
В условиях развития темпов современного производства возрастает роль термической обработки, как основного способа получения сталей с заданной структурой и механическими свойствами. Получаемые в результате термической обработки детали и инструменты имеют широкое применение практический во всех областях жизни человека.
В России упрочнению термической обработкой подвергаются до 10% выплавляемых марок стали. Для машиностроения же объем термического передела превышает 35% стали, потребляемой данной отраслью. Упрочнению подвергаются как детали приборов, разнообразных деталей машин так и крупные элементы оборудования металлургического, транспортного, энергетического производств.
Основными видами термической обработки являются отжиг, закалка, нормализация и отпуск, а также термомеханическая обработка стали.
В данной работе рассмотрению подлежат основные аспекты теории и технологии термической обработки стали с подробным рассмотрением перечисленных выше способов термического упрочнения сталей.
1. Теоретические основы термической обработки стали
Под термической обработкой (ТО) подразумевают процессы теплового воздействия на объект обработки по определенным режимам с целью изменения его структуры и свойств.
При термической обработке сталей и сплавов особое внимание уделяется таким параметрам как температура t и время t. В виду этого процесс термической обработки сталей и сплавов изображают в виде графика, представленного на рисунке 1.1.
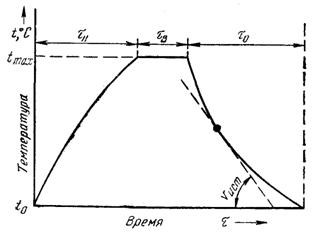
Рисунок 1.1. График (режим) простой термической обработки
Из рисунка 1.1 можно выделить следующие основные параметры термической обработки:
максимальная температура нагрева t max до которой был нагрет сплав при термической обработке металлов и сплавов;
скорость нагрева υ нагр , скорость охлаждения υохл , а также время выдержки сплава tВ ,
Данным графиком характерен для любого процесс термической обработки сталей и сплавов.
Результатом термической обработки сталей и сплавов является изменение свойств сплава, обусловленные фазовыми превращениями в сплавах. Поэтому при выборе режима термической обработки сталей и сплавов пользуются его диаграммой состояния [1-2].
Выделяют четыре основные группы термической обработки [3]:
1) Предшествующая обработка. Способствует переводу металл в неустойчивое состояние. Так, например наклеп создается при холодной пластической деформации и вызван искажением кристаллической решетки. Диффузионные процессы при затвердевании не успевают протекать, и состав металла оказывается неоднородным. Неравномерное приложение напряжений или быстрое охлаждение приводят к неравномерному распределению упругой деформации. Неустойчивое состояние при комнатной температуре сохраняется долго, так как теплового движения атомов при комнатной температуре недостаточно для перехода в устойчивое состояние.
Печи для термической обработки стали
... можно описать графиком, показывающим изменение температуры во времени. При рассмотрении разных видов термообработки железо-углеродистых сплавов (стали, ... основными факторами любого вида термической обработки являются температура и время, то любой процесс термической обработки ... печью. ... (для стали, содержащей ...
Увеличении тепловой подвижности атомов в результате нагрева приводит к тому, что процессы, приводящие металл в устойчивое состояние (снятие напряжений, уменьшение искажений кристаллической решетки, рекристаллизация, диффузия), достигают заметных скоростей.
Отжиг сталей и сплавов всегда связан с непосредственным нагревом металла, который позволяет перевести структуру к более устойчивому состоянию.
Изменение в строении сплава. Так как при нагреве выше критической температуры происходит фазовое превращение (растворение второй фазы, аллотропическое превращение, и т.д.).
При последующем охлаждении произойдет обратное превращение. Если охлаждение достаточно медленное, то превращение будет полное и фазовый состав будет соответствовать равновесному состоянию.
Нагрев выше температур фазового превращения и охлаждение с малой скоростью, приводит сплав к структурному равновесию. Такая термическая обработка называется отжигом второго рода.
— Если в сплаве при нагреве происходят фазовые изменения, то полнота обратного (при охлаждения) превращения зависит от скорости охлаждения. Такая операция называется закалкой. Закалка не фиксирует совсем состояние сплава, устойчивое при высоких температурах. Поэтому предельный случай закалки, когда состояние сплава, характерное для высоких температур, фиксируется, называется истинной закалкой, в отличие от закалки в более широком смысле, когда фиксируется не состояние сплава при высокой температуре, а его стадия структурного превращения (распада), при которой в сплаве не достигнуто еще равновесное состояние.
Даже без всякого температурного воздействия в сплаве могут происходить процессы, приближающие его к равновесному состоянию. Нагрев сплава, увеличивающий подвижность атомов, способствует этим превращениям. При повышении температуры закаленный сплав все больше приближается к равновесному состоянию. Такая обработка называется отпуском. Старением называют отпуск при невысоком нагреве или комнатной температуре. И при отжиге первого рода, как и при отпуске, структура сталей и сплавов приближается к состоянию равновесию. Начальная стадия обоих случаев характеризуется неустойчивым состоянием, только для отжига 1-го рода данное состояние было результатом предварительной обработки, при которой, не происходило фазовых превращений, а для отпуска — предшествовавшей закалкой. Отпуск обычно применяется для снятия термических напряжений после закалки [2].
Кроме представленных ранее основных видов термической обработки, имеются ещё один распространенный способ сочетающий термическую обработку с механической технологией.
Под термомеханической химико-термической обработкой сталей и сплавов подразумевают деформацию и последующею термическую обработку, сохраняющую в той или иной форме результаты наклепа.
При термической обработке сталей и сплавов происходит превращение, протекающее во времени, и невозможно установить, какое изменение вносит время, если неизвестно, каково устойчивое состояние сплава.
Устройство мартеновской печи. Скрап-рудный процесс производства ...
... отключением топлива) и объективно сравнивать работу однотипных печей. Производительность крупных Мартеновских печей превышает 0,5 млн. т стали в год. Съём стали с 1 м² площади пода позволяет ... и головки печи расположены выше рабочей площадки цеха и условно называются верхним строением печи. Остальные части находятся под рабочей площадкой и называются нижним строением. Мартеновская печь - агрегат ...
Диаграмма состояния показывает, каким видам термической обработке сталей и сплавов может быть подвергнут сплав и в каких температурных интервалах следует производить обработку.
При изучении кристаллизации было установлено, что этот процесс совершается вследствие того, что при изменившихся условиях одно состояние, например кристаллическое, более устойчиво, чем другое, например жидкое.
Фазовые превращения, которые совершаются в стали, также вызваны тем, что вследствие изменившихся условий, например температуры, одно состояние оказывается менее устойчивым, чем другое.
При рассмотрении структурных превращений в сталях и сплавах выделяют три основные структуры:
аустенит (А) — твердый раствор углерода в γ-железе Fе γ (С);
мартенсит (М) — твердый раствор углерода в α-железе Fe α (С);
перлит (П) — эвтектоидная смесь из одновременно образующихся феррита и карбида Fe α +Fе3 С (ничтожно малой равновесной растворимостью углерода в феррите пренебрегаем).
При термической обработке стали наблюдаются четыре основных превращения.
1 Превращение перлита в аустенит, протекающее выше точки А 1 , выше температуры стабильного равновесия аустенит — перлит; при этих температурах из трех основных структур минимальной свободной энергией обладает аустенит (рис. 3):
α +Fе3 С → Fеγ (С) или П → А.
Превращение аустенита в перлит, протекающее ниже А 1 :
Fе γ (С) → Feα +Fе3 С или А → П.
Превращение аустенита в мартенсит:
Fе γ (С) → Feα (С) или А → М.
Это превращение наблюдается ниже температуры метастабильного равновесия аустенит — мартенсит (Т 0 ).
При Т0 более устойчивой фазой является перлит, однако работа, необходимая для образования мартенсита из аустенита, меньше, чем для образования перлита; поэтому ниже Т0 образование перлита (феррито-карбидной смеси) из аустенита может произойти только в результате превращения аустенита в мартенсит, а затем уже мартенсита в перлит.
Аустенито-мартенситное превращение в данном случае является промежуточным в процессе перехода аустенита в перлит [4].
Превращение мартенсита в перлит:
α (С) → Feα +Fе3 С или М → П.
2. Технологические аспекты термической обработки стали
Для большинства марок сталей температура закалки определяется положением критических точек А 1 и А3 .
Для углеродистых сталей температуру закалки можно определить по диаграмме железо — углерод (рисунок 2.1).
Для доэвтектоидной стали температуру закалки выбирают на 30 — 50°С выше Ас 3 , а для эаэвтектоидной стали — на 30 — 50°С выше Ас1.
Технология термической обработки стали
... машин, механизмов, приборов. Основная часть Технология термической обработки стали Отжиг I рода Отжиг I рода в зависимости от исходного состояния стали и температуры его выполнения может ... окончательной термической обработки. Чрезмерное повышение температуры нагрева выше точки А 3 вызывает рост аустенита, что ухудшает свойство стали. Медленное охлаждение должно обеспечить распад аустенита при ...
При закалке доэвтектоидной стали с температуры выше Ас 1 , но ниже Ас3 в структуре сохраняется часть феррита вместе с мартенситом, который ухудшает механические свойства после отпуска и снижает твердость в закаленном состоянии. Такая закалка называется неполной и, как правило, ее не применяют.
Для заэвтектоидных сталей оптимальная температура закалки, наоборот, лежит в интервале между Ас 1 и Ас3 и теоретически является неполной.
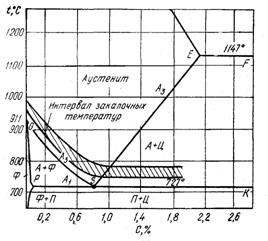
Рисунок 2.1. Интервал закалочных температур углеродистой стали
Наличие избыточного цементита в закаленной структуре стали полезно во многих отношениях. Так например, повышается износоустойчивость стали при наличии включений избыточного цементита. Нагрев выше Ас 3 опасен, так как он снижает твердость несколько раз в результате увеличения остаточного аустенита и растворения избыточного цементита. Такой нагрев приводит к росту зерна аустенита и повышает возможность возникновения больших закалочных напряжений.
При закалке доэвтектоидной стали рациональной считается температура на 30 — 50°С выше Ас 3 , а для заэвтектоидной стали на 30 — 50°С выше Ас1 .
Общее время нагрева складывается из времени нагрева до заданной температуры (τ н ) и времени выдержки при этой температуре (τв ):
![]()
Величина τ н зависит от нагревающей способности среды, от размеров и формы деталей, от их укладки в печи; τв зависит от скорости фазовых превращений, которая определяется степенью перенагрева выше критической точки и дисперсностью исходной структуры.
Точно установить время нагрева можно лишь опытным путем для данной детали в данных конкретных условиях, а приближенно — можно подсчитать. Имеется несколько приближенных способов расчета времени нагрева.
Время нагрева зависит от многих факторов и на практике колеблется от 1 — 2 мин (нагрев мелких деталей в соли) до многих часов (нагрев крупных деталей тяжелого машиностроения в печи).
Несмотря на многообразие возможных видов термической обработки сталей и сплавов всех их можно классифицировать три основные группы. На рисунке 2.2 представлена классификация видов термической обработки сталей.
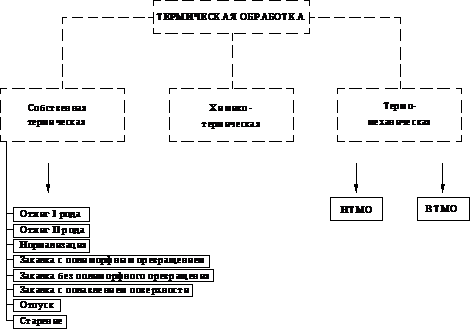
Рисунок 2.2. Видов термической обработки сталей и сплавов
Из рисунка 2.2 следует, что вид термической обработки определяется типом фазовых и структурных изменений в металле.
Для первой группы термической обработки характерно только термическое воздействие на металл.
Для химико-термической обработки сталей и сплавов характерно сочетание химического и термического воздействия на поверхностный слой обрабатываемого металла.
Термическая обработка металлов. Композиционные материалы
... отжиг используют также как окончательную операцию термической обработки заготовок. Для полного отжига сталь нагревают на 30—50° выше температуры линии GSK и медленно охлаждают. Операция выполняется с охлаждением ... зависимости от наличия легирующих компонентов в стали. Для простых сплавов железо—углерод эта скорость очень высока. Присутствие в стали кремния и марганца облегчает закалку на мартенсит, ...
Для термомеханической обработки сталей и сплавов характерно сочетание пластической деформации и термического воздействия на обрабатываемое изделие.
Для отжига первого рода характерно устранение отклонения от равновесного состояния, возникающие от предыдущей технологической операции (штамповке, литье, ковке, и т.д.).
Отжиг первого рода происходит без фазовых превращений.
Отжиг первого рода подразделяется на:
- диффузионный (гомогенизационный);
- дорекристализационный и рекристаллизационный;
- Гомогенизационный отжига применяется для выравнивания химического состава в обрабатываемых образцах из легированной стали.
Для гомогенизационного отжига используют нагрев до 1200 о С с выдержкой до 10 часов и последующем охлаждением в печи до 200 о С. Продолжительность процесса составляет 80-100 часов.
Рекристаллизационный отжиг применяется для устранения эффекта наклёпа холоднокатанной стали с содержанием углерода 0,1 — 0,2%.
Для рекристаллизационного отжига используют нагрев до 600-700 о С с выдержкой, продолжительность которой определяется геометрией изделия и охлаждение в печи.
При отжиге для снятия напряжений используют нагрев до 600 о С, с выдержкой до 2,5 мин на 1 мм толщины детали и последующем охлаждение в печи.
Отжиг второго рода основан на использовании диффузионных (нормальных) фазовых превращениях при охлаждении. Отжиг второго рода подразделяют на: полный, неполный, изотермический и нормализация.
Полный отжиг используется для доэвтектоидных сталей. При полном отжиге образец нагревают до температуры А 3 + (20-30 о С) с последующей выдержкой и медленном охлаждение со скоростью 100-200 о С в час до 500 о С и охлаждение на воздухе. При нагреве ферито-перлитная структура превращается в мелкую структуру аустенита, которая при последующем охлаждении переходит обратно в феррито-перлитную структуру, но уже более мелкой зернистостью.
Неполный отжиг применяют для заэвтектоидных марок сталей и сплавов. Для этого образец нагревают до температуры А 1 / Ас m , с последующей выдержкой и медленным охлаждением в печи. При обработке заэвтектоидных сталей неполный отжиг ещё называют сфероидизирующим.
Циклический отжиг применяет для улучшения обрабатываемости на металлорежущих станках путем получения структуры зернистого перлита и цементита в инструментальных сталях. Такие стали имеют твердость 160-180 НВ. Пластинчатый перлит имеет твердость 180-250 НВ. Для циклического отжига применяют нагрев выше А 1 с последующим медленным охлаждением которая повторяется несколько раз, т.е. сталь при циклическом отжиге нагревают до 740 о С, затем медленно охлаждают до 650 о С, затем снова нагревают до 740 о С.
При изотермическом отжиге сталь нагревают до температуры на 20-30 о С выше А3 с последующей выдержкой и быстрым охлаждение ниже температуры А1 , при которой сталь выдерживается определенное время пока не образуется феррито-перлитная структура с полным превращением аустенита.
Классификация и маркировка сталей, чугунов и различных сплавов
... или полностью находится в свободном состоянии в виде графита, что определяет прочностные свойства сплава, чугуны подразделяют на: 1) серые - пластинчатая или червеобразная форма графита; 2) высокопрочные ... , которые содержат свыше 10% легирующих элементов. 2. Назначение. По назначению стали бывают: 1) конструкционные, предназначенные для изготовления строительных и машиностроительных изделий. 2) ...
Изотермический отжиг имеет существенное преимущество перед полным отжигом, которое заключается в сокращение времени отжига и получение более однородной структуры.
Под нормализацией понимают вид термической обработки сталей и сплавов, при котором образец нагревают на 30-50 о С выше температуры А3 для доэвтектоидных сталей и выше точки Ас m для заэвтектоидных сталей с последующим охлаждением на открытом воздухе.
В результате получают:
- более тонкое строение эвтектоида (тонкий перлит или сорбит);
- меньшие внутренние напряжения;
- выше твердость и прочность, чем после отжига;
- заэвтектоидные стали без грубой сетки вторичного цементита.
Экономия времени и энергии при нормализации по сравнению с обычном отжигом является главным её преимуществом.
Нормализацию используют как окончательную при изготовлении сортового проката, так и как промежуточную технологическую операцию вместо отжига или (уголков, рельсов, швеллеров и т.д.).
Камерные толкательные печи и специальные агрегаты применяют для всех видов отжига.
Под закалкой понимают такой вид термической обработки сталей и сплавов при которой образец нагревают до температуры, превышающию температуры фазовых превращений с выдержкой и последующим охлаждением со скоростью, превышающей критическую, для получения неравновесной структуры (мартенсита), либо пересыщенного раствора.
Закалка позволяет повысить твердость и прочность стали.
Закалку для доэвтектоидных сталей применяют при нагреве на 30-50 о С выше температуры А3 . Если нагрев проводится в интервале температур А1 — А3 , то происходит неполная закалка. В этом случае остаточный феррит ухудшает свойства доэвтектоидной стали.
Заэвтектоидные стали нагревают на 40-60 о С выше температуры А1 с последующем охлаждения для получения мартенсита с включениями вторичного цементита, что обеспечивает высокую твердость и износостойкость необходимую для режущего инструмента.
Нагрев заэвтектоидной стали при закалке выше температуры А с m после получают дефектную структуру грубоигольчатого мартенсита.
Время нагрева при закалке зависит от типа нагревательных устройств, размеров детали, химического состава (теплопроводности) стали, способа загрузки деталей в нагревательное устройство.
Скорость охлаждения зависит от охлаждающей среды, формы изделия, теплопроводности стали и регламентируется тем, какую структуру в детали необходимо получить.
В качестве охлаждающих сред обычно применяют воду и растворы 10%-ный NaOH в воде, 10%-ный раствор NaCl в воде, а также минеральное масло или спокойный воздух.
Термическая обработка сталей и сплавов является важной операцией при изготовлении изделий с заданными механическими свойствами. Благодаря термической обработки стали и сплавов можно получить высокие механические и эксплуатационные свойства изделий, выдерживающие необходимые условия для работы современных деталей и инструментов.
Конструкционные углеродистые стали и сплавы
... качеств, делающих их универсальным материалом. При соответствующем легировании и технологии термической обработки сталь становится либо износостойкой, либо коррозионно-стойкой, либо жаростойкой и жаропрочной, ... фаз, находящихся в равновесии при определенных внешних условиях (температуре, давлении). Сталями называют сплавы железа с углеродом и некоторыми другими химическими элементами. Содержание ...
Фазовые превращения являются основными процессами, рассматриваемыми в теории термической обработки сталей и сплавов. Выделяют следующие фазовые превращения:
- из перлита в аустенит, происходящее при нагреве стали;
- из аустенита в перлит при охлаждении;
- из аустенита в мартенсит при быстром охлаждении;
- из мартенсита при отпуске закаленной стали.
Выделяют следующие виды термической обработки сталей и сплавов, а именно отжиг первого и второго рода, нормализация, закалка, отпуск).
Отличие между видами термической обработки стали и сплавов заключается в изменение структуры и свойства стали, которые необходимо придать готовым изделиям, применительно к области использования.
Список литературы
[Электронный ресурс]//URL: https://inzhpro.ru/referat/osobennosti-obrabotki-jaroprochnyih-staley-i-splavov/
1) Гуляев, А.П. Металловедение: Учеб. для вузов. — 6-е изд., перераб. и доп. — М.: Металлургия, 1986.
2) Лахтин, Ю.М., Леонтьева В.П. Материаловедение: Учеб. для машиностр. вузов. — 2-е изд., перераб. и доп. — М.: Машиностроение, 1980.
Колесов, С.Н., Колесов И.С. Материаловедение и технология конструкционных материалов. — М.: Высш. шк., 2004.
Материаловедение и технология металлов: Учеб. для студентов высш. Учеб. заведений, обучающихся по машиностр. специальностям / Под ред. Фетисова Г.П., Карпмана М.Г. и др. — М.: Высш. шк., 2000.
Пейсахов, А.М., Кугер А.М Материаловедение и технология конструкционных материалов. — СПб.: Изд-во Михайлова, 2004.
6) Травин О.В., Травина Н.Т. Материаловедение: Учеб. для втузов. — М.: Металлургия, 1989.
7) Новиков, И.И. Теория термической обработки металлов. — 3-е изд., перераб и доп. — М.: Металлургия, 1978.
8) Металловедение и термическая обработка стали: Справ. Изд. — 3-е изд. перераб. и доп. / Под ред. Бернштейна М.Л., Рахштадта А.Г. — М.: Металлургия, 1983.