
1 Основные характеристики и конструкция вращающихся печей
Трубчатыми вращающимися печами принято называть технологические агрегаты непрерывного действия с рабочим пространством в виде полого цилиндра, котором вследствие небольшого наклона (~3°) печи и вращения перерабатываемые сыпучие материалы перемещаются вдоль печи, нагреваясь за счет тепла, выделившегося при сжигании топлива. В конструктивном отношении они отличаются друг от друга только размерами корпуса и устройством систем загрузки и выгрузки материала. В названии печи обычно отражено ее назначение. Так, например, различают вельц-печи, применяемые для вельцевания кеков цинкового производства, печи для спекания бокситов, кальцинации глинозема, обжига ртутьсодержащих материалов, а также печи для сушки различных промежуточных продуктов металлургического производства.
По энергетическому признаку трубчатые вращающиеся печи относятся к печам-теплообменникам с переменным по длине режимом тепловой работы. На участке печи, где происходит горение топлива и температура продуктов сгорания достигает 1550— 1650 С С, осуществляется радиационный режим работы печи. По мере продвижения продуктов сгорания топлива по длине печи они охлаждаются до нескольких сот градусов и режим тепловой работы печи постепенно становится конвективным. Конкретное распределение по печи зон с конвективным и радиационным режимом работы зависит от вида и параметров технологического процесса.
За исключением получивших небольшое распространение печей для сушки сульфидного сырья, трубчатые печи работают в режиме противотока. Загружаемая в печь шихта может иметь различную степень влажности, вплоть до пульпы, содержащей до 40 % воды. Она подается в верхнюю (хвостовую) часть печи и медленно движется навстречу газам, образующимся в результате сгорания топлива в головной части агрегата. Из барабана перерабатываемые продукты в виде спека или раскаленного порошкообразного материала поступают в специальный холодильник, а газообразные продукты сгорания топлива вместе с технологическими газами направляются в систему пылегазоочистки. В зависимости от вида технологического процесса для отопления трубчатых вращающихся печей могут быть использованы: природный газ, мазут и твердое топливо и в виде коксовой мелочи или угольной ныли. В качестве сжигающих устройств и трубчатых печах обычно применяют газовые горелки типа «труба в трубе», форсунки для сжигания малосернистого мазута или специальные пылеугольные горелки.
Промышленные печи
... уходящих продуктов сгорания273213,1Физическое тепло воздуха3732,8Потери с охлаждающей водой4446,520,28Потери излучения через окна2480,47Неучтенные потери17488,05Итого2151,6100Итого21933,5100 5.5 Технологический КПД .6 Коэффициент использования топлива Заключение В курсовом проекте проведен расчет трехзонной методической печи ...
Основными элементами вращающихся печей (рис. 32 1) являются корпус (барабан), приводной механизм, опорные бандажи с роликами, а также загрузочная и разгрузочная камеры.
Корпус мечи представляет собой сварную металлическую трубу диаметром до 5м и длиной до 185м, футерованную изнутри огнеупорным кирпичом. Он опирается на специальные ролики, ширина пролета между которыми составляет для больших печей 20 — 28 м. Для перемещения материала корпус наклонен к горизонту под углом в 2,5 — 3°. Привод печи, с помощью которого она вращается с частотой около 1 об/мин, состоит из электродвигателя, редуктора и зубчатой передачи.
Опорные бандажи кольцевой формы воспринимают на себя всю нагрузку от веса барабана, достигающую 70—80 т. Для больших печей применяют кованые бандажи прямоугольного сечения, которые надевают на корпус свободно, с небольшим зазором, учитывая последующее тепловое расширение барабана. Каждый бандаж опирается на два ролика, вращающиеся вместе с бандажом во время работы печи.
Верхний торец печи входит в загрузочную камеру. Сухую шихту загружают в печь с помощью шнекового питателя через патрубок, расположенный в загрузочной камере. Пульпа подается в печь через пульповую трубу ковшом-дозатором или с помощью специальной форсунки. Улавливаемая пыль возвращается в барабан печи так же, как сухая шихта.
Нижний торец печи входит в разгрузочную камеру. Между ней и барабаном ставится специальное кольцевое уплотнение. В передней стенке камеры имеются отверстия для установки горелочных устройств. К ней также примыкают устье канала, по которому готовый продукт пересыпается в холодильник.
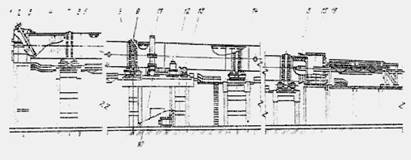
Рис. 32-1. Общий вид вращающейся трубчатой печи:
1, 15 – верхняя и нижняя головки печи; 2 – загрузочное устройство; 3 – уплотнение; 4 – цепная завеса; 5 – барабан; 6 – подшипник; 7 – опорный ролик; 8 – упорный ролик; 9 – бандаж; 10, 11 – зубчатая передача; 12 — редуктор; 13 – двигатель; 14 – упорное устройство; 15 – форсунка.
Для предотвращения налипания влажной шихты на стенки барабана и настылеобразования в холодном конце печи устанавливают цепные завесы. Их прикрепляют к барабану одним концом по всему сечению печи, выбирая длину зоны таким образом, чтобы температура газов в ней не превышала 700°. При отсутствии завес может быть использованоотбойное устройство, представляющее собой связки рельсов длиной до 12 м, прикрепленные цепью к торцевой головке печи.
Футеровка вращающихся печей работает в весьма тяжелых условиях, что связано с периодическимколебанием температур наповерхности кладки, обусловленным вращением печи и перемещением находящегося в ней материала. Перепады температур на внутренней поверхности барабана при входе и выходе из-под слоя шихты составляют 150—200 °С. В зоне спекания па футеровку сильное химическое и абразивное воздействие оказываетматериал. В зоне сушки кладка подвергается значительному истиранию цепями. Основным материалом дляфутеровки печей глиноземных заводов служит шамот. Высокотемпературные зоны печивыкладывают из хромомагнезитового, магнезитового и нериклазошпинелидного огнеупорного кирпича. Для сохранения футеровки при остановках печи барабан должен вращаться до ее полного охлаждения. Продолжительность работы печи обычно составляет 2—4 года.
Переработка мелкого сыпучего материала без его расплавления с успехом производится также в трубчатых вращающихся печах. В длинной футерованной трубе чаще всего противотоком движутся нагреваемый материал и продукты горения топлива. Движение материала происходит благодаря небольшому наклону трубы в сторону выгрузки и вращению печи. При вращении материал поднимается на некоторую высоту и пересыпается вниз. При этом происходит хороший теплообмен с горячими газами все время обновляющейся поверхности материала. Теплообмену способствует также то, что материал, пересыпаясь, попадает на нагретую поверхность кладки за тот период, когда она свободна от слоя материала.
Автоматизация сушильного барабана
... изделие. Сушка - тепловой процесс обезвоживания твердых материалов путем испарения влаги и отвода образующихся паров. Во вращающийся барабан дозатором из бункера подается влажный материал, где ... оборудования. Автоматизированная система управления технологическим процессом - группа решений технических и программных средств, предназначенных для автоматизации управления технологическим оборудованием на ...
Все это определило высокую интенсивность теплообмена в рабочем пространстве печи.
Трубчатые вращающиеся печи используются также для сушки различных материалов, удаления химически связанной влаги при высоких температурах обжига и для спекания материала с образованием новых соединений. Это определило их применение при производстве глинозема валюминиевой промышленности (спекание и кальцинация).
Они нашли применение и при переработки материалов, содержащих свинец и цинк. При этом цинк отгоняется и виде окисла и улавливается из отходящих газов. Барабанные печи используются для обжига сульфидных материалов.
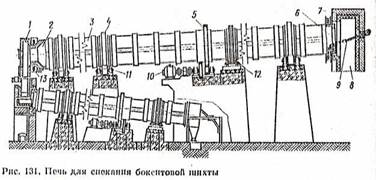
На рис.131 представлена печь для спекания алюминийсодержащего материала с образованием растворимого алюминиевого соединения.
Основной элемент печи — железный барабан 3длиной до 150 м и диаметром 2,0—3,8 м. Барабан футеруется высокоглиноземистым или шамотным кирпичом. Печь работает по принципу противотока. Шихта сухая или мокрая в виде пульпы с содержанием влаги 40 — 42% поступает в барабан через торец 6(холодным конец) и медленно перемещается к головной части 2(горячий конец) навстречу газам. Из барабана продукт спекания – спек — ссыпается в холодильник, расположенный под печью и представляющий собой также барабан длиной до 30 м и диаметром до 2,5 м. В барабане спек охлаждается движущимся навстречу воздухом или водой, орошающей холодильник сверху. При охлаждении спека воздухом последний просасывается через холодильник вентилятором (на рисунке не показан) и используется при сжигании топлива. Для нагрева печи применяют мазут, газ или угольную пыль. Форсунки или горелки располагают в головной части барабана. Дымовые газы, содержащие значительное количество пыли, через дымоход 8направляются на очистку в пылевые камеры, в электрофильтры и даже иногда в скрубберы. Только после этого дымовые газы с помощью дымососа отводятся в дымовую трубу. Футерованный и загруженный шихтой барабан имеет большую массу (масса печи длиной 70 м около 400 т).
С помощью специальных бандажей 4,закрепленных снаружи кожуха, печь опирается на вращающиеся ролики 11с бронзовыми подшипниками. Вращение производится от мотора 10через редуктор и венцовую шестерню 5 , укрепленную с помощью пружин на кожухе печи. Барабан вращается обычно с частотой 0,0—2 оборота в минуту. Частоту вращения можно изменять, регулируя контроллером число оборотов мотора.
Печь монтируют с уклоном в 3—6%. Во избежание схода барабана с опор используются упорные ролики 12,расположенные горизонтально, в которые сбоку упирается бандаж.
Горячий конец печи входит в топливную (разгрузочную) головку 1, устраиваемую обычно откатной. Между концом барабана и топливной головкой ставится лабиринтное уплотнение и виде диска 13 , укрепленного на барабане и вращающегося в коробке, укрепленной на топливной головке. В передней стенке топливной головки имеются отверстия для горелок или форсунок. К головке примыкает устье капала, но которому спек пересыпается в холодильник.
Холодный конец печи входит в загрузочную коробку 7 , Загружают сухую шихту посредством патрубка, проходящего через загрузочную коробку печи (на рисунке не показан).
Пульпу в печь либо наливают, либо распыливают форсунками. Во избежание образования настылей на внутренней поверхности холодного конца барабана имеется отбойное приспособление 9, состоящее из стальной болванки, прикрепленной цепью к загрузочной головке. При вращении барабана болванка разбивает настыли.
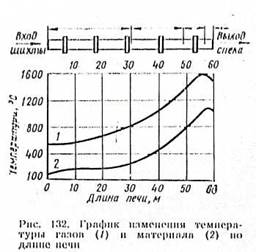 |
На рис.132 приведен график, характеризующий тепловой режим печи. Согласно этому графику печной барабан по длине может быть разбит на четыре зоны, а именно: зону сушки и обезвоживании (/), зону кальци-нации или разложения (//), зону спекания (///) и зону охлаждении (IV).
Максимальная температура газов в зоне спекания, где она достигает 1600С°. При нормальной работе печи температура отходящих газов в борове составляет 400 — 500С°. Этот график обеспечивает правильный режим спекания и нормальную работу электрофильтров.
Производительность печи при мокрой бокситовой шихте 12 т/ч спека и выше. Главные факторы, влияющие на производительность: толщина слоя материала в печи, частота вращения печи, влажность шихты и ее химический состав. Средний удельный расход тепла составляет 6300 — 7100 кДж на 1 кг спека.
Ниже приводится тепловой баланс трубчатой печи спекания.
Приход, %
Тепло:
от горения топлива ……….. …95,0
вносимое шихтой…………… ….4,0
вносимое нагретым воздухом ….1,0
Итого: 100,0
Расход, %
Тепло:
на получение спека…… ……… 53,4
уносимое двуокисью углерода …. 1,1
уносимое водяным паром. …… 1,9
уносимое оборотной пылью … 1,1
уносимое спеком…………….. 14,5
уносимое дымовыми газами 16,6
Потери во внешнюю среду… 11,4
Итого: 100,0
Повышение к. п. д. печи достигается оптимизацией условий сжигания топлива, более полным использованием тепла спека для подогрева воздуха, используемого для сжигания топлива, лучшей тепловой изоляцией печи.
2 Тепловой и температурный режимы работы в
При нагреве нейтральных в энергетическом отношении сыпучих материалов тепло в зону технологического процесса трубчатых вращающихся печей поступает за счет одновременного протекания всех трех видов теплообмена: излучением от факела и раскаленной футеровки, конвекцией и теплопроводностью от поверхности кладки, по которой непрерывно перемещается перерабатываемый материал. Помимо этого необходимо учитывать, что в шихту печей для вельцевания кеков вводится в качестве реагента-восстановителя коксовая мелочь. В результате часть используемой на ее нагрев тепловой энергии генерируется непосредственно в зоне технологического процесса во время частичного окисления углерода и образующихся в результате переработки шихты паров металлического цинка.
Поступившее в слой перемещающегося по печи материала тепло распределяется в нем в основном за счет контактной теплопроводности. Однако в процессе энергичного перемешивания шихты, температура по слою быстро выравнивается и его можно принять тонким в тепловом отношении телом, нагрев которого сопровождается многочисленными эндо- и экзотермическими реакциями. Ввиду большой сложности и недостаточной изученности механизма теплообменник процессов в трубчатых печах, анализ их тепловой работы базируется восновном на изучении эмпирических данных и оценке тепловых балансов печей.
Температурный режим, работы вращающихся печей не изменяется во времени, индивидуален для каждого вида технологического процесса и в значительной степени определяется химическим и фракционным составами перерабатываемых материалов. Обычно его выбирают опытным путем и организуют таким образом, чтобы в печи строго соблюдался график нагрева шихты, задаваемый по технологическим данным.
В качестве примера может быть рассмотрен режим, достаточно хорошо изученных печей, применяемых для спекания шихты на глиноземных заводах. В них до температур порядка 550 °С происходят общие для всех вращающихся печей процессы сушки и удаление гидратной влаги и далее в интервале температур 550 — 1200 °С — реакции образования растворимых соединений алюминия, свойства которых во многом зависит от температурного режима спекания. В процессе нагрева шихта проходит в печи четыре условно выделенные температурные зоны, постепенно
превращаясь в спек.
В первой зоне, длина которой составляет около 30 м, происходит нагрев материала от 20 до 300 °С, сопровождающийся его сушкой и обезвоживанием. Температура газов на этомучастке печи, если его рассматривать по ходу движения шихты, изменяется соответственно от 200 до 700 °С. Длина второй зоны достигает 16—17 м.В ней материалы нагреваются до 100 °С при полном разложении карбоната кальция и изменении температур топочных газов по длине зоны от 700 до 1400 °С. Третья зона расположена в области интенсивного горении топлива (факела).
Температура газов здесь максимальна и определяется величиной 1600—1650 °С. Шихта в этой зоне нагревается до 1200—1260 °С и спекается. В четвертой зоне происходит охлаждение спека до 1100 °С при температуре газов 1000 — 1550 °С.
При неизменном во времени температурном режиме работы печи ее производительность определяется толщиной слоя и физико-химическими свойствами находящегося в ней материала. В среднем по отрасли она составляет величину порядка 12 т/ч спека при расходе 6300-—7300 кДж/кг получаемого продукта. В отличие от спекания технологические процессы, протекающие в других трубчатых печах, идут без оплавления шихты.
3 Основы расчета ТВП
V l
где ω l — допустимая скорость движения газов в печи при средней ее температуре, м/с; скорость газов принимается в пределах 3 — 8 м/с. При влажной шихте скорость берется больше, при cyxoй и мелкой шихте во избежание большого пылеуноса — меньше.
Далее находят коэффициент заполнения сечения печи материалом ω. Значение φ определяют из условия прохождения (транспорта) материала через печь при заданной производительности по шихте ( G , кг/ч):
 ,
,
где γ — насыпная масса материала в печи, кг/м3 ;
ω м
После вычисления φ находят размеры хорды открытой поверхности шихты l 1 и дуги l 2 закрытой поверхности материала (рис. 133) по площади заполнения сечения печи шихтой  . Плотность теплового потока на открытую поверхность шихты (q‘ ) рассчитывается по методике, описанной для пламенных печей. Плотность теплового потока к шихте на закрытой части стенки печи (q») по Д. А. Диомидовскому принято считать как переданное излучением и рассчитывать по уравнению:
. Плотность теплового потока на открытую поверхность шихты (q‘ ) рассчитывается по методике, описанной для пламенных печей. Плотность теплового потока к шихте на закрытой части стенки печи (q») по Д. А. Диомидовскому принято считать как переданное излучением и рассчитывать по уравнению:
q « = ![]()
где Т CT и TM — средние температуры стенки и материала.
Средняя температура материала принимается как среднеарифметическая температура материала в начале и конце печи ![]()
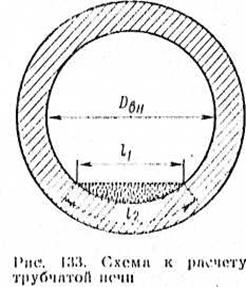 |
Средняя температура футеровки берется как среднеарифметическая средних температур газа и материала ![]() .
.
При определении средней температуры газов берется ее значение и начале и конце печи.
ε прив
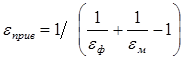
ε ф
Исходя из теплообмена впечи при известном полезном расходе тепла на 1 кг перерабатываемой шихты ( Q ТЕХН , кДж/кг) можно найти необходимую длину печи (м):
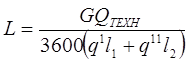
Полученные размеры печи корректируются по времени пребывания материала в печи (ч):
Если τ меньше времени, рекомендуемого технологическим режимом, то проводится корректировка величин, определяющих τ .
Для более точного определения размеров печи расчет следует вести для каждой зоны отдельно, тогда общая длина печи будет равна сумме длин отдельных зон.
Теория работы печей для обжига в перегребаемом слое показывает, что производительность и размеры вращающихся барабанных печей в основном зависят от важнейших процессов, протекающих в этих печах: физико-химического процесса обжига; движения газов; движения материалов; процесса теплообмена. В соответствии с этим вращающиеся барабанные печи следует рассчитывать также как обжиговые аппараты, как транспортные устройства, обеспечивающие определенные показатели движения газов и материалов и как теплообменные устройства, обеспечивающие передачу к материалу необходимого количества тепла.
В расчете этого типа печей также определяют следующие не менее важные их характеристики:
А. Печи для окислительного обжига сульфидов
2) Удельная производительность печи а, т/м2
- сутки
Рассчитывают по формуле, выведенной для печей как обжигающих аппаратов и учитывающей линейную скорость обжига ω, м/час :
где ω — конструктивный коэффициент; для барабанных
ω = 0,0016
w — линейная скорость обжига, м/час;
, т/м 3 ;
- , час/сутки;
S ИСХ и SОГАР — содержание серы в исходном материале и в огарке, %.
3)
Для барабанных печей рабочей площадью считается внутренняя поверхность футеровки F =π DL , где D — диаметр печи, м; L — общая длина печи, м.
4) Диаметр печи D , м
w t
w t
5) Длина печи L ,
Находится по формуле

6) Коэффициент заполнения печи материалом φ, безразмерный
Производительность барабанной печи как транспортной трубы выражается формулой:
w M
w м =5,78 Dβn
В этой формуле β — угол наклона оси барабана печи к горизонту, град.; n — число оборотов печи, об/мин.
Подставляя в эти формулы величины β, п, D , γ, τ и А, в конечном итоге определим величину φ . Обычно в барабанных печах τ = 0,07—0,20; при слишком малом или слишком большом заполнении печи рекомендуется несколько изменить величины β и п. По рассчитанной величине φ и известном диаметре печи D по формулам геометрии определяется длина хорды l Х , м и длина дуги l д , м для сегмента материала в печи.
7) Теплопотребление материала q , ккал/т
Теплопотребление материала находится по формуле, полученной из баланса тепла на все физико-химические превращения, происходящие в печи:
![]()
где ∑ ’ q — теплосодержание исходных материалов, ккал;
∑ ’’ q — тепло экзотермических реакций, ккал;
∑ ’’’ q -теплосодержание продуктов переработки, ккал;
∑ ’’’’ q — тепло эндотермических реакций, ккал.
В расчете барабанных печей должно определяться теплопотребление для каждой рабочей зоны отдельно, а также и общая, величина для всей печи. Сумма теплопотребления материала по зонам должна равняться общему теплопотреблению материала по всему процессу обжига.
8) Размеры печи по условиям теплообмена
Если для работы барабанной печи необходимо вводить значительное количество тепла за счет сжигания углеродистого топлива, то совершенно обязательна проверка полученных размеров печи по условиям теплообмена по формуле
где q луч и q конв — количество тепла, передаваемое излучением и конвекцией на открытую поверхность материала в печи, ккал/м2
- час. Эти величины находятся расчетом теплообмена в рабочем пространстве печи;
ккал/м 2
- час.
По этой формуле обычно определяют величину L , м, по заданной величине А для зоны нагрева материала и для различных, зон обжига.
Пели материал поступает в печь со значительным содержанием влаги, то в печи появляется зона сушки, длина которой не может быть рассчитана из условии теплообмена по формуле . Длину зоны сушки L с м, определяют по формуле, учитывающей общее количество удаляемой из материала влаги в этой зоне печи и допустимое напряжение рабочего пространства печи по испаряемой влаге (аналогично расчету сушилок):
где w исх иw подс — содержание влаги в исходном и подсушенном материале в долях единицы от твердого материала;
∆ w — допустимое напряжение рабочего пространства сушильной зоны печи по количеству
т/м 3 час.
Значение ∆ w можно принимать по опытным данным для барабанных сушилок, работающих на кусковых материалах, равным0,05—0,15 т/м3 час .
Полученные по расчету теплообмена и сушки размеры отдельных зон барабанной печи в сумме дают общую рабочую длину L
Если полученное значение L примерно соответствует размерам печи, определенным ранее из условий протекания процесса обжига, то расчет размеров печи может считаться законченным. Если же полученная длина L значительно отличается от ранее определенной величины, то за окончательные размеры должно приниматься большее значение. Иногда бывает рационально произвести полный перерасчет размеров по несколько измененным характеристикам печи с целью сближения результатов расчетов.
9) Окончательнаяпотребность в тепле за счет топлива
По окончательным размерам печи составляют развернутый тепловой баланс печи, учитывающий все стадии расхода и прихода тепла. На основании этого баланса уточняют величину Q T и расход топлива. Если величина QT значительно отличается от определенной в начале расчета, приходится производить перерасчет печи по новому значению QT .
Б. Печи глиноземного производства
При расчете размеров печей спекания или кальцинации определяют следующие величины:
1) Предварительный расход углеродистого топлива
Принимается по данным заводской практики для действующих барабанных печей.
2) Д и а м е т р п е ч и D , м,
Находится по формуле
3) Д л и н а п е ч и
Рассчитывается по отдельным зонам печи из условии удаления влаги (зона сушки) и по условиям теплообмена (зоны нагрева, кальцинации, спекания, охлаждения).
Полученные размеры проверяют по времени пребывания материала в отдельных зонах.
В соответствии с этим расчет длины печи состоит из следующих определений и расчетов:
а) теплопотребление материала q , ккал/т, определяют по зонам с помощью формулы

б) состав газовой фазы по зонам находят на основании технологических расчетом и расчета горения топлива;
в) коэффициент заполнения печи материалом φ и значения l Х иl Д , позонам рассчитывают по формулам
 w м =5,78 Dβn
w м =5,78 Dβn
г) длину зон находит из условии удаления влаги и теплообмена по формулам
д) размеры печи проверяют по времени пребывания материала τ пр , час.
Размеры отдельных зон, кроме теплообменного процесса, должны обеспечивать определенное, минимально необходимое время пребывания материала в зоне, с тем чтобы было обеспечено завершение всех необходимых физико-химических превращений.
Для проверки длины зон по времени пребывания применяют формулу.
где w м — линейная скорость движения материала в печи, м/час
τ пр -минимально необходимое время пребывания материала в зоне, час. Эту величину для отдельных зон принимают по экспериментальным данным.
Если размеры зон, определенные по времени пребывания, будут примерно совпадать с размерами зон, определенными из условий теплообмена, или будут меньше их, то расчет размеров печи может считаться законченным. Если размеры зон, определенные по времени пребывания материала, получатся больше, чем размеры зон, определенный по теплообмену, то следует принять за окончательные большие размеры или произвести пере расчет печи с целью сближения размеров. В частности, увеличение времени пребывании материала в зоне без изменения ее длины может быть достигнуто местным увеличением диаметра данной зоны D или уменьшением β пли n для всей печи. Наконец, возможно сооружение в печи порогов, задерживающих материалы в отдельных зонах.
Расчет вращающейся печи для спекания боксита производительностью по спеку
Изучение и анализ производства медного купороса
Классификация строительных материалов
Участок по переработке лома твёрдых сплавов способом хлорирования
Отчёт по практике на Минском фарфоровом заводе и в НИИСМе
Разработка предложений по очистке природного газа и переработки кислых газов с получением товарной продукции (серы) (на примере Карачаганакского месторождения)
Реконструкция предприятия по производству глиняного кирпича
Системы технологий
Технология пиролиза углеводородного сырья в трубчатых печах
Установка для переработки отходов слюдопластового производства
Межпредметные связи в курсе школьного предмета химии на предмете углерода и его соединений
Автоматизация печи обжига известняка
Модификация котельных топлив отходами спиртопроизводства
Проект термического отделения высокотемпературного отжига анизотропной электротехнической стали толщиной 0,35 мм. Годовая программа 150 тысяч тонн
Автоматизация процесса подготовки шихты
Проект улавливания бензольных углеводородов из газа
Технология обжига цинковых концентратов в печи кипящего слоя
Автоматизация процесса спекания аглошихты
Система автоматизации на котлоагрегатах