
В последние годы на металлургических заводах для перевозки массовых грузов сырья и топлива все большее применение находит конвейерный транспорт. Этот вид транспорта применяют не только на вновь строящихся и проектируемых предприятиях, но и на действующих — при реконструкции основных агрегатов. Конвейерами перевозят сырье от вагоноопрокидывателей, сортировочных станций или от причала заводского порта на склад, со склада на агломерационную фабрику, в доменный и коксохимический цехи. Конвейерный транспорт применяют также для подачи твердого топлива на ТЭЦ; известняка, руды и других материалов — в сталеплавильные цехи и т.д.
Конвейерный транспорт широко используют для внутрицеховых перевозок. Этому в значительной мере способствует повышение степени непрерывности технологических процессов первых переделов коксохимического, агломерационного, доменного, сталеплавильного, при которой другие виды транспорта не обеспечивают современного уровня производства этих переделов.
Из конвейеров всех типов наибольшее распространение на металлургических заводах получили ленточные, доля которых составляет 95 — 97%. Широкое применение конвейерного транспорта объясняется его преимуществами перед транспортом других видов при перемещении значительных объемов грузов на небольшие расстояния. К таким преимуществам относятся: простота конструкции, надежность в работе, высокая производительность и небольшие эксплуатационные расходы. Кроме того, применение конвейерного транспорта позволяет повысить производительность труда и степень автоматизации производства, сократить на 10 — 15% площадь завода, уменьшить расстояние между цехами, упростить транспортные коммуникации, вынести общезаводскую железнодорожную станцию прибытия за пределы завода. Внедрение конвейерного транспорта дает возможность повысить степень безопасности на транспорте.
Возможность применения конвейерного транспорта на металлургических заводах в еще большей степени возрастает с разработкой и созданием теплостойких лент, позволяющих транспортировать горячие материалы металлургического производства агломерата, шлак, кокс и др.
1. История ленточных конвейеров
Начало применения ленточных конвейеров в горной промышленности России связано с получением в 1861 А. Лопатиным «привилегии» (авторского свидетельства) на изобретённую им транспортирующую машину «песковоз», предназначавшуюся для работы на золотых приисках. В CCCP первые подземные ленточные конвейеры появились в шахтах Донбасса в 1931, а их серийный выпуск был начат в 1936. В дальнейшем применение конвейерного транспорта на угольных шахтах с каждым годом неизменно возрастало и в 1979 достигло 26% в горизонтальных выработках и 80% в наклонных. На открытых угольных разработках начало применения ленточных конвейеров относится к 1935 (Храмцовский карьер Черемховского месторождения), затем они получили распространение на крупных карьерах (Коркинский, Богословский и др.).
Понятие транспорта, его роль в общественном производстве
... транспортная промышленность; 3. транспортное строительство: 4. экономика транспорта; ... назвать информационным носителем транспортного производства. 2.2 Транспортное пространство Транспортное пространство – это ... конвейерах и движущихся тротуарах движется лента с грузом, а первичный двигатель неподвижен. 1.4 Особенности видов транспорта Главными достоинствами АТ, обеспечивающими его широкое применение, ...
Позднее, с развитием на рудных карьерах циклично-поточной технологии, мощные ленточные конвейеры начали применять там в качестве подъёмных. Современные ленточные конвейеры имеют унифицированные конструкции, дающие возможность блочной комплектации и взаимозаменяемости отдельных узлов и элементов приводов, а также ставов разных типоразмеров.
Из конвейеров всех типов наибольшее распространение на металлургических заводах получили ленточные, доля которых составляет 95 — 97%. Широкое применение конвейерного транспорта объясняется его преимуществами перед транспортом других видов при перемещении значительных объемов грузов на небольшие расстояния. К таким преимуществам относятся: простота конструкции, надежность в работе, высокая производительность и небольшие эксплуатационные расходы. Кроме того, применение конвейерного транспорта позволяет повысить производительность труда и степень автоматизации производства, сократить на 10 — 15% площадь завода, уменьшить расстояние между цехами, упростить транспортные коммуникации, вынести общезаводскую железнодорожную станцию прибытия за пределы завода. Внедрение конвейерного транспорта дает возможность повысить степень безопасности на транспорте.
Возможность применения конвейерного транспорта на металлургических заводах в еще большей степени возрастает с разработкой и созданием теплостойких лент, позволяющих транспортировать горячие материалы металлургического производства агломерата, шлак, кокс и др.
2. Общие сведения о ленточном конвейере
1 Понятие о ленточном конвейере
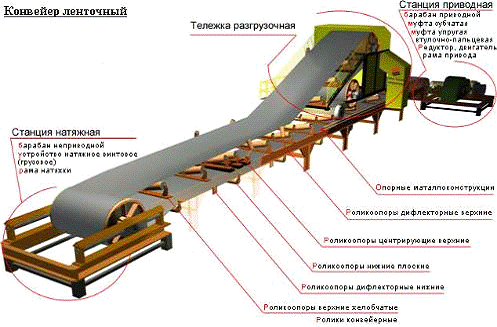
Рисунок 1 — Ленточный конвейер
Ленточный конвейер (рисунок 1) — машина непрерывного действия, предназначенная для транспортировки навалочных грузов по горизонтальным и комбинированным трассам.
Конвейер представляет собой бесконечную непрерывно движущуюся ленту, транспортирующую различные навалочные грузы. Лента приводится в движение силой трения между ней и приводным барабаном; опирается по всей длине на стационарные роликоопоры. В шахтах и карьерах ленточные конвейеры служат для транспортирования полезных ископаемых и породы из проходческих, вскрышных и добычных забоев по горизонтальным и наклонным выработкам внутри горных предприятий, подъёма их на поверхность и последующего перемещения к обогатительной фабрике или погрузочному пункту внешнего транспорта, а породы — в отвал. Ленточные конвейеры применяют также для доставки полезных ископаемых от горного предприятия непосредственно к потребителю (например, угля на теплоэнергоцентраль или руды на металлургический завод).
Электропривод ленточного конвейера
... продолжительным режимом работы - ленточный конвейер. Для электропривода ленточного конвейера необходимо использовать асинхронный двигатель с короткозамкнутым ротором. Электропривод ленточного конвейера получает питание от ... сегодняшний день ленточный конвейер один из наиболее перспективных видов транспорта, который практически незаменим при больших грузопотоках. Ленточный конвейер является ...
В шахтах специально приспособленные ленточные конвейеры используются иногда для перемещения людей по наклонным выработкам.
Ленточный конвейер является наиболее распространённым типом транспортирующих машин, он служит для перемещения насыпных или штучных грузов. Применяется на промышленных производствах, в рудниках и шахтах, в сельском хозяйстве. В зависимости от свойств и природы перемещаемого груза угол наклона рабочей стороны ленты может быть установлен до 30°.
Часто конвейерная лента является одной из частей транспортирующего устройства. Например, зернопогрузчик, применяющийся на механизированном току для сбора зерновой массы с площадки, имеет щёточные скребки, далее зерно поднимается норией и попадает на ленточный конвейер, который забрасывает зерно в кузов грузового автомобиля.
Ленточные конвейеры широко используются во многих отраслях промышленности — горнодобывающей и горнообрабатывающей промышленности, металлургии, производстве строительных материалов, химической промышленности, в переработке и утилизации отходов/мусора.
2 Основные элементы конструкции
Основными элементами ленточного конвейера являются:
- лента конвейерная;
- привод;
- став с роликоопорами;
- загрузочное и натяжное устройство.
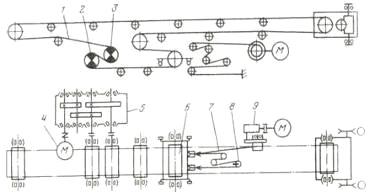
Рисунок 2 — Конструкция конвейера 1Л80
Основное применение конвейеров 1Л80 (рисунок 2) и 2Л80 -транспортирование угля в выработках, примыкающих к очистному забою, в комплекте с телескопическим ленточным конвейером, надвижным перегружателем или скребковым конвейером. В конвейере 1Л80 лента (1) первый приводной барабан (3) огибает рабочей стороной, а второй барабан (2) — нерабочей. Приводные барабаны кинематически жестко связаны редуктором (5) и приводится во вращение электродвигателем (4).
Натяжная станция — полуавтоматическая; состоит из натяжного барабана 6, размещенного на тележке, и электролебедки (9).
Барабан (6) и лебедка (9) соединены канатным полиспастом (7).
Контроль натяжения осуществляется гидродатчиком (8).
Соединение всех элементов линейной секции — безболтовое, легкоразборное.
Кроме того, на ленточные конвейеры устанавливают ловители ленты, механизмы для её очистки, взвешивания груза и др. Привод состоит из электродвигателя, редуктора, соединительных муфт, тормоза и приводного барабана (барабанов).
Различают несколько схем приводов по числу и месту установки барабанов.
Став ленточного конвейера делается с «жёсткими» и шарнирно-подвесными роликоопорами — три или пять роликов на грузовой ветви ленты и один или два на порожняковой.
Шарнирные роликоопоры отличаются податливостью при прохождении над ними крупных кусков груза. Загрузочные устройства ленточного конвейера, используемые при работе экскаваторов непрерывного действия (роторных, цепных), имеют вид приёмной воронки с бортами, направляющими грузопоток; при погрузке экскаватором цикличного действия (мехлопатой, драглайном) они снабжаются питателем. Натяжные устройства — барабанная электролебёдка с системой канатных блоков, на стационарных ленточных конвейерах — иногда механизмы гравитационное типа.
Технические характеристики конвейера л ку устройство конвейера ...
... части ленточного конвейера. Ленточный конвейер состоит из следующих основных узлов и деталей: става конвейера, транспортной ленты, переднего барабана - приводного, заднего барабана – натяжного. Став конвейера, ... рабочему месту. Технологический регламент по эксплуатации ленточных конвейеров, при ведении подземных горных работ в ОАО Уралкалий. Конвейер Л1000КУ – руководство. Руководство по ...
3 Классификация ленточных конвейеров
По области применения, конструкции и параметрам подземные ленточные конвейеры подразделяются на пять групп:
- для примыкающих к лавам транспортных выработок с углом наклона от -3 до +6°;
- для горизонтальных и слабонаклонных выработок;
- для уклонов с углом до 18°;
- для бремсбергов с углом до 16°;
- для наклонных стволов и главных уклонов с углом от 3 до 18°.
Карьерные ленточные конвейеры (по конструкции) разделяют на забойные, отвальные, передаточные и стационарные магистральные. Кроме того, они являются составной частью некоторых карьерных агрегатов в составе роторных и цепных экскаваторов, отвалообразователей, транспортно- отвальных мостов, перегружателей. Секции забойных и отвальных ленточных конвейеров монтируют на рельсошпальной решётке (допускают изгиб става при поперечной передвижке по мере подвигания забоя).
По рельсам забойного ленточного конвейера передвигается загрузочная тележка с приёмной воронкой и питателем, отвального ленточного конвейера — двухбарабанная разгрузочная тележка. Рельс, кроме того, используется для захвата тракторным передвижчиком при поперечном перемещении конвейера. Передаточный ленточный конвейер устанавливается на тележках и перемещается по рельсовому пути в продольном направлении. Став стационарных ленточных конвейеров собирают на почве, бетонной дорожке или лежнях, а привод и натяжное устройство монтируют на фундаменте. На рудных карьерах при погрузке крепких пород одноковшовым экскаватором и вторичном дроблении (передвижной дробилкой) в забое ленточные конвейеры стационарного и передвижного типов используются для внутрикарьерного транспортирования и подъёма (поточная технология), а при дроблении в стационарной дробилке — ленточные конвейеры стационарного типа для подъёма (циклично-поточная технология).
4 Классификация лент
Ленты в свою очередь классифицируют на:
резинотросовые
резинотканевые (бельтинговые, синтетические)
Резинотросовая конвейерная (транспортерная) лента состоит из каркаса, рабочей и нерабочей резиновых обкладок с бортами. Каркас представляет собой завулканизированные в резину оцинкованные тросы, половина которых имеет правую скрутку, а другая половина левую. Каркас состоит из высокопрочных стальных тросов, уложенных в один слой, которые передают напряжение вдоль оси ленты. Каркас защищают резиновые обкладки, свойства которых приспособлены характеру транспортируемого материала и окружающей среды, в которой эта лента эксплуатируется.
Резинотканевая лента тяговый элемент ленточного конвейера, изготавливается на основе тканей: из синтетических нитей, из полиамидных волокон, из комбинированных волокон (хлопок и полиэфир).
Они предназначаются, для транспортировки сыпучих грузов под наклоном в различных отраслях промышленности.
Резинотканевая лента состоит из текстильного каркаса, которая является несущим слоем. Количество текстильных слоёв влияет на разрывную прочность резинотканевой ленты, которая измеряется в ньютонах на метр. Обклад сверху рабочей стороны ленты конвейерной резинотканевой всегда бывает толще, чем снизу, например 3 мм сверху и 1 мм снизу. Она стыкуется горячим методом вулканизации в бесконечную ленту (в кольцо) под размеры заказчика.
Ленточный конвейер для транспорт
... по дисциплине "Детали машин и основы конструирования"/ Цель работы – проект ирование привода ленточн ого конвейер а для поставленных условий работы. В процессе курсов ого проект ирования разрабатывалось конструкция ... ленточн ого конвейер а. Область применения: обычно применяют в качестве понижающих на быстроходных ступенях приводов. 1. Окружное усилие на барабане F=4,84*10H 2. Скорость ленты V=0,75 ...
Виды резинотканевых лент
резинотканевая;
- резинотросовая;
- пластиковая лента;
- модульная;
- металлическая.
3. Технологический процесс
Машины непрерывного действия характеризуются непрерывным перемещением насыпных или штучных грузов по заданной трассе без остановок для загрузки и разгрузки.
Перемещаемый насыпной груз располагается на несущем элементе машины сплошной массой или отдельными порциями в непрерывно движущихся последовательно расположенных на небольшом расстоянии друг от друга рабочих сосудах-ковшах коробках и т.п.
Штучные грузы перемещаются также непрерывным потоком в заданной последовательности один за другим. При этом рабочее и холостое (обратное) движения элемента машины, несущего груз, происходит одновременно. Такие важные свойства, как непрерывность перемещения груза, отсутствие остановок для загрузки и разгрузки, совмещение рабочего и холостого движений рабочих элементов, обусловили машинам непрерывного транспорта высокую производительность, что очень важно для современных предприятий с большими грузопотоками. Например, современный ленточный конвейер на открытых разработках угля может транспортировать до 20 000 т/ч вскрышной породы, обеспечивая загрузку шести железнодорожных вагонов в одну минуту.
2 Сборка ленточного конвейера
Стационарные ленточные конвейеры монтируют на легких фундаментах, эстакадах и в транспортных галереях. Их установку осуществляют с помощью стреловых самоходных кранов. Подготовку к монтажу конвейера начинают с разбивки главной оси — ориентира, а затем осей приводной и натяжной станций, обращая особое внимание на привязку к осям примыкающих транспортных и технологических устройств. Сборку начинают с опорной металлоконструкции привода или натяжной станции, а затем монтируют среднюю часть. Установку предварительно проверенных роликоопор начинают с нижней холостой ветви, пока доступ к ней не закрыт роликоопорами рабочей ветви. После этого устанавливают роликоопоры рабочей ветви и монтируют приводной барабан, а по его валу — редуктор-электродвигатель. Привод конвейера обкатывают до установки ленты, замеченные неисправности устраняют. Натяжной барабан устанавливают в крайнее положение, соответствующее минимальной длине конвейера. При наличии сбрасывающей тележки ее ездовой трек монтируют после установки роликоопор. Его ширину проверяют шаблоном: допускаемые отклонения в плоскости качения колес тележки — 1 мм на 1000 мм и 5 мм на 25 м длины, по ширине — до 3 мм. После выполнения этих работ устанавливают конвейерную ленту. Монтаж ленточных конвейеров ускоряют заблаговременной подготовкой и укрупнительной сборкой оборудования, а также параллельным ведением работ по монтажу элементов средней части, приводной и натяжной станций сразу в нескольких пунктах.
4. Достоинства и недостатки ленточного конвейера
Как и все машины непрерывного действия, ленточные конвейеры имеют свои достоинства и недостатки.
Достоинства ленточного конвейера:
- высокая автоматичность и непрерывность действия;
- высокая производительность;
- возможность транспортирования груза под большими углами;
- простота оперативного управления;
- низкая металлоёмкость.
Недостатки ленточного конвейера:
Технология монтажа винтового конвейера
... сравнению с другими типами конвейеров. Винтовые конвейеры классифицируют по следующим основным признакам: по числу спиралей (с одноходовым и многоходовым винтом); по конструкции винта (сплошной, ленточный, фасонный и др.). ...
- значительный износ конвейерной ленты;
- высокая энергоёмкость;
- низкая стабильность погрузочно-транспортного комплекса;
- ограниченная область применения;
- резкое увеличение затрат при транспортировании груза на большие расстояния.
ленточный конвейер
5. Расчёт ленточного конвейера
Цель расчета — выбор типа конвейера для заданных условий транспортирования материла, установление прочностных характеристик конвейерной ленты.
Порядок расчета:
- предварительный выбор типа конвейера;
- проверка принятой ширины ленты конвейера;
- вычисление распределенных сопротивлений движению ленты;
- определение сосредоточенных сопротивлений движению ленты;
- расчет натяжений конвейерной ленты и тягового усилия;
- определение мощности привода;
установление силы натяжного
определение прочностных характеристик ленты.
6. Область применения ленточных конвейеров
Ленточные конвейеры применяются в сфере транспортировки сыпучих или штучных грузов. Применяются ленточные конвейеры также для перемещения кусковых материалов. Ленточные конвейеры имеют несколько особенностей: одной из основных преимуществ ленточного конвейера является то, что способна перемещать грузы на достаточно большие расстояния — от 10 километров и более. Груз перемещается по конвейеру вместе с лентой. Ленточные конвейеры можно использовать как в закрытом помещении, так и на открытом пространстве. Ленточные конвейеры получили широкое применение в металлургической, горной промышленности, а также в строительных работах. Ленточные конвейеры имеют высокую производительность, что особо ценно для больших объемов производства. Высокую производственную мощность ленточным конвейерам обеспечивает высокая скорость движения лент — от полутора до четырех метров в секунду. Конвейер ленточный или ленточный транспортер обычно применяют для транспортировки кусковых, штучных и сыпучих грузов на дистанцию, достигающую 10-12 километров, а порой и большую.
7. Устройство и принцип действия ленточного конвейера
Несущим и тяговым органом ленточного конвейера общего назначения является бесконечная гибкая лента, опирающаяся своими рабочей и холостой ветвями на роликовые опоры и огибающая на концах конвейера приводной и натяжной барабаны.
У коротких конвейеров, предназначенных для штучных грузов, рабочая ветвь ленты может скользить по деревянному или металлическому настилу. Передача движения ленте осуществляется фрикционным способом от приводного барабана. Необходимое первоначальное натяжение на сбегающей ветви ленты создается натяжным барабаном при помощи натяжного устройства, которое в основном выполняют грузовым. Ленты загружают сыпучим материалом через загрузочную воронку, устанавливаемую обычно в начале конвейера у концевого барабана. Разгрузка ленты может быть концевой с приводного барабана или промежуточной, для чего используют передвижную разгрузочную тележку или стационарные плужковые сбрасыватели. Направление потока, сбрасываемого с барабана материала, обеспечивается разгрузочной коробкой.
Для очистки ленты с рабочей стороны от оставшихся частиц устанавливают вращающиеся щетки (капроновые, резиновые) или неподвижный скребок. Для многих транспортируемых материалов установка очистного устройства является необходимой, так как прилипшие частицы, образуя на роликах холостой ветви трудноудаляемую неровную корку, могут привести к неравномерному их вращению и ускоренному износу ленты. Хорошо очищает ленту вращающийся барабан со спиральными скребками.
Привод ленточного транспортера
... задание В данной работе спроектирован привод ленточного транспортера по следующими исходными данными : Окружное усилие на барабане: Fr = 14 кН; Скорость ленты: V= 0,3 м/с; Диаметр барабана: D= 350 мм; ... Ширина ленты: В = 500 мм; ...
Для сбрасывания случайно попавших на внутреннюю поверхность холостой ветви ленты частиц перед натяжным барабаном рекомендуется устанавливать дополнительный сбрасывающий скребок. Очистка ленты после приводного барабана необходима еще и потому, что прилипшие частицы, осыпаясь от встряхивания под каждой опорой холостой ветви, могут образовывать завалы, усложняющие эксплуатацию конвейера.
Для центрирования обеих ветвей ленты и исключения ее чрезмерного поперечного смещения применяют различные центрирующие роликовые опоры. Привод барабана ленточного конвейера состоит из электродвигателя, редуктора и соединительных муфт. На поворотных участках ветвей трассы устанавливают роликовые батареи, обеспечивающие плавный перегиб ленты, или поворотные барабаны. Все элементы конвейера монтируют на металлоконструкции, прикрепляемой к фундаменту или к несущим частям здания. Металлоконструкции с приводным барабаном, приводом и разгрузочной коробкой называют приводной станцией. Элементы конструкции с натяжным устройством составляют натяжную станцию. Все остальное относится к средней части конвейера, которая выполнена из одинаковых линейных секций. Все линейные секции, переходные участки, приводная и натяжная станции соединены болтами. Как правило, для сыпучих грузов применяют многороликовые опоры, образующие желобчатую ленту. Такая форма ленты при одинаковой ширине и скорости позволяет получить более чем двукратное увеличение производительности.
Двухбарабанные сбрасывающие тележки предназначены для промежуточной разгрузки только сыпучих материалов в стороны от ленты по одному из отводящих патрубков. Стационарные плужковые сбрасыватели можно использовать как для сыпучих, так и штучных грузов. Известны конструкции передвижных на тележках плужковых сбрасывателей. Особенности конструкции конвейера зависят от типа применяемых лент. Ленточные конвейеры со стальной лентой при одинаковой с конвейерами общего назначения схеме отличаются от последних отдельными элементами конструкции из-за повышенной жесткости ленты. Барабаны для стальной ленты имеют большие размеры, а роликовые опоры выполнены в виде дисков на одной оси, пружинных роликов, настила с бортами или без бортов. Для конвейеров с проволочными лентами возможно применение опор с одним горизонтальным роликом. На этих конвейерах из-за неплотности ленты транспортируются в основном штучные грузы. Конвейеры с проволочными лентами могут работать при высокой температуре до 1100°С.
Заключение
Современные ленточные конвейеры отличает небольшая трудоёмкость обслуживания, высокая надёжность работы и безопасность труда. Расширение объёмов и области применения ленточных конвейеров связывается с дальнейшим улучшением конструктивно-технологических характеристик установок. Начато применение промежуточных приводов для ленточных конвейеров, позволяющих повысить длину ставов и тем самым уменьшить количество промежуточных перегрузок (или полностью исключить их), снизить оборачиваемость ленты и повысить срок её службы. Усовершенствование погрузочных устройств, роликоопорных и опорных конструкций ставов, а также создание новых специальных типов ленточных конвейеров (ленточно-тележечных) даёт возможность повысить кусковатость перемещаемых конвейерами скальных грузов. Применение лент из морозостойкой резины, специальных сортов смазки и новых конструкционных материалов для зубчатых передач привода расширяет область применения ленточных конвейеров до районов Крайнего Севера.
«Тензометрический метод исследования НДС натурных конструкций. ...
... деформированного состояния стальных и железобетонных несущих конструкций. Закладные струнные тензометрические датчики - для контроля армирующих металлоконструкций ... Развитие компьютерной техники и аналого-цифрового преобразователя изменило облик этой аппаратуры. На ... колоннах и т.д. Но наибольшее применение при тензометрировании натурных конструкций находят электрические тензометры сопротивления ...
Применение автоматики обеспечивает плавность пуска ленточного конвейера, возможность регулирования скорости движения ленты в зависимости от величины поступающего грузопотока, автоматический контроль (ультразвуковым способом) состояния роликоопор, целостности ленты, взвешивания и регистрации количества перемещаемого на ленте груза и др.
Список используемой литературы
[Электронный ресурс]//URL: https://inzhpro.ru/referat/lentochnyiy-konveyer-tehnicheskie-harakteristiki/
1 Басов А.И. Механическое оборудование обогатительных фабрик и заводов тяжелых цветных металлов. — М.: Металлургия, 2008. — 112 с.
Басов А.И., Ельцев Ф.П. Справочник механика заводов цветной металлургии. — М.: Металлургия, 2005. — 108 с.
Бекжанова С.Е., Бекжанов Д.З., Бекжанов С.З. Технология и механизация погрузочно-разгрузочных работ на железнодорожном транспорте. Учебник / под ред. д.т. наук, профессора Бекжановой С.Е. — Астана: Издательство «Парасат әлемі», 2005. — 220 с.: ил.
Донченко А.С., Донченко В.А. Справочник механика рудообогатительной фабрики. — М.: Недра, 2003. — 69 с.
Епифанцев Ю.А. Механическое оборудование для обогащения руд. — М.: Машиностроение, 2004.
Марон Ф.П., Кузьмин А.В. Справочник по расчетам механизмов подъемно-транспортных машин. — Минск: Высшая школа, 2004. — 269 с.
Положение о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях министерства цветной металлургии.
Свирин В.Г. Ремонтно-вспомогательное хозяйство обогатительных фабрик. — М.: Недра, 2009.
Ставрова Н.Д. Технология и механизация погрузочно-разгрузочных работ: учебно-методический комплекс. — Павлодар: Кереку, 2010. — 105 с.
Чернавский С.А. и др. Курсовое проектирование деталей машин. — М.: Машиностроение, 2008. — 10 с.