
Научно-технический прогресс в машиностроении привел к созданию токарных станков, различных по назначению (для точных работ, обработки длинномерных деталей, а также деталей типа дисков; для резьбонарезания , затылования и т.д.) и степени автоматизации (полуавтоматы, автоматы, станки с ЧПУ и т.д.).
На современных станках с ЧПУ наряду с токарной обработкой (точением) можно выполнять и другие операции (фрезерование, внецентровое сверление, зенкерование и т.п.), позволяющие снимать со станка готовые детали.
Токарное дело и токарная обработка, Токарные работы, Токарное производство
Токарное дело это целая наука, состоящая из большого количества материала и для освоения этой профессии необходимы знания и навыки работы. В токарное дело входят науки о резании, термообработки, материаловедение, черчение, сопромат и много других наук.
Правила по технике безопасности при работе на токарном станке
Основными условиями безопасной работыне товарном станке являются: значение стайка, режим обработки материалов, внимательное серьезное отношение явыполняемой работе и соблюдение всех требований настоящей инструкции.
Опасными местами на токарном станке являются:
1. Зубчатые и ступенчатые ременные передачи.
2. Патроны станка с выступающими деталями.
3. Обрабатываемый предмет.
4. Стружка с обрабатываемых деталей.
5. Ходовой винт и валики.
Токарь обязан
1. Строго соблюдать производственную и трудовую дисциплину.
2. Совершенствовать методы безопасной работы.
3. Добиваться быстрейшего устранения всяких недостатков, которые могут вызвать несчастные случаи.
4. При возникновении несчастного случая следует немедленно обратиться для оказания первой помощи в з/пункт и известить мастера или начальника РМЦ. Если пострадавший сам не в состоянии явится в здравпункт и известить мастера о случившемся, то любой рабочий, находящийся при этом поблизости должен вызвать работнике здравпункте для оказания первой помощи и доложить мастеру иди начальнику РМЦ.
Обязанности токаря по обеспечению безопасной работы
Перед началом работы:
1. Надеть полагающую исправную спец. одежду. Не носить одежду нараспашку или слишком свободно со свисающими концами. Не носить на работе шарфа или галстука. Обшлага рукавов должны быть застегнуты не пуговицы, женщины должны убрать волосы под косынку, сетку или берет.
2. Проверить исправности всех частей стенка и инструменте; резец, патрон, рычаги управления, переводные и пусковые приспособления и т.д.» а также убедиться в наличии и исправности ограждений.
Разработка управляющей программы для токарного и фрезерного станков с ЧПУ
... обработки контурным резцом, отогнутым вправо токарный фрезерный станок программа Рисунок 1.8 — Схема обработки канавок 1.7 Разработка управляющей программы для станка с ЧПУ Таблица 1.3 — Управляющая программа на языке ТЕХТРАН № кадра ... Расшифровка кадра N022 F0,1 S2 816 T3* 2. Разработка управляющей программы для обработки детали на фрезерном станке с ЧПУ Рисунок 2.1 — Эскиз детали 2.1 Выбор ...
3. Если при осмотре станка окажутся в неисправности какие-либо части и приспособления, необходимо принять меры к приведению их в порядок в случае невозможности самостоятельно устранить неисправности, доложить о них начальнику РМЦ иди мастеру. Не приступать к работе пока не будет устранены замеченные неисправности.
4. Проверить наличие и исправность ограждений шестерен передней бабки, сменных шестерен станка.
5. Проверить наличие и исправность ограждения зоны вращения хомутов, если он имеет выступающие части, могущие захватывать одежу.
6. Проверить наличие и исправность ограждения обрабатываемого материале или в валов, выступающих из шпинделя.
7. При установке инструмента проверяй его неисправность, отсутствие надломов, трещин и правильности заточки.
8. Не оставляй ключ в патроне.
9. Ознакомиться с предстоящей работой, продумай порядок безопасного его выполнения, при неясности решения этого вопроса и при получении ново* работы подучи дополнительной инструктаж.
10. Следить за жестам закреплением детали и резца.
Во время работы:
1. Работать только на станке, назначенном мастерок и исполнять работу, по которой подучен инструктаж по технике безопасности. Перед пуском стенке укрепить инструмент и обрабатываемую деталь.
2. Зажимные приспособления для крепления обрабатываемой детали должна быть без выступающих болтов. Крепить деталь в патроне или планшайбе нужно так, чтобы головка затягивающего болта патрона находилась сверху.
3. . Установку на станке тяжелых деталей и снятие их производить грузоподъемными механизмами (кран» блок и пр.) При переноске больших тяжестей пользоваться тележкой.
4. При обработке изделий образующуюся мелкую стружку удалять со станка щеткой, а не рукой, сливную стружку в виде ленты отводить от резца специальным крепком.
5. При обработке изделий из хрупких металлов (чугун, бронза т.п.) надевать предохранительные очки я для защиты отлетающих частичек стружки.
6. При обработке пруткового материала и валов, находящихся вне шпинделя, пруток, вал ограждать специальной трубкой, трубку укреплять неподвижно на станке.
7. . При зачистке вращающего изделия напильником, шабром и шкуркой быть особо осторожным во избежание захвата рукавов одежды кулачком патрона или хомутика.
8. Перед тем, как приступить к зачистке изделия или установке его в патроне, отвести суппорт, а также заднюю бабку вправо, как можно дальше, чтобы не повредить руки о резец.
9. Если в процессе работы станка под резец попал какой-либо посторонний предмет, то удаление его производить лишь после полной остановки станке и отвода суппорта от изделия.
10. Выверку изделия, укрепленного в планшайбе, производить мелкой, закрепленным в державке, а не держать мелок в руке.
11. Охлаждение деталей и режущего инструмента производить при помощи специальных приспособлений.
12. Рабочее место должно быть хорошо освещено (45 люкс), содержаться в чистоте и не загромождать изделиями и посторонними предметами.
13. Необходимый ручной инструмент всегда должен быть в исправности и храниться в надлежащем порядке на рабочем месте или тумбочке.
Обработка деталей на сверлильных и расточных станках
... при обработке отверстий 44 вин. Различают следующие способы и виды сверления [7,стр. 333-335]: 1. Сверление по разметке (для одиночных отверстий) По разметке сверлятся одиночные отверстия отверстия. Предварительно на деталь ...
14. Пользоваться защитными средствами: от горячей струяки-стружколомателяым, стружкозабивателями и защитными экранами или пользоваться очками, если при работе возможно повреждение глаз отделяющейся стружкой.
15. При подрезании торцов и уступов следует обращать внимание на прочность закрепления детали в патроне, недостаточное прочное закрепление детали может привести к вырву ее из патрона и причинить повреждение токарю. При поддержании торце или уступа близко расположенного к кулачкам патрона нужно быть особенно внимательным во избежание возможного захвата одежды и ранения токаря кулачками.
16. При обработке цилиндрически поверхностей следует срочно закреплять детали в резец. Нельзя работать с изношенными центрами во избежание, чтобы детали не могли вырваться из центров.
17. Следует быть особенно внимательными и осторожными при зачистке детали шкуркой или напильником. Следить, чтобы напильник не соскользнул с обрабатываемой детали.
18. Не следует пользоваться при установке резца по высоте центра к всякого роде не приспособленными для этого подкладками. Под действием давления стружек подкладки и резец могут выскочить и поранить токаря.
19. При установке, снятии и изменении обрабатываемого изделия, при смене патрона и изделия, отодвигай дальше заднюю бабку станка.
20. Не бери и не подавай чего-либо через станок во время его работы.
21. Обязательно останавливай станок:
21.1. Ори уходе от станка на короткое время;
21.2. При временном прекращении работы;
21.3. При уборке, смазке, чистке, наладке станка;
21.4. При ремонте станка, установки, регулировки и смени инструмента и обрабатываемых изделий;
21.5. Для подтягивания болтов, гаек; клиньев и других соединений;
21.6. Для регулировки зажимных приспособлений станка (крепежных:
- болтов, кулаков и т.п.);
21.7. Для измерения обрабатываемых деталей;
21.8. Для установки и снятия деталей и приспособлений; патронов;
21.9. Для удаления стружки и инструмента, патрона, обрабатываемого изделия:
21.10. Для проверки чистоты обработки детали.
22. Перед заточкой инструмента на наждаке проверить: испытан ля
заточный круг на прочность, имеется ли об этом отметка на круге, нет,
ли на ней выбоин м трещин.
23. Наждак должен закрываться предохранительным кожухом, иметь экран и подручник, расстояние между подручником и кругом не должно превышать 3-х мм. Подручник не должен иметь выбоин.
24. При заточке резца, подевай резец на круг без рывка резкого нажима, предохраняй круг от ударов и толчков.
25. Следя, чтобы освещение на рабочем месте было достаточно, а осветительная сеть у рабочего места исправная.
26. Немедленно сообщить начальнику РМЦ и дежурному электромонтеру о замеченной неисправности: искренне, вспышка в электрических устройствах, о повреждении изоляции в электропроводах, об неизолированных открытых токоведущих частях.
ЗАПРЕЩАЕТСЯ
1. Работать на станке с неправильно выполненным или изношенными центровыми отверстиями и центрами. При неустойчивом креплении изделия и отсутствии оградительных приспособлений.
Технологическая оснастка» : «Установочные элементы станочных ...
... технологической оснастки составляют приспособления, применяемые для установки и закрепления заготовок деталей, обрабатываемых на металлорежущих станках. ... плоскости xOz , ограничивает ее возможность перемещения в направлении оси Oy , т. ... следующие требования: число и расположение установочных элементов должно обеспечивать необходимую ориентацию заготовки согласно принятой в технологическом ...
2. Производить во время работы станка наладку, установку, снимал измерять или проверять обрабатываемое изделие и режущий инструмент, передавать или принимать через станок какие-либо предметы.
3. Крепить изделия неисправными зажимными приспособлениям, а также пользоваться поврежденным и не имеющим рукояток инструментом (напильники, шабер и др.).
4. Курить и зажигать огонь при обработке сплавов, содержащих магнит, а также при применении горючих жидкостей.
5. Производить какой-либо ремонт эл. оборудования .
6. Останавливать станок прижатием руки на патронке, обрабатываемую деталь или шкив.
7. Работать на станке в расстегнутой одежде с не заправленным галстуком и распущенными волосами.
8. Оставлять рабочий станок без присмотра, а также поручить работу на нем другим лицам.
После работы:
1. Очистить станок и рабочее место.
2. Положить инструмент на постоянное место хранения.
3. Заявить мастеру или начальнику цеха о замеченных неполадках в работе станка.
4. Сдать станок сменщику и предупредить его о всех «даже малейших неисправностях станка».
Передняя бабка
На фронтальной поверхности передней бабки расположены рычаги переключения скорости вращения шпинделя и скорости подачи режущего инструмента.
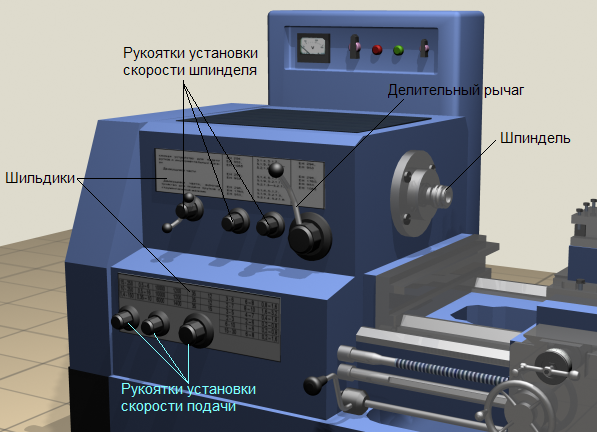
Шильдики — пояснительные таблички. На токарных станках, на шильдиках указаны зависимость скорости перемещения или вращения узлов станка от выбранных положений рукояток установки.
Рукоятки установки скорости шпинделя, Делительный рычаг, Рукоятки установки скорости подачи
Шпиндель — стальная толстостенная труба. Шпиндель служит для передачи вращения от электропривода, через систему шестерён, к обрабатываемой детали. Входная часть шпинделя на поверхности имеет резьбу для установки крепёжных патронов, а входное отверстие имеет форму конуса для установки центров или других крепёжных приспособлений.
Следует заметить, что у разных моделей станков, число и положение рукояток настройки скорости вращения и перемещения могут отличаться от показанных на рисунке. Для конкретной модели токарного станка следует внимательно ознакомиться с обозначениями на шильдиках или прочитать инструкцию по эксплуатации станка.
Задняя бабка, Задняя бабка
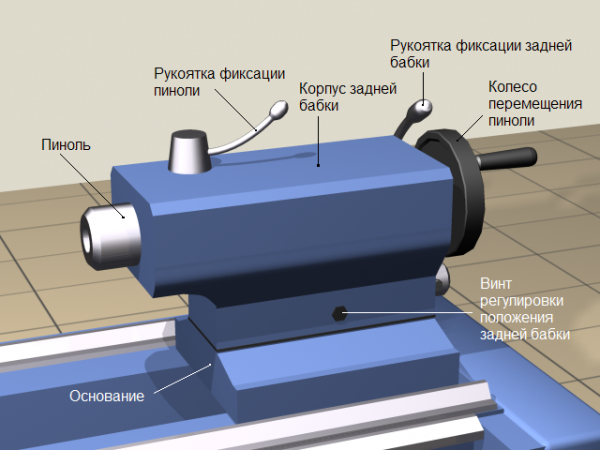
Основание, Винт регулировки положения задней бабки
Пиноль — подвижной стальной цилиндр. Входное отверстие пиноли имеет коническую форму и предназначено для крепления оправок, приспособлений, центров и тому подобное, в зависимости от выполняемой работы.
Рукоятка фиксации пиноли., Колесо перемещения пиноли, Рукоятка фиксации задней бабки.
Суппорт
Суппорт токарного станка предназначен для закрепления и перемещения режущего инструмента.
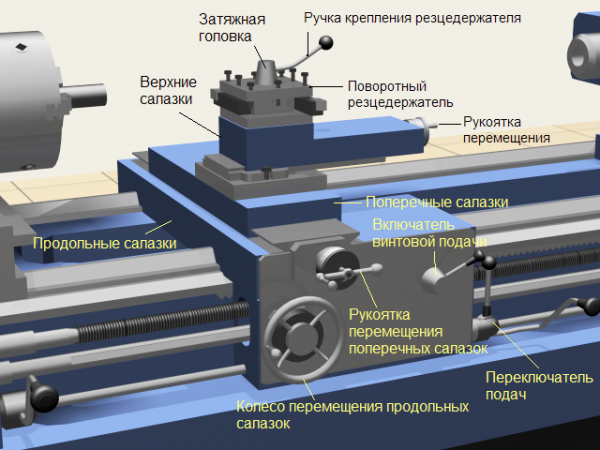
Поворотный резцедержатель, Ручка крепления резцедержателя, Верхние салазки, Рукоятка перемещения верхних салазок, Поперечные салазки, Рукоятка перемещения поперечных салазок, Продольные салазки, Колесо перемещения продольных салазок, Включатель винтовой подачи, Переключатель подач
Автоматические линии станков и гпс
... расположению оборудования различают замкнутые и незамкнутые автоматические линии. Замкнутые линии бывают круговые (станки-комбайны) и прямоугольные. Большинство автоматических линий имеет незамкнутое расположение оборудования: прямолинейное, Г- ... стороны, причем посадка транспортируемых деталей: на позициях такова, что для перемещения их с одной позиции на другую транспортер должен поднять деталь ...
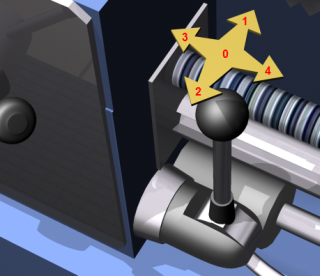
В положении 0 — (нейтраль) суппорт стоит на месте; в положениях 1 или 2 перемещаются поперечные салазки (вперёд или назад соответственно); в положении 3 или 4 перемещаются продольные салазки (влево или вправо соответственно).
Переключатели подач могут иметь и другую конструкцию, например, иметь два рычага. Один включает продольную, а другой поперечную подачи.
Приводные валы и механизмы
Для автоматического перемещения элементов суппорта, а так же для оперативного включения и выключения вращения шпинделя в токарном станке предусмотрено несколько приводных валов и соответствующих механизмов.
Механизмы включения — выключения различных приводов находятся в суппорте под фартуком.
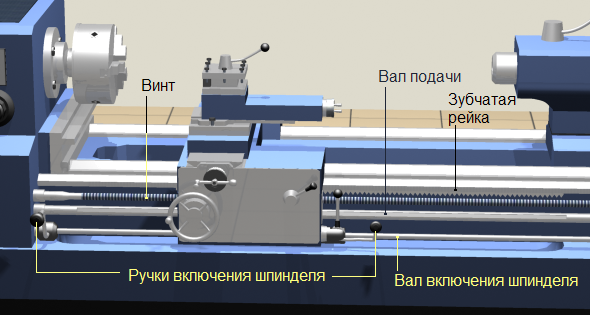
Вал включения шпинделя, Зубчатая рейка, Вал подачи, Вал резьбовой (Винт)
Лимбы
Лимб — это кольцо (или плоская шайба) с нанесёнными на его поверхности рисками, расположенными на равных расстояниях друг от друга. На определённом интервале, например через каждые 10 рисок, нанесены цифры, указывающие определённую величину градуировки лимба. Лимб может быть отградуирован в миллиметрах, градусах или других метрических величинах.
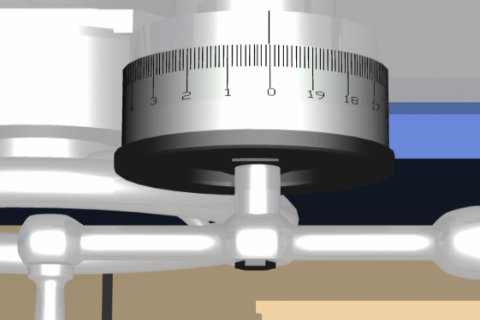
На рисунке показан лимб, расположенный на механизме перемещения поперечных салазок. Вращение лимба происходит совместно с вращением рукоятки перемещения инструмента. Каждая десятая риска на лимбе пронумерована 0, 1, 2 ..19. Всего лимб имеет 200 рисок. В данном случае при повороте рукоятки, например, на 10 делений (от 0 до 1) рабочий инструмент переместится на 1 миллиметр.
Разные станки имеют разную градуировку лимбов, поэтому следует справляться в инструкции по эксплуатации конкретного станка. Если нет возможности узнать эту информацию, то можно определить величину перемещения самостоятельно. Для этого следует проточить деталь и измерить полученный размер, затем снова проточить деталь, повернув рукоятку на десять делений и снова измерить размер, полученный после проточки. Разница между предыдущим и последним измерением как раз и будет величина перемещения инструмента при повороте на 10 делений.
Кольцо лимба можно поворачивать на оси механизма, удерживая рукоятку перемещения. Это бывает необходимо для установки точки отсчёта при обработке, обычно устанавливается значение 0.
Резцы токарные
В качестве режущего инструмента при точении используют резцы. Главным принципом классификации резцов является их технологическое назначение.
Схема резца
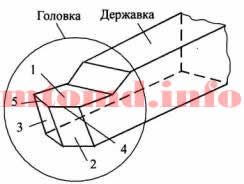
Рис. 1: 1 – передняя поверхность; 2 – главная задняя поверхность; 3 – вспомогательная задняя поверхность; 4 – главная режущая кромка; 5 – вспомогательная режущая кромка
Различают токарные резцы:
- проходные – для обтачивания наружных цилиндрических и конических поверхностей;
- расточные – проходные и упорные – для растачивания глухих и сквозных отверстий;
- отрезные – для отрезания заготовок;
- резьбовые – для нарезания наружных и внутренних резьб;
- фасонные – для обработки фасонных поверхностей;
- прорезные – для протачивания кольцевых канавок;
- галтельные – для обтачивания переходных поверхностей между ступенями валов по радиусу.
Виды токарных резцов
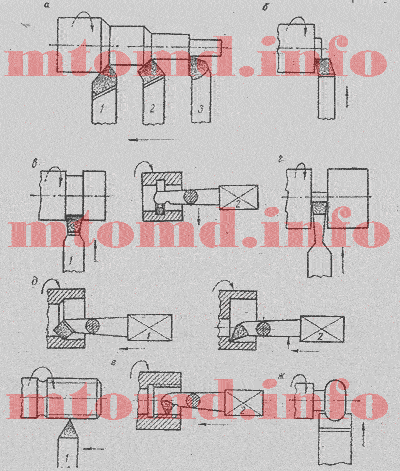 Рис. 2: а — проходные: 1 — прямой, 2 — отогнутый, 3 — упорный; б — подрезной; в — канавочные: 1 — для наружных канавок, 2 — для внутренних; г — отрезной; д — расточные: 1 — для сквозных отверстий, 2 — для глухих; е — резьбовые: 1 — для наружных резьб, 2 — для внутренних; ж — фасонный
Рис. 2: а — проходные: 1 — прямой, 2 — отогнутый, 3 — упорный; б — подрезной; в — канавочные: 1 — для наружных канавок, 2 — для внутренних; г — отрезной; д — расточные: 1 — для сквозных отверстий, 2 — для глухих; е — резьбовые: 1 — для наружных резьб, 2 — для внутренних; ж — фасонный
Технология обработки конических и фасонных поверхностей на токарных станках
... Технология обработки конических поверхностей на токарных станках 1. Настройка станка при растачивании и развертывании конических отверстий. Контроль качества. 2. Обработка конических отверстий. Приемы установки резцов. 3. Обработка наружных конических поверхностей поперечным сдвигом задней бабки. 4. Обработка ...
Нарезание резьбы
Вершина резца при перемещении с постоянной скоростью подачи вдоль вращающейся заготовки, врезаясь, оставляет на ее поверхности винтовую линию (рис. 4.42).
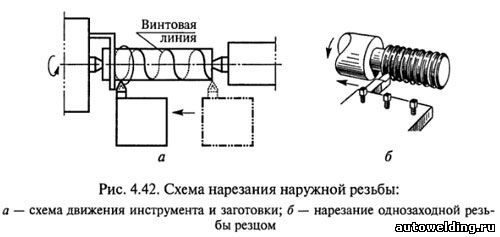
Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии (рис. 4.43).
Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
tgμ= P/(πd),
где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево).
Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
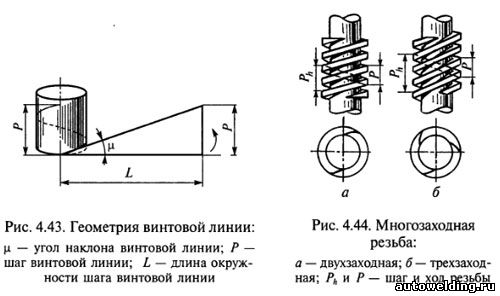
Различают ход P h и шаг Р многозаходной резьбы. Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
Разработка технологического процесса изготовления детали «рычаг»
... рдость 265-352 НВ. Данный рычаг входит в сборочную единицу (узла) машиностроения. Обработка детали возможна с применением универсальных станков ... Хим. фос. ускоренное хр./лак БФ-4(2). Дополнительно, кроме поверхностей Г, Д, шлицев, отверстий и пазов: грунтовка ФЛ- ... заданных показателей качества, объема выпуска и условия выполнения работ. Деталь является технологичной, если: в процессе ее изготовления ...
P h = кР,
где k — число заходов.
Нарезание резьбы резцами
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45).
Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).

Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14… 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб).
Диаметр отверстия (мм) под резьбу
d 0 = d-P,
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
b=(2…3)P.
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
Разработка технологического процесса изготовления детали «Втулка»
... себестоимость изготовления продукции. Целью данной курсовой работы является разработка этапов технологической подготовки производства детали «Втулка», осваиваемой ... их диаметров, конфигурации подвнутренних и внутренних поверхностей, соотношения толщин стенок, конфигурации наружных поверхностей, геометрии ... чертеже детали, однако необходимо внести изменения. Под резьбу М2 выберем . Под резьбу М16Н7 ...
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1…0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.
Контроль резьбы
Шаг резьбы измеряют резьбовым шаблоном, представляющим собой пластину 2 (рис. 4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.

Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 4.47).
Резьбовые калибры разделяют на проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения, и непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
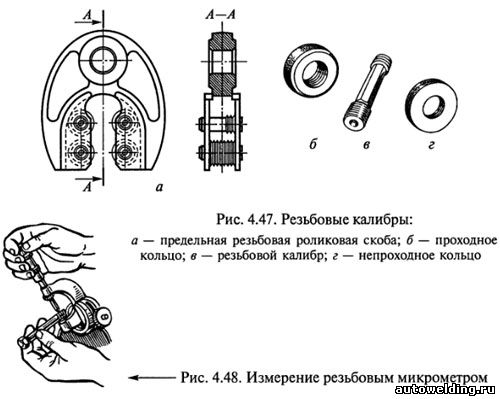
Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 4.48).
Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливают комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке, а затем настраивают по шаблону или эталону.
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Обработка фасонными резцами
Для обработки галтелей, резьбы и других фасонных поверхностей применяют фасонные резцы. Профиль режущей кромки фасонных резцов полностью совпадает с профилем обрабатываемой поверхности, поэтому передняя поверхность резца устанавливается точно на линии центров станка. Фасонные резцы затачивают по передней поверхности. Это необходимо учитывать при повторной установке резцов. В горизонтальной плоскости резец должен быть установлен перпендикулярно к линии центров станка; правильность установки проверяют угольником, который одной стороной прикладывают к цилиндрической поверхности детали, а другой — к боковой поверхности резца, при этом между угольником и резцом должен быть равномерный просвет. Применение призматических и круглых фасонных резцов позволяет обрабатывать фасонные поверхности сложного профиля.
Разработка маршрутной технологии изготовления детали ‘Крышка’
... метрическая резьба. Наружные поверхности детали имеют диаметры Æ64 мм, Æ39 мм. На детали точится конус. Фрезеруются лыски. Размеры являются технологичными. Деталь «Крышка подшипника» жесткая, так как , следовательно, отклонения min. Наружные поверхности детали обрабатываются резцами. ...
Призматические радиальные фасонные резцы устанавливают на поперечном суппорте или в револьверной головке с горизонтальной осью вращения. Они предназначены для работы с поперечным движением подачи. Режущую кромку резца необходимо устанавливать по центру обрабатываемой детали. Задние углы α создают соответствующей установкой резца в державке, что является преимуществом этой конструкции.
Фасонные круглые резцы с винтовыми образующими режущих кромок обеспечивают получение меньшей шероховатости обрабатываемой поверхности по сравнению с круглыми резцами с кольцевыми образующими. Резцы с винтовыми образующими — это высокопроизводительный инструмент, который применяется на станках с револьверными головками.
Подача фасонного резца должна быть равномерной и не превышать 0,05 мм/об при ширине резца 10… 20 мм и 0,03 мм/об при ширине резца более 20 мм. Подача зависит от жесткости детали.
Доводка или притирка
Доводка или притирка применяется для окончательной обработки наружных и внутренних цилиндрических и конических, фасонных и плоских поверхностей деталей с целью получить точные размеры и высокое качество (чистоту) поверхности или герметичность соединения.
Этот метод обработки получил широкое распространение в инструментальном производстве (доводка режущих кромок твердосплавных резцов и разверток; доводка калибров цилиндрических, конических, резьбовых; доводка измерительных плиток).
Этот метод обработки широко применяется также и в машиностроении, например, доводка шеек коленчатых валов, плунжеров форсунок, зубьев колес и т. д. Чистоту поверности после доводки можно получить от 10 до 14.
Доводка наружных цилиндрических поверхностей производится чугунными, медными, бронзовыми или свинцовыми втулками (притирами), выточенными по размеру обрабатываемой детали. С одной стороны втулка разрезана, как показано на рис. 233.

Втулку 1 смазывают изнутри ровным тонким слоем корундового микропорошка с маслом или доводочной пастой. Затем ее вставляют в металлический жимок 2 и надевают на деталь. Слегка подтягивая жимок болтом 3, равномерно водят притир вдоль вращающейся детали. При доводке полезно смазывать деталь жидким машинным маслом или керосином.
Припуск на доводку оставляют порядка 5—20 мк (0,005— 0,020 мм) на диаметр.
Скорость вращения детали при доводке — от 10 до 20 м/мин; чем чище должна быть обработанная поверхность, тем ниже должна быть скорость.
Доводка отверстий производится чугунными или медными втулками (притирами), также разрезанными с одной стороны. Втулки устанавливают на точный размер при помощи пологих конических оправок, на которые они насаживаются. На рис. 234 показана втулка 1, насаженная на коническую оправку 2, закрепленную в самоцентрирующем патроне. Для доводки деталь надевают на втулку 1, которая во время доводки вращается с оправкой 2; при этом детали сообщают медленное прямолинейно-возвратное движение по втулке

Доводку наружных и внутренних поверхностей производят корундовым микропорошком, смешанным с маслом, или специальными доводочными пастами ГОИ. Эти пасты дают лучшие результаты как по качеству поверхности, так и по производительности. Они оказывают на металл не только механическое, но и химическое действие. Последнее состоит в том, что благодаря пасте на поверхности детали образуется тончайшая пленка окислов, которая легко затем снимается.
Список литературы
[Электронный ресурс]//URL: https://inzhpro.ru/otchet/vzaimozamenyaemost-uzlov-tokarnyih-stankov/
tokar-work.ru›news/ tokarnoe _delo /2012-05-06-4
bibliotekar.ru›tokar/index.htm
kalpa-vriksa.ru›learning/courses/ tokarnoe _delo /
tehinfor.ru›s_3/ustroistvo.html