картер 1 двигателя устанавливают и закрепляют на кронштейнах 2, приваренных к ободьям 3, связанным тягами в виде барабана. Барабан, опираясь на валики 5, вращается на роликах 4, и его можно повернуть на любой угол. Приспособление смонтировано на тележке 6, что дает возможность сравнительно легко его передвигать.
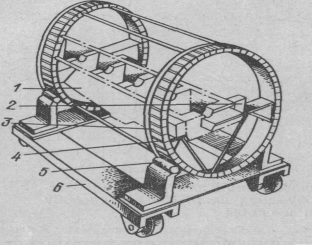
Рис. 7. Приспособление для установки собираемой машины в удобное положение.
Универсально-сборные приспособления (УСП).
Универсально-сборным называют сборно-разборное приспособление, целиком (на 100%) состоящее из нормализованных по всем параметрам деталей и сборочных единиц. Системы УСП применяют в условиях, допускающих весьма малый срок службы каждого приспособления, в связи с чем основные детали УСП делают чрезвычайно универсальными (угольники, опоры и т.д.).
После выполнения нужной операции, приспособление разбирают на составные элементы, а затем эти элементы могут быть использованы в новой компоновке — для другого приспособления, совершенно отличного от предыдущего. Таким путем сокращают номенклатуру элементов в системе и обеспечивают каждому элементу широкое применение — высокую обратимость в системе. В обширные системы вводят неразборные сборочные единицы (поворотные столы, центровые бабки, сборочные единицы типа тисков и т.п.).
Они служат базовыми полуфабрикатами для соответствующих небольших систем, органически входящих в общую систему. Полная нормализация всех элементов означает, что все они могут быть изготовлены заранее — сразу или постепенно (по мере внедрения системы), т.е. сроки их изготовления не имеют прямого отношения к срокам сборки из них приспособлений, поэтому применение УСП вносит коренные изменения в процесс оснащения технологического процесса приспособлениями.
Во избежание какой-либо пригонки в процессе сборки все детали, входящие в состав корпусов, установочные элементы и другие изготовляют с высокой точностью.
Слесарно-сборочные инструменты
При сборке машин в современном машиностроении участвуют рабочие самых разнообразных специальностей: слесари-сборщики, слесари-трубопроводчики, электрон газосварщики, резчики по металлу, медники, клепальщики, такелажники. В других цехах работают слесари-инструментальщики, токари, фрезеровщики, кузнецы, разметчики и рабочие других специальностей. Все они применяют соответствующие условиям и требованиям выполняемых ими работ. Слесарно-сборочные разделяют на две группы: универсальные и — специальные. Универсальные служат для сборки разнообразных сборочных единиц, механизмов, машин в условиях индивидуального и мелкосерийного производств. К ним относятся — слесарные молотки, гаечные ключи, отвертки, плоскогубцы, кусачки и т.п. В крупносерийном и массовом производствах слесарно-сборочные имеют специальное назначение, т.е. их изготовляют и используют применительно к той операции, для которой они предназначены.
Слесарно-сборочные могут быть ручными и механизированными. Последние, в свою очередь, разделяют на электроинструменты, двигатель которых приводится в действие электрическим током, и пневмоинструменты, работающие от сжатого воздуха. К таким инструментам относят электрические и пневматические гайковерты, шпильковерты и др. Рассмотрим подробнее универсальные
Ударные Наиболее распространенными ударными для слесарно-сборочных и монтажных работ являются молотки и кувалды.
Молотки применяют в процессе запрессовки, распрессовки, а также при выполнении других сборочных операций. Основной характеристикой молотка является его масса. Молотки изготовляют двух типов:. а круглым и квадратным бойком (рис.11, а).
Молотки с круглым бойком используют в тех случаях, когда требуется значительная сила или меткость удара. Молотки с квадратным бойком выбирают для более легких работ.
Примерная область применения стальных молотков в зависимости от их массы и длины рукоятки приведена в табл.1. Кроме обычных слесарных молотков при сборочных работах в ряде случаев применяют специальные (называемые мягкими) молотки, которые делают из дерева (киянки), пластмасс и мягких материалов (баббита, свинца, алюминиевых сплавов), Деревянными молотками пользуются при нанесении ударов по мягким металлам небольшой толщины (свинец и др.), свинцовыми и медными молотками — в случае, когда требуются мягкие, но достаточно сильные удары и пользование стальными молотками недопустимо. Масса таких молотков от 1 до 3 кг, длина рукоятки 360 — 400 мм. Молоток предназначен для работы одной рукой. Для усиления удара при работе двумя ртами применяют. кувалды. При монтажных работах пользуются кувалдами массой 2 — 8 кг, наиболее употребительными являются кувалды массой 4 — 5 кг. Изготовляют кувалды двух видов: (рис.8, б) по нормалям машиностроения и тупоносые (рис.8, в).
Рекомендуемая длина рукояток кувалд 750 — 900 мм. Все ударного действия изготовляют из углеродистой стали марок У7А, У8А. Материалом для рукояток молотков служат кизил, рябина, клен, граб, береза — прочные породы деревьев.
Данные для выбора стальных слесарных молотков
| Масса молотка. г |
Длина рукоят- ки, мм |
категория работ | Рекомендуемая категория работающих | Распространенность применения | |
|
50; 100; 200; 400 |
200; 250 | Легкие | Для учащихся в возрасте 13 — 14 лет | ||
| 500 | Для учащихся 15 — 17 лет | Часто применяемые молотки | |||
| 320; 360 | Средние | ||||
| 600 | Для взрослых рабочих | ||||
| Менее часто | |||||
| 800 | применяемые | ||||
| Для физически | молотки | ||||
| 400 | Тяжелые | развитых рабочих- | |||
| Редко используемые | |||||
| 1000 | молотки- | ||||
Инструменты для рубки. К этой группе относят зубила, крейцмейсели, бородки, выколотки. Зубилом пользуются для разрубания на части металла различного профиля, удаления припуска с поверхности заготовки, срубания приливов и литников на литых заготовках, заклепок при ремонте заклепочных соединений и т.п. Практика показала, что наилучшие результаты при рубке металла дает зубило, у которого угол режущих кромок β (рис.8, г) составляет:
- для твердых металлов 70˚;
- для металлов средней твердости 60˚;
- для мягких — 45˚.
Крейцмейсель подобный зубилу, но с более узкой режущей кромкой, служит для вырубания узких канавок и пазов (рис. 8 д).
Для вырубания канавок во вкладышах подшипников и других подобных работ применяют не стандартизированные канавочные крейцмейсели (рис.8, е) и полукруглыми кромками. Затачивают крейцмейсели, как зубило.
Бородок используют для пробивания отверстий в тонкой листовой стали, для «натяжки» просверленных отверстий под заклепки (т.е. для установки одного отверстия против другого в соединяемых деталях), для выбивания забракованных заклепок, цилиндрических и конических штифтов, срезанных шплинтов и т.п. Слесарные бородки (рис.8, ж) изготовляют из инструментальной углеродистой стали марок У7А и У8А. Рабочую часть бородка закаливают на всю длину конуса до твердости HRC 45 — 55, а ударную часть (15 — 20 мм) — до твердости HRC 35 — 40.
Выколотки (рис. 9) применяют при разборке прессовых соединений. Их изготовляют из мягкого металла (медн, латуни, алюминия), пластмассы и дерева. Как правило, материал выколотки должен быть несколько мягче материала детали, которую выколачивают. Стальные детали выколачивают медными выколотками, алюминиевые — деревянными. Выколотки в большинстве случаев имеют цилиндрическую форму, на конце выполняют фаски под углом 45′, которые предупреждают разбивание выколотки. Для предохранения от преждевременного износа на концы деревянных выколоток насаживают кольца или стаканы из мягкого металла (рис. 9, а).
В ряде случаев изготовляют составные выколотки, т.е. стержень 1 делают из стали, а рабочую часть — в виде вставки 2 — из мягкого металла (рис. 9, б).
При износе такую вставку легко заменить новой.
![]() а)
а) ![]() б)
б)
Рис. 9. Выколотки: а-цилиндрическая; б-со вставкой из мягкого металла.
Гаечные ключи. Для завинчивания и отвинчивания гаек, болтов и винтов с шестигранными и квадратными головками используют открытые и накидные гаечные ключи (односторонние и двусторонние).
Гайки и винты с внутренними шестигранниками или квадратами завинчивают торцовыми ключами; гайки и винты, расположенные в цилиндрических гнездах, — торцовыми ключами с внутренним квадратом или шестигранником и со сменными торцовыми головками; круглые гайки с пазами и отверстиями на цилиндрической поверхности — ключом для круглых гаек; круглые гайки с отверстиями на торцовой поверхности — рожковыми ключами. Разводные гаечные ключи служат для сборки и разборки резьбовых соединений различных размеров. Трубы и муфты свинчивают трубными ключами. Основные требования, которые предъявляются ко всем ключам, — точность изготовления и правильный выбор материала для них. Материал должен быть стойким против смятия и износа рабочих поверхностей, но в то же время не должен быть хрупким. Таким требованиям отвечает углеродистая сталь марок У7, У8, легированная сталь марок 40ХФА, 40Х, 40 — 45 и ковкий чугун. .
Ключ состоит из рукоятки и головки. В ряде случаев в зависимости от конструкции ключа головку делают из или легированной стали, а рукоятку — из обыкновенной стали. В головке имеется захват под гайку, который называют зевом. Головки ключей стандартизированы и имеют размеры, которые обычно указываются на рукоятке. Зазор между гайкой и гранями зева должен быть в пределах 0,1 — 0,3 мм. Ввиду многообразия резьбовых соединений гаечных ключей очень разнообразны. Их разделяют на универсальные и специальные.
Специальные ключи предназначены для определенных форм и размеров гаек или головок болтов.
Универсальными называют разводные ключи (рис.10, а), состоящие из корпуса с рукояткой 1 и неподвижной губкой 2, в вырезах которой помещается подвижная губка 3 о червячным винтом 4. Подвижная губка. имеет рейку. Нужный размер между губками получают вращением червячного винта, перемещающего подвижную губку и позволяющего менять в определенных пределах размер зева. Согласно ГОСТ 7275 — 75, универсальные ключи имеют максимальные размеры зева 12, Рассмотрим основные виды гаечных ключей.
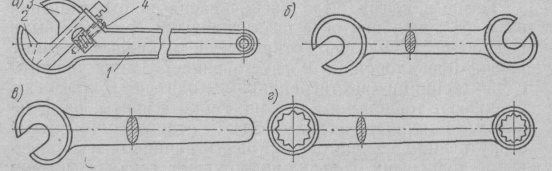
Рис. 10. Гаечные ключи: а — разводной; б — двусторонний открытый; в — односторонний открытый; г — двусторонний накидной
1. Гаечные ключи с открытым зевом двусторонние по ГОСТ 2839 — 80 Е (СТ СЭВ 1287 — 78), односторонние по ГОСТ 2841 — 80 Е (СТ СЭВ 1286 — 78) предназначены для завинчивания и отвинчивания болтов и гаек, имеющих квадратные и шестигранные головки (рис.10, б, в).
Размер зева ключа соответствует размеру болта, винта или гайки. Размеры зевов ключей обычно обозначаются на рукоятке. Ключи этой обладают тем недостатком, что при навинчивании гаек (из-за зазоров между гранями гайки и губками ключа) грани гаек часто стираются, поэтому ключи эти в ряде случаев могут проворачиваться.
2. Кольцевые двусторонние коленчатые ключи по ГОСТ 2906 — 80 Е (СТ СЭВ 1292 — 78) относятся к накидным. В отличие от открытых ключей они имеют замкнутый контур и охватывают все грани гайки, что придает им большую жесткость и обеспечивает долговечность в работе.
Контуры отверстия такого ключа имеют форму квадрата, шестигранника, двенадцатигранника. Последние получили наибольшее распространение (рис. 10, г).
Они имеют в головках отверстия в виде шестиугольников, смещенных на 30′ относительно друг друга. Эти ключи допускают поворот гайки не только на 30 и 60′, но и на все углы, кратные ЗО’, что имеет большое значение при завинчивании гаек в малодоступных местах.
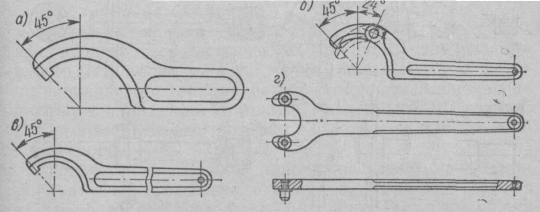
Рис. 11. Гаечные ключи для круглых гаек: а — укороченные; б-с удлиненной рукояткой; в — шарнирные; г — рожковые.
3. Ключи для круглых гаек, согласно стандарту, подразделяют на укороченные, с удлиненной рукояткой, шарнирные и рожковые (рис.11).
Они предназначены для завинчивания и отвинчивания круглых гаек, которые имеют прорези на боковой поверхности. Такие ключи могут быть открытыми и накидными. Для круглых гаек, имеющих на торцовой поверхности отверстия, применяют. рожковые ключи с двумя шипами (рис.11, г).
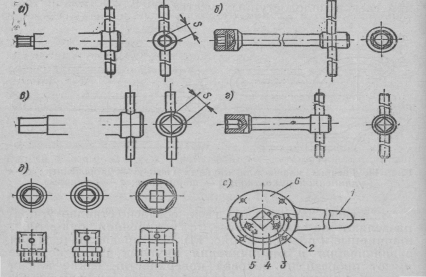
Рис. 12. Гаечные торцовые ключи: а — с наружным шестигранником; б — с внутренним шестигранником; в — с наружным квадратом; г-с внутренним квадратом; д — сменные головки; е — фрикционный ключ.
4. Гаечные торцовые ключи с наружным и внутренним шестигранником и квадратом (рис. 12, а — г) широко используют для завинчивания и отвинчивания болтов или гаек в тех случаях, когда доступ к ним обычным ключом затруднен. В ряде таких ключей используют сменные головки (рис. 12, д), которые закрепляют на стержне при помощи квадрата с тугой насадкой. При вращении гайки этим ключом не требуется его перестановка по граням гайки, что значительно экономит время, поэтому слесари-сборщики часто пользуются торцовыми ключами даже тогда, когда имеется свободный доступ к гайке. Торцовые ключи не стандартизованы. Следует отметить, что любой накидной ключ имеет замкнутый контур, который по сравнению с открытым придает ему большую жесткость и позволяет захватывать не только две, а все грани гайки или головки болта. На рис. 12, е показан торцовый фрикционный ключ для сменных головок. Он состоит из рукоятки 1, в которой запрессовано стальное закаленное кольцо 2. Внутри кольца имеется стальной закаленный вкладыш 4 с квадратным выступом и тремя скошенными пазами Вкладыш вставлен в кольцо с небольшим зазором. В пазах вкладыша помещены стальные ролики 3, отжимающиеся пружинками, находящимися в гнездах 5. Весь этот механизм закрыт крышкой б. На квадратный выступ вкладыша надевается сменная головка, которая удерживается от осевого перемещения утопающим штифтом. При вращении рукоятки ключа по часовой (при завинчивания) ролики 3 заклиниваются между кольцом и вкладышем, в результате чего начинает поворачиваться сменная головка, завинчивая гайку или болт. Такое заклинивание происходит почти одновременно с началом вращения рукоятки. При обратном вращении рукоятки ролики, закатываясь вглубь, освобождают вкладыши, и сменная головка прочно удерживается от поворачивания. Описанная позволяет собирать и разбирать резьбовые соединения без перестановки ключа при каждом повороте гайки или болта.
Ключи для шпилек. При слесарно-сборочных и монтажных работах часто встречаются шпильки, ввинчиваемые в тело детали; во многих случаях шпильки приходится устанавливать с гайками на обоих концах. Ввинчивание шпилек в тело детали выполняют специальными ключами, которые захватывают шпильку за резьбовую или гладкую поверхность. При установке шпилек применяют ключи с ведущими роликами или резьбовой втулкой. ручного ключа с роликами показана на рис.13, а. В головку ключа вмонтированы три ролика 1, удерживаемых от выпадения обоймой 2 и входящих в три спиральных выреза в корпусе ключа 3. На квадрат ключа надета поперечная рукоятка 5 с ручкой 4. При завертывании шпильки ключ держат левой рукой за свободно вращающуюся втулку б, а правой — поворачивают его за ручку 4. В тех случаях, когда при ввинчивании шпилек нет возможности делать полные обороты ключа, применяют ключ-трещотку (рис.13, б).
Он состоит из двух частей: головки 7 и рукоятки 8, соединенных между собой пальцем 10. Головка ключа имеет обойму с тремя роликами, которые при ввинчивании шпильки заклиниваются в спиральных пазах головки. На торцах головки и рукоятки профрезерованы шлицы, у которых одна сторона направлена вертикально, а вторая наклонена под углом 55є. При повороте рукоятки по часовой наклонные плоскости шлицев проскальзывают, рукоятка приподнимается, сжимая пружину 9, и свободно поворачивается, оставляя головку и зажатую в ней шпильку неподвижными. Кроме описанных применяют более простые ключи: ключи-гайки, эксцентриковые ключи и др.
Ключ-гайка представляет собой длинную шестигранную гильзу (рис. 13, в), в которую ввинчивается контрвинт 11 несколько меньшего диаметра, чем шпилька. Гильза навинчивается на шпильку до тех пор, пока торец шпильки не упрется в торец контрвинта, после чего, вращая контрвинт, окончательно затягивает шпильку.
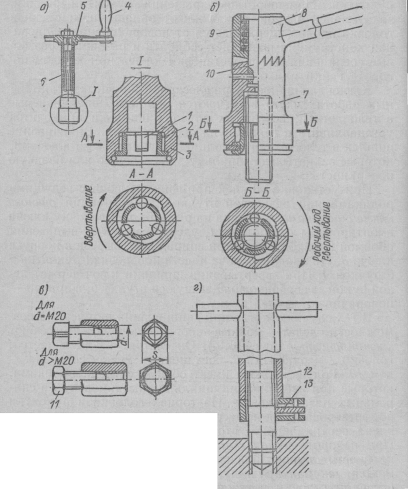
Рис. 13. Ключи для шпилек: а — ручной ключ для ввертывания шпилек; б-ключ-трещотка; в — ключ-гайка; г — эксцентриковый ключ.
На рис. 13, г, показан эксцентриковый ключ для ввинчивания шпилек c. захватом за гладкую часть стержня. В корпусе 12 ключа имеется эксцентрично посаженный ролик 18 с рифленой насечкой. При вращении корпуса 12 шпилька захватывается роликом и ввинчивается в отверстие.
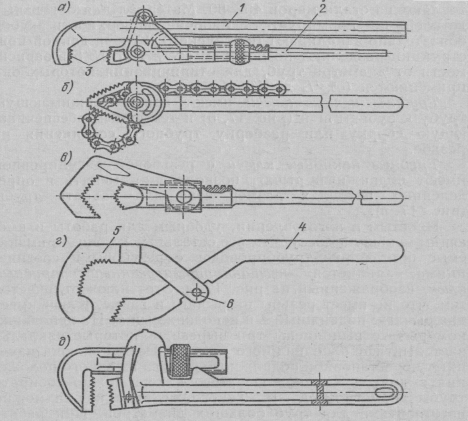
Рис. 14. Трубные ключи: а — рычажный; б — цепной; в — накидной; г — с регулированием на разные диаметры труб; б – разводной.
Трубные ключи. При выполнении трубных соединений на фланцах пользуются гаечными ключами, описанными выше. При сборке трубопроводов на резьбе применяют специальные трубные ключи, которые подразделяют на рычажные, цепные и накидные.
Трубные рычажные ключи имеют два рычага: подвижный 1 и неподвижный 2 (рис. 14, а).
Захватная губка 3 подвижного рычага позволяет произвольно менять в определенных пределах размер зева для захвата трубы. Со стороны насечек захватные губки имеют незначительный изгиб, позволяющий зажимать трубу одновременно во многих точках. Неподвижный 2 и подвижный 1 рычаги изготовляют из стали марок 45 — 50. Материал для остальных деталей не нормируется. Рабочие поверхности губок обязательно закаливают (с отпуском).
Ключи данной разделяют по номерам от № 1 до № 5 в зависимости от диаметра труб, для отвинчивания которых они применяются (от 1/4 до 4»).
Трубные цепные ключи имеют цепь, прижимающую трубу к зубьям щек (рис. 14, б) и тем самым обеспечивающую сборку или разборку трубного соединения на резьбе.
Трубные накидные ключи с резьбовой регулировкой имеют подвижный рычаг, позволяющий менять в определенных пределах размер зева для захвата трубы (рис. 14, в).
Простым в изготовлении, удобным для работы и имеющим меньшую массу, чем все остальные ключи, применяемые при сборке трубопроводов с резьбовыми соединениями, является нестандартизированный трубный ключ, изображенный на рис.14, г. Этот ключ отличается тем, что не имеет резьбы на рычаге и гайке. Ключ имеет два рычага: подвижный 4 и неподвижный 6. На неподвижном рычаге выполнены три выреза, в которые закладывается штифт 6 подвижного рычага. Размер ключа изменяют перестановкой подвижного рычага из одного положения в другое. С помощью этого ключа можно собирать трубы диаметром 1/2 — 1″. Такого же вида ключи можно изготовить и для труб больших диаметров. При работе таким ключом рабочий одной рукой устанавливает штифт 6 подвижного рычага 4 на нужный размер, а другой — нажимает на неподвижный рычаг 6, тем самым прочно зажимая трубу. При сборке трубопроводов применяют еще и трубный разводной ключ (рис. 14, д) с самозатягивающей подвижной губкой, обеспечивающей его надежное сцепление с поверхностью трубы. Трубный разводной ключ надежен и особенно удобен в работе. Существенным недостатком трубных ключей является то, что они оставляют на поверхности труб следы насечек от зажимных губок. Это часто требует дополнительной зачистки труб напильником. этого недостатка должно стать одной из задач сборщиков-рационализаторов.
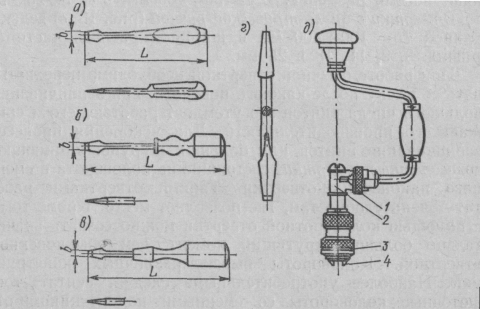
Рис. 15. Слесарно-сборочные (монтажные) отвертки: а — цельнометаллические с деревянными накладными щеками; б — с металлической пяткой; в — с диэлектрической ручкой; г — сменный наконечник-отвертка; д — трещоточный коловорот: 1 — кольцо-переключатель; а — механизм сцепления; 3 — патрон; 4 — кулачки патрона.
Отвертки. В процессе сборки (разборки) машин для завинчивания винтов и шурупов, имеющих головку с прорезью (шлицем), пользуются отвертками. Их подразделяют на проволочные, цельнометаллические с деревянными накладными щеками, с металлической пяткой, с диэлектрической ручкой, коловоротные, специальные и высокопроизводительные.
Отвертка состоит из трех частей: рабочей части (лопатки), стержня и ручки. Выбирают отвертку по ширине рабочей части, которая зависит от размера шлица в головке шурупа или винта.
Проволочные отвертки изготовляют из стали У7, длина от 7 до 125 мм, ширина лезвия 2, 3, 4, 5 мм. Рабочую часть отвертки подвергают закалке и отпуску на длину 10 — 15 мм.
Цельнометаллические отвертки с деревянными накладными щеками (дуб, бук) изготовляют из стали У7 шести размеров (рис. 15, а):
Длина L., мм… .125 150 175 200 250 300 Ширина рабочей части bмм… .,…4 5 7 9 11 15
Отвертки с металлической пяткой (рис. 15, б) выполняют восьми размеров: Ь = 150 — : 400 мм; Ь = 7 — : 25 мм., Отвертки с диэлектрической ручкой (рис.18, в) делают длиной L. = 100 — : 400 мм и шириной рабочей части о, равной 3, 9, 11, 18 и 25 мм.
При работе обычной отверткой необходимо перехватывать ее ручку после каждого поворота, при завинчивании большого числа винтов это утомляет работающего и снижает его производительность. Для ускорения процесса завинчивания винтов или больших шурупов применяют коловоротные отвертки, состоящие из коловорота и сменного наконечника-отвертки. Такими отвертками работать очень удобно там, где позволяет место. Кроме того, с помощью коловоротной отвертки можно создать значительно больший крутящий момент, чем обыкновенной отверткой. Коловороты бывают различных Наиболее употребительными следует считать трещоточные коловороты со сменными наконечниками-отвертками, имеющими различную ширину рабочей части (рис. 15, г, д).
Специальные отвертки подразделяют на отвертки с центрирующей муфтой или с выточкой в головке и отвертки с упорами.
1. Отвертки с центрирующей муфтой или с выточкой в головке применяют для завинчивания винтов и шурупов, когда требуется предотвратить соскальзывание лезвия отвертки. Применение отверток с муфтами или с выточкой в головке благодаря автоматическому центрированию лезвия в шлице винта значительно ускоряет и облегчает работу слесаря-сборщика.
2. Отвертки с упорами применяют при необходимости сильного затягивания винтов, где обычными отвертками нельзя создать усилия ввиду выскальзывания лезвия из шлица.
К высокопроизводительным отверткам следует отнести трещоточные, тарированные и механизированные (машинные) отвертки.
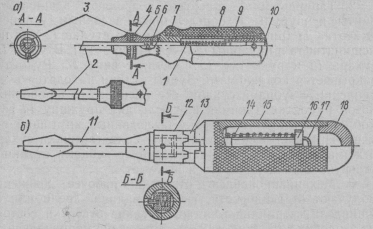
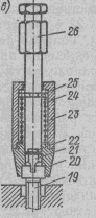
Рис. 16. Высокопроизводительные отвертки: а — трещоточная; б — тарированная; в — механизированная.
Трещоточная отвертка (рис. 19, а) состоит из шестигранной пластмассовой рукоятки 8, стальной гильзы 7 и втулки 10, установленной в рукоятке. Внутри втулки и гильзы помещен подвижный штифт с пружиной 1, на конце которого насажена и закреплена штифтом 6 головка-трещотка 5. На торце головки имеются зубцы, находящиеся в зацеплении с зубцами гильзы. В головку вставляется сменная отвертка 2, соединяемая своим срезанным концом со срезом штифта 9. Крепление отвертки выполняют защелкой 3 и пружинным кольцом 4. При завинчивании зубцы головки сцеплены с зубцами гильзы; при обратном повороте рукоятки гильза проскальзывает по скосам зубцов трещотки, рукоятка в это время приподнимается кверху, отвертка же остается на месте. Надавливая на рукоятку, производят сцепление зубцов головки и гильзы, после чего можно продолжать завинчивание.
2. Тарированные отвертки позволяют завинчивать винты и шурупы с определенным заданным усилием. Отвертка 11 (рис. 16, б) закреплена во втулке 12 при помощи штифта и пружины (см. сечение Б — Б).
Втулку 12, сухарь И рукоятку 15 соединяет винт 17. Рукоятка закрывается колпаком 18. Зубцы втулки находятся в зацеплении с зубцами сухаря, соединенного со шпоночным пазом рукоятки. Сжимая или ослабляя пружину 14 гайкой 1б, регулируют отвертку на заданный крутящий момент. При достижении заданного усилия затяжки сухарь отжимается, выходит из зацепления с зубцами втулки и отвертка 11 поворачиваться не будет.
3. Механизированные отвертки рабочее движение получают от гайковерта, гибкого валика, дрели или от шпинделя сверлильного станка. Такие отвертки состоят из головки 20 (рис. 16, в), имеющей направляющую выточку для головки винта 19, собственно отвертки 21, соединенной при помощи заклепки 22 с хвостовиком 2б. Последний соединяется с приводом. Головка резьбой соединена с корпусом 23, в котором размещены пружина 24 и упорные полукольца 25. Винт направляется головкой отвертки в отверстие детали, и производится завинчивание. Утомительной операцией является завинчивание мелких винтов, особенно если эта работа выполняется с применением ручных В приборостроении разработано много различных электромеханических отверток. Некоторые из них подвешиваются на специальные стойки и приводятся в движение от электродвигателя; с помощью гибкого вала вращение передается червячному редуктору и шпинделю отвертки. В последнее время операция завинчивания мелких винтов и шурупов не только механизируется, но и автоматизируется.
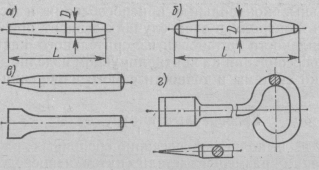
Рис. 17. Оправки и скребки: а — конусные оправки; б — проходные оправки; в —