
Данная работа не является научным трудом, не является выпускной квалификационной работой и представляет собой результат обработки, структурирования и форматирования собранной информации, предназначенной для использования в качестве источника материала при самостоятельной подготовки учебных работ.
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ИНСТИТУТ, РАДИОТЕХНИКИ ЭЛЕКТРОНИКИ И АВТОМАТИКИ, Индивидуальное задание по материаловедению
На тему
Черные металлы в конструкциях РЭС, Студента 2-го курса
Факультета РТС
Группы РК-1-01
Якушев Николай.
Преподователь:
Ахмадьярова Д.И.
-
Понятие черных металлов.
В понятие черных металлов входят все металлические материалы содержащие железо: стали, чугуны и др.
Черным металлам характерны такие свойства как тепло- и электропроводность, кристаллическая структура, магнитные свойства (производятся специальные трансформаторные стали, ферриты и др.)
-
Диаграмма Железо-Графит.
Образование стабильной фазы графита в чугуне может происходить в результате непосредственного выделения его из жидкого раствора или вследствие распада предварительно образовавшегося цементита.
Процесс образования в чугуне (стали) графита называют графитизацией.
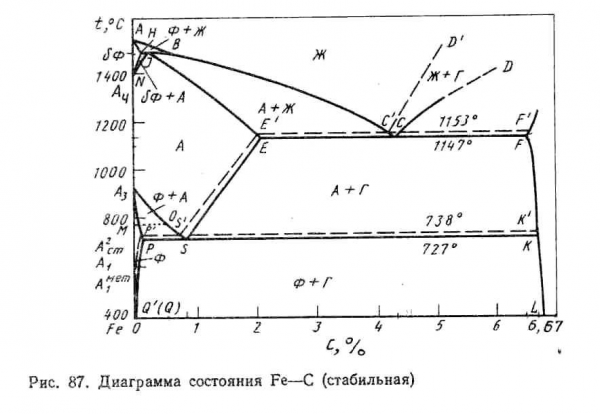
Диаграмма состояния стабильного равновесия показана на рис.87 (штриховые линии соответствуют выделению графита, а сплошные – выделению цементита).
В стабильной системе при температурах, соответствующих линии C’D’, кристаллизуется первичный графит. При температуре 1153 град С (линия E’C’F’) образуется графитная эвтектика: аустенит + графит.
По линии E’S’ выделяется вторичный графит, а при температуре 738 град С (линия P’S’K’) образуется эвтектоид, состоящий из феррита и графита.
Вероятность образования в жидкой фазе метастабильного цементита, содержащего 6,67% С, значительно больше, чем графита, состоящего только из атомов углерода. Графит образуется при очень малой скорости охлаждения, когда степень переохлаждения жидкой фазы невелика.
Ускоренное охлаждение частично или полностью останавливает кристаллизацию графита и способствует образованию цементита. При охлаждении жидкого чугуна ниже 1147 град С образуется цементит.
Изучение влияния параметров аустенитизации на распад переохлажденного ...
... настоящее время внедряются новые технологии в процесс термиче-ской обработки проволоки. Одна из таких технологий – это сорбитизация стали в сыпучем графите. Известно, что при охлаждении с температуры аустенитизации ... с толщиной пластинок цементита 10-40 нм и феррита 60-200 нм [ 5 ]. Патентирование стали необходимо проводить с учетом непрерывности процесса волочения, поэтому проволока по выходе из ...
В жидком чугуне присутствуют различные включения (графит, SiO 2 ,Al2 O3 и др.).
Эти частицы облегчают образование и рост графитных зародышей. При наличии готовых зародышей процесс образования графита может протекать и при температурах, лежащих ниже 1147 град С. Этому же способствует легирование чугуна Si, который вызывает процесс графитизации.
При последующем медленном охлаждении возможно выделение графита из аустенита и образование эвтектоидного графита в интервале 738-727 град С.
-
Виды термообработки.
Упрочнению термической обработкой подвергаются до 8-10% общей выплавки стали в стране. В машиностроении объем термического передела составляет до 40% стали, потребляемой этой отраслью.
Основными видами термической обработки являются отжиг, нормализация, закалка и отпуск.
Отжиг первого рода в зависимости от исходного состояния стали и температуры его выполнения может включать процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Характерная особенность этого вида отжига в том, что указанные процессы происходят независимо от того, протекают ли в сплавах при этой обработке фазовые превращения или нет. Поэтому отжиг первого рода можно проводить при температурах выше и ниже температур фазовых превращений (критических точек А1 и А2 на рис. 87)
Высокий отпуск. После горячей механической обработки сталь чаще имеет мелкое зерно и удовлетворительную микроструктуру, поэтому не требуется фазовой перекристаллизации (отжига).
Но в следствии ускоренного охлаждения после прокатки или другой горячей обработки легированные стали имеют неравновесную структуру – сорбит, троостит, буйнит или мартенсит – и, как следствие этого высокую твердость. Для снижения твердости сортовой прокат подвергают высокому отпуску при 650 – 700 гр С (несколько ниже точки А 1 ) в течение 3 – 15 часов и последующему охлаждению. При нагреве до указанных температур происходит распад мартенсита и/или бейнита, коагуляция и сфероидизация карбидов в итоге
снижается твердость. Углеродистые стали подвергают высокому отпуску в тех случаях, когда они предназначаются для обработки резанием, холодной высадке или волочения.
Отжиг для снятия остаточных напряжений. Этот вид отжига применяют для отливок, сварных изделий, деталей после обработки резанием и др., в которых в процессе предшествующих технологических операций из-за неравномерного охлаждения, неоднородной пластической деформации и т. п. возникли остаточные напряжения.
Отжиг второго рода заключается в нагреве стали до температур выше точек Ас 1 или Ас3 , выдержке и, как правило, последующем медленном охлаждении. В процессе нагрева и охлаждения протекают фазовые превращения, определяющие структуру и свойства стали. После отжига сталь имеет низкую твердость и прочность при высокой пластичности. В большинстве случаев отжиг является подготовительной термической обработкой; отжигу подвергают отливки, поковки, сортовой и фасонный прокат, трубы, горячекатаные листы и т. д.
Термообработка стали
... обработка называется отпуском. Старением называют отпуск при невысоком нагреве или комнатной температуре. И при отжиге первого рода, как и при отпуске, структура сталей и сплавов ... структурных превращений в сталях и сплавах выделяют три основные структуры: аустенит (А) - твердый раствор углерода в γ-железе ... называется неполной и, как правило, ее не применяют. Для заэвтектоидных сталей оптимальная ...
-
Кодирование черных металлов.
Углеродистые
Стали обыкновенного качества (ГОСТ 380 – 88).
Углеродистую сталь обыкновенного качества изготовляют
Марка Ст0 Ст1 Ст2 Ст3 Ст4 Ст5 Ст6
С, % 0,23 0,06- 0,09- 0,14- 0,18- 0,28- 0,28
0,12 0,15 0,22 0,27 0,37 0,49
Mn,% —- 0,25- 0,25 0,3- 0,4- 0,5- 0,5
0,5 0,5 0,65 0,7 0,8 0,8
Буквы <<�Ст>> в марке стали обозначают <<�сталь>>, цифры – условный номер марки (с увеличением номера возрастает содержание углерода), кроме того, ГОСТ предусматривает стали с повышенным содержанием марганца (0,8-1,1%) – Ст3Гпс, Ст3Гсп, Ст5Гпс.
В зависимости от условий и степени раскисления различают стали:
-
спокойные «сп» (Ст1сп, Ст2сп и тд.);
-
полуспокойные «пс» (Ст1пс, Ст2пс и тд.);
-
кипящие «кп» (Ст1кп, Ст2кп и тд.).
Стали обыкновенного качества, особенно кипящие , наиболее дешовые. В процессе выплавки они наименее очищаются от вредных примесей. Массовая доля серы должна быть не более 0,05%, фосфора не более 0,04%, а азота не более 0,08%.
С повышением условного номера марки стали возрастает предел прочности и текучести и снижается пластичность.
Качественные углеродистые стали. Эти стали (ГОСТ 1050-74) выплавляют с соблюдением более строгих условий в отношеняи состава шихты и ведения плавки и разливки. К ним предъявляют более высокие требования по химическому составу и структуре.
Качественные углеродистые стали маркируют цифрами 08, 10, 15, 20, …, 85, которые указывают среднее содержание углерода в сотых долях процента.
Низкоуглеродистые стали (содержание углерода не более 0,25%) 05кп, 08, 07кп, 10, 10кп обладают невысокой прочностью и высокой пластичностью. Эти стали без термической обработки применяют для малонагруженных деталей. Тонколистовую, холоднокатаную сталь используют для холодной штамповки изделий.
Среднеуглеродистые стали (0,3-0,5% С) 30,35,40,45,50,55 применяют после нормализации, улучшения и поверхностной закалки для самых разнообразных деталей во всех отраслях машиностроения.
Стали с высоким содержанием углерода (0,6-0,85 % С) 60, 65,70, 80,85 обладают повышенной прочностью, износостойкостью и упругими свойствами; применяют их после закалки и отпуска и поверхностной закалки для деталей, работающих в условиях трения при наличии высоких статических вибрационных нагрузок.
-
Влияние легирующих элементов.
Влияние кремния и марганца. Содержание кремния в углеродистой, хорошо раскисленной стали в качестве примеси обычно не превышает 0,37%, а марганца – 0,8%. Кремний, дегазируя металл, повышает плотность слитка. Кремний, остающийся после раскисления в твердом растворе, сильно повышает предел текучести. Это снижает способность стали к вытяжке и особенно к холодной высадке. В связи с этим в сталях, предназначенных для холодной штамповки и холодной высадки, содержание кремния должно быть сниженным.
Разработка технологического процесса изготовления детали «рычаг»
... машиностроения. Обработка детали возможна с применением универсальных станков или станков с ЧПУ, стандартного режущего инструмента и средств измерения. 1.3 Определение типа производства Наименьшие затраты при изготовлении деталей ... детали "Рычаг". Для обеспечения необходимой прочности рычаг изготавливают из высокопрочных сталей ... определённая форма организации работы. Тип производства можно определить ...
Марганец заметно повышает прочность, практически не снижая пластичности и резко уменьшая красноломкость стали, т.е. хрупкость при высоких температурах, вызванную влиянием серы.
Легирование хромистой стали ванадием 0.1 – 0.2% улучшает механические свойства, такие стали менее склонны к перегреву.
Содержание малибдена в стали повышает ее термоустойчивость.
Примеси титана в стали повышает ее прочностные характеристики.
Примеси алюминия — влияют на магнитные свойства.
-
Применение черных металлов в РЭС.
В РЭС технологической переработке подвергают металлические материалы в виде:
-
листа для изготовления шасси, панелей, кожухов, корпусов, отражателей антенн;
-
прута для изготовления для изготовления деталей стаканчатой формы, винтов, гаек, заклепок и др.
-
профильного проката для изготовления этажерок, рам, направляющих, каркасов, ферм, консолей и т.д.
-
проката трубчатой формы для изготовления волноводных каналов
-
порошков для изготовления деталей небольших размеров: вкладышей, экранов, шайб, деталей коробчатой формы, магнитов.
-
Чушки для изготовления различных деталей литьем: радиаторов, волноводных каналов, деталей коробчатой формы.
По химическому составу металлические материалы делят на черные и цветные. Черные металлические материалы – это железо и его сплавы. Для конструкционных деталей используют сплавы на основе железа. Они делятся на стали (содержание С менее 2,14%) и твердые сплавы.
-
сталь углеродистая общего назначения для изготовления заклепок, крепежа, ручек, рычагов, элементов замка, штырей, шпилек;
-
сталь углеродистая качественная конструкционная для изготовления заклепок, крепежа, деталей коробчатой формы получаемых глубокой вытяжкой;
-
сталь рессорно-пружинная для изготовления пружинных деталей;
-
сталь легированная конструкционная для изготовления зубчатых колес, крепежа, пружин, валов, осей, втулок;
-
сталь рессорно-пружинная легированная для изготовления высококачественных пружин;
-
сталь повышенной и высокой обрабатываемости резанием для изготовления болтов, гаек, осей, валиков, шпилек;
-
сталь подшипниковая для изготовления элементов подшипников и деталей повышенной износоустойчивости, например, элементов осей, петель, подвижных втулок;
-
сплавы специального назначения: коррозионные, быстрорежущие, термостойкие и др.
В РЭС не применяют чугуны так как они тяжелые и очень хрупкие. Сплавы из цветных металлов дороги, и как самые дешевые и распространенные применяют сплавы на основе железа.
Разработка маршрутной технологии изготовления детали
... мм из стали 40XН ГОСТ 4543-71. Требуемая длина заготовки рассчитана с учетом ширины отрезного резца и необходимости торцевания заготовки. 2. ОБОСНОВАНИЕ МАРШРУТА ИЗГОТОВЛЕНИЯ ДЕТАЛИ Вводим нумерацию ... трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. 47/500 0,25 1 1 0,15 0,23 0,038 0,418 3 пер. Торцевать ...