
Первые ГПС появились в мире во второй половине 60-х годов. Этому способствовало множество различных факторов, основными из которых являлись необходимость постоянного обновления продукции при снижении ее себестоимости, а также сокращение длительности производственного цикла. Промышленные фирмы во всех странах мира сосредоточили свои усилия на разработке производственных систем, которые в максимальной степени удовлетворяли бы требованиям многономенклатурного производства в отношении степени автоматизации и гибкости, а следовательно, экономии трудовых ресурсов, производительности и эффективности. Параллельно с этим были разработаны многоцелевые станки широкой номенклатуры.
В современных условиях сфера распространения поточных форм организации производства и соответствующих видов поточных и автоматических линий ограничена в основном массовым и крупносерийным типами производства, удельный вес которых в общем объеме производства не столь значителен и постоянно уменьшается под воздействием ряда факторов, порождаемых научно-техническим прогрессом. К таким факторам относятся: увеличение многообразия разработки объектов новой продукции; частая сменяемость выпускаемых изделий; возрастание многономенклатурности производства изделий, сборочных единиц, деталей; снижение объема выпуска отдельных изделий при увеличении объема других и др. Развитие радиоэлектроники, вычислительной техники и программирования, серийное производство высокопроизводительных многоцелевых станков с ЧПУ (обрабатывающих центров), робототехника и использование групповой технологии обусловили создание базы для автоматизации серийного, мелкосерийного и единичного производств, а также для перехода к гибкому автоматизированному производству и к массовому внедрению гибких производственных систем (ГПС).
В отличие от поточных и автоматических линий, имеющих узкую специализацию на изготовление определенного вида изделий, создание ГПС направлено на обеспечение выпуска серийных и мелкосерийных изделий дискретными партиями, номенклатура и размеры которых могут меняться во времени. При этом использование ГПС должно способствовать сохранению для многономенклатурного производства отличительных особенностей и преимуществ массового производства (непрерывности и ритмичности) и существенному повышению производительности труда и качества выпускаемой продукции при сокращении численности рабочих-операторов.
Гибкие производственные системы отличаются от технических систем, состоящих из универсального оборудования и автономно работающих станков с ЧПУ и от производств, оборудованных станками-автоматами и полуавтоматами в линии (АЛ, РАЛ и др.) с механической связью. От производств, оснащенных универсальным оборудованием и станками с ЧПУ, ГПС отличаются высокой производительностью оборудования и труда как за счет одновременного выполнения многих операций производственного процесса с одной установки обрабатываемого предмета труда, так и за счет того, что ГПС может работать в автоматическом режиме круглосуточно. От автоматических линий ГПС отличается гибкостью в широком смысле слова, что позволяет обрабатывать в нем широкую номенклатуру изделий и быструю смену объектов производства.
Управление автоматической линией из неагрегатных станков
... станки и автоматические линии, является необходимым. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ Автоматическими линиями называют комплексы автоматизированных производственных агрегатов, связанных транспортными устройствами, перемещающими детали между позициями, на которых производится обработка. Автоматические линии обеспечивают повышение производительности труда и ...
Обладая широкой гибкостью, ГПС обеспечивает высокую производительность оборудования, приближающуюся к уровню производительности АЛ и линий, скомпонованных из специализированных станков. Основной показатель ГПС – степень гибкости – может быть определен количеством затрачиваемого времени, количеством необходимых дополнительных расходов, при переходе на выпуск изделий j-го наименования, а также широтой номенклатуры выпускаемой продукции.
Гибкая производственная система — совокупность в разных сочетаниях технологического оборудования с числовым программным управлением (ЧПУ), роботизированных технологических комплексов, гибких производственных модулей и систем обеспечения их функционирования в автоматическом режиме в течение заданного интервала времени. Она обладает свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры.
По организационной структуре ГПС имеют следующие уровни:
- гибкая автоматизированная линия (ГАЛ)
- гибкий автоматизированный участок или гибкий производственный комплекс (ГАУ или ГПК)
- гибкий автоматизированный цех (ГАЦ).
Гибкая автоматизированная линия — гибкая производственная система, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
Гибкий автоматизированный участок — гибкая производственная система, функционирующая по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования. Обе эти системы (ГАЛ и ГАУ) могут содержать отдельно функционирующие единицы технологического оборудования.
Гибкий автоматизированный цех — гибкая автоматизированная система, представляющая собой в различных сочетаниях совокупность гибких автоматизированных линий, роботизированных технологических линий, гибких автоматизированных участков, роботизированных технологических участков для изготовления изделий заданной номенклатуры.
Предусмотрены также гибкие производственные комплексы (ГПК), представляющие собой гибкую производственную систему, состоящую из нескольких гибких производственных модулей, объединенных автоматизированной системой управления и автоматизированной транспортно-складской системой, автономно функционирующую в течение заданного интервала времени и имеющую возможность встраивания в систему более высокой ступени автоматизации.
В соответствии с ГОСТ 26228-85 в ГПС имеются следующие составные части.
Гибкий производственный модуль (ГПМ) — единица технологического оборудования для производства изделий произвольной номенклатуры в установленных пределах значений их характеристик с программным управлением, автономно функционирующая, автоматически осуществляющая все функции, связанные с их изготовлением, и имеющая возможность встраивания в гибкую производственную систему.
Геоинформационные системы и технологии автоматизированного проектирования ...
... информационных системах, их классификация, применение в землеустройстве 1.1 Понятие о географических информационных системах Геоинформационные системы (также ГИС -- географическая информационная система) -- системы, ... технологий в землеустройстве центральное место занимают ГИС. Основное ... возможностей ГИС в системе присутствуют возможности цифровой обработки изображений, то такие системы называются ...
В общем случае средства автоматизации ГПМ представляют собой накопители, спутники, устройства загрузки и выгрузки, устройства удаления отходов, устройства автоматизированного контроля, включая диагностирование, устройства переналадки и т.д. Частным случаем ГПМ является роботизированный технологический комплекс при условии возможности его встраивания в систему более высокого уровня.
Средства обеспечения функционирования ГПС — совокупность взаимосвязанных автоматизированных систем, обеспечивающих проектирование изделий, технологическую подготовку их производства, управление гибкой производственной системой и автоматическое перемещение предметов производства и технологической оснастки.
В ГПС входят также автоматизированная система управления производством (АСУП), автоматизированная транспортно складская система (АТСС), автоматизированная система инструментального обеспечения (АСИО), система автоматизированного контроля (САК), автоматизированная система удаления отходов (АСУО) и т.д.
ГПС — это производственная система по обработке металлов резанием, сочетающая в себе высокую производительность и переналаживаемость, в которой основными объектами автоматизации являются не только процесс обработки, но и межоперационный транспорт, средства манипулирования заготовкой и средства контроля и регулирования. Кроме того, в связи с гибкими производственными системами рассматриваются следующие основные направления.
1. Обзор существующих ГПС для обработки деталей.
Выбор состава металлорежущего оборудования ГПС в основном обусловлен конструктивно-технологическими особенностями группы деталей, обрабатываемых на этой ГПС. Практически все детали можно разбить на следующие классы:
1. Детали типа валов c соотношением геометрических размеров
L > 2D (валы, оси, пальцы и т.д.), где L — длина детали, D — диаметр детали.
2 Детали типа дисков с соотношением (фланцы, диски, кольца, шестерни и т. д.).
3. Корпусные детали коробчатой формы с соотношением геометрических параметров , где B — ширина детали, Н — высота детали (корпуса механизмов, опоры, рамы, коробки и т. д.).
4. Плоские детали с соотношением L > B > H (плиты, крышки, планки и т. п.).
5. Детали типа рычагов, вилок, шатунов, кулис и т. п.
После классификации деталей необходимо провести группирование деталей для выявления групп изделий, обладающих общностью конструктивно-технологических признаков для совместной обработки на ГПС.
Детали, объединяемые в одну группу, должны обеспечивать:
а) конструктивно-технологическую общность:
- габаритов деталей;
- геометрической формы поверхностей, подлежащих обработке;
- точности и шероховатости обрабатываемых поверхностей;
- материала обрабатываемых заготовок;
- методов получения заготовок;
- б) возможность комплексно-механической обработки группы деталей на конкретной ГПС или на одном участке (в цехе);
- в) возможность максимальной концентрации операций;
- г) возможность выполнения технологически сходных операций на одном оборудовании одной модели;
- д) возможность совместной обработки по общности приспособлений и типоразмерам инструмента;
- е) аналогичность базовых поверхностей;
- ж) экономическая целесообразность групповой обработки деталей в условиях ГПС.
Гибкая производственная система ТУ-3
Основные сведения:
Разработка системы управления производством
... производства Литература [Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/upravlenie-proizvodstvom-diplomnyie-rabotyi/ Приложения Выдержка из текста дипломной работы ... обработку 2.9.13 Расчёт экономической эффективности восстановления кулачкового вала топливного насоса 3 РАЗРАБОТКА КОНСТРУКЦИИ ДЛЯ СНЯТИЯ ШЕСТЕРНИ С КОЛЕНЧАТОГО ВАЛА 3.1 Обоснование выбранной конструкции 3.2 Устройство ...
Особенности системы ……………. Обработка опытных образцов в комбинированной системе с крупногабаритными многоцелевыми станками
Фирма-изготовитель ……………… «Тоёта коки»
Фирма-пользователь ……………… «Тоёта» , автомобильный завод
Год начала эксплуатации 1973
Наименование ……………………….. Блоки цилиндров автомобильных двигателей, головки цилиндров (опытные образцы)
Форма, материал………………………..Корпусные детали, чугунное отливки
Максимальные габариты, мм………………… 800х500х400
Объём производства:
Расчётная производительность , шт/мес 2000.
Компоновочная структура ГПС TY-10 приведена на рисунке 1.
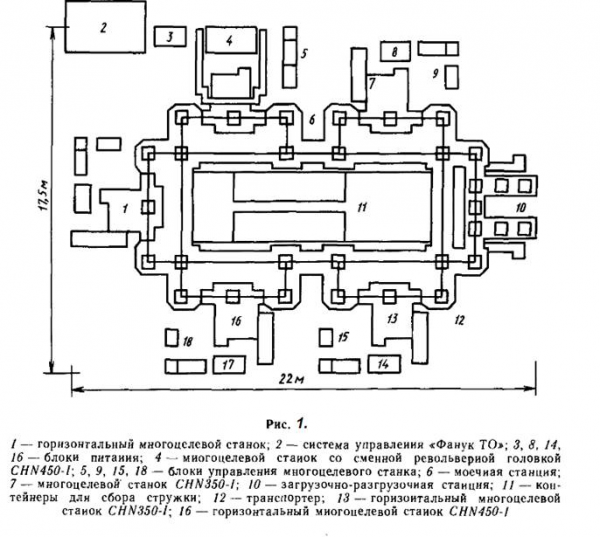
Состав основного оборудования.
1. Четыре горизонтальных многоцелевых металлорежущих станка «Тоёта коки», CHN380-1, CHN580-1, DTN480-1. В многоцелевом станке CHN380-1 управление ведётся по трём координатам, в остальных – по четырём координатам. В многоцелевом станке DTN480-1имеется автоматический магазин на 8 инструментов, в остальных – автоматические инструментальные магазины на 60 инструментов. Способ управления станком CHN480-1 BTR (система МЕЛДАС).
Способ управления остальным станками MCU.
2. Многоцелевой станок с автоматической револьверной головкой изготовлен фирмой «Тоёта коки». Управление ведётся по четырём координатам. Частота вращения шпинделя 31,5 – 1600 . Электродвигатель постоянного тока 11 кВт. Револьверная головка имеет 32 гнезда. Способ управления головкой MCU.
3. Устройства 9 и 10 (рис.1) составляет группу, предназначенную для чистовой обработки резанием и пробивки отверстий. Устройство 8 составляет группу для многошпиндельного сверления. Устройства 5, 6 и 7 составляет ещё одну группу для сверления. Устройства 18 и 19 – это группа для развертывания отверстия, 20 – группа для выполнения операций по нарезанию резьб.
4. Прецезионные многоцелевые станки станки 18 и 19 предназначены для развертывания отверстий. Многоцелевой станок 20 имеет револьверную головку. Станок 11 имеет дополнительный шпиндель для сверления глубоких отверстий.
5. Вертикальный многоцелевой станок марки FTN380-1 производства фирмы «Тоёта коки» имеет управление по трём координатам. Частота вращения шпинделя изменяется от 45 до 2000 , мощность электродвигателя 7,5 кВт. Способ управления BTR. В станке имеется автоматический магазин на 8 инструментов. Устройство числового программного управления марки 260В фирмы «Фанук».
6. Два вертикальных многоцелевых металлорежущих станка CHN580-1 (фирма «Тоёта коки»)) с управлением по пяти координатам. Частота вращения шпинделя 31,5 – 1600 . Электродвигатель постоянного тока мощностью 11 кВт. Способ управления BTRАвтоматический магазин на 60 инструментов. Устройство числового программного управления марки 260В фирмы «Фанук».
Информатика и управление в технических системах
... для процессора i8086 в среде операционной системы MS-DOS. В качестве устройств ввода-вывода используются экран и клавиатура. Целью выполнения контрольной работы №1 является ... в любом каталоге любого логического диска. По запросу пользователя она выводит на экран файловую структуру любого логического диска. Кроме того, она предоставляет пользователю удобный язык управления операционной системой ...
Состав транспортной подсистемы
1. Подающий транспортер , транспортер возврата и транспортер-накопитель обслуживают группу из семи многоцелевых станков. Транспортер накопитель рассчитан на восемь спутников.
2. Подающий транспортер рассчитан на 20 спутников . НА загрузочной станции определяется номер обрабатываемой детали и код соответствующего спутника, на который устанавливается эта деталь.
Дополнительные замечания
Отдельные детали могут быть направлены с подающего транспортера непосредственно на многоцелевой станок, миную транспортер – накопитель, по сигналу с загрузочной станции.
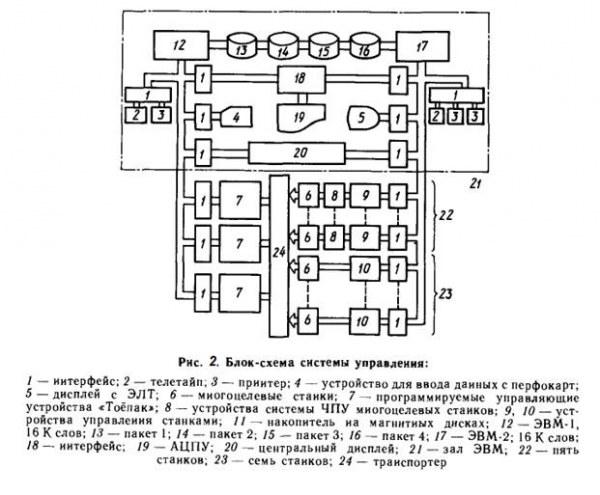
Информационно-управляющая структура ГПС TY-3 приведена на рис.2.
Гибкая производственная система
(«Продакшн мастер 103»)
Основные сведения:
Фирма-изготовитель ……………… «Хитаки сэйки»
Фирма-пользователь ……………… «Кодзита сангё»
Год начала эксплуатации 1976
Обабатывыемые изделия:
Наименование ……………………….. Малогабаритные корпуса клапанов для пневматических устройств (48 видов)
Материал………………………………..Коррозионно-стойкая сталь
Рабочий цикл,мин……………………………..4-10
Компоновочная структура ГПС HS-7 приведена на рисунке 3.
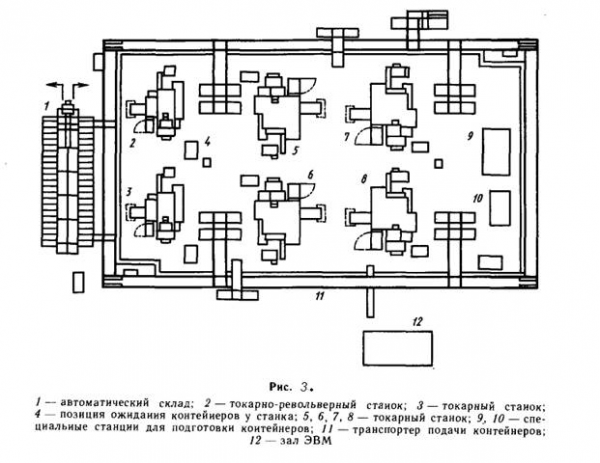
Состав основного оборудования.
1. Два токарных-винторезных станка с ЧПУ. ЗА одну установку обрабатывают три поверхности с поворотом на .
2. Четыре токарных станка
3. Два специальных станка для обработки клапанов.
Состав транспортной подсистемы.
1. Замкнутый цепной конвейер. Скорость подачи 10 м/мин.
2. В позиции ожидания у станков заготовки подаются с главного конвейера по вспомогательным транспортерам со скоростью 5 м/мин.
3. Заготовки помещают в контейнеры (400Х550Х200 мм).
Контейнеры снабжаются идентификационными бирками. В соответствии с указанной информацией определяется маршрут дальнейшего транспортирования. Максимальная грузоподъёмность контейнера 300 кг. Контейнеры используются также для транспортирования стружки , инструментальных магазинов и т.д.
4. От позиций ожидания к станкам заготовки подаются манипуляторами.
5. Имеется автоматический склад на 118 контейнеров.
ЭВМ и периферийное оборудование
1. Единая система прямого управления станками.
2. Мини-ЭВМ с объёмом оперативной памяти 8 К слов , устройства ЧПУ, устройства ввода-вывода(512 К слов).
3. Печатающее устройство , устройство для считывания с перфоленты, пульт ввода информации, пульт управления.
Характеристики программного обеспечения
1. Способ прямого ЧПУ. При необходимости обработки единичных изделий возможна автономная эксплуатация каждого станка.
2. Система управления ведёт учёт дневного запаса заготовок , номеров заготовок, выполненных операций, рабочего времени , загрузки станков, а также обеспечивает обслуживающий персонал технологической информацией.
Гибкая производственная система
Основные сведения:
Особенности системы ……………. Система для токарной обработки крупногабаритных деталей
Фирма-изготовитель ……………… «Тосиба Кикай»
Фирма-пользователь ……………… «Исикавадзима дзюкоге» (завод в г.Курэ)
Год начала эксплуатации 1977
Форма, материал………………………..Детали типа тел вращения, чугунное литьё, сталь
Габариты, мм………………… ![]() длина 1250, масса 1,5 т с использованием автопогрузчика грузоподъёмностью 5 т.
длина 1250, масса 1,5 т с использованием автопогрузчика грузоподъёмностью 5 т.
Компоновочная структура ГПС TY-10 приведена на рисунке 4.
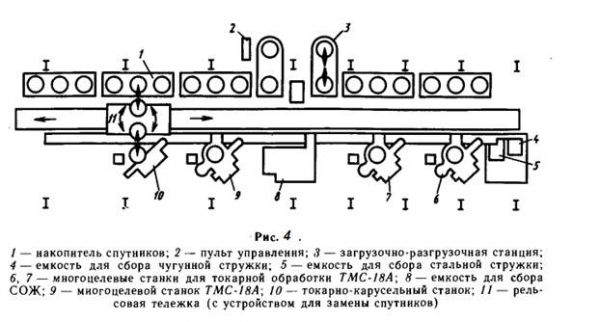
Состав основного оборудования.
1. Три центра токарной обработки (TCM-18A фирмы «Тосиба кикай»).
Максимальный диаметр точения 2000 мм, предельная высота точения 1250 мм, диаметр спутника 1800 мм. Ёмкость автоматического инструментального магазина 16 инструментов. Грузоподъёмность спутника до 5 т. Каретка суппорта сосна со шпинделем. Скорость вращения стола 3,2-1600 (два диапазона).
Скорость вращения шпинделя 20-1000 (два диапазона).
Привод стола от электродвигателя постоянного тока мощностью 45 кВт. Мощность электродвигателя тока для главного привода 7,5 кВт. Управление ведётся по трём координатам.
2. Вертикальный токарный станок (DORRIES CT-180 модифицированный).
Максимальный диаметр точения 2000 мм, предельная высота точения 850 мм. Оборудован шестигранной револьверной головкой. Скорость вращения стола 2,85-150 . Привод от электродвигателя постоянного тока мощностью 30 кВт. Способ управления BTR.
3. Диапазоны обработки : расточка 300 мм на глубину до 400 мм, сверление до ![]() на глубину 400 мм, нарезание резьбы метчиками М8-М20 (по второму классу точности японского промышленного стандарта).
на глубину 400 мм, нарезание резьбы метчиками М8-М20 (по второму классу точности японского промышленного стандарта).
4. Точность обработки : точность поворота стола ![]() , эксцентричность при расточке 0,01 мм, эллипсоидность 0,01/120 мм, точность шага
, эксцентричность при расточке 0,01 мм, эллипсоидность 0,01/120 мм, точность шага ![]() .
.
Состав транспортной подсистемы.
1. Самоходный автопогрузчик. Рельсовые тележки грузоподъёмностью 1,5 т со скоростью перемещения 30 м/мин. Габариты 2500Х5800 мм, собственная масса 8 т. Питание переменным током , потребляемая мощность 3,7 кВт с беспроводным способом подачи электроэнергии. Останов в заданной точке осуществляется с помощью механического реле.
2. Спутник круглой формы ![]() . Код спутника считывается устройством для считывания, установленным на автопогрузчике. В системе одновременно перемещаются 12 спутников.
. Код спутника считывается устройством для считывания, установленным на автопогрузчике. В системе одновременно перемещаются 12 спутников.
3. На загрузочно-разгрузочной станции имеются гидравлическое центрирующее устройство и манипулятор на автопогрузчике для установки спутников.
Дополнительные замечания
1. Для уборки чугунной и стальной стружки имеются два различных конвейера. Привод от электродвигателя переменного тока мощностью3,7 кВт.
2. В дневное время систему обслуживают два человека , в ночное – один человек.
3. Имеется устройства для сбора отработанной СОЖ. Расход водной эмульсии 800 л/мин. Ёмкость бака 6000 л.
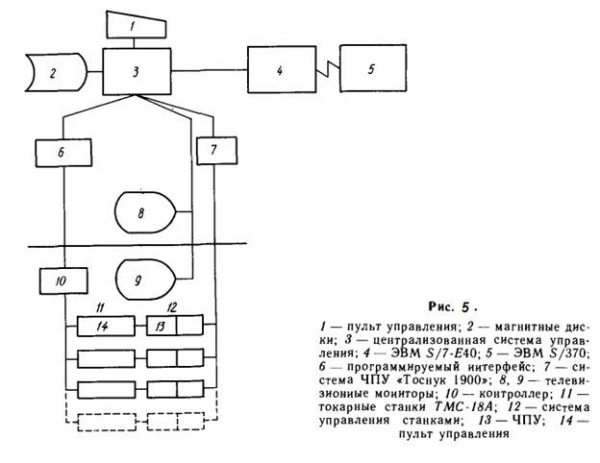
Информационно-управляющая структура ГПС TS-1 приведена на рис.5.
Гибкая производственная система
Основные сведения
Фирма пользователь…………………… «Мурата кикай»(завод в Инуяма)
Год начало эксплуатации………………….1981
Обрабатываемые изделия :
Наименование…………………………….Рамы и корпуса редукторов для прядильных машин и металлообрабатывающих станков (300 типов деталей)
Форма и материал………………………..Корпусные детали, чугунное литьё (FC15,FC20,FC35), алюминий, сталь
Максимальные габариты , мм……………..800Х100Х500, масса до 1300 кг
Средний такт выпуска, мин………………..40 (размер партий 20-50 шт.)
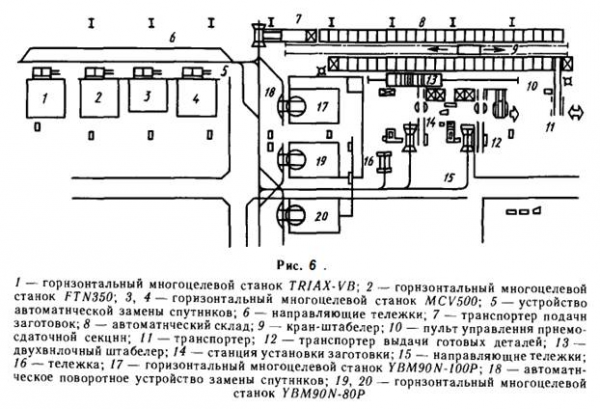
Компоновочная схема ГПС MR-1 приведена на рис.6.
Состав основного оборудования.
1. Четыре вертикальных многоцелевых станка. Имеются автоматические устройства для замены спутников с точностью останова ![]() . Время загрузки-разгрузки многоцелевых станков и транспортных тележек 30 с.Применяются устройства ЧПУ «Фанук 260» и «Мелдас 500С».
. Время загрузки-разгрузки многоцелевых станков и транспортных тележек 30 с.Применяются устройства ЧПУ «Фанук 260» и «Мелдас 500С».
2. Три горизонтальных многоцелевых станка. Имеются автоматические устройства поворотного типа для замены спутников с точностью останова ![]() Время загрузки-разгрузки станков 55 с., транспортных тележек – 30 с. Применяются устройства ЧПУ «Фанук 300С»
Время загрузки-разгрузки станков 55 с., транспортных тележек – 30 с. Применяются устройства ЧПУ «Фанук 300С»
Состав транспортной тележки.
Система автоматического транспортирования включает две индукционные роботизированные тележки фирмы «Мурата кикай». Грузоподъёмность тележек 1300 кг, скорость перемещения 60/30/12 м/мин, точность останова по отношению к меткам в полу составляет![]() . Минимальный радиус поворота 6 м. Питание осуществляется от аккумуляторных батарей (2х24 В).
. Минимальный радиус поворота 6 м. Питание осуществляется от аккумуляторных батарей (2х24 В).
Батареи заряжают через каждые 8 часов.
Применяют спутники двух типов: для вертикальных многоцелевых станков и для горизонтальных многоцелевых станков . Габариты спутников 800Х800Х120 мм и 1000Х800Х120 мм. На боковой поверхности спутника имеется паз для кодовой пластинки . Код считывается концевыми переключателями. Считывающие устройства установлены на входе и выходе автоматического склада.
На автоматическом складе имеются 220 стеллажей, а также секция приёма и выдачи.
Дополнительные задачи.
1. В дневное время систему обслуживают два-три человека в смену, в ночную смену работа идёт по безлюдной технологии
2. В среднем проходят 4-8 технологических операций. НА участке комплектации при автоматическом складе заготовки устанавливают спутники, которые затем перемещаются в позиции ожидания. В соответствии с производственным заданием спутники устанавливают на тележку , транспортируют и запускают в обработку без участия человека.
3. Точность обработки ![]() . Инструмент комплектуется в 500 комплектов из 3000 типов. На каждую операцию подобрано 15-20 комплектов (2-3 магазина)
. Инструмент комплектуется в 500 комплектов из 3000 типов. На каждую операцию подобрано 15-20 комплектов (2-3 магазина)
4. Управление роботизированными тележками осуществляется следующим образом: устройства управления получают информацию от управляющей ЭВМ (начальный и конечный пункты перемещений, режим перемещений)) и принимают решение , какая тележка будет выполнять задание. Устройства управления установлены на тележках и взаимодействуют с металлическими метками, установленными вдоль траектории движения. При подходе к определённым меткам происходят переключение режимов движения и изменение скорости.
5. Производственное задание устанавливаетя следующим образом: директивная информация от системы управления заводом поступает на гибких дисках, корректируется в соответствии с текущими условиями и вводится в систему управления ГПС. Корректировочную информацию можно ввести и с видеоматериала.
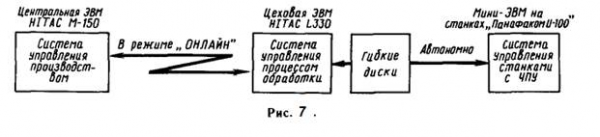
Информационно-управляющая структура ГПС МК-1 приведена на рис.7.
Возможности ПМО
Подсистема оперативного управления производством:
- Управление приёмом заказов
- Управление приёмом заготовок
- Обработка технологической информации
- Вывод сопроводительной информации
- Бухгалтерский учёт
- Расчёт заработной платы
- Технологические расчёты
- Контроль хода технологического процесса
- Управление инструментальным хозяйством
- Автоматическое программирование
Подсистема прямого управления:
- Управление транспортно-накопительной подсистемой
- Управление процессами обработки
2. Разработка технологического маршрута обработки деталей.
Технологический процесс изготовления детали «Вал первичный» разработаем исходя из состава элементарных технологических операций, каждая из которых может быть получена на основе объединения типовых маршрутов обработки поверхностей заготовки , выполняемых за один или два установа.
Объединение переходов в установы и операции выполняется с учетом типовых технологических процессов изготовления деталей данного класса, а также с учетом выбранных схем установки заготовки и технологических возможностей выполнения нескольких переходов на оборудовании выбранного типа.
Объединение переходов в установы и операции выполняется с учётом типовых технологических процессов изготовления деталей данного класса, базового маршрута обработки данной детали, а также с учётом выбранных схем установки заготовки на станке (таблица 12) и технологических возможностей выполнения нескольких переходов на оборудовании выбранного типа.
В первый установ объединены черновая обработка поверхностей торцевой поверхности 60 и цилиндрической ![]() , так как эти поверхности являются технологическими базами при обработке исполнительных поверхностей детали. Во второй установ можно объединить черновую обработку поверхностей торцевой поверхности 60 и цилиндрической
, так как эти поверхности являются технологическими базами при обработке исполнительных поверхностей детали. Во второй установ можно объединить черновую обработку поверхностей торцевой поверхности 60 и цилиндрической ![]() (окончательно).
(окончательно).
На первом установе для цилиндрической поверхности ![]() происходит черновая расточка отверстия и обтачивание фаски, на втором установе для этой же поверхности обтачивается вторая фаска. Данные два установа целесообразно объединить в одну операцию, так как по типу обработки (черновая), используемого оборудования (токарный станок) и оснастки (трёхкулачковый патрон ) они идентичны.
происходит черновая расточка отверстия и обтачивание фаски, на втором установе для этой же поверхности обтачивается вторая фаска. Данные два установа целесообразно объединить в одну операцию, так как по типу обработки (черновая), используемого оборудования (токарный станок) и оснастки (трёхкулачковый патрон ) они идентичны.
В третий установ объединены черновая обработка 6 поверхностей в размеры 30 и 40, 6 пазов в размер 12, 3 цилиндрических поверхностей ![]() , 6 цилиндрических поверхностей
, 6 цилиндрических поверхностей ![]() , 12 цилиндрических поверхностей
, 12 цилиндрических поверхностей ![]() , нарезание резьбы М12 и М5. Объединение обработки данных поверхностей в один установ возможно при использовании в качестве оборудования многоцелевого фрезерного станка с ЧПУ с поворотным столом и поворотной бабкой.
, нарезание резьбы М12 и М5. Объединение обработки данных поверхностей в один установ возможно при использовании в качестве оборудования многоцелевого фрезерного станка с ЧПУ с поворотным столом и поворотной бабкой.
В четвёртом установ – окончательная обработка 6 пазов , точение канавок R0,5.
В пятый установ – окончательная обработка поверхности торцевой поверхности в размер 60. В 6 установ — окончательная обработка торцевой поверхности в размер 60. Данные два установа целесообразно объединить в одну операцию, так как по типу обработки (шлифование предварительное), используемого оборудования (плоскошлифовальный станок) и оснастки (установка на магнитной плите)
В седьмой установ – окончательная обработка поверхности цилиндрической поверхности ![]() .
.
На восьмом установе проводится слесарная обработка отдельных поверхностей.
На основании объединения элементарных переходов в установы и операции формируется маршрут обработки детали, который представлен в таблице 1. Объединение обработки цилиндрических поверхностей и лыски детали на одном многоцелевом станке с ЧПУ позволит:
- снизить количество используемого оборудования;
- повысить точность обработки за счет использования станка с ЧПУ вместо универсального оборудования;
- снизить вспомогательное время, связанное с установкой заготовки на станке;
- снизить основное время обработки за счет интенсификации режимов резания;
- исключить из техпроцесса ручную операцию разметки.
Таблица 1 — Проектный вариант техпроцесса механической обработки детали «Вал первичный»
|
№ опер |
Наименование операции |
Краткое сожержание операции |
Наименование и модель оборудования |
|
Заготовительная |
Штамповать заготовку |
КГШП |
|
|
005 |
Фрезерно-центровальная с ЧПУ |
Установ А. Фрезеровать торцы детали одновременно с двух сторон в размер 220±0,575. Центровать торцы одновременно с двух сторон на длину 10,1 – отв. центр. |
Фрезерно-центровальный станок с ЧПУ 6550РФ3 |
|
010 |
Токарно-револьверная |
Сверлить отверстие Ø6 на длину 73 мм. Рассверлить отверстие Ø20 на длину 39 мм. Расточить отверстие Ø30Н9 |
Токарно-револьверный станок 1Г340 |
|
015 |
Токарная с ЧПУ |
Точить заготовку по контуру с образованием фасок 1х45˚ и 2,5х45˚, выдерживая размеры Ø18Н7 |
Токарный станок с ЧПУ 16К20Ф3 |
|
020 |
Токарная с ЧПУ |
Точить заготовку по контуру с образованием фасок 1х30˚ и 2,5х45˚, выдерживая размеры Ø71Н9 |
Токарный станок с ЧПУ 16К20Ф3 |
|
025 |
Вертикально-сверлильная |
Сверлить 2 отверстия Ø2 до выхода в центральное отверстие, выдерживая размеры 43Н9, 11 0.055, 28. Переустановить заготовку в приспособлении. Сверлить отверстие Ø2 до выхода в центральное отверстие, выдерживая размеры 43Н9, 110.055. |
Вертикально-сверлильный станок 2Н106П |
|
030 |
Шлицефрезерная |
Фрезеровать на проход шлицы d6*23*28 ГОСТ 1139-80, выдерживая размеры 60, 24. |
Шлицефрезерный станок СТ-1161 |
|
035 |
Зубодолбежная |
Долбить зубья двух зубчатых венцов детали в размеры по чертежу |
Зубодолбежный станок 5122Б |
|
040 |
Зубозакругляющая |
Закруглить зубья по периметру |
Зубозакругляющий станок 5Б703 |
|
045 |
Термическая |
Печь |
|
|
050 |
Слесарная |
Притупить острые кромки, опилить заусенцы |
Верстак |
|
055 |
Контрольная |
Контролировать параметры детали |
Стол ОТК |
|
060 |
Маркировочная |
Маркировать обозначение детали |
Верстак |
3. Выбор оборудования
Станок 6550РФ3
Для автоматической обработки плоских и объемных поверхностей деталей, а также сверления и растачивания отверстий, нарезания внутренней резьбы по программе Количество шпинделей в револьверной головке — 6
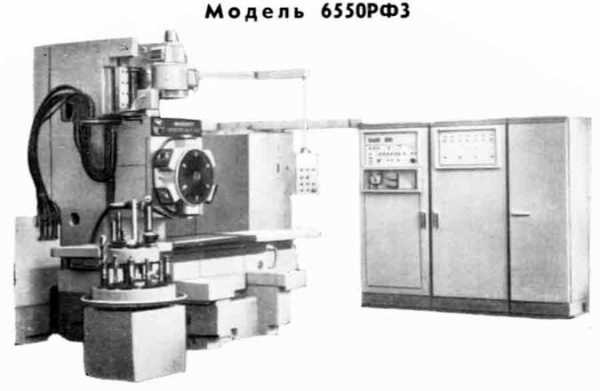
Станок вертикально-фрезерный с крестовым столом, ЧПУ и револьверной головкой 6550РФ3 Количество шпинделей в револьверной головке — 6
Модель 6550РФ3
Класс точности станка по ГОСТ 8-82, (Н,П,В,А,С) Н
Длина рабочей поверхности стола, мм 1000
Ширина стола, мм 500
Перемещение стола X,Y,Z, мм 1000_500_530
Габариты станка Длинна Ширина Высота (мм) 3990_4380_3300
Масса 10000
Мощность двигателя кВт 8
Пределы частоты вращения шпинделя Min/Max об/мин 40/2000
Число инструментов в магазине
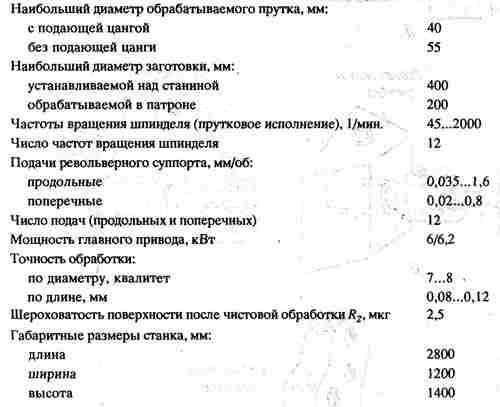
Станок 1Г340
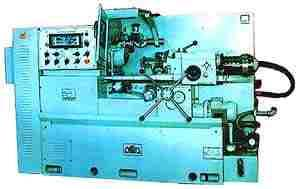
Высокопроизводительный универсальный станок с горизонтальной осью 16-позициОнной револьверной головки предназначен для выполнения токарных и сверлильных работ в среднесерийном производстве. Нарезание резьб возможно метчиками, плашками, а также резцами или гребенками с помощью резьбонарезного устройства. Дополнительное копировальное устройство позволяет обрабатывать конические и фасонные поверхности. По требованию заказчика может оснащаться поперечным суппортом. Станок выпускается в двух исполнениях: для прутковых работ или для штучных заготовок.
Технические характеристики
Станок 16К20Ф3

Технические характеристики
Наибольший диаметр изделия, устанавливаемого над станиной, мм 500
Наибольший диаметр обрабатываемого изделия, мм
- над станиной 320
- над суппортом 200
Наибольшая длина устанавливаемого изделия в центрах, мм 1000
Наибольшая длина обрабатываемого изделия при 8-ми позиционной головке, мм 750
Диаметр цилиндрического отверстия в шпинделе, мм 55
Наибольший ход суппорта, мм
- поперечный 210
- продольный 905
Максимальная скорость быстрых перемещений, мммин
- продольных 15000±6%
- поперечной 7500±6%
Пределы частот вращения шпинделя, мм-¹ 20…2500
Количество одновременно управляемых координат 2
Точность позиционирования, мм 0,01
Повторяемость, мм 0,03
Пределы частот вращения шпинделя, мин-1 20…2500
Минимальная скорость рабочей подачи, мм/мин
- продольной 10
- поперечной 5
Количество позиций инструментальной головки 8
Мощность электродвигателя главного движения, кВт (номинальная) 11
Суммарная мощность всех электродвигателей, кВт 21,4
Габаритные размеры станка без отдельно стоящего шкафа УЧПУ, не более, мм
- длина 3700
- длина (с транспортером стружкоудаления) 5160
- ширина 3000
- высота 2100
Масса станка (без ЧПУ и транспортера стружкоудаления), кг 4000
Станок 2Н106П
Станок настольно-сверлильный одношпиндельный 2Н106П Предназначен для сверления отверстий в изделиях из черных, цветных металлов и неметаллических материалов.

Класс точности станка по ГОСТ 8-82, (Н,П,В,А,С) П
Диаметр сверления, мм 6
Ширина рабочей поверхности стола, мм 200
Ход шпинделя, мм 130
Габариты станка Длинна Ширина Высота (мм) 560,405,625
Масса 80
Мощность двигателя кВт 0.4
Пределы частоты вращения шпинделя Min/Max об/мин 1000/8000
Число инструментов в магазине 24