
В новых экономических условиях предприятия по переработке сырья животного происхождения и торговые предприятия находятся в стадии становления и совершенствования технологических процессов, что негативно отражается на качестве молочных продуктов питания.
Поэтому важным условием при производстве сухих молочных продуктов является качество сырья, соблюдение технологии их производства и условий хранения, использование надежной тары.
Консервирование сушкой широко применяют в молочной промышленности: сушат цельное и обезжиренное молоко, пахту, молочную сыворотку, смеси цельного молока с обезжиренным молоком, пахтой или сливками, без добавок или с добавками. Ассортимент сухих молочных продуктов довольно обширный: коровье цельное сухое молоко 20%-ной и 25%-ной жирности, сухое молоко «Домашнее», сухие сливки, сухие высокожирные сливки, сухие молочные продукты, сухие молочные продукты повышенной растворимости (сухое молоко «Смоленское», сухое быстрорастворимое молоко), сухие многокомпонентные смеси (сухие смеси для мороженого, для пудинга).
Эти продукты получают методом распылительной сушки.
Молоко сухое цельное — сухой молочный продукт с массовой долей жира не менее 20%; изготовляемый из цельного или нормализованною молока.
Молоко сухое обезжиренное — сухой молочный продукт с массовой долей жира не более 1,5 %, изготовляемый из обезжиренного молока.
При производстве всех видов сухих молочных продуктов удаление свободной воды осуществляется в две ступени — сгущением и сушкой предварительно сгущенного продукта. Сгущение выпариванием осуществляется до такой общей массовой доли сухих веществ, при которой массовая доля ККФК в воде не превышает 18…20% и продукт не утрачивает текучести (при температуре выпаривания).
Сгущенные смеси высушивают до конечной влажности, устанавливаемой в зависимости от формы связи воды с составными частями сухого вещества. Конечная влажность сухого молочного продукта, представляющая собой связанную воду, составляет не более 15% массовой доли белка в нем. На этом основано нормирование массовой доли влаги в сухих молочных продуктах, по достижении которой заканчивается процесс сушки. В конце сушки того или иного продукта должно быть обеспечено равновесие между величиной заданной массовой доли влаги в нем и относительной влажностью воздуха, окружающего его.
Сухое цельное молоко имеет следующий химический состав: СОМО — 70,9%, в том числе молочного сахара содержится 35…38, белка – 26…28, минеральных веществ — 5,8…6,2, жира — 26,1, влаги — 3, но не более 4 при герметической упаковке и не более 7% при негерметической.
Технология производства сухого обезжиренного молока
... которые потом снова сушат. 2. Технология производства сухого обезжиренного молока 2.1 Требования, предъявляемые к сырью для производства сухого обезжиренного молока Для изготовления сухого обезжиренного молока применяют молоко натуральное коровье -- сырье не ниже второго ...
2. Описание технологической схемы
Сушка молока производится двумя методами: распылительным (воздушное) и пленочным (контактное).
При распылительном методе подготовленное нормализованное молоко пастеризуют при 90°С, а затем сгущают в вакуум-выпарных аппаратах до массовой доли в нем сухого вещества 43…52%. После этого молоко подвергают гомогенизации. Из гомогенизатора его при этой же температуре подают в форсунку или диск сушильной башни. Сухое молоко из башни шнеком подается на фасовку.
Сушилки бывают дисковые, в которых молоко поступает в диск, вращающийся с большой частотой, и форсуночные, где молоко в форсунки подается ротационным насосом под давлением. В сушильной башне молоко распыляется на мельчайшие капельки (размером 20…100 мкм), навстречу которым снизу вверх движется горячий (140…170 °С) воздух из калорифера.
Частицы сухого молока, высушенные горячим воздухом, оседают на дно сушильной башни. Температура молока в зоне сушки около 60°С, благодаря чему не происходит коагуляции белка. Воздух из сушильной башни удаляется через фильтры.
Сухое молоко из сушильной башни подается пневмотрансформатором в бункер, где оно охлаждается до 15…20°С. В зависимости от растворимости, органолептической оценки и других показателей сухое молоко подразделяют на высший и I сорт. Количество нерастворимого осадка в молоке высшего сорта, полученного при распылительной сушке, должно быть не более 0,2 мл, I сорта -0,8 мл.
Фасуют сухое молоко в мелкие и крупные жестяные банки и др. При использовании сухого молока как полуфабриката его фасуют в бочки или барабаны по 20-30 кг. Герметически упакованное молоко может храниться до 8 месяцев при температуре 1…10°С и относительной влажности воздуха в хранилище не более 85%, в негерметической упаковке — только 3 месяца.
При производстве сухого молока пленочным методом сушка осуществляется на вальцовых (барабанных) сушилках.
Качество продукта, полученного этим методом, ниже, чем при распылительном способе. Поэтому на вальцовых сушилках сушат только обезжиренное молоко и пахту. Вальцовые сушилки представляют собой два барабана, расположенных один над другим на расстоянии 0,6…1 мм. Внутрь барабана под давлением поступает пар, а на поверхность вращающихся барабанов подается сгущенное молоко.
Молоко, соприкасаясь с горячей поверхностью барабанов, высыхает. Пленку сухого молока снимают ножи, плотно прилегающие к поверхности вальцов, она поступает в желоб и шнеком подается к мельнице. В мельнице пленку измельчают в порошок. Сухое молоко, полученное на барабанных сушилках, используется в хлебопекарном и других производствах.
Сухие сливки без сахара получают так же, как и сухое молоко. Массовая доля влаги в них не более 4% при герметическом упаковывании и не более 7% при негерметическом, жира не менее 42%.
Сухое быстрорастворимое молоко получают на специальных установках, где частицы сухого молока отсасываются из башни, попадают в циклоны. Здесь они освобождаются от воздуха и с помощью специального устройства вновь подаются в распылительную турбину. В турбине частицы сухого молока смешиваются с каплями сгущенного молока, образуя агломераты больших размеров, которые высушиваются и превращаются в крупные быстрорастворяющиеся частицы сухого молока.
Технология производства стерилизованного молока
... оборудование стерилизация микроорганизм молоко 1. Требования к сырью для производства стерилизованного молока Качество исходного сырого молока, предназначенного для ... ниже третьей группы по ГОСТ 25228; молоко сухое обезжиренное по ГОСТ 52791, распылительной сушки, ... усваивается организмом. Кроме того, в молоке есть калий, помогающий работе сердца, почек. Содержатся жирорастворимые витамины ...
Производство сухого цельного молока происходит по следующей схеме. Сырое молоко, оцененное по качеству, учтенное по массе, очищенное и охлажденное, направляется в емкость для составления нормализованной смеси путем прибавления к нему обезжиренного молока или пахты (реже сливок).
Тепловая обработка нормализованных смесей перед выпариванием — в подогревателях (85…86оС), с завершением ее подогревом острым паром до 140оС, с последующим охлаждением в самоиспарителе. Нормализованная смесь, подвергнутая тепловой обработке, подсгущается в первых двух корпусах вакуум-выпарной установки и с массовой долей сухих веществ 46…50 % из калоризатора третьего корпуса направляется на гомогенизацию при температуре 45…60 °С в одноступенчатом аппарате и давлении 10…15 МПа, в двухступенчатом — Р1=11,5…12,5 МПа и Р2=2,5…3,0 МПа. Гомогенизация обеспечивает уменьшение свободного поверхностного жира в готовом продукте в 2…3 раза. В сушильной камере распылительной сушилки (одностадийная сушка) подсгущенная и гомогенизированная нормализованная смесь высушивается воздухом (165…180 или 140…170оС, в зависимости от вида сушилки).
Частицы продукта со дна камеры через вибролоток попадают в систему пневмотранспорта. Мелкие частицы продукта выводятся из камеры вместе с отработанным воздухом (65…85 оС) в батарею циклонов, где из него выделяются частицы порошка размером более 10 мкм. Эффективность циклонной очистки составляет 95,0…97,4%. Частицы продукта, накапливаемые в циклонах, направляются в общую пневмотранспортную линию, подающую готовый продукт в разгрузочный циклон. При подаче до разгрузочного циклона продукт охлаждается на 10…15°С ниже температуры засасываемого из цеха воздуха. Из разгрузочного циклона продукт подается в бункер-накопитель, откуда на фасование в потребительскую (пакеты с вкладышами из воздухе- и влагонепроницаемого материала) или транспортную (бумажные мешки, бочки, фанерные-барабаны с вкладышами из полиэтилена) тару. Ангидридное состояние лактозы в продукте придает ему свойство высокой гигроскопичности, поэтому при фасовании необходимо обеспечить герметичность укупоривания.
Формирование состава и свойств сухого цельного молока происходит в две ступени. На 1-й при сгущении массовая доля сухих веществ увеличивается от 11,5 до 48…50% и на 2-й, в процессе сушки,-от 48…50 до 96%. На 1-й ступени происходит увеличение кислотности от 18…20 до 70…80оТ, вязкости от 2 по 120мПа-с, плотности от 1028 до 1130…1140 кг/м3. При температуре выпаривания продукт текуч. В процессе сушки сгущенная нормализованная смесь переходит в сухое состояние, характеризующееся сыпучестью.
3. Сравнительная характеристика технологического оборудования
Гомогенизаторы предназначены для дробления и равномерного распределения жировых шариков в молоке и жидких молочных продуктах. Гомогенизаторы представляют собой многоплунжерные насосы высокого давления с гомогенизирующей головкой. Привод их осуществляется от электродвигателей с помощью клиноременной передачи.
Гомогенизация осуществляется путем прохода продукта под высоким давлением с большой скоростью через гомогенизирующую головку (рис.1), представляющую собой две ступени – щели между притертыми клапаном и седлом, соединенные между собой каналом. Давление в гомогенизаторе регулируется вращением винтов, изменяющих размер щели между клапаном и седлом. При этом на первой ступени устанавливают ѕ необходимого для конкретного продукта давления гомогенизации, на второй – рабочее давление.
Разработка гомогенизатора для молочных продуктов питания
... контроля за протеканием воды. Регулированием давления пружины на клапан достигается оптимальный режим гомогенизации для различных продуктов. У гомогенизатора А1-ОГМ-5 модернизирована головка, которая состоит из корпуса, в котором жестко закреплено ...
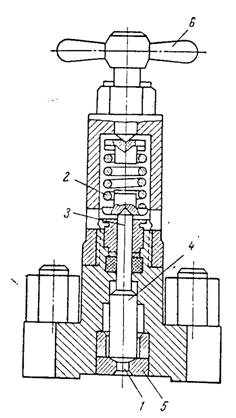
Рисунок 1 – Гомогенизирующая головка: 1 канал, 2 – пружина, 3 – стержень; 4 – клапан; 5 – седло; 6 регулировочный винт
Гомогенизаторы состоят из следующих основных узлов (рис. 2, 3): кривошипно-шатунного механизма с системой смазки и охлаждения, плунжерного блока с гомогенизирующей и манометрической головками и предохранительным клапаном, станины с приводом. Привод гомогенизатора осуществляется от электродвигателя с помощью клиноременной передачи.
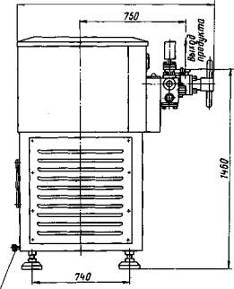
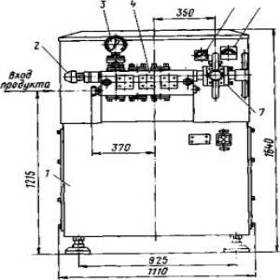
Рисунок 2 – Габаритный чертеж гомогенизатора марки А1-ОГМ: 1 — станина; 2 — предохранительный клапан; 3 — манометрическая головка; 4 — плунжерный блок; 5 — манометр системы смазки; 6 — амперметр; 7 — гомогенизирующая головка
Кривошипно-шатунный механизм гомогенизатора предназначен для преобразования вращательного движения, передаваемого клиноременной передачей от электродвигателя, в возвратно-поступательное движение плунжеров, которые посредством манжетных уплотнений входят в рабочие камеры плунжерного блока и, совершая всасывающие и нагнетательные ходы, создают в нем необходимое давление гомогенизирующей жидкости.
Кривошипно-шатунный механизм состоит из корпуса; коленчатого вала, установленного на двух конических роликоподшипниках; крышек подшипников; шатунов с крышками и вкладышами; ползунов, шарнирно-соединенных с шатунами при помощи пальцев; стаканов; уплотнений; крышки корпуса и ведомого шкива, консольно закрепленного на конце коленчатого вала. Внутренняя полость корпуса кривошипно-шатунного механизма является масляной ванной. В задней стенке корпуса смонтированы маспоуказатель и сливная пробка.
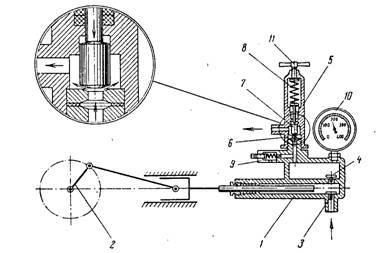
Рисунок 3 – Схема гомогенизатора: 1 насос; 2 – кривошипно-шатунный механизм; 3 – всасывающий клапан; 4 нагнетательный клапан; 5 – гомогенизирующая головка; 6 – седло; 7 – клапан; 8 – пружина; 9 – предохранительный клапан; 10 манометр; 11 – регулировочный винт
Гомогенизаторы марки А1-ОГМ-2,5 имеют принудительную систему смазки наиболее нагруженных трущихся пар, которая применяется в сочетании с разбрызгиванием масла внутри корпуса, что увеличивает теплоотдачу. Охлаждение масла у этих гомогенизаторов производится водопроводной водой посредством змеевика, охлаждающего устройства, уложенного на дне корпуса, а плунжеры охлаждаются водопроводной водой, попадающей на них через отверстия в трубе. В системе охлаждения установлено реле протока, предназначенное для контроля за протеканием воды.
В состав принудительной системы смазки входят сетчатый фильтр, маслонасос с индивидуальным приводом, распределительная коробка, предохранительный клапан и манометр для контроля давления в масляной системе.
К корпусу кривошипно-шатунного механизма при помощи двух шпилек крепится плунжерный блок, который предназначен для всасывания продукта из подающей магистрали и нагнетания его под высоким давлением в гомогенизирующую головку. Плунжерный блок включает в себя блок, плунжеры, манжетные уплотнения, нижние, верхние и передние крышки, гайки, всасывающие и нагнетательные клапаны, седла клапанов, прокладки, втулки, пружины, фланец, штуцер и фильтр, который устанавливается во всасывающем канапе блока, К торцовой плоскости плунжерного блока крепится гомогенизирующая головка, предназначенная для выполнения двухступенчатой гомогенизации продукта за счет прохода его под высоким давлением через щель между клапаном и седлом клапана в каждой ступени.
Гомогенизирующая головка представляет собой две одноступенчатые головки аналогичной конструкции, соединенные вместе и связанные каналом, позволяющим продукту переходить последовательно от первой ступени ко второй. Каждая из ступеней двухступенчатой гомогенизирующей головки состоит из корпуса, клапана, седла клапана и нажимного устройства, включающего стакан, шток, пружину и нажимной винт с рукояткой.
Регулировка давления гомогенизации производится вращением винтов. При установлении режима гомогенизации продукта на первой ступени устанавливают 3/4 необходимого давления гомогенизации, а затем на второй ступени вращением нажимного винта повышают давление до рабочего.
На верхней плоскости плунжерного блока крепится манометрическая головка, которая предназначена для осуществления контроля давления гомогенизации, т.е. давления на нагнетательном коллекторе плунжерного блока. Манометрическая головка имеет дросселирующее устройство, дающее возможность эффективно уменьшить амплитуду колебания стрелки манометра. Манометрическая головка состоит из корпуса, иглы, уплотнения, гайки, поджимающей уплотнение, шайбы и манометра с мембранным разделителем. К торцовой плоскости плунжерного блока со стороны, противоположной креплению гомогенизирующей головки, крепится предохранительный клапан, который предотвращает повышение давления гомогенизации выше номинального.
Предохранительный клапан состоит из винта, контргайки, пяты, пружины, клапана и седла клапана. На максимальное давление гомогенизации предохранительный клапан настраивается вращением нажимного винта, который передает усилие нажатия на клапан посредством пружины.
Станина представляет собой сварную конструкцию из швеллеров, обшитых листовой сталью. На верхней плоскости станины устанавливается кривошипно-шатунный механизм. Внутри станины на двух кронштейнах шарнирно крепится плита, на которой устанавливается электродвигатель. С другой стороны плита поддерживается винтами, регулирующими натяжение клиновых ремней.
Станина гомогенизаторов марки А1-ОГМ-2,5 устанавливается на четырех регулируемых по высоте опорах. Боковые окна станины закрываются съемными крышками Верхняя часть станины закрыта кожухом, предназначенным для ограждения механизмов от повреждений и придания гомогенизатору необходимой эстетической формы.
Молоко или молочный продукт подается при помощи насоса во всасывающий канал плунжерного блока. Из рабочей полости блока продукт под давлением подается через нагнетательный канал в гомогенизирующую головку и с большой скоростью проходит через кольцевой зазор, образующийся между притертыми поверхностями гомогенизирующего клапана и его седла. При этом происходит диспергирование жировой фазы продукта.
В дальнейшем продукт из гомогенизирующей головки направляется по трубопроводу на дальнейшую обработку или хранение.
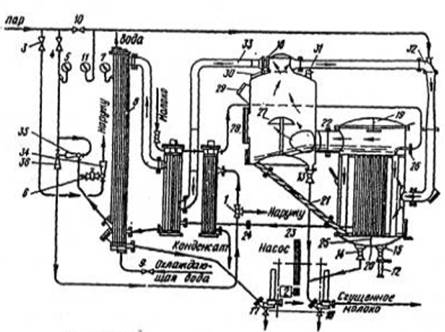
Характеристика вакуум-выпарной установки.
Основными элементами вакуумно-выпарной установки являются калоризатор, пароотделитель, два подогревателя, конденсатор, эжекторы.
Калоризатор представляет собой теплообменный аппарат цилиндрической формы с двумя трубными решетками, в которые вальцованы кипятильные трубки и две циркуляционные трубы. Межтрубное пространство калоризатора является паровой рубашкой. В которую через вентиль и термокомпрессор подается греющий пар.
Получаемый в процессе работы калоризатора конденсат по трубопроводу непрерывно отводится в подогреватель, затем в конденсатор.
Калоризатор состоит из корпуса, верхней и нижней крышки.
В процессе работы калоризатора молоко перемещается в кипятильных трубках снизу вверх, а в циркуляционных трубках сверху вниз. В калоризаторе также расположены патрубки подачи сырья на сгущение, краны для взятия пробы и выпуска сгущенного продукта.
Пароотделитель служит для отделения вторичного пара от частичек продукта. Представляет собой цилиндр с установленным на стойке зонтом-отражателем. Трубопровод соединяет верхнюю часть калоризатора с пароотделителем, он подсоединен к пароотделителю под углом, в результате чего поступающий сюда жидкость и пар приобретают вращательное движение.
Жидкость под действием центробежной силы отбрасывается к стенке пароотделителя и по ней стекает вниз в кольцевое пространство в периферии дна. Отсюда готовый продукт откачивается насосом через кран или по трубе вновь подается в калоризатор на сгущение.
Подогреватель по конструкции аналогичны трубчатым пастеризаторам. Сгущаемый продукт движется по трубам, в межтрубное пространство подается вторичный пар или смесь его с острым паром. Если один подогреватель не обеспечивает нагрева продукта до необходимой температуры. То устанавливает несколько последовательно соединенных аппаратов.
Конденсатор поверхностного типа выполнен в виде цилиндрического корпуса с верхней и нижней съемными крышками. В корпусе находятся трубки, концы которых развальцованы в верхней и нижней трубных решетках, м также патрубки для подачи вторичного пара из подогревателя или пароотделителя, отвода конденсата, подвода конденсата из калоризатора и нагревателей, отвода воздуха к вакуум-насосу, для подвода и отвода охлажденной воды.
 |
Для создания вакуума в системе из котельной через вентиль в пусковой эжектор подается пар, который работает только в начале для ускорения создания вакуума.
Рисунок 4 – Однокопусная вакуум-выпарная установка: 1 трехходовой вентиль; 2 – приводной механизм насосов; 3, 4, 10 – вентили на паропроводах; 5, 11 – манометры; 6 – вентиль; 7 – вакуумметр; 8 – поверхностный конденсатор; 9 – вентиль на водяной трубе; 12 – пробоотборник; 13, 14, 15 краны; 16 – термометр; 17 – насос для откачивания конденсата; 18 – насос для откачивания сгущенного продукта; 19 – верхняя перегородка с окном; 20 сферическое днище калоризатора; 21 – цирколяционная труба; 22 – соединительный трубопровод; 23 – трубопровод для конденсата; 24 – подпорная шайба; 25 – нижняя перегоролка; 26 – патрубок подачи сырья; 27 – зонт-отражатель; 28 – люк; 29 – смотровое окно; 30 – осветитель; 31 – воздушный краник; 32 – термокопрессор; 33 трубопровод; 34 – пусковой эжектор; 35, 36 – двухступенчатый эжектор.
Выпарная установка работает следующим образом. До начала сгущения сырья в установку засасывается вода. Циркулируя в системе, она ополаскивает установку и позволяет проверить её герметичность.
Подачей пара на эжекторы в системе создают вакуум. При разряжении около 80 кПа начинает засасываться сырье. На конденсатор подают холодную воду, и по мере заполнения трубок калоризатора на 2/3их высоты в паровую рубашку подается пар.
В установившемся режиме молоко последовательно поступает в первый и торой подогреватель. В первом продукт нагревается вторичным паром до 60-66ºС, во втором – острым паром до 70-75ºС. По мере образования конденсата, его непрерывно откачивают насосом. Если установка работает по принципу непрерывного сгущения, то готовый продукт откачивается по мере достижения заданной концентрации.
Оборудование для сушки.
Это оборудование предназначено для получения сухих молочных продуктов. В зависимости от агрегатного состояния исходного продукта сушильные установки можно разделить на две основные группы: для сушки молока и жидких молочных продуктов и для сушки твердых молочных продуктов.
Установки для сушки жидких молочных продуктов. Поверхностная сушильная установка
Сушильно-дробильный агрегат СДА—250 (рис.5) является сушилкой поверхностного типа и служит преимущественно для сушки обезжиренного молока. Агрегат имеет сушилку, транспортное устройство, дробильное устройство.
Сушилка представляет собой два полых вальца 9, закрытых из торцов крышками. Подшипники одного из вальцов подвижные, и это обеспечивает регуляцию расстояния между вальцами в пределах 0,7…0,8 мм В верхней части установки размещен желоб с отверстиями, через которые продукт равномерно распределяется по поверхности барабана.
Из внешних сторон валов находятся ножи для срезания продукта с валиков в дробильный агрегат. Позиция ножей регулируется винтами так, чтобы ребро каждого ножа было параллельное вальцам. Сверху установки находится вытяжной зонд.
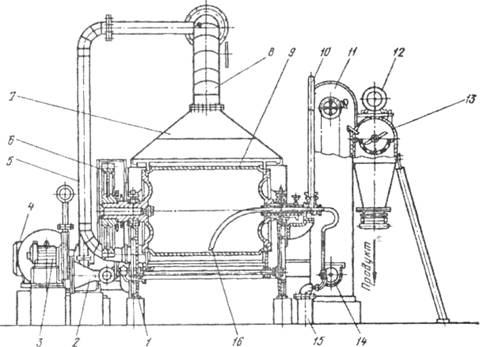
Рис.5 Сушильный агрегат СДА- 250: 1 — станина; 2,5 воздухопроводы; 3 — электродвигатель вентилятора; 4 — электродвигатель вальцов; 6 — приводной механизм; 7 — вытяжной зонд; 8 — механизм отвода пара; 9 вальцы; 10 — патрубок для впускания пара; 11 — элеватор; 12 — электродвигатель дробилки; 13 — дробилка;14—шнек;15 – отделитель конденсата; 16 – патрубок для отвода конденсата.
При работе установки сгущенное молоко с помощью коллекторов распределяется тонкой пленкой на поверхность вальцов. Пар давлением 0,3 + 0,5 МПа поступает в вальцы и нагревает их к температуре 110 + 120 °С.
Между вальцами, что вращаются навстречу друг другу, образуется ванна кипящей жидкости. При выходе из межвальцового зазора продукт, нанесенный на вальцы тонкой пленкой, высушивается. Высушенная пленка молока срезается поясами и транспортируется шнеками в дробильный агрегат.
Дробильная установка дробилки состоит из била, что вращается, и просеивателя. Розмолотый продукт высыпается в виде порошка в мешки. Водяные пары, образованные при сушке продукта, отводится посредством системы вытяжки (2, 3, 5, 7, 8).
Производительность установки по выпаренной влаге 230…250 кг/год, по сухому продукту 90 кг/год. Расходы пара на 1 кг высушенного продукта 1,2…1,4 кг. Растворимость продукта, что получают на таких установках, низкая 80…85 %, что ограничивает их использование, хотя с точки зрения энергозатрат они есть более экономические, чем распылительные.
Распылительные сушильные установки
Сухие молочные продукты, полученные на распылительных сушильных установках, имеют высокую растворимость, что обусловливает их широкое использование. Теперь им альтернативы нет с точки зрения качества продукта.
Сушку капель в сушильной башне можно разделить на два периода:
- период с постоянной скоростью сушки;
- период с уменьшением скорости сушки.
Первый период наблюдается в начале процесса сушки, когда количество теплоты, что поступает к частице, расходуется на испарение влаги, температура частицы остается постоянной и равняется приблизительно 100 °С.
Второй период начинается после некоторого промежутка времени, когда количество теплоты, что поступает к частице, больше чем необходимо для выпаривания влаги. В этот период температура частицы начинает расти, что может привести к нежелательным физическим и химическим изменениям.
Одним из способов повышения качества продукта и экономии энергоресурсов в процессе сушки является двухстадийная и трехстадийная сушка: первая стадия в распылительной сушилке, вторая и третья стадии — сушка в псевдокипящем слое на поверхности, которая непосредственно размещена в сушильной камере или вынесенная за ее пределы.
Свойственным дополнительным процессом при высушивании распылением является агломерация (повторное смачивание и объединение мелких частиц в агрегате) молочных продуктов, что позволяет улучшить такие показатели, как растворимость, текучесть.
По способу распыления продукта сушилки разделяют на дисковые и форсунковые. В дисковых распыление продукта происходит под действием центробежной силы, в форсунковых — в результате резкого перепада давления при выходе продукта из сопла или под действием воздуха. Очевидно, что более тонкое распыление означает более быстрое высушивание. Распределение капель по размеру должно быть максимально узким для обеспечения одинакового процесса высушивания, а следовательно одинаковой тепловой обработки.
Распылительные сушилки также классифицируют по способу подачи воздуха: прямоточные, противоточные, комбинируемые.
До реализации процесса сушки в сушильной установке ставят
- достаточное использование о3бъема сушильной камеры;
- минимальный уровень налипания порошка на стенках;
- высушенный продукт повторно не вступает в контакт с горячим воздухом;
- высушенный продукт должен быть выгружен из сушильной камеры за минимальный промежуток времени.
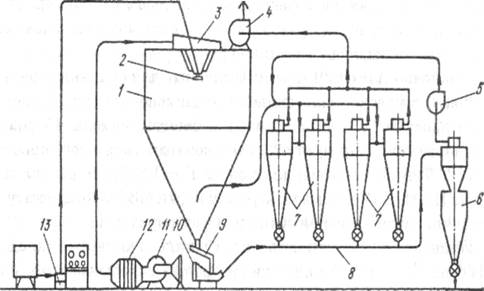
Рисунок 6 Сушильное устройство RSM — 500(Чехия):
1 — сушильная камера; 2 — дисковый распылитель; 3 — воздухораспределитель; 4 — вентилятор; 5 — дополнительный вентилятор; 6 — бункер-накопитель; 7 — циклоны; 8 — пневмотранспортная линия; 9 — вибролоток; 10 — вентилятор; 11 — вентилятор высокого давления; 12 — калорифер; 13 — шестеренчатый насос.
Башня имеет внутренний диаметр 5,5 м, высоту 3 м при общей высоте 7,55 м. Внутренняя поверхность башни изготовлена из нержавеющей стали. Из внешней поверхности башня покрыта изоляцией и облицовывает листовым алюминием. На внешней поверхности башни находятся молотки.
При периодическом ударе молотка по поверхности корпуса проходит стряхивание молока из поверхности. Это предотвращает налипание, а со временем образованию пригара, а также возможному самозагоранию.
Воздух в сушилку подается нагнетательным вентилятором 11 через паровой калорифер 12. На выходе из калорифера температура воздуха составляет 180-200 °С и воздух подается в зону распределения, с направлением закрутки противоположным напрямую вращение диску, а соответственно движению частиц. Частицы теряют свою скорость и двигаются по спирали вниз башни. Вытяжной вентилятор отсасывает воздух из сушилки. Производительность вытяжного вентилятора несколько больше чем нагнетательного, вследствие этого в башне создается небольшое разжижение (возле 5 мм рт. ст.), это вызывает замедление движения частиц и увеличивает их время пребывания в башне. Молочный порошок поступает в систему пневмотранспорту. В этот же пневмопровод поступает сухое молоко из батареи циклонов, и транспортируется воздухом, что подается вентилятором 10 непосредственно из цеха. В процессе транспортировки молоко охлаждается, а воздух с пневмосистемы поступает на циклоны.
Установка А1—ОР2Ч (рис.7) служит для сушки перегонки и цельного молока и состоит из сушильной камеры 14, системы подачи продукта, нагретого воздуха 6, батареи циклонов 15, пневмотранспорту сухого продукта 23, насосного одновинтового устройства П8-ОНТ 7, гомогенизатора для молока К5-ОГА-1,2 9, распылителя молока Н7-ОРБ 13, теплового агрегата марки МИД-320, агрегата для фасования и упаковки сухих молочных продуктов.
Установка прямоточного типа. Сушильная камера 14 состоит из сушильной башни цилиндровой формы, скребкового механизма, распылителя воздуха 12, шнека 2.
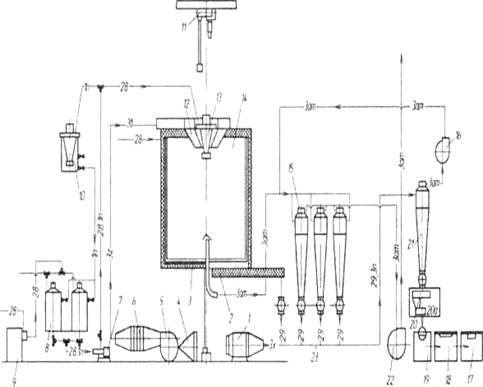 |
Рис. 7 Установка А1-ОР2Ч: 1 — калорифер; 2 — шнек; 3 — дно камеры; 4 — воздушный фильтр; 5,16 — вентиляторы; 6 — нагреватель воздух; 7 — насосная одновинтовая установка; 8 — тепловой аппарат; 9 — гомогенизатор; 10 — бачок; 11 — талька электрическая; 12 — распределитель воздуха; 13 — распылитель молока; 14 сушильная камера; 15 — батарея циклонов; 17 — швейная машина для зашивки бумажных мешков; 18 — ультразвуковое устройство для сварки полиэтиленовых вкладок; 19 — весовой автоматический дозатор; 20 — бункер; 20а — просеиватель; 21 — циклон-разгружатель; 22 — главный вентилятор; 23 — пневмотранспортна линия; 28 — молоко сгущенное; 29 — молоко сухое; 1п — вода; Зг — воздух горячий; Зх — воздух холодный; Зп — воздух пневмотранспортный; Зот — воздух отработанное; 26 — противопожарный трубопровод.
|
|
Сгущенка проходит через гомогенизатор, поступает в промежуточный резервуар, откуда винтовым насосом 7 подается на распылительный диск. Частота вращения распылительного диска 200 с-1. Воздух поступает в сушильную башню нагретым до 160 °С, прямоточно с продуктом. Высушенное молоко скребковым механизмом подается в шнек 2 и транспортируется им в пневмотранспортную систему. Использование скребкового механизма позволяет уменьшить высоту камеры за счет конического дна. Транспортируя молоко, воздух его одновременно охлаждает. После циклона разгружателя 21 воздух поступает на вторую очистку в батарею циклонов 15. Молоко отводится периодически в пневмотранспортную магистраль. Производительность установки 500 кг выпаренной влаги в час. Напряжение объема сушильной башни по выпаренной влаге 5 кг/м3 час. Расходы пара на 1 кг выпаренной влаги составляют 0,3кг. Высота установки 12.5
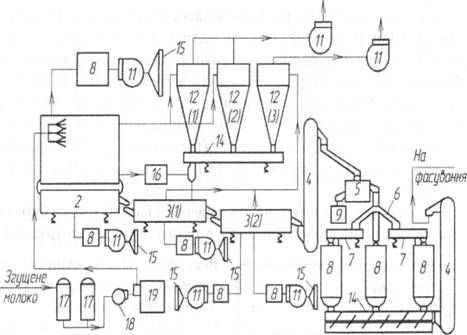
Рис. 8. Установка ОСВ-1: 1 — камера с форсунками; 2 — гранулятор вибрационный ГВ-1/8,5; 3(1,2) — сушилка вибрационная конвективная СВ-1/8,2; 4, 11-элеватор ленточный ковшовый; 5 — сито вибрационное СВИ-0,9; 6-распределитель; 7, 10 — конвеер вибрационный; 8(1-3) — бункера с активатором; 9 — бункер; 10 — вибрационный конвеер; 14 — питатель — затвор вибрационный ПЭВ-0,3; 17 — резервуары Я1-ОСВ-6,3, Я1-ОСВ — 2,5; 18 — насос молочный центробежный; 19 — электронасосный агрегат (гомогенизатор); 8, 11, 15 калориферы — вентиляторы — фильтры воздуха.
Служит для сушки цельного молока и перегонки. Сушка происходит в течение двух стадий. Первая стадия сушки, что характеризуется большой скоростью процесса, происходит в сушильной башне, друга, во время которой скорость процесса значительно снижается, — в вибрационной конвективной сушилке. Такая организация процесса сушки предотвращает грудкуванию молока при повышенной влажности с одновременным ее досушиванием. Сгущенку подают на форсунки, диспергируют и высушивают в камере 1 в потоке горячего воздуха. Полученный молочный порошок выгружается гранулятором 2 и поступает для конечной досушки и охлаждения в вибрационные конвективные сушилки 3, поэтому элеватором подается для классификации на вибрационное сито 5. Кондиционный порошок посредством конвееров через распределитель 6 попадает в бункера для временного сохранения, а дальше направляется на фасовку.
В комплект сушильного устройства входит оборудование для мойки внутренних поверхностей камеры, циклонов и бункеров посредством гидромониторов, смонтированных на этих аппаратах. Предусмотренная подача к установке насыщенного пара в случае самозагорания молока.
Производительность установки 900…1000 кг/год. Температура воздуха, что поступает в камеру, — 160…180 °С, на выходе из камеры — 95 °С. Разрежение в камере — 20…25 Па.
4. Инженерные расчеты
Производительность гомогенизатора равна подаче его насоса. Для плунжерных насосов подача зависит от диаметра плунжеров и величины хода, количества плунжеров и числа оборотов коленчатого вала. При заданных параметрах машины производительность V сек ее можно рассчитать по формуле
Vсек = ![]() м3/ сек, (4.1)
м3/ сек, (4.1)
где d ‑диаметр плунжера, м;
S – ход плунжера, м;
п – угловая скорость вращения коленчатого вала, об/сек;
φ – объемный к. п. д. насоса (для молока = 0,85; для вязкого продукта значительно меньше);
- z – количество плунжеров.
Мощность N, необходимую для работы гомогенизатора, определяют по формуле для расчета мощности насосов
N =![]()
где р0 – давление, развиваемое плунжерами гомогенизатора (давление перед клапаном), Н/м2;
η – механический к. п. д. гомогенизатора (= 0,75).
В результате затрат большого количества механической энергии, которая превращается в теплоту, при клапанной гомогенизации заметно нагревается продукт. Повышение температуры продукта в гомогенизаторе можно рассчитать по формуле
∆ t = ![]() град, (4.3)
град, (4.3)
где N ‑ потребная мощность, Вт;
Vсек – объемная производительность гомогенизатора, м3/ceк;
ρ – плотность продукта, кг/м3;
С– массовая теплоемкость продукта, Дж/(кг∙ град).
Высокое давление гомогенизации является причиной того, что клапанные гомогенизаторы поглощают много электроэнергии и отличаются большой металлоемкостью. Чтобы уменьшить расход энергии и облегчить конструкцию, за рубежом созданы гомогенизаторы «низкого» давления. Режим их работы позволяет получить эффект гомогенизации, достаточный при выработке цельного гомогенизированного молока.
Пружина гомогенизирующей головки должна быть достаточно жесткой, чтобы обеспечить необходимое давление гомогенизации, зависящее от усилия Р , с которым пружина действует на клапан. Связь между этим усилием, параметрами пружины и возникающим в пружине наибольшим касательным напряжением τмакс выражается формулой
τмакс = ![]() Н/м2, (4.4)
Н/м2, (4.4)
где Р – усилие, действующее на пружину, Н;
D – средний диаметр витков пружины, м;
d – диаметр проволоки, м;
k – поправочный коэффициент.
Поправочный коэффициент зависит от индекса пружины
С = ![]() . (4.5)
. (4.5)
Приближенно
k = ![]() . (4.6)
. (4.6)
Пружина должна удовлетворять условию τмакс ≤ [τ]. Допускаемое напряжение на кручение [τ], которое зависит от механических свойств материала, колеблется в широких пределах (300 600 МН/м2 ).
При расчете задаются индекм пружины Сп = 4–5. Это дает возможность на основании формулы определить диаметр проволоки d :
d = ![]()
Количество витков пружины гомогенизатора п = 4 – 6. Усилие затяжки Р определяют по формуле
Р = f ∙∆p , (4.8)
где f – площадь сечения канала перед клапаном, м2;
∆ р – рабочее давление гомогенизации, Н/м2.
5. Правила эксплуатации
Эксплуатация насосов и техника безопасности.
Полученные с завода-изготовителя насосы необходимо разобрать и осмотреть, убедиться в исправности деталей и отсутствии посторонних предметов. Детали насоса очищают от смазки, консервации и моют горячей водой и щелочным раствором в соответствии с инструкцией по мойке молочного оборудования. Затем насосы собирают и присоединяют к трубопроводу.
При монтаже тщательно проверяют сносность валов электродвигателя и рабочего колеса или ротора. Это особенно важно для насосов неконсольномоноблочного типа, имеющих общую плиту с приводом. Необходимо правильно установить резиновое уплотнительное кольцо в паз корпуса.
Крышки к корпусу следует прижимать равномерно по окружности, не допуская перекоса. В противном случае нарушается работа насоса.
Электродвигатель присоединяют к электросети за выведенные концы обмотки статора в зависимости от напряжения по схеме, указанной на табличке (треугольник или звезда).
При неправильном направлении вращения следует поменять местами две присоединительные фазы сети.
Вращать насос вхолостую свыше 3-4 мин не рекомендуется, так как его трущиеся части смазываются только перекачиваемым продуктом. Нарушение этого правила может привести к перегреву уплотнительного устройства и даже выходу его из строя.
Всасывающая труба должна быть короткой, прямой и герметичной. Нагнетательный и всасывающий трубопроводы должны свободно без перекосов присоединяться к патрубкам насосов.
Для пуска центробежного насоса необходимо открыть кран на всасывающей линии, включить электродвигатель и открыть кран на нагнетательной, для пуска объемных – открыть запорные краны на нагнетательной линии, включить электродвигатель и открыть кран на всасывающей.
Во время работы насоса надо систематически следить за сальником вала – при неудовлетворительном состоянии сальникового устройства появляется течь перекачиваемой жидкости. Это обнаруживается визуально с помощью специального отверстия во фланце насоса, через которое вытекает просачиваемая жидкость.
Перед остановкой насоса необходимо постепенно отключить подачу продукта и на ходу машины промыть блок цилиндра горячей водой.
Эффективность работы ротационных насосов (производительность, напор, к.п.д. и другие параметры) зависит от точности их изготовления и сборки.
После установки насоса необходимо убедится в правильном подсоединении электродвигателя. Для этого включают кратковременно (толчком) электродвигатель и проверяют, совпадает ли вращение его с направлением, указанным стрелкой на корпусе насоса. При неправильном вращении следует переменить местами две из подсоединенных фаз на коробке электродвигателя, приняв при этом необходимые меры предосторожности.
Подшипники электродвигателя смазываются один раз в 4-6 месяцев.
Во время работы наблюдают за температурой электродвигателя, она не должна превышать 60-70 С. нагрев электродвигателя выше этой температуры свидетельствует о неисправности насоса или электродвигателя.
Разбирать, промывать и собирать насос рекомендуется раз в смену или после длительной остановки (более 4 часов).
Перед пуском в эксплуатацию необходимо проверить надежность заземления насоса.
При работе насоса следят, чтобы не было подсоса воздуха.
В ротационных насосах быстроизнашивающимися деталями являются бронзовые втулки, прокладки, набивка сальника, корпус и крышка насоса, шейка вала. Кроме того, происходит износ полуды и резьбы шпилек.
Для проведения ремонта производят полную (ремонтную) разборку насоса. После разборки все детали моют, осматривают и замерами определяют величину износа. Детали с износом больше предельного восстанавливают или заменяют новыми. Бронзовые поверхности, соприкасающиеся с продуктом, повторно лудят пищевым оловом. Набивку сальника пропитывают пищевым жиром или топленым маслом.
Насос собирают в порядке, обратном разборке. При этом учитываются посадки деталей. Перед сборкой контрольный штифт и шпильки смазывают машинным маслом.
Эксплуатация сепараторов и техника безопасности.
Сепараторы – центробежные машины с высокой скоростью вращения. По этому во время их эксплуатации необходимо очень строго выполнять правила техники безопасности и рекомендации инструкции, прилагаемой к каждой машине.
Сепараторы, электродвигатели и пусковая аппаратура должны быть тщательно заземлены. Систематически следует проверять исправность заземляющих устройств.
Работа на сепараторе с неудовлетворительно сбалансированным барабаном или с нарушенной балансировкой его категорически запрещается.
При замене тарелок и посуды барабана необходимо произвести балансировку заново.
Разбирать сепаратор можно только после остановки барана. Работать на сепараторе при снятых ограждениях и защитных кожухах воспрещается. Барабан после отключения электродвигателя не рекомендуется тормозить.
Категорически запрещается пользоваться во время сборки и разборки сепаратора случайными инструментами.
Работать на сепараторе со скоростью вращения барабана выше указанной в паспорте запрещается.
Обслуживать сепаратор может только специалист, изучивший машину, принцип ее работы и инструкцию по эксплуатации, а также сдавший техминимум.
Перед пуском машины необходимо вывести стопорные винты из пазов барабана и поставить тормоза в нерабочее положение. Обязательно надо проверить уровень масла в ванне. Барабан сепаратора должен вращаться по часовой стрелке, если смотреть сверху.
После работы барабана, не останавливая, надо промыть, пропустив вначале небольшое количество обезжиренного молока или воды, затем холодную воду для охлаждения барабана. Далее, остановив барабан, разбирают машину, тщательно чистят и моют все детали, а затем просушивают.
Список использованной литературы
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/tehnologicheskoe-oborudovanie-proizvodstva/
1. Антипов С.Т. Ученик ХХІ век «Машини и аппараты пищевых производств» — М. «Высшая школа», 2001 г.
2. Барабанщиков Н.В. «Молочное дело», — М. «Колос» 1983 г.
3. Бредихин С.А., Космодемгенский Ю. В., Юрин В.Н. «Технология и техника переработки молока» — М. «Колос» 2003 г.
4. Гальперин Д. М. «Оборудование молочних предприятий, монтаж, накладка, ремонт» — М. «Агропромиздат» 1990 г.
5. Власенко В.В. «Технологія виробництва і переробки молока молочних продуктів» — В. 2000г.
6. Гончаров Н.Н. Справочник механика молочной промышленности М. 1959 г.
7. Золотин Ю.П., Френклах М.Б., Ламутина М.Г. «Оборудование предприятий молочной промышленности» -М. Агропромиздат 1985 г., 270с.
8. Иванов В.И. «Технологическое оборудование предприятий молочной промышленности».
9. овалевская Л.П. «Технология пищевых производств» -М. «Колос» 1997г.
10.Кравців Р.І., Хоменко В.І., Островський Я.Р. «Молочна справа».
11.Крусь Т.Н. «Технология молочных продуктов».
12.Кугенев П.В., Барабанщиков Н.В. Практикум по молочному делу –М. «Колос» 1978г.
13. Сурков В.Д., Липатов Н.Н., Золотин Ю.П. «Технологическое оборудование молочных предприятий» -М. «Легкая пищевая промышленность» 1983г.
14.Томбаев Н.И. Справочник по оборудованию предприятий молочной промышленности –М. 1967г.
15.Золотин Ю.П., Френклах М.В., Ламутина М.Г. «Оборудование предприятий молочной промышленности» — М. «Агропромиздат» 1985г.
16.Шалыгина Г.А. «Технология молока и молочних продуктов» -М. 1973г.
17.Барановский Н. В. «Пластинчатые теплообменники в пищевой промышленности». «Машгиз», 1962.
18.Вайнберг А. Я., Брусиловский Л. П. «Автоматизация технологических процессов в молочной промышленности». Изд-во «Пищевая промышленность », 1964.
19.Дезент Г. М., Боушев Т. А. «Оборудование и поточные линии для производства мороженого». «Госиздат», 1961.
20.3олотнии Ю. П. «Циркуляционная мойка молочного оборудования». «Пищепромиздат», 1963.
21.Крупин Г. В., Лукьянов К. Я., Тарасов Ф.М., Боушев Т. А, Шувалов В. Н. Васильев П. В. «Технологическое оборудование предприятий молочной промышленности». М., изд-во «Машиностроение», 1964.
Дополнение 1
ГОМОГЕНИЗАТОРЫ СЕРИИ MILLENIUM , ПРОИЗВОДИТЕЛЬНОСТЬ ОТ 100 ДО 50 000 Л/Ч , РАБОЧЕЕ ДАВЛЕНИЕ ОТ 130 ДО 2000 БАР
Применение гомогенизаторов позволяет измельчать и равномерно распределять нерастворимые частицы в жидкости, в результате продукт становится более стабильным независимо от условий его хранения и обработки, которой он может подвергаться в дальнейшем.
Гомогенизированные продукты обладают следующими свойствами: стабильность, однородность, хороший внешний вид, улучшенный вкус. Это только некоторые преимущества, которых можно достичь при использовании данного вида оборудования.
Компания «ТЕКНОПАК» предлагает гомогенизаторы различных вариантов исполнения, а именно:
— санитарный;
— асептический;
— двухступенчатый;
— стандартный, для переработки «неабразивных» продуктов: молока, йогурта, сливок и пр.;
— абразивный, для переработки «абразивных» продуктов: восстановленного молока, молока с добавками, фруктовых соков, мороженого, кетчупа и пр.
Кроме того, стандартные модели гомогенизаторов могут комплектоваться различными опциями, позволяющими наиболее эффективно реализовать задачи, возложенные на данный вид оборудования:
— система управления для фиксированной производительности;
— система управления для плавного регулирования производительности; система управления для двух фиксированных производительностей;
— частичная автоматизация, обеспечивающая возможность управлять гомогенизатором вручную или через программно-логический контроллер технологической линии;
— демпферы пульсаций на входе/выходе продукта для снижения отрицательного влияния перепадов давления в продуктопроводах;
— датчики давления гомогенизации с цифровыми индикаторами, расположенные на контрольной панели управления;
— автомат аварийного отключения давления гомогенизации, срабатывающий в случае его снижения или повышения в продуктопроводе, что существенно снижает риск выхода из строя гомогенизатора при нестабильных режимах работы.
Гомогенизаторы, поставляемые компанией «Текнопак» — это надежность и длительный срок службы, высокий уровень производства, тщательный контроль качества комплектующих, простота в эксплуатации, бесшумная работа. Корпус гомогенизаторов разработан таким образом, чтобы гарантировать максимальную внутреннюю гигиену машины. Все узлы монтируются на раме из профиля с квадратным сечением и закрываются съемными полированными панелями из нержавеющей стали. Передача вращения от электродвигателя к коленвалу производится в две ступени. Первая — посредством ременного привода, вторая – при помощи редуктора. В совокупности они приводят к бесшумной работе машины, удобству и простоте в эксплуатации. Компрессионная головка изготовлена из стальных блоков с использованием ультразвукового контроля. Движение плунжеров (с хромированным, карбидо-вольфрамовым или цельнокерамическим покрытием) регулируется специальными направляющими кольцами. Таким образом, сальники плунжеров работают в щадящем режиме, что позволяет увеличить срок службы машины. Гомогенизирующие клапаны обеспечивают высокую степень гомогенизации продукта. Все гомогенизирующие клапаны оснащены масляно-пневматическим устройством для регулирования давления гомогенизации и амортизации любых возможных гидроударов.