
Промышленность вяжущих материалов играет важную роль в создании материально-технической базы государства, обеспечении дальнейшего роста материального и культурного уровня жизни народа, успешной реализации программы строительных работ. От темпов роста выпуска вяжущих материалов зависят масштабы капитального строительства, его экономичность и технический уровень.
Применение вяжущие веществ не ограничивается их использованием в строительстве. Без них не может существовать ни одна область техники. Первым вяжущим веществом, которым пользовался человек, была природная необожженная глина. Однако со временем из-за слабых вяжущих её свойств и малой стойкости во влажных условиях глина перестала удовлетворять требованиям строителей. Ещё за 2400 – 3000 лет до н.э. были найдены способы получения искусственных вяжущих путем обжига некоторых горных пород и тонкого измельчения продуктов этого обжига.
Первые искусственные вяжущие – строительный гипс, известь – были применены при строительстве уникальных сооружений: бетонной галереи легендарного лабиринта в Древнем Египте (3600 г до н.э.), фундаментов древнейших сооружений в Мексике, Великой Китайской стены. [1]
Современная строительная техника предъявляет к вяжущим материалам новые высокие требования. Для производства железобетонных изделий и конструкций необходимы различные цементы (быстротвердеющий, декоративный, расширяющийся и т.д.).
[4]
Цементная промышленность как составная часть тяжелой промышленности – одна из важнейших отраслей материального производства. Основными направлениями экономического и социального развития Казахстана предусмотрены увеличение выпуска портландцемента и расширение производства высокомарочных, многокомпонентных и специальных цементов. Намечено увеличить производство высокопроизводительных автоматизированных линий для получения цемента сухим способом, ускорить разработку энергосберегающих технологий в производстве цемента. Ведется большая работа по расширению ассортимента и повышению качества цемента, а также по применению отходов других отраслей промышленности и природных материалов в качестве добавок при производстве многокомпонентных и специальных цементов, совершенствуются способы производства портландцемента. [2]
Шлакопортландцемент — гидравлическое вяжущее вещество, получаемое совместным помолом портландцементного клинкера, гипса и гранулированного доменного или электротермофосфорного шлака. Количество шлака в шлакопортландцементе должно быть свыше 20 и не более 80 %. Допускается замена части шлака активными минеральными добавками (не более 10 %).
Производство строительных материалов
... Используемые для производства сухих смесей материалы весьма разнообразны по номенклатуре и свойствам. Эти материалы можно объединить в несколько основных групп. Основные компоненты: минеральные вяжущие, заполнители и ... что большинство смесей состоит из песка и цемента с небольшим количеством простейших добавок (известь, зола-унос, молотые шлаки и т.п.). Во-вторых, основная технологическая операция ...
Гипс в шлакопортландцементе служит не только регулятором сроков схватывания, но и активизатором твердения. Замедляя схватывание клинкера, он в то же время ускоряет твердение шлака. Повышение дозировки гипса обеспечивает рост прочности шлакопортландцемента. Содержание S0 3 в шлакопортландцементе должно быть не менее 1 и не более 4 %.Себестоимость шлакопортландцемента снижается за счет замены части клинкера необжигаемым специально материалом — гранулированным шлаком, что сокращает затраты на добычу и подготовку сырья, уменьшает расход топлива и электроэнергии на 1 т продукта. По уровню общих затрат на производство шлакопортландцсмент на 15…20 % эффективнее портландцемента.
По срокам схватывания к шлакопортландцементу предъявляют те же требования, что и к портландцементу. Однако, как правило, шлакопортландцемент схватывается несколько медленнее, чем портландцемент. Введение гипса в шлакопортландцемент, замедляя схватывание клинкера, значительно ускоряет схватывание шлакопортландцемента, возбуждая гидравлическую активность шлака. По прочности (ГОСТ 10178—95) шлакопортландемент разделяется на марки 300, 400 и 500. Обычный шлакопортландцемент характеризуется относительно медленным нарастанием прочности в ранние сроки твердения. Но в более поздние сроки твердения, когда в реакцию вступает основная масса шлака, прочность его возрастает и даже превосходит прочность портландцемента той же марки. Для шлакопортландцемента характерен высокий темп нарастания прочности при тепловлажностной обработке, причем в отличие от портландцемента прочность пропаренных образцов в возрасте 28 сут превышает прочность образцов естественного твердения в 1,5—2 раза. При пониженных температурах (2—7 °С) обычный шлакопортландцемент твердеет значительно медленнее, чем портландцемент. Введение шлака в портландцементный клинкер с повышенным содержанием свободного СаО устраняет неравномерность изменения объема.
Шлакопортландцемент менее чувствителен и к повышенным дозировкам гипса. Усадочные деформации шлакопортландцемента примерно такие же, как и обычного портландцемента, и зависят в основном от минералогического состава клинкера. Шлакопортландцемент при твердении выделяет мало Са (ОН) 2 и поэтому характеризуется повышенной жаростойкостью. Он может выдержать длительный нагрев при 600—800 °С. По морозостойкости шлакопортландцемент уступает портландцементу. Он обычно выдерживает до 100 циклов попеременного замораживания и оттаивания, поэтому его не следует применять в зоне переменного увлажнения. Особенностью шлакопортландцемента является то, что пропаренные изделия на его основе имеют более высокую морозостойкость,чем непропаренные. Шлакопортландцемент отличается повышенной стойкостью против многих агрессивных сред, в частности против мягких и сульфатных вод. В этом он значительно превосходит портландцемент. Повышенная стойкость шлакопортландцемента в мягких водах объясняется образованием при его твердении преимущественно низкоосновных соединений. Повышенная сульфатостойкость также связана с понижением количества Са(ОН)3 , что уменьшает возможность образования эттрингита, вызывающего вредные деформации. Шлакопортландцемент также значительно более стойкий против щелочной коррозии, т. е. против коррозии, вызываемой взаимодействием щелочей цемента с активным заполнителем. Количество щелочей в цементе в этом случае может достигать 2 %.
Шлакопортландцемент можно использовать для бетонных и железобетонных конструкций, наземных, подводных и подземных сооружений. Особенно эффективно его применение в гидротехническом строительстве (морском и речном).
Вследствие пониженного тепловыделения и повышенной жаростойкости его предпочитают портландцементу при изготовлении массивных сооружений, а также конструкций горячих цехов. Не рекомендуется применять шлакопортландцемент в зоне переменного уровня воды, а также в строительстве при низких температурах без искусственного обогрева.
Простотатехнологии, возможность использования отходом промышленности, экономичность производства, ценные строительные строительные свойства обеспечивают его широкое распространение. Кроме того, использование шлаков способствует решению важной социальной задачи охране окружающей среды, поскольку сокращаются полезные и пощади, занимаемые отвалами шлака. [5]
1 Номенклатура выпускаемой продукции
На проектируемом заводе в г. Косогорске, производительностью 2 млн. т/год, планируется выпуск шлакопортландцемента марки 400.
КН = 1,03; n =2,2; р = 1,5.
Истинная плотность шлакопортландцемента колеблется в пределах 2,8—3,0 г/см 3 , уменьшаясь по мере увеличения дозировки шлака. Насыпная плотность в рыхлом состоянии 900—1200, а в уплотненном — 1400—1700 кг/м3 . Водопотребность шлакопортландцемента несколько меньше, чем портландцемента, а водоотделение — несколько больше. С увеличением удельной поверхности водоотделение уменьшается. Сроки схватывания по ГОСТ 10178-85: начало должно наступать не ранее чем через 45 мин, а конец — не позднее чем через 10 ч с момента затворения.
2 Характеристика сырьевых материалов
Цементная промышленность – одна из наиболее материалоемких отраслей народного хозяйства. Рост выпуска цемента связан с увеличением расхода сырья, а, следовательно, и затрат на его добычу. Поэтому необходимо обеспечить максимальную отдачу от каждой тонны сырья, материалов и топлива, бережно относиться к природным богатствам. [3]
Общим требованием ко всем компонентам сырьевой смеси является постоянство состава и содержание минимального количества нежелательных примесей, в частности гипса и других сульфатов, соединений магния (магнезит, доломит), щелочесодержащих соединений (полевые шпаты и т.п.).
2.1 Известняк
Порода осадочного происхождения, состоящая главным образом из кальцита обычно с примесью глинистого материала, доломита, кремнезема, окислов железа и др.
По величине зерен известняки подразделяют на грубозернистые, крупнозернистые, среднезернистые, мелкозернистые, тонкозернистые. Размеры их зерен составляют соответственно: 2 – 1; 1 – 0,5; 0,5 – 0,25; 0,25 – 0,1; 0,1 – 0,01 мм.
Плотные известняки имеют низкую карьерную влажность (до 5-6 %).
Средняя плотность известняков 2400 – 2700 кг/м 3 .
Естественная влажность – 1,7 %.
Таблица 2.1 – Химический состав известняка Косогорского месторождения
| Материал | П.п.п | SiO 2 | Al 2 O3 | Fe 2 O3 | СаО | Прочие |
| Известняк | 42,51 | 1,44 | 0,38 | 0,42 | 54,22 | 1,01 |
2.2 Шлак
Доменные шлаки имеют наибольшее значение.
Наиболее благоприятным составом является расплав, содержащий 42—52 % основных (СаО + MgO+ МnО) и 46—55 % кислых оксидов (Si0 2 + А12 03 ).
Чем больше в коксе серы, тем больше должно быть в расплаве СаО. Четыре оксида: СаО, Si02 , А12 03 и MgOсоставляют около 95 % валового состава шлака, МnО содержится от 2 до 4 %, оксидов железа не более 1 %. Различные оксиды, входящие в состав шлака, по-разному влияют на его свойства. СаО в количестве от 30 до 50 % повышает гидравлическую активность шлаков и снижает вязкость расплава. Но если количество СаО превышает 49—50 %, шлаки рассыпаются из-за перехода β-C2 S в γ-C2 Sпри охлаждении. А12 03 содержится в количестве 6—15 %, он также способствует повышению активности шлаков, особенно в присутствии СаО. MgOвходит в те же соединения, что и СаО. При увеличении содержания МgO до 18 % заметно снижается активность шлака. Повышение содержания MgOсвыше 18 % может вызвать неравномерность изменения объема цемента. Si02 (28—38 %) — компонент шлака, необходимый для образования силикатных и алюмосиликатных соединений. Если содержитсямного Si02 , гидравлические свойства шлака резко ухудшаются, а вязкость расплава повышается. МnО снижает вязкость расплава и повышает его кристаллизационную способность. В небольшом количестве (до 2—3 %) он почти не влияет на гидравлическую активность шлака. Железо обычно присутствует в виде FeOв количестве 1—3 %, на гидравлические свойства шлаков не влияет, но снижает темпераратуру появления расплава и его вязкость. Сера, как правило, находится в виде сульфидов кальция, железа, марганца. Присутствие сульфида кальция положительно влияет на гидравлические свойства. Ti02 обычно содержится в незначительных количествах и на свойства шлаков не влияет.[6]
Таблица 2.2 – Химический состав шлака
| Материал | П.п.п | SiO 2 | Al 2 O3 | Fe 2 O3 | СаО | Прочие |
| Шлак | — | 36,9 | 8,91 | 0,58 | 44,83 | 7,17 |
2.3 Колошниковая пыль
Мелкозернистый материал, выносимый из доменной печи через колошники с отходящими газами. Состоит в основном из пылевидной руды, флюса и части несгоревшего топлива. Содержание железа в колошниковой пыли 47 – 73 %. Применяют при производстве портландцементного клинкера как корректирующую добавку для снижения глиноземистого и силикатного модулей.
Таблица 2.3 – Химический состав колошниковой пыли
| Материал | П.п.п | SiO 2 | Al 2 O3 | Fe 2 O3 | СаО | Прочие |
| Колошниковая пыль | 10,1 | 14,34 | 3,01 | 59,31 | 6,7 | 1,3 |
2.4 Гипс
Горная порода осадочного происхождения, состоящая в основном из минерала гипса.
Гипс добавляется в количестве 3 – 5 % при помоле клинкера для регулирования сроков схватывания цемента.
2.5 Топливо
Топливо в цементной промышленности играет большую роль, т.к. основным технологическим процессом в изготовлении цементного клинкера является его обжиг. Стоимость топлива составляет до 40 % стоимости клинкера и до 25 % стоимости цемента.
В качестве газообразного топлива применяем природный газ Косогорского месторождения. Газ на завод подают из магистральных газопроводов, где поддерживается давление 0,6 МПа. В заводском газораспределительном пункте давление газа снижают до 0,25 – 0,30 МПа. С таким давлением газ транспортируют к местам его потребления. Для сжигания газа используют газовые горелки различных конструкций.
Теплотворная способность природного газа Косогорского месторождения 8100 Вт/кг.
3 Расчет состава сырьевой шихты
Соотношение между сырьевыми материалами при производстве портландцемента рассчитывают исходя из состава этих материалов и заданной характеристикой клинкера. На проектируемом заводе в г. Косогорске используем трехкомпонентную сырьевую смесь без учета присадки золы топлива. Расчет производим по КН и одному из модулей. При использовании железистой добавки (колошниковая пыль) применяем глиноземный модуль (р).
Расчет сырьевой шихты производим по методике С.Д. Окорокова.
ПЦ -400, г. Косогорск, КН = 1,03; р = 1,5.
Таблица 3.1-Химический состав исходных сырьевых материалов:
| Материал | П.п.п | SiO 2 | Al 2 O3 | Fe 2 O3 | СаО | Прочие | Сумма |
| Известняк (вл. 6,9 %) | 42,51 | 1,44 | 0,38 | 0,42 | 54,22 | 1,01 | 99,98 |
| Шлак (вл. 13 %) | — | 36,9 | 8,91 | 0,58 | 44,83 | 7,17 | 98,39 |
| Колошниковая пыль | 10,1 | 14,34 | 3,01 | 59,31 | 6,7 | 1,3 | 94,76 |
| после пересчета на 100 %: | |||||||
| Известняк (вл. 6,9 %) | 42,51 | 1,44 | 0,38 | 0,42 | 54,22 | 1,03 | 100 |
| Шлак (вл. 13 %) | — | 36,9 | 8,91 | 0,58 | 44,83 | 8,78 | 100 |
| Колошниковая пыль | 10,1 | 14,34 | 3,01 | 59,31 | 6,7 | 6,54 | 100 |
1) Обозначаем соотношение компонентов в шихте как Х : У : 1 и определим Х и У по КН и р:
a 1 = (2,8КНS1 + 1,65А1 + 0,35F1 ) – C1 ; (3.1.1)
a 1 = (2,8ּ1,03ּ1,44+ 1,65ּ0,38 + 0,35ּ0,42) – 54,22 = -49,293
b 1 = (2,8КНS2 + 1,65А2 + 0,35F2 ) – C2 ; (3.1.2)
b 1 = (2,8ּ1,03ּ36,9+ 1,65ּ8,91+ 0,35ּ0,58) – 44,83 = 76,495
с 1 = С3 — (2,8КНS3 + 1,65А3 + 0,35F3 ); (3.1.3)
с 1 = 6,7- (2,8ּ1,03ּ14,34+ 1,65ּ3,01+ 0,35ּ59,31) = — 60,383
а 2 = р(A1 + F1 ) – S1 ; (3.1.4)
а 2 = 1,5(0,38 + 0,42) – 1,44 = -0,24
b 2 = р(A2 + F2 ) – S2 ; (3.1.5)
b 2 = 1,5(8,91 + 0,58) – 36,9 = — 22,665
с 2 = S3 — р(A3 + F3 ).
(3.1.6)
с 2 = 14,34 – 1,5(3,01 + 59,31) = -79,14
с 1 b2 — с2 b1 а1 с2 — а2 с1
х = ————— ; у = —————. (3.1.7)
a 1 b2 — а2 b1 a1 b2 — а2 b1
(-60,383) ּ (-22,665) – (- 79,14) ּ(76,495) 7422,394
х = —————————————————— = ————- = 6,536
(-49,293)ּ (-22,665) – (-0,24) ּ (76,495) 1135,585
(-49,293) ּ (-79,14) – (-0,24) ּ (-60,383) 3886,548
у = —————————————————- = ————— = 3,423
(-49,293)ּ (-22,665) – (-0,24) ּ (76,495) 1135,585
2) Состав сырьевой шихты в процентах рассчитывается по формулам:
100х 100 ּ 6,536 653,6
первого компонента =———- = ——————- = ———- =59,64 % (3.1.8)
х+у+1 6,536+3,423+1 10,959
100у 100ּ3,423
второго компонента = ———— = ————— = 31,24 % (3.1.9)
х + у + 1 10,959
100 100
третьего компонента = ———— = ——— = 9,12 % (3.1.10)
х + у + 1 10,959
Таблица 3.2 — Химический состав сырьевой шихты и клинкера
| Компоненты | SiO 2 | Al 2 O3 | Fe 2 O3 | СаО | Прочие | П.п.п | Сумма |
| 59,64 % известняка | 0,86 | 0,23 | 0,25 | 32,34 | 0,61 | 25,35 | 59,64 |
| 31,24 % шлака | 11,53 | 2,78 | 0,18 | 14 | 2,75 | — | 31,24 |
| 9,12 % колошниковая пыль | 1,308 | 0,275 | 5,409 | 0,611 | 0,596 | 0,921 | 9,12 |
| 100 % сырьевой шихты | 13,698 | 3,285 | 5,839 | 46,951 | 3,956 | 26,271 | 100 |
| После пересчета на клинкер |
18,579 |
4,455 |
7,919 |
63,68 |
5,367 |
— |
100 |
3) Определяем коэффициент пересчета на прокаленное вещество:
100 100
К= ————— = ——— = 1,3563
100- п.п.п. 73,73
4) Определяем расход сухого сырья на 1 т сухой сырьевой смеси:
Известняк 59,64 . 10 = 596,4 кг
Шлак 31,24 . 10 = 312,4 кг
Колошниковая пыль 9,12 . 10 = 91,2 кг
Итого: 1000 кг
5) Определяем расход сырья с естественной влажностью на 1 т сырьевой смеси :
Известняк 596,4/(1-0,069) = 596,4/0,931 = 641 кг
Шлак 312,4/(1-0,13) = 312,4/0,87 = 359 кг
Колошниковая пыль 91кг
6) Определяем расход сырья на 1 т клинкера:
а) расход сухого сырья:
(100/(100 — п.п.п.)) . 1000 = 1,3563ּ1000 = 1356,3 кг, из них
Известняк 1356,3ּ0,5964 = 808,9 кг
Шлак 1356,3ּ0,3124 = 423,7 кг
Колошниковая пыль 1356,3ּ0,0912 = 123,7 кг
Итого: 1356,3 кг
б) расход сырья с естественной влажностью:
Известняк 808,9/0,931 = 868,9 кг
Шлак 423,7/087 = 487 кг
Колошниковая пыль 123,7 кг
Итого: 1479,6 кг.
7) Определение коэффициента насыщения (КН), силикатного (n) и глиноземистого (р) модулей для сырьевой смеси:
Определяем (КН), который должен быть равен заданному:
C — 1,65Al 2 O3 — 0,35Fe2 O3 46,951 – 1,65ּ3,285 – 0,35ּ5,839
КН = ——————————— = —————————————— = 1,03
2,8 SiO 2 2,8 ּ 13,698
определяем силикатный и глиноземистый модули:
SiO 2 13,698
n = ——————- = —————— = 1,53
Al 2 O3 + Fe2 O3 3,285+5,839
Al 2 O3 3,285
р = ———— = ———-= 0,563
Fe 2 O3 5,839
8) Сопоставляем модули клинкера и сырьевой смеси
| Материал | Значения | ||
| КН | n | p | |
| Клинкер | 1,03 | 1,5 | 2,2 |
| Сырьевая шихта | 1,03 | 0,5 | 0,6 |
Вывод: В результате расчета сырьевой шихты получилось, что оба модуля (n и p) меньше заданных. в этом случае для корректирования необходимо ввести кремнеземистую добавку.
4 Технологическая часть
4.1 Выбор и обоснование способа производства
Производство портландцемента – сложный технологический процесс добычи и доставки на завод сырьевых материалов (шлака и известняка), приготовление сырьевой смеси (дробление, помол и усреднение её состава), обжига сырьевой смеси до спекания (получение клинкера), помол клинкера с гипсом (получение портландцемента).
Способ подготовки сырья зависит от различных причин: структуры и химического состава цементных сырьевых материалов, от местного климата, требований, предъявляемых к качеству цемента. Правильный выбор способа производства портландцемента можно произвести в каждом отдельном случае только на базе технико-экономических обоснований.
Основными способами производства в мировой цементной промышленности являются мокрый и сухой. Преобладает мокрый способ, которым выпускают 70 % общего производства клинкера в мире. Выбор способа приготовления сырьевой смеси при проектировании новых предприятий определяется целым рядом факторов, связанных со свойствами сырья, его однородностью и влажностью, наличием топливной базы в районе строительства и др.
Мокрый способ целесообразнее при мягких, пластичных, хорошо размучивающихся сырьевых компонентах, имеющих, как правило, высокую естественную влажность (20-30 % и более).
Мокрый способ целесообразен и при естественной влажности твердого сырья более 12-15 %, т.к. при сухом способе потребуются большие затраты топлива на испарение воды.
При наличии твердых сырьевых компонентов умеренной влажности (известняка, глинистого мергеля), которые могут быть измельчены только в мельницах, производство портландцемента может быть организовано по сухому способу.
Сухой способ целесообразен при ограниченной топливной базе и высокой стоимости топлива. [5]
В качестве сырья применяем доменный шлак, кроме того, естественная влажность применяемого карбонатного сырья (известняка) составляет 6,9 %., следовательно, наиболее экономичным будет сухой способ производства.
4.2 Технологическая схема
Приготовление сырьевой смеси заданного химического состава и с определенными физическими свойствами (влажность, тонкость измельчения, текучесть) является одним из основных процессов цементной технологии. Высокое качество сырьевой смеси, минимальные отклонения от заданных параметров обеспечивают нормальное протекание последующих технологических процессов.
Процесс приготовления сырьевой смеси включает: измельчение (грубое и тонкое), дозировку, смешивание сырьевых компонентов и корректировку химического состава сырьевой смеси, гомогенизацию откорректированной смеси и подачу её на обжиг.
Известняк завозим на завод железнодорожным транспортом, выгружаем на складе, откуда питателем подаем на первичное дробление в щековую дробилку (1) для измельчения на куски размером 200 – 300 мм.
Шлак также завозим автотранспортом. Выгружаем на склад хранения шлака, откуда ленточным питателем подаем первичное дробление с сушкой(2).
Колошниковую пыль, размолотый шлак и известняк питателями подаем на совместный помол с сушкой в шаровую мельницу(4).
Сырьевая мука подается в гомогенизационные силосы (над которыми расположены бункера корректирующих добавок, измельченных до нужных размеров), где производятся корректирование ее состава до заданных параметров и гомогенизация путем перемешивания при помощи сжатого воздуха(5).
Гомогенизационные силосы – это цилиндрические емкости с плоскими или конусными днищами. В силосах вместимостью 200 – 400 м 3 осуществляется усреднение и корректировка сырьевой муки, а в силосах вместимостью 1500 – 2500 м3 она хранится перед подачей на обжиг. Из силосов откорректированная сырьевая мука подается на обжиг(7) в печь с циклонными теплообменниками (6), в противоположный конец которой через форсунки поступает топливо (газ).
Известняк Шлак Газ Колошн.пыль Гипс
Добыча Добыча
Дробление(3)
Дробление(1) Дробление (2)
с сушкой Дозирование
Усреднение Усреднение
на складе на складе
Дозирование Дозирование
| |
Совместный помол
с сушкой в мельнице(4)
Гомогенизация в
смесительных силосах(5) ——————————-
Циклонный теплообменник(6) Гранулятор
Декарбонизатор Конвейерная
кальцинирующая решетка
Обжиг во
вращающаяся печи(7) ———————————-
Холодильник(8)
Клинкерный(9)
склад
Дозирование
Помол клинкера с гипсом в мельнице(10)
Складирование цемента(11)
Упаковка(12) Отправка цемента в вагонах,
автомашинах(13) и т.п.
Отправка цемента в мешках
Рисунок 4.1 – Технологическая схема производства портландцемента по сухому способу
Обжиг сырьевой смеси – самый важный технологический процесс. Температура обжига 1450 о С. Для обжига применяем вращающиеся печи сухого способа производства. В последнем случае в печи подают сухую сырьевую муку. В циклонных теплообменниках сырьевая смесь подогревается и частично декарбонизируется, а в короткой вращающейся печи завершается процесс разложения известняка и осуществляется процесс спекания. Если из компонентов сырьевой смеси при небольшом увлажнении (12—14 %) можно получить прочные гранулы, то сухую сырьевую муку предварительно увлажняют и гранулируют, а затем подают в клинкерообжигательный агрегат, состоящий из конвейерного кальцинатора (решетки) и короткой вращающейся печи.
Применение встроенных в печи ячейковых и других типов теплообменников улучшает теплоотдачу от газов к сырьевой муке, уменьшает расход тепла примерно на 15—20 % и повышает производительность печи на 10 %. За рубежом и в СССР применяют ячейковые теплообменники полочного типа, состоящие из ряда сопрягаемых в центре сечения печи кронштейнов, делящих это сечение в зоне подогрева на шесть продольных ячеек длиной 20-25 м. Винтолопастной теплообменник, состоящий из нескольких крыльчаток с радиально расположенными лопастями и установленный в зоне подогрева, сильно завихряет газы и пересыпам шихту, улучшая их контакт с сырьевой смесью. Изготовляют теплообменники из специальных жаропрочных сталей, содержащих хром, никель и другие компоненты. Большим недостатком устройств является повышенный (до 20—25 %) унос сырья с отходящими газами. Расход тепла на обжиг в современных печах сухого способа со встроенными теплообменниками значительно выше, чем в печах с конвейерными кальцинаторами (около 3,3 Мдж/кг клинкера или 800 ккал/кг клинкера) и в печах с циклонными теплообменниками (3,2—3,3 Мдж/кг клинкера или 760—790 ккал/кг клинкера).
Этот и другие недостатки (высокая температура отходящих газов, затрудняющая их обеспыливание, низкая удельная производительность, потребность в дефицитных жаропрочных сталях для теплообменников) сильно ограничивают применение этих печей.
Вращающиеся печи с циклонными теплообменниками характеризуются простотой конструкции и эксплуатации. Они надежны в работе (коэффициент использования 0,92—0,96) и обеспечивают низкий расход тепла на обжиг клинкера. Весьма важно также 10, что в них используется негранулированная сухая (влажность 0,5—1 %) сырьевая мука. Это существенно упрощает процесс подготовки шихты и снижает затраты тепла на обжиг. Нагрев пылевидной сырьевой смеси во взвешенном состоянии с высокоразвитой удельной поверхностью протекает чрезвычайно быстро (примерно 20 сек вместо 2—3 ч в обычных печах).
Циклонные теплообменники (рис. 4.2) имеют четыре ступени циклонов, сваренных из листовой стали толщиной 12—16 мм, футерованных внутри огнеупорами и расположенных по вертикали. Мерные три ступени снизу диаметром по 4,5—4,8 м; 4-я ступень состоит из двух циклонов диаметром 2,5—2,8 м. Высота этих циклонов меньше, чем циклонов-пылеуловителей. Циклоны соединены между собой футерованными газоходами. Нижний циклон соединен с откатной головкой—загрузочной камерой холодного (верхнего) конца печи. К разгрузочным конусам циклонов присоединены трубы (течки) для спуска обжигаемого материала во входной газоход ниже расположенного циклона. В течках установлены затворы-мигалки. Газоходы изготовлены из листовой стали толщиной 5—6 мм. Сырьевая мука из бункера 18 (рис. 4.2)
Через питающий шнек 17 с помощью элеватора 16 через питающие шнеки 12 и 14 и ячейковый питатель 15 подается в газоход 9, где подхватывается газами, имеющими температуру 400 °С, и выносится в циклоны 8 (4-я ступень).
По пути сырьевая мука нагревается газами и осаждается в циклонах 8 4-й ступени, а охлажденные до 300—350 °С газы по газоходу 10 поступают в обеспыливающие циклоны 11 и далее дымососом выбрасываются в дымовую трубу. Осажденная в этих циклонах пыль стекает в сырьевой бункер 18. Из циклонов 4-й ступени мука, нагретая до 250—350 °С, стекает в газоход 13, где также увлекается газами в циклон 6 3-й ступени, из которого попадает таким же образом сначала в циклон 5 2-й ступени, а затем в циклон 3 1-й ступени и в печь 1.
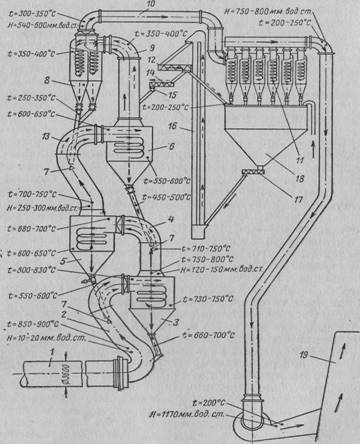
Рис. 4.2 Схема установки циклонных теплообменников вращающейся печи.
1— печь; 2, 4, 9, 10 и 13 — газоходы; 3 — циклон 1-й ступени; 5 — циклон 2-й ступени; 6 — циклон 3-й ступени; 7 — рассекатели; 8 — циклоны 4-й ступени; 11 — обеспыливающие циклоны; 12 14 и 17 — питающие шнеки; 15 — ячейковый питатель; 15 —элеватор; 18 — бункер; 19—дымовая труба.
Откатная загрузочная головка-камера (рис. 4.3) вращающейся печи, являющаяся соединительным узлом между вращающейся печью и циклонами, сварена из стального листа и футерована шамотом. Открытой цилиндрической частью она входит внутрь загрузочного конца печи, оборудованного уплотнением, состоящим из шайбы 1, прикрепленной к торцу печи, и стального кольца 2, свободно надетого на камеру. Нагретая сырьевая смесь из циклонных теплообменников вводится в печь по встроенной в камеру наклонной водоохлаждаемой трубе 3. Вода поступает в рубашку трубы по патрубку 4 и выходит по патрубку 5. В задней стенке камеры имеются смотровое отверстие 6 и лаз 7, закрытые плотными крышками. В боковых стенках имеются отверстия для выхода отходящих газов печи в циклоны. Камера смонтирована на скатах, могущих перемещаться при ремонте печи по рельсам после отсоединения от газоходов, водопровода и сырьевой течки.
Следует отметить оригинальный противоточно-поточный характер движения муки и газов в данной установке. Газы движутся снизу вверх, переходя из циклона в циклон, а сырьевая мука — навстречу им сверху вниз; в то же время в каждом отдельно взятом газоходе и циклоне газ и сырьевая мука движутся в одном направлении. Сырьевая мука нагревается в циклонах примерно до 700 °С, а газы охлаждаются с 850—900 до 300—350 °С.[7]
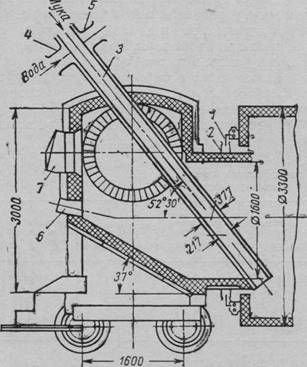
Рис. 4.3 Откатная загрузочная головка-камера вращающейся печи
Во время обжига происходят физические и физико-химические превращения сырьевой муки, образуется новый материал – клинкер. Охлаждение клинкера начинается в последней зоне – зоне охлаждения до температуры 1100 – 1000 о С. Дальнейшее резкое охлаждение клинкера протекает в специальных холодильниках (8), откуда он поступает на клинкерный склад (9).
Гипсовый камень со склада направляем в молотковую дробилку (3).
В клинкер добавляем шлак (после первичного дробления с сушкой).
Клинкер со склада совместно с 3 — 5 % природного гипса направляем на измельчение в трубную мельницу (10).
Измельченный портландцемент поступает в цементные силосы (11), представляющие собой железобетонные резервуары цилиндрической формы, где цемент хранится до отправки потребителю. Выгруженный из силосов портландцемент упаковывают в 4-5 – слойные бумажные мешки из крепкой, не пропускающей влаги бумаги. Упаковка в мешки производится в упаковочной машине (12), автоматически насыпающей одновременно несколько мешков.
Нетарированный цемент транспортируют навалом в специальных саморазгружающихся железнодорожных вагонах-цементовозах (13) и в автоцементовозах.
Упакованный в мешки цемент (по 50 кг) хранят на складе цемента (14) до отправки потребителю.
4.3 Расчет режима работы цеха
Проектируемый цех обжига работает в три смены при непрерывной неделе с остановкой на 20 суток в году для капитального ремонта.
При расчете годового фонда времени работы технологического оборудования учитывается коэффициент (К и ) использования его в зависимости от остановки на капитальные и текущие ремонты.
Годовой фонд рабочего времени (Г ф ) в часах составляет при круглогодичной, трехсменной работе:
Г ф = 24 час . 345 сут . 0,91 = 7534,8 час.
Определяем производительность цеха по готовой продукции по формуле:
П год 2000000
П сут = ——— = — ———— = 5847,95 т (4.3.1)
С р 345
где П год — заданная годовая производительность цеха, тн (2000000);
С р — расчетное количество рабочих суток в году (345).
Определяем производительность цеха в смену:
П сут 5847,95
П смен = ——- = ————— = 1949,3 т (4.3.2)
n 3
где n – количество смен (3).
Определяем производительность цеха в час:
П смен 1949,3
П час = ——— = ———— = 243,66 т. (4.3.3)
8 8
где 8 – длительность смены, час.
Таблица 4.3.1 — Ориентировочные величины производственных потерь
| Стадия производства | Величина потерь, % |
| 1 | 2 |
| Вращающиеся печи для производства цемента | 4 — 6 |
| Сушильные барабаны, варочные котлы, шахтные печи | 2 — 4 |
| Мельницы для помола клинкера, гипса и др. | 0,5 – 1,5 |
| Дробилки, бункера, автотранспорт | 0,2 – 0,5 |
| Склады различного типа | 0,5 – 1,0 |
| Дозаторы, питатели, элеватор, пневмотранспорт | 0,1 – 0,3 |
Итого (средн.): 10 %
Определяем производительность предприятия с учетом потерь:
Потери составляют 10%
П год 2000000
П 1 год = ———- = ————— = 2222222,2 т; (4.3.4)
1 – Б/100 0,9
Определяем суточную производительность цеха с учетом потерь:
П сут 5847,95
П 1 сут = ———- = ———— = 6497,722 т; (4.3.5)
1 – Б/100 0,9
Определяем сменную производительность цеха с учетом потерь:
П смен 1949,3
П 1 смен = ———- = ————- = 2165,888 т; (4.3.6)
1 – Б/100 0,9
Определяем часовую производительность цеха с учетом потерь:
П час 243,66
П 1 час = ———— = ———— = 270,733 т. (4.3.7)
1 – Б/100 0,9
Все расчеты сводим в таблицу 4.3.2, 4.3.3.
Таблица 4.3.2 – Режим работы предприятия
|
Наименование цеха (отделения) |
Количество рабочих дней |
Количест-во смен в сутки |
Длитель-ность рабочей смены, ч |
Годовой фонд рабочего времени, ч | |
| в неделю | в году | ||||
| Цех обжига | 7 | 345 | 3 | 8 | 7535 |
Таблица 4.3.3 – Производительность предприятия
|
Наименование выпускаемой продукции |
Производительность, т | |||
| в год | в сутки | в смену | в час | |
| Без потерь | 2000000 | 5847,95 | 1949,3 | 243,66 |
| С учетом потерь | 2222222,2 | 6497,722 | 2165,888 | 270,733 |
4.4 Расчет потребности в сырьевых материалах
Расход сырьевых материалов для производства вяжущих рассчитывается вначале на «сухое вещество», затем с учетом влажности материалов, потерь.
Определяем количество клинкера в портландцементе, учитывая, что масса его составляет 95 %, а гипса – 5 %:
Клинкера – 2000000 . 0,95 = 1900000 т;
Гипса — 2000000 . 0,05 = 100000 т.
С учетом потерь:
Г год = 111111,11 т;
К год = 2111111,1 т.
Определяем расход сырьевых материалов для производства шлакопортландцемента М400 на «сухое» вещество с учетом влажности, потерь
Расход известняка И, т,
И = П год . и = 1900000 . 0,8089 = 1536910 т, (4.4.1)
где и – расход известняка на единицу продукции;
Расход известняка с учетом потерь
И год 1536910
И 1 год = ———- = ———— = 1707677,7 т; (4.4.2)
1 – Б/100 0,9
Расход известняка с учетом влажности
И w год = Пгод . W = 1900000 . 0,8689 = 1650910т. (4.4.3)
где W – влажность известняка, в относительных единицах.
Определяем расход шлака на годовую производительность Ш, т,
Ш год = Пгод . ш = 1900000 . 0,4237 = 805030 т. (4.4.4)
где ш – расход шлака на единицу продукции;
Расход шлака с учетом потерь:
Ш год 805030
Ш 1 год = ————- = ———— = 894477,77 т. (4.4.5)
1 – Б/100 0,9
Расход шлака с учетом влажности:
Ш w год = Пгод . W=1900000 . 0,487 = 925300 т. (4.4.6)
где W – влажность шлака в относительных единицах.
Определяем расход колошниковой пыли на годовую производительность:
Расход колошниковой пыли К, т.:
К = П год . к = 1900000 . 0,1237= 235030 т. (4.4.7)
где к – расход колошниковой пыли на единицу продукции;
Расход колошниковой пыли с учетом потерь
К 235030
К 1 год = ———— = ————- = 261144,44 т. (4.4.8)
1 – Б/100 0,9
Расход гипса на годовую производительность – 100000 т, с учетом потерь:
60000 / 0,9 = 111111,11 т. (4.4.9)
Определяем расход известняка на суточную производительность цеха:
Расход Известняка И сут , т.:
И год 1650910
И сут = ——— = ————- =4785,2463т. (4.4.10)
345 345
где 345- количество рабочих дней в году;
Расход известняка на сутки с учетом потерь:
И сут 4785,2463
И 1 сут = ———- = ————— = 5316,9403 т. (4.4.11)
1 – Б/100 0,9
Расход известняка на сутки с учетом влажности:
И w сут = И1 сут / W = 5316,9403/0,931= 5710,9992 т. (4.4.12)
где W – влажность известняка в относительных единицах.
Определяем расход шлака на суточную производительность Ш сут , т.:
Ш год 805030
Ш сут = ——— = ———— = 2333,42 т. (4.4.13)
345 345
где 345- количество рабочих дней в году;
Расход шлака на суточную производительность с учетом потерь:
Ш сут 2333,42
Ш 1 сут = ————- = ————— = 2592,6888 т. (4.4.14)
1 – Б/100 0,9
Расход шлака с учетом влажности на суточную производительность:
Ш w сут = Ш1 сут /W = 2592,6888/0,87 = 2980,102 т. (4.4.15)
где W – влажность шлака в относительных единицах.
Определяем расход колошниковой пыли на суточную производительность:
Расход колошниковой пыли К сут , т.:
К год 235030
К сут = ——— = ———— = 681,246 т. (4.4.16)
345 345
где 345- количество рабочих дней в году;
Расход колошниковой пыли с учетом потерь:
К сут 681,246
К 1 сут = ———— = ————— = 756,94 т. (4.4.17)
1 – Б/100 0,9
Расход гипса в сутки:
Г год 100000
Г сут = ——— = ———— = 289,855 т. (4.4.18)
345 345
Расход гипса в сутки с учетом потерь:
Г сут 289,855
Г 1 сут = ————- = ———— = 322,06111 т. (4.4.19)
1 – Б/100 0,9
Определяем расход материалов на сменную производительность.
Расход известняка И см , т:
И см = Исут /3 = 4785,2463/3= 1595,0821 т. (4.4.20)
Расход известняка с учетом потерь:
И 1 см = И1 сут /3 = 5316,9403/3 = 1772,3134 т. (4.4.21)
Расход известняка с учетом влажности:
И w см = Иw сут /3 = 5710,9992/3 = 1903,6664 т. (4.4.22)
Определяем расход шлака на сменную производительность Ш см , т.
Ш см = Шсут /3 = 2333,42/3 = 777,80666 т. (4.4.23)
Расход шлака на сменную производительность с учетом потерь:
Ш 1 см = Ш1 сут /3 = 2592,6888/3 = 864,2296 т. (4.4.24)
Расход шлака с учетом влажности на сменную производительность:
Ш w см = Шw сут /3= 2980,102/3 = 993,36733 т. (4.4.25)
Определяем расход колошниковой пыли на сменную производительность.
Расход колошниковой пыли К см , т.:
К см = Ксут /3 = 681,246/3 = 227,082 т. (4.4.26)
Расход колошниковой пыли с учетом потерь:
К 1 см = К1 сут /3 = 756,94/3 = 252,31333 т. (4.4.27)
Определяем расход гипса на сменную производительность.
Расход гипса:
Г см = Гсут /3 = 289,855/3 = 96,618333 т. (4.4.28)
Расход гипса с учетом потерь:
Г 1 см = Г1 сут /3 = 322,06111/3 =107,3537 т. (4.4.29)
Определяем расход материалов на часовую производительность.
Расход известняка И час , т.:
И час = Исм /8 = 1595,0821/8 = 199,38526 т. (4.4.30)
Расход известняка с учетом потерь:
И 1 час = И1 см / 8 = 1772,3134/8 = 221,53917 т. (4.4.31)
Расход известняка с учетом влажности:
И w см = Иw сут /8 = 1903,6664/8 = 237,9583 т. (4.4.32)
13) Определяем расход шлака на часовую производительность Ш час , т.
Ш час =Шсм /8 = 777,80666/8 = 97,225832 т. (4.4.33)
Расход шлака на часовую производительность с учетом потерь:
Ш 1 час = Ш1 см / 8 = 864,2296/8 = 108,0287 т. (4.4.34)
Расход шлака с учетом влажности на часовую производительность:
Ш w час = Шw см /8= 993,36733/8 = 124,17091 т. (4.4.35)
Определяем расход колошниковой пыли на часовую производительность:
Расход колошниковой пыли К час , т.:
К час = Ксм / 8 = 227,082/8 = 28,38525 т. (4.4.36)
Расход колошниковой пыли с учетом потерь:
К 1 час = К1 см / 8 = 252,31333/8 = 31,539166 т. (4.4.37)
Расход гипса на часовую производительность:
Гипс = 96,618333/8 = 12,077291 т. (4.4.38)
С учетом потерь =107,3537/8 = 13,419212 т. (4.4.39)
Результаты расчета потребности в сырьевых материалах заносятся в таблицу 4.4.1.
Таблица 4.4.1 – Расход сырьевых материалов
| Наименование сырьевых материалов | Расход, т | |||
| в год | в сутки | в смену | в час | |
| Без потерь : | ||||
| Клинкер | 1900000 | 5507,2463 | 1835,7487 | 229,46858 |
| Известняк | 1650910 | 4785,2463 | 1595,0821 | 199,38526 |
| Шлак | 805030 | 2333,42 | 777,80666 | 97,225832 |
| Колошниковая пыль | 235030 | 681,246 | 227,082 | 28,38525 |
| Гипс | 100000 | 289,855 | 96,618333 | 12,077291 |
| С учетом потерь | ||||
| Клинкер | 2111111,1 | 6119,1625 | 2039,7207 | 254,96508 |
| Известняк | 1707677,7 | 5316,9403 | 1772,3134 | 221,53917 |
| Шлак | 894477,77 | 2592,6888 | 864,2296 | 108,0287 |
| Колошниковая пыль | 261144,44 | 756,94 | 252,31333 | 31,539166 |
| Гипс | 111111,11 | 322,06111 | 107,3537 | 13,419212 |
| С учетом влажности | ||||
| Клинкер | 2111111,1 | 6119,1625 | 2039,7207 | 254,96508 |
| Известняк | 1650910 | 5710,9992 | 1903,6664 | 237,9583 |
| Шлак | 925300 | 2980,102 | 993,36733 | 124,17091 |
| Колошниковая пыль | 261144,44 | 756,94 | 252,31333 | 31,539166 |
| Гипс | 111111,11 | 322,06111 | 107,3537 | 13,419212 |
Данные расчета производительности цеха и потребности в сырьевых материалах используются при выборе основного технологического оборудования.
4.5 Подбор технологического оборудования
Цех обжига. Для цеха обжига необходимо рассчитать количество вращающихся печей. Количество печей определяем по формуле:
П час
М = ———— , (4.5.1)
П пасп . К
где М – количество необходимого оборудования, шт;
П час – потребная производительность оборудования, т/ч;
П пасп – паспортная производительность оборудования, т/ч;
- К — коэффициент использования оборудования по времени (0,8 – 0,9).
П пасп = 66,7;
П час = 394;
- К = 0,8.
Выбираем печь.
394 394
М = ————- = ——— = 7,58 = 8 (шт) (4.5.2)
66,7 . 0,8 53,36
С ч = часовая потребность сырья = Известняк + Колошниковая пыль + Шлак = 393,66837 т/ч.
Таблица 4.5.1 – Техническая характеристика печей с циклонными теплообменниками.
| Показатели | Ед. измерения | Значения |
| Размер печи | м | 5х75 |
| Количество ступеней теплообменника | шт | 4х2 |
| Внутренний диаметр циклонов по металлу: | ||
| I,II,III ступень | м | 4,8 |
| IV ступень | м | 2,8 |
| Высота циклонов: | ||
| I ступень | м | 9,5 |
| II ступень | м | 8,5 |
| III ступень | м | 8,4 |
| IV ступень | м | 10,8 |
| Температура сырьевой муки, поступающей в печь | 0 С | 800-850 |
| Температура газов, поступающих в Iступень теплообменника | 0 С | 950-1100 |
| Производительность установки | т/ч | 66,7 |
| Внутренняя поверхность печи | м 2 | 1075 |
| Удельная производительность печи | кг/м 2 ּ ч | 62 |
| Удельный расход тепла на обжиг клинкера | ккал/кг клинкера | 800-850 |
| Угол наклона печи | % | 3,5 |
| Мощность электродвигателя привода печи | квт | 320 |
| Вес печи с теплообменниками | т | 1527 |
| Тип холодильника | Колосниковый «Волга-75су» | |
| Вес холодильника | т | 530 |
Таблица 4.5.2 – Сводная ведомость оборудования
| Наименование | Тип | П час | П пасп | К-во |
Мощность эл.двигателя |
К |
| Вращающаяся печь с циклонными теплообменниками |
5х75 |
394 |
66,7 |
8 |
320 |
0,8 |
Итого: 8 ּ 320 =2560 квт/ч – мощность 8-ми печей.
Основными преимуществами печей с циклонными теплообменниками (по сравнению с печами других типов) являются:
1) отсутствие в запечных теплообменниках движущихся частей;
2) высокий коэффициент использования (до 95 %);
3) возможность использования непластичного, трудногранулируемого сырья и снижение затрат тепла на испарение влаги;
4) возможность использования шихты более грубого помола (остаток на сите 0085 до 20 %);
5) наиболее низкий расход тепла (до 3,05 Мдж/кг (730 ккал/кг) клинкера) и самый высокий тепловой к. п. д. (55-60 %);
6) высокий удельный съем клинкера с единицы печного пространства;
7) высокое качество клинкера вследствие хорошей (равномерной) предварительной тепловой обработки сырьевой шихты.
На преодоление гидравлического сопротивлении циклоном и газоходов расходуется значительное количество энергии. Это является одним из существенных недостатков таких установок. Печам с циклонными теплообменниками присущи также недостатки, заключающиеся в большой высоте установки циклонов (50 м), высокой температуре отходящих газов (350°С), повышенном уносе сырья с отходящими газами (до 10 %) и сложности обеспыливания последних в связи с высокой дисперсностью части (фракций до 10 мк 90 %) и пониженным влагосодержанием газовой фазы.
Ведутся интенсивные поиски способов устранения этих недостатков. С целью дальнейшего снижения потерь тепла с отходящими газами и упрощения обеспыливания их предложено направлять газы в сырьевые мельницы для одновременной сушки и помола. В этом случае расход тепла может быть снижен до 3,05 Мдж/кг (730 ккал/кг) клинкера. Кроме того, газы увлажняются, что облегчает обеспыливание их в электрофильтрах.[7]
4.6 Расчет складов и бункеров
Расчет емкости складов производится в зависимости от режима работы завода (цеха), вида материала и количества необходимого запаса для бесперебойной работы производства.
Для осуществления бесперебойности ведения технологического процесса производства цемента на каждом цементном заводе должен быть запас сырьевых материалов, топлива, гидравлических и корректирующих добавок. Нормами технологического проектирования цементных заводов рекомендуются следующие запасы материалов:
|
№№ П-п |
Наименование материала |
Запас, сутки |
| 1 | Известняк | 3-5 |
| 2 | Шлак | 10-15 |
| 3 | Колошниковая пыль | 15-20 |
| 4 | Гипсовый камень | 30-40 |
| 5 | Сырьевая мука | 2,5-3 |
Нормативные запасы сырья и топлива хранят на складах. Обычно склады добавок совмещают со складами сырья или клинкера. Для механизации погрузо-разгрузочных работ склады оборудуются чаще всего мостовыми кранами.
Перед дробильными, сушильными и помольными агрегатами устанавливаются металлические или железобетонные бункера. Емкости их рассчитываются по 2-4 часовой производительности агрегатов
П пасп . Т . К
V = —————— , (4.6.1)
g
где: П пасп — производительность агрегата, т/час;
- Т — время запаса, час;
- К — коэффициент использования бункера;
g — насыпная плотность материала, т/м 3 .
Тонкодисперсная готовая продукция, как правило, хранится в силосах d = 12 – 18м, емкостью от 500 до 2000 т. Емкость силосов составляет 2 – 4 недельную производительность заводов, а количество их должно быть не менее 4.
4.7 Расчет потребности в энергетических ресурсах
По сводной ведомости оборудования (табл. 4.5.2) подсчитывается потребность предприятия в электроэнергии для выполнения основных технологических операций (Э год , квт/час).
Удельный расход электроэнергии на товарную единицу продукции
Э год
Э уд = ————, (4.7.1)
П год
где: П год — годовая производительность предприятия по основному виду продукции, т;
Э год 2560 ּ 7534,8 19289088
Э уд = ——— = —————— = ————— = 9,645
П год 20000002000000
(2560-мощность 8 печей, 7534,8-годовой фонд рабочего времени в часах,
2000000-известняк+шлак+колошниковая пыль.)
4.8 Расчет потребности в рабочей силе
К составу производственных рабочих относят всех лиц, непосредственно занятых при изготовлении продукции, начиная со склада сырья и кончая выдачей готовой продукции, а также дежурных слесарей и монтеров.
В состав цехового персонала входит начальник цеха, сменные мастера, младший обслуживающий персонал.
Для обеспечения выпуска необходимой продукции следует произвести правильную расстановку рабочей силы с учетом механизации и автоматизации производственных процессов.
Потребное количество рабочих определяется исходя из количества выбранного оборудования и анализа технологических операций, осуществляемых рабочими на всех стадиях производства данного материала. Штатная ведомость цеха (завода) представляется в виде таблицы 4.8.1
Численность вспомогательных рабочих составляет 25 – 40 %, а служащих 8 – 10 % (из них ИТР не менее 6 %) численности основных производственных рабочих.
При определении количества рабочих можно руководствоваться типовыми проектами предприятий строительных материалов.
Таблица 4.8.1 – Штатная ведомость цеха обжига
|
Наименование профессии рабочего |
Кол-во рабочих в смену, чел | Длитель-ность смены, час | Кол-во смен в сутки | Кол-во рабочих в сутки | Чел/час в сутки | Чел/час в год |
| Начальник цеха | 1 | 8 | 3 | 1 | 8 | 2760 |
| Начальник смены | 1 | 8 | 3 | 3 | 24 | 8280 |
| Мастер смены | 1 | 8 | 3 | 3 | 24 | 8280 |
| Рабочие на приеме сырья | 1 | 8 | 3 | 3 | 24 | 8280 |
|
Машинист-опера тор вращающейся печи |
2 |
8 |
3 |
6 |
48 |
16560 |
| Помощник машиниста | 4 | 8 | 3 | 12 | 96 | 33120 |
| Рабочий на пылеуборке и возврата пыли | 4 | 8 | 3 | 12 | 96 | 33120 |
| Рабочий у холодильников | 4 | 8 | 3 | 12 | 96 | 33120 |
| Подсобные рабочие | 4 | 8 | 3 | 12 | 96 | 33120 |
| Итого | 22 | 8 | 3 | 64 | 512 | 176640 |
5 Технико-экономические показатели
Удельные расходы энергетических ресурсов на единицу продукции вычисляются путем деления годового расхода энергии (пара, воды и пр.) на годовую производительность предприятия.
Трудоёмкость выработки продукции определяют путем деления годового количества человеко-часов на П год (на основное производство без учета вспомогательных производственных операций).
Производительность труда – это количество продукции, приходящейся в год на одного списочного рабочего. Производительность труда может быть представлена в ценностном или натуральном выражении и является важнейшим показателем экономичности запроектированного предприятия.
Списочное количество рабочих (К с ) отличается от количества рабочих (явочное Кя ) по штатной ведомости, т.к. включает всех рабочих, занятых на производстве и отвлеченных временно от производства, но числящихся в списке.
К с = Кя . Кп , (5.1)
где К п – переходной коэффициент, учитывающий количество нерабочих дней в году ;
К р.д 345
К п = —— = —— = 1,29 (5.2)
267 267
где К р.д. – количество рабочих дней в году
К с = 64 ּ 1,29 = 83 (5.3)
1) Определяем трудоемкость
количество чел/год 176640
трудоемкость = ————————— = —————= 0,09 (5.4)
П год 2000000
2) Производительность труда в натуральном выражении на одного рабочего составляет
П год 2000000
П н = ——- = ———— = 24096 т/чел (5.5)
К с 83
где К с – списочное количество рабочих.
Таблица 5.1- Технико-экономические показатели цеха обжига
| Наименование показателей | Единица измерений | Количество |
|
Трудоемкость |
ч/т |
0,09 |
| Списочное количество рабочих | чел | 83 |
|
Производительность труда в натуральном выражении на 1 человека |
т/чел |
24096 |
6 Контроль качества
Контроль на цементных заводах включает контроль качества и паспортизацию продукции и контроль технологических процессов для обеспечения оптимальных режимов работы и получения максимальной производительности оборудования. Контроль технологического процесса бывает оперативный и учетный и тесно связан с оптимизацией процесса с помощью автоматических систем, включающих получение информации, ее переработку и принятие решений с помощью управляющей вычислительной машины (УВМ), автоматическое регулирование параметров процесса, обеспечивающее его оптимизацию.
В процессе разведки месторождения и его разработки ведут буровые работы, которые используют для составления опережающей карьерной сетки о составе сырья, используемой для селективной разработки карьера и фиксируемой в памяти УВМ. Экспрессное определение состава сырья и сырьевой смеси ведут или с помощью рентгеновских анализаторов (квантометров), или автоматических титраторов. Для обеспечения экспресс-определения состава разработаны автоматические системы отбора и усреднения проб, системы транспорта проб, автоматические комплексные пробоподготовительные устройства. Отбор проб сырьевой муки производят шнеком, расположенным в трубе с продольной щелью. Трубу вводят в поток материала и медленно поворачивают вокруг оси при быстром вращении внутреннего шнека. Объем и частоту отбора пробы определяют шириной щели и скоростью вращения трубы со щелью. Единичные пробы накапливаются в смесителе емкостью 40—90 л.
Автоматическое управление процессом приготовления сырьевой смеси осуществляется на основе данных о химическом составе сырья, поступаемого с карьера, на основе которого ведется процесс формирования штабелей усреднительного склада сырья. Интегральная схема обеспечения постоянства состава сырьевой смеси (оперативное автоматическое управление дозаторами — непрерывное усреднение) основаны также на данных об отклонениях в составе сырья. Поэтому одним из основных компонентов оперативной информации являются данные о составе сырьевой смеси.
Другим типом пробоотборника для порошков является заборник в виде трубы, оборудованной входным и выходным отверстиями и шпинделем с пневмоприводом, который периодически перекрывает входной или выходной клапан. Для автоматических систем управления приготовлением сырьевой смеси важно предельно сократить сроки доставки пробы, чтобы оно занимало меньше времени, чем длительность самого анализа. Поэтому проба муки попадает в автоматическое устройство, помещающее пробу в герметичный патрон пневмопочты. Устройство представляет дисковую кассету с 24 патронами. Применение такого устройства и пневмопочты сокращает время доставки пробы до 10 мин. Пробоотборники для кусковых материалов компонуют с пробоприготовительными автоматами. С помощью ковша отбирают до 30 проб в час массой до 40 кг (в зависимости от крупности материала).
Проба автоматически измельчается до зерен менее 5 мм, высушивается и усредняется последовательным сокращением вначале 1: 10, а затем 1: 1000. Автомат упаковывает пробу (100 г) в пластмассовый мешочек, и она пневмопочтой направляется в лабораторию. Время приготовления и транспорта пробы 14—15 мин. Для экспресс-анализа сырья и сырьевой смеси клинкера, цемента используют рентгеновские анализаторы — спектрографы (квантометры), работающие в сочетании с ЭВМ. Разработан флюоресцентный анализатор, в котором источником излучения является Fe-55, в котором анализ ведут по интенсивности рентгеновского излучения (кальция), возбужденного γ -лучами радиоизотопного источника. Такой прибор позволяет сократить время на приготовление проб и вести при сухом и мокром способе определение СаС0 3 в потоке (среднее квадратичное отклонение при анализе муки ±0,25 %, при анализе шлама ±0,32 % по СаО).
При анализе шлама вводят поправку на концентрацию твердого вещества. Анализ таблетированных проб дает более точные результаты, но при таблетировании возникают структурные эффекты.
Точность данных рентгеновского анализатора связана с влиянием также минералогической природы составляющих компонентов пробы и ее гранулометрией. При проведении контрольных анализов для исключения структурныхи минералогических факторов проводят сплавление пробы со специальными присадками-плавнями (тетраборат лантана, окись лития).
Время приготовления пробы 15—20 мин. Анализатор необходимо каждую смену автоматически юстировать по стандартной пробе. При более упрощенной схеме подготовки проб время анализа составляет 15 мин, что позволяет УВМ управлять дозаторами со сдвигом по времени в 30 мин (15 мин отбор, усреднение и доставка пробы).
Для автоматических систем управления технологическими процессами важно получать с минимумом времени запаздывания информацию о тонкости материала после измельчения в мельницах. ВИАСМ разработал установку УТЦБ-2, используемую при автоматическом управлении мельничными агрегатами. В приборе разделение цемента на фракции производится в центробежном пневматическом сепараторе. Прибор выдает данные о процентном содержании крупного класса, являющегося показателем тонкости помола. Автоматический метод оценки тонкости порошков в потоке. Часть потока порошка отклоняется на измерение и через дезаэрационный канал подается к дозировочному шнеку на конвейер с измерительным устройством. Зонд измерительной головки погружается в поток порошка на глубину в 1,5 мм, физические воздействия на зонд преобразуются пневмодатчиком в сигнал переменного тока. Усилитель преобразует сигнал в выходной, пропорциональный мгновенному значению тонкости. Определенную информацию о работе печи можно получить, фиксируя температуру в зоне спекания, массу 1 л клинкера, содержание свободной СаО в клинкере. Последнее определяют петрографическим методом, причем этому обучены операторы печи. Для установления массы клинкера можно использовать прибор направленного действия на основе радиоактивных изотопов; величину показателя получают, исходя из интенсивности поглощения рентгеновского излучения при прохождении через слой клинкера заданной толщины, содержащий зерна клинкера размером 5—10 мм. Температуру в зоне спекания устанавливают с помощью цветового пирометра, позволяющего свести до минимума влияние запыленности в зоне, поскольку температура измеряется отношением двух сигналов излучателя. За состоянием обмазки в зоне спекания следят, контролируя температуру корпуса печи с помощью пирометра, перемещаемого на тележке вдоль корпуса печи. Для наблюдения хода технологических процессов широко используют телеконтроль. Осуществляют телеконтроль загрузочных устройств дробилок, складов сырья и клинкера, зоны спекания, загрузочного конца печи, работы ленточных транспортеров.
Отгрузку цемента ведут на основе «гарантированной марки». Оценку марки цемента проводят по данным суточной или трехсуточной прочности из проб, ежечасно отбираемых от мельниц на основе переходных коэффициентов, полученных статистическими методами. Иногда «гарантийную марку» оценивают по прочности образцов, подвергшихся пропарке в специальных закрытых формах, в которых при пропарке за счет теплового расширения происходит уплотнение образцов. После пропарки (≈4 ч) получают данные, соответствующие 28-суточной прочности образцов, твердеющих в обычных условиях. Для пропарки образцы готовят из раствора 1:1 и пропаривают по режиму, обеспечивающему прочность, соответствующую 28-суточной. По ГОСТ 22237—96 для отгружаемой партии цемента выдается паспорт, в котором сообщается гарантийная марка. При отгрузке цемента отбирают пробы для контрольных испытаний, которые хранят в центральной лаборатории в течение трех месяцев. [5]
7 Охрана труда, техника безопасности
При проектировании, строительстве и эксплуатации новых и реконструкции действующих предприятий по производству вяжущих материалов необходимо руководствоваться «Общими правилами по технике безопасности и промышленной санитарии для предприятий промышленности строительных материалов». Неблагоприятные условия труда могут быть в основном обусловлены повышенной концентрацией пыли и влаги в помещении; недостаточной тепловой изоляцией обжиговых аппаратов; ненадежным ограждением вращающихся частей механизмов и т. п. Все вращающиеся части приводов и других механизмов должны быть надежно ограждены, токоподводящие части изолированы, а металлические части механизмов заземлены на случай повреждения изоляции. Звуковая и световая сигнализация должна предупреждать о пуске любого оборудования, а также о неисправностях или аварийных ситуациях. Обслуживание дробильных установок производится в соответствии с инструкцией, утверждаемой главным инженером предприятия. Ремонт дробилок можно проводить только после их остановки, отключения тока и принятия мер, исключающих возможность включения его другими лицами. В процессе работы дробилки запрещается проталкивать и извлекать куски, очищать от налипшего материала, находиться на решетке, регулировать зев дробилки, подтягивать регулирующие пружины. При обслуживании помольных установок также руководствуются рядом специальных правил, обеспечивающих безопасность работы. Пускать мельницу разрешается только при отсутствии людей внутри огражденной опасной зоны. Во время работы запрещается находиться под мельницей, смазывать и чистить вращающиеся детали, заходить за специальные ограждения. Мельницы сухого помола должны быть под разрежением. Перед началом работ как на корпусе, так и внутри мельницы необходимо обесточить привод. Внутренние работы производят, используя только низковольтное освещение (12 В).
Агрегаты повышенной опасности — тепловые установки. Обслуживающий персонал допускается к работе только после проверки знаний правил их эксплуатации. Сушильные установки должны, как правило, работать под разрежением. При загрузке и выгрузке материала особое внимание нужно обращать на то, чтобы продукты горения не попадали в цех через открытые двери туннелей. Сушильные отделения оборудуют приточно-вытяжной вентиляцией. На известковых заводах особое внимание нужно уделять предотвращению появления в помещениях углекислого газа, оксида углерода и известковой пыли. Повышенная опасность отравления имеется на загрузочной площадке шахтных и вращающихся печей, поэтому их загрузка должна производиться только механизмами, не требующими присутствия людей. Особое внимание должно быть уделено технике безопасности и противопожарной технике при обслуживании углепомольных установок, поскольку угольная пыль взрыво- и пожароопасна. Установки по приготовлению угольной пыли должны работать под разрежением. Все системы установок снабжают предохранительными клапанами-патрубками, выведенными наружу и закрытыми крышками из асбестовых листов. В случае взрыва эти клапаны срываются и газы выбрасываются из системы без ее разрушения. Все производственные источники теплоты (корпуса агрегатов, трубопроводы и т. п.) должны быть обеспечены устройствами и приспособлениями, резко ограничивающими выделение конвекционной или лучистой теплоты в рабочем помещении. Температура нагретых поверхностей оборудования в местах нахождения обслуживающего персонала не должна превышать 45 °С. Для освещения внутри печи во время ее осмотра или ремонтных работ запрещается пользоваться факелом. Необходимо применять электрическое освещение напряжением не более 12 В. Горячий ремонт внутри печи разрешается проводить только мужчинам в спецодежде, прошедшим медицинский осмотр. В печь разрешается входить, когда температура в ней снизится до 40 °С, будет остановлен вентилятор, сняты предохранители у электродвигателей печи, углепитательных конвейеров и вентилятора. Для предотвращения загрязнений воздуха, почвы, водоемов, а также для обеспечения и поддержания, нормальных санитарно-гигиенических условий труда производственные процессы на оборудовании, вызывающем образование и выделение пыли, необходимо организовать по схемам, гарантирующим минимальное выделение пыли в производственные помещения и в атмосферу. Производство вяжущих материалов связано со значительным пылевыделением на большинстве технологических переделов: дроблении, помоле, транспортировании, сушке, обжиге. Наиболее мощный источник пылевыделения (свыше 80 %) — вращающиеся печи. При сухом способе производства пылевынос с отходящими газами достигает 20…25 %. При неудовлетворительной работе печных пылеуловителей пыль может рассеиваться на площади радиусом до 20 км. В то же время степень допустимой запыленности воздуха строго регламентирована. Она составляет для пыли, содержащей более 70 % свободного оксида кремния, не более 1 мг/м 3 ; для пыли, содержащей 10…70 % Si02 , не более 2 мг/м3 , для пыли цемента, глиняных минералов, не содержащих свободного Si02 , — 6 мг/м3 . Для борьбы с пылью пылевыделяющее технологическое и транспортное оборудование заключают в герметичные кожухи с плотно закрываемыми отверстиями. На участках образования пыли или газов помимо общей вентиляции устраивают местную аспирацию. Запыленные газы и воздух очищают в эффективных пылеосадительных устройствах. Для обеспыливания технологических газов на заводах в зависимости от свойств аэрозолей чаще всего применяют пылеосадительные камеры (грубая очистка), сухие и мокрые циклонные аппараты (первая ступень), тканевые рукавные фильтры и электрофильтры (окончательная очистка).
Выбор типа пылеуловителя определяется свойствами обеспыливаемой пылегазовой смеси. Пылеосадительные камеры— простейшие устройства для улавливания пыли. Они должны иметь достаточно большие размеры, с тем, чтобы снизить скорость движения газов до 0,1…0,2 м/с. Находящиеся в газовом потоке частицы пыли, попадая в полость камеры, теряют свою скорость, а наиболее крупные из них осаждаются в нижней части, откуда их систематически удаляют. Пылеосадительные камеры используют главным образом для очистки отходящих газов вращающихся печей. У мельниц роль пылеосадительной камеры выполняет аспирационная шахта, которая улавливает наиболее грубую пыль. Коэффициент очистки газа от тонкой пыли — менее 0,10…0,15.
Циклоны — наиболее распространенные пылеочистительные аппараты. Их используют для улавливания из пылевоздушной смеси частиц сухой пыли размером от 5 мкм и более. Запыленный газовый поток с большой скоростью вводится в циклон тангенциально. В результате возникшего завихрения частицы пыли под действием центробежной силы прижимаются к стенке цилиндра, теряют свою скорость, падают в нижнюю часть циклона и удаляются через нижний патрубок. Очищенный газ выходит из циклона через верхний патрубок. Надежность работы циклонов во многом зависит от их герметизации. При подсосе в циклоны 3 % газов из нижерасположенных газоходов КПД циклонов снижается на 30…40 %, а при подсосе 8… 15 % газов падает до нуля. Герметичность циклонов обеспечивается надежным соединением узлов.Рукавные фильтры обеспечивают очистку пылегазовых смесей при просасывании их через цилиндрические длинные рукава из специальных фильтровальных тканей: при температуре очищаемых газов до 140 °С — из лавсана, при температуре от 140 до 300 °С — из стеклоткани. Запыленный газовый поток подается в рукава, очищается в результате налипания на стенки рукавов содержащихся в них частиц при прохождении под разрежением или давлением через ткань. Через определенные промежутки времени рукава очищают (регенерируют) встряхиванием или обратной продувкой воздухом. В некоторых случаях используют оба способа одновременно.Рукавные фильтры наиболее часто устанавливают за мельницами сухого помола, дробилками, гомогенизационными установками, силосами готовых вяжущих, упаковочными установками. Степень пылеочистки в них достигает 99,9 %. Преимуществами рукавных фильтров являются их компактность и низкая стоимость. Они могут работать при большей концентрации пыли (до 300 г/м 3 ) без снижения степени пылеочистки. Однако применение рукавных фильтров ограничивается их низкой стойкостью к воздействию высокой температуры, забиванием ткани при влажной пыли и более высокими по сравнению с электрофильтрами эксплуатационными расходами.
Электрофильтр — наиболее эффективный пылеочистительный аппарат. Принцип очистки газа в нем основан на приобретении взвешенными частицами электрических зарядов под действием электрического поля высокого напряжения (до 10 5 В).
Частицы пыли, получив от коронирующих электродов отрицательный заряд, притягиваются к осадительным электродам и осаждаются на них. Налипшая на электроды пыль периодически удаляется встряхиванием, собирается в бункера и через шлюзовые затворы поступает в транспортирующее устройство. Производительность электрофильтров по газу (20…500) ּ 103 м3 /ч. Высокая степень пылеочистки газов в электрофильтрах (97…99 %) достигается, если запыленность не превышает нормы, установленной правилами технической эксплуатации (не более 50 г/м3 ).
Увеличение запыленности газа снижает эффективность процесса очистки. Стабильность работы электрофильтров и качество очистки газов в них зависят также от температуры газов, скорости прохождения их через фильтр и герметизации аспирационной установки. Чем меньше скорость движения газов в электрофильтре, тем выше степень их очистки. Рекомендуется, чтобы скорость газов в рабочем состоянии фильтра не превышала 0,9… 1,0 м/с.
Электрофильтры применяют для обеспыливания отходящих печных газов, а также аспирационного воздуха дробилок и сырьевых мельниц. При обеспыливании большого количества газов, содержащих пыль с невысоким электрическим сопротивлением, применение электрофильтров более целесообразно, чем рукавных, так как они имеют меньшее аэродинамическое сопротивление и не требуют расхода дефицитных и дорогих тканей.[5]
Список использованных источников
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/yi-stroitelnyie-vyajuschie-materialyi/
1. Л.В.Голованова. Общая технология цемента.-М.: Стройиздат, 1984.-115 с.
2. А.А.Пащенко и др. Вяжущие материалы. Киев, Вища школа, 1985. – 434 с.
3. В.М.Колбасов и др. Технология вяжущих материалов. –М.: Стройиздат,
1987. – 430 с.
4. А.В.Волженский. Минеральные вяжущие вещества. –М.: Стройиздат, 1973. –
462 с.
5. Л.М.Сулименко. Технология минеральных вяжущих материалов и изделий
на их основе.—М.: Высшая школа, 2005. — 332 с.
6. Ю.М.Бутт, М.М.Сычев. В.В.Тимашев. Химическая технология вяжущих
материалов. —М.: Высшая школа, 1980. — 466 с.
7. Ф.Г.Банит, О.А.Несвижский. Механическое оборудование цементных заводов. –М., Машиностроение, 1967. – 304 с.