
Особенности прокатки труб на роликовых станах ХПТР
Валковые станы ХПТ не позволяют изготовлять особоточные прецизионные тонкостенные трубы высокого качества. В конце 50-х годов во ВНИИ Метмаш учеными В.В. Носалем и В.А. Вердеревским были созданы первые станы холодной прокатки труб роликами (ХПТР).
Благодаря высокой эффективности способа и оборудования станы ХПТР широко распространены на многих заводах в мире.
Схема деформации металла на роликовых станах холодной прокатки труб аналогична холодной прокатке труб на валковых станах. Трубы прокатываются на цилиндрической оправке с помощью трех или четырех рабочих роликов, по периметру которых нарезан круглый ручей постоянного радиуса, равного радиусу готовой трубы. В конце длины прямого хода клети в поперечном сечении ролики образуют замкнутый круглый калибр.
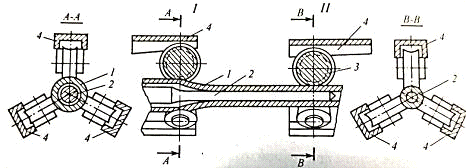
- трубная заготовка;
- 2 — цилиндрическая оправка;
- 3 — ролики;
- 4 — планки;
- (I-I — переднее и II-II-заднее положение клети)
Рисунок 1 — Схема прокатки труб на стане ХПТР.
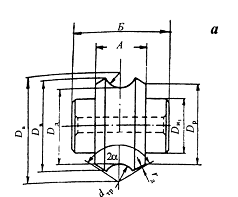
Форма, типы и размеры роликов, оправки и направляющих планок представлены на рисунке 2.
Ролик (рисунок 2а) имеет постоянный круглый ручей, соответствующий наружному диаметру трубы. Отверстие в центре ролика служит для установки в него конического штифта, на котором производится механическая обработка ролика в станке.
Калибровка направляющей планки (рисунок 2б) построена таким образом, что при перекатывании по ней роликов происходит постепенное обжатие толщины стенки. В конце планки имеется калибровочный горизонтальный участок. Для того чтобы получить точные размеры трубы, опорные планки должны механически обрабатываться с высоким классом шероховатости.
 б
б
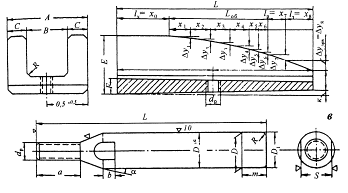
Рисунок 2 — Профиль ролика (а), опорной планки (б), оправки (в)
Нижняя плоскость планки шлифуется с уклоном 1: 80. Клин служит для регулирования направляющих планок. При передвижении клина опорные планки сближаются или удаляются от центра прокатки, вместе с ним происходит сведение и разведение рабочих валков. Продольный вырез в клине позволяет производить перемещение клина в продольном направлении.
Технологический процесс производства тонкостенных бесшовных труб ...
... Волжский трубный завод представляет собой современное предприятие сориентированное на потребителей труб практически всех отраслей, в том числе потребителей труб ... ЭСПЦ). 1.1.1 Электросталеплавильный цех (ЭСПЦ) Рисунок 1. Технологическая схема выплавки и ... труб После прокатки труб на ТПА 159-426, охлаждения, обрезки и правки трубы проходят неразрушающий контроль геометрических размеров. Далее трубы ...
Оправки роликовых станов (рисунок 2в) имеют цилиндрическую форму. Диаметр оправки равен внутреннему диаметру готовой трубы.
Ролики и планки станов ХПТР изготавливают из стали марки ШХ15, в отдельных случаях — из стали марки 60ХФА. Нагрев роликов и планок под закалку после механической обработки производят в камерных печах или электросолянных ваннах. Температуру и время выдержки определяют исходя из размеров роликов и планок. Отпуск ведут в масляных ваннах при температурах 260…270 град. Твердость роликов и планок должна составлять НВС 54…60
Роликовые станы периодического действия предназначены для холодной прокатки особотонкостенных труб диаметром 4-120 мм с толщиной стенки 0,03-3 мм. Общая относительная деформация трубы за один проход 80-85% достигается в основном за счет уменьшения толщины стенки, так как по диаметру по диаметру труба может быть уменьшена только на 2-4 мм.
Станы ХПТР обеспечивают получение труб 4-6 класса шероховатости поверхности, малыми допусками по толщине стенки ±5÷±10% и отношением диаметра к толщине стенки 150: 1.
Роликовые станы по сортаменту прокатываемых труб разделяются на 2 группы: станы для производства труб малых типоразмеров — ХПТР 3-8; ХПТР 4-15; ХПТР 6-15; ХПТР 15-30 и станы для производства труб средних типоразмеров — ХПТР 60-120; ХПТР 30-60.
Оборудование стана ХПТР включает рабочую клеть, которая установлена на направляющие станины, привод стана, механизмы подачи и поворота заготовки, стол для заготовок с механизмом их загрузкии стол выдачи. Клеть приводится в движение от электродвигателя постоянного тока кривошипно-шатунным механизмом. Для сообщения заготовке прерывистого движения служит механизм подачи и поворота с трансмиссионным валом.
Рабочие клети станов ХПТР должны обеспечивать высокую точность геометрических размеров прокатываемых труб в поперечном и продольном направлениях и хорошее качество наружной и внутренней поверхности.
Рабочая клеть стана ХПТР состоит из толстостенной втулки 6, которая воспринимает и гасит в себе усилия прокатки. Внутри толстостенной втулки установлены опорные планки 5 с криволинейным профилем, по которым перекатываются рабочие ролики 3, обжимая трубу 1 на оправке 2. Втулка монтируется на каретке 7, которая вместе с направляющими планками 5 совершает возвратно-поступательное движение при помощи кривошипно-шатунного механизма 8.
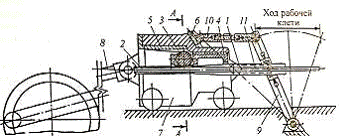
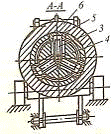
- труба;
- 2 — оправка;
- 3 — рабочие ролики;
- 4 — сепаратор;
- 5 — направляющие планки;
- 6 — толстостенная втулка;
- 7 — каретка;
- 8 — кривошипно-шатунный механизм;
- 9 — рычаг-кулиса;
- 10,11 — тяга
Рисунок 3 — Схема рабочей клети стана ХПТР.
История возникновения прокатного стана
... сплавов и заготовок из стали. 2. Классификация и устройство Классификация прокатных станов. Главный признак, определяющий прокатного стана, - его ... подачи. Такие станы применяют для прокатки труб, осей, шаров и т.д. Рис.3. Схема расположения валков в рабочей клети прокатного стана: ... располагается 3 вида устройств (рис.2): рабочие клети (одна или несколько) - к ним относятся прокатные валки с ...
С противоположной стороны каретка связана тягой 10 с рычагом-кулисой 9. Рычаг 9 одним концом закреплен на неподвижной оси, вокруг которой совершает качательные движения при возвратно-поступательном движении каретки 6. Сепаратор 4 с роликами 3 также соединен с рычагом-кулисой 9 при помощи тяги 11. Таким образом, при возвратно-поступательном движении рабочей клети каретка с направляющими планками и сепаратор с роликами получают относительное перемещение, что приводит к сближению роликов 3 и обжатию трубы 1 на оправке 2.


Рисунок 4 — Общий вид клети стана ХПТР
Механизм подачи и поворота заготовки соединен со станиной рабочей клетипромежуточной рамой 6, по которой двигается патрон подачи заготовки 7. Периодическое движение патрона подачи производится при помощи электродвигателя. Оправка крепится на специальном стержне, который удерживается в специальных зажимах 9 и 10, за которыми расположен стол заготовок 11.

Рисунок 5 — Общий вид 4-х роликовой клети стана ХПТР.
Работа стана происходит следующим образом. С помощью электродвигателя шагающим движением подвижной рамы подвижной рамы стола загрузки очередная заготовка подается на ось прокатки. Открывается зажим 10 стержня оправки и заготовка подающими роликами продвигается вперед до упора в зажим стержня 9. Как только задний конец заготовки пройдет зажим, он закрывает и открывает его, пропуская заготовку дальше вперед в зону дейтсвия патрона подачи. Если это первая заготовка, то она продвигается до рабочей клети. Если это очередная заготовка, то ее движение ограничивается предыдущей заготовкой, находящейся в клети. Заготовки транспортируются роликами. Привод роликов осуществляется электродвигателем через длинный трансмиссионный вал. В подающих роликах нижний ролик выставлен по оси прокатки, а верхний прижимается к нижнему пневматическим цилиндром. Нормальное положение роликов открытое, т.е. верхний ролик поднят и заготовка свободно продвигается по нижним роликам предыдущей парой роликов, как по рольгангу. Когда задний конец заготовки выходит из транспортирующей пары роликов, верхний ролик опускается на нижний и своим движением дает импульс на зажатие заготовки следующей парой роликов. Таким образом, ролики включаются последовательно, транспортируя заготовку по всей линии стана.
После того как очередная заготовка продвинута до упора в предыдущую, она зажимается патроном подачи. В этот момент патрон должен находится в крайнем исходном положении. Заготовка зажимается с помощью электродвигателя. После зажатия включается главный привод стана и происходит прокатка заготовки до тех пор, пока патрон подачи не дойдет до своего крайнего переднего положения. Воздействуя на соответствующий конечный выключатель, останавливается рабочая клеть, патрон подачи освобождает заготовку и возвращается в исходное положение. В это время происходит зарядка стана очередной заготовкой. Затем цикл повторяется.
роликовый стан холодная прокатка труба

Рисунок 6 — Общий вид стана ХПТР
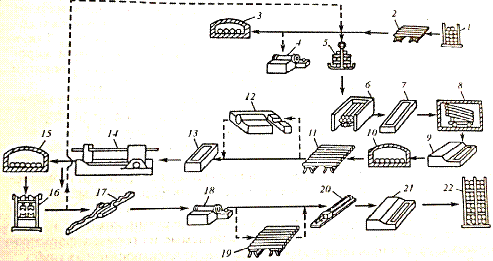
Рисунок 6 — Схема технологического процесса производства холоднодеформированных труб
При холодной прокатке трубную заготовку со склада 1 подают на инспекционные стеллажи 2, где производят осмотр и отбраковку некачественной продукции. Годные заготовки набирают в пакеты 5. При необходимости обрезают концы труб на резцовых труборезных станках 4, так как для прокатки требуются заготовки с хорошо подготовленными обрезанными концами, а также разрезают заготовку на мерные длины, если ее длина превышает допустимую длину, которую может принять стан. При производстве труб из специальных сталей заготовки подвергают предварительному отжигу в печи 3. В результате снижается прочность, повышаются пластические свойства, устраняется структурная неоднородность, снимаются остаточные напряжения в металле. Набранные в пакеты заготовки подвергают травлению растворами кислот в ванне 6, затем промывают в ванне 7 горячей водой, затем струей холодной воды, подаваемой под давлением, в камере 8 и нейтрализуют в щелочном растворе в ванне 9. После этого заготовки просушиваются в печи 10 и осматривают на стеллажах 11. Заготовки с дефектами подвергают ремонту на шлифовальных станках 12 или окончательно бракуют. На годные заготовки наносят твердые покрытия (фосфатирование, оксалатирование, омеднение) и смазки в ванне 13. Затем заготовки поступают на стан ХПТР 14. Трубы после холодной прокатки поступают в печь 15, где подвергаются промежуточному отжигу, затем проходят промежуточную правку на эксцентриковом (кулачковом) прессе 16. После этого цикл операций 3-14 повторяется. Трубы после последнего прохода или последней прокатки поступают в печь для отжига, затем проходят правку на на прессе 16 и валковой правильной машине 17. Далее обрезают концы труб на станках 18 посматривают на инспекционных стеллажах 19. По требованиям заказчика трубы могут подвергаться гидроиспытаниям на прессе 20. После осмотра на стеллажах,, если необходимо, трубы промывают в ванне 21, затем их маркируют, упаковывают и передают на склад готовой продукции 22.
Также разработана схема технологического процесса в которой используется прокатка на ХПТ, а затем на стане ХПТР, для получения тонкостенной трубы.
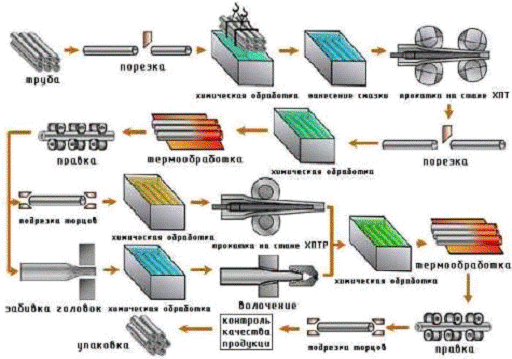
Рисунок 7. Технологическая схема производства холоднодеформированных труб включающая станы ХПТ и ХПТР.
Термическую обработку труб выполняют как одну из завершающих технологических операций при производстве труб готовых размеров или же как промежуточную между деформациями. В первом случае ее применяют для придания трубам требуемых техническими условиями эксплуатационных свойств, а во втором — для восстановления пластических свойств металла до уровня, необходимого для
В зависимости от состава стали и назначения труб применяют одинарную (отжиг, нормализация или отпуск) или двойную (закалка или нормализация с последующим отпуском) термическую обработку. Любой вид термической обработки включает нагрев труб до заданной температуры, выдержку при этой температуре для выравнивания температуры по сечению и длине труб; охлаждение труб со скоростью, определяемой видом термической обработки.
Отжиг (рекристаллизационный) ведут по следующему режиму: нагрев труб до температуры, превышающей температуру рекристаллизации на 30.50°С, выдержка и медленное охлаждение. Так, для углеродистых сталей с содержанием 0,08.0,2 % С температура отжига составляет 680.700°С, отжиг труб из стали марки ШХ15 проводят при температуре 790 ± 10°С с выдержкой в течение 1-2 ч и быстрым охлаждением до 720°С, далее с замедленным охлаждением — до 650° С, а затем — на воздухе. При отжиге снижается твердость метала повышается вязкость, снимаются внутренние напряжения и устраняется структурная неоднородность. Нормализация (нормализационный отжиг) осуществляется по следующей схеме: нагрев труб до температуры, превышающей температуру рекристаллизации на 50°С, непродолжительная выдержка для прогрева и завершения фазовых превращений с последующим охлаждением на воздухе. Нормализация вызывает полное фазовое превращение стали и устраняет разнозернистость структуры, полученную при деформации, уменьшает внутренние напряжения и повышает механические свойства стали.
Назначение нормализации различно для труб из стали различных марок. Для труб из низкоуглеродйстых сталей ее применяют вместо отжига при 850-1000°С (без выдержки), а для Труб из легированных сталей — при 950 — 1050°С с выдержкой, определяемой из расчета 1 мин на 1 мм толщины стенки трубы. Охлаждение труб из углеродистых сталей проводят на открытом воздухе, а из легированных — в ванне с водой или водовоздушным спрейером.
Закалку ведут по схеме: нагрев труб до температуры выше критической или температуры растворения избыточных фаз, выдержка и быстрое охлаждение — со скоростью, превышающей критическую. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, появившиеся при закалке, получить требуемые механические свойства стали, трубы после; закалки обязательно подвергают отпуску. Обычно применяемая температура нагрева под закалку для труб составляет 850.950°С, затем: тру бы охлаждают водяным спрейером.
Отпуск проводят по следующей схеме: нагрев труб в закаленном состоянии до температуры ниже интервала фазовых превращений, выдержка при этой температуре и последующее охлаждение с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которой достигаются требуемые механические свойства стали: повышенная вязкость при сохранении прочности и упругости и уменьшение всех внутренних напряжений. Термическую обработку труб в зависимости от требований к качеству их поверхности и химического состава стали осуществляют на воздухе, в атмосфере печи, в безокислительных или восстановительных защитных атмосферах азота, водорода, диссоциированного аммиака и смеси газов.
Примеры режимов термической обработки труб из некоторых наиболее широко применяемых сталей и сплавов приведены в таблице 1
Таблица 1 — Режимы термической обработки труб
|
Марка стали |
В камерной печи |
В проходной печи |
На электроконтактной установке |
|||||
|
Температура нагрева,°С |
Выдержка, мин |
Способ охлаждения |
Температура металла на выходе,°С |
Способ охлаждения |
Температура нагрева,°С |
Выдержка, мин |
Способ охлаждения |
|
|
10, 20 |
920-950 |
На воздухе |
780-800 |
На воздухе |
— |
— |
||
|
12ХН3А |
680-700 |
20 |
690-710 |
— |
— |
|||
|
30ХГСА |
720-740 |
60 |
780-800 |
— |
— |
|||
|
Х5М |
760-780 |
90 |
С печью до 650 |
— |
— |
— |
||
|
15Х, 40Х, 20Г |
880-920 |
20 |
На воздухе |
780-800 |
— |
— |
||
|
Х13, Х17 |
780-800 |
60 |
— |
840-860 |
20 |
В воде |
||
|
08Х18Н10Т |
900-1080 |
30 |
1000-1130 |
1020-1100 |
Без выдержки |
На воздухе |
||
|
13Х13С2М2 |
700-830 |
40 |
1020-1050 |
850-900 |
20-30 |
|||
|
Жаропрочные сплавы на основе никеля |
— |
— |
1100-1150 |
1180-1230 |
20-40 |
|||
1. В.Я. Осадчий, А.С. Вавилин, В.Г. Зимовец, А.П. Коликов Технология и оборудование трубного производства; учебное пособие для вузов, 2007 — 560 с
2. В.Н. Данченко, А.П. Коликов, Б.А. Романев, С.В. Самусев Технология производства труб. М.: Интермет — инжиниринг. 2002
. Б.А. Романцев, А.В. Гончарук, Н.М. Вавилкин, С.В. Самусев Обработка металлов давлением. М.: Металлургия, 2008. — 488 с.
4. <http://www.eztm.ru/products/prokatdevice/stans/stancold60160/>
. <http://cmet.ru/ru/predlagaem/oborudovanie/holodno-pilgernye-stany/-dlja-prokatki-trub/-osobotonkostennyh-precizionnyh>