В нашей стране швейная промышленность стремится к подъему, она испытывает проблемы производства из-за неподготовленности к рыночным условиям. Сократились и объемы производства, из-за дорогостоящего оборудования, роста цен на материалы и услуги.
Говоря о дальнейших перспективах развития легкой промышленности, речь ведется о реализации небольших инвестпроектов, которые поспособствуют развитию и дальнейшим перспективам роста предприятий.
Швейные предприятия, выпускающие одежду массового производства, характеризуется высоким уровнем техники, технологии, организации труда и производства. Технология швейного производства становится механизированной, ее эффективность обусловливается применением специальных машин и оборудования. Изменяются организационные формы производства, повышается уровень автоматизации предприятий, особенно при разработке моделей, подготовка производства, раскроя, пошива и на отделочных операциях.
Использование новейших достижений науки и техники на каждой стадии производственного цикла позволяет создать продукцию наилучшего качества. Решение вопросов повышения конкурентоспособности и снижение себестоимости выпускаемой продукции в значительной степени связано с автоматизацией проектных работ.
Высокие требования, предъявляемые к качеству изготовляемых изделий, возможно, удовлетворить только при постоянном совершенствовании технологии. При этом повышение эффективности процессов изготовления может быть достигнуто за счет использования программных способов обработки.
1. Характеристика модели, .1 Направление современной моды
«Классика — в будущем»: выразительные силуэты и скульптурные формы в центре внимания. Линия плеч акцентируется, линия талии — на естественном месте или слегка завышена, подчеркивание бедер, длинна юбки варьируется от мини до макси. Укороченные брюки заужены к низу. В общем, решение минималистичное. В моде взрослая, сдержанная элегантность. На первом плане простые, выразительные, как бы надутые воздухом, силуэты. Пропорции и объемы должны быть правильно сбалансированы. Благодаря искусству кроя одежда приобретает скульптурный объем. Главные герои гардероба заметно меняются. Актуальными становятся шесть базовых силуэтов нового сезона это: трапеция; амфора; колонна; песочные часы; четкий кокон; нижний эллипс.


Анализ производства продукции на предприятии
... курсовой работе проведен анализ производства продукции на предприятии ООО «Дизайн Бетон». В первой главе работы рассмотрена теоретическая сторона вопроса, вторая глава посвящена анализу производства продукции этого предприятия, характеристика предприятия, приведены расчеты основных показателей работы предприятия, ... по выпуску основной продукции предприятия Организация производства охватывает ...
В данном курсовом проекте будет разработан жакет трапециевидного силуэта из костюмной ткани. Поэтому направление современной моды рассмотрим по данному ассортименту.
Жакет — это базовая вещь в гардеробе, в первую очередь по причине его универсальности.
Жакет прекрасно смотрится в любых сочетаниях, как с юбками различной длины, так и с брюками, и, в отличие от обычного пиджака, придает облику романтичность, свежесть, «неформальность». Строгий жакет будет уместен в офисе, из джинсовой или слегка мятой ткани подойдет для прогулки на свежем воздухе, а бархатный или расшитый пайетками привлечет взгляды на вечеринке. Теплыми весенними днями или прохладными летними вечерами модный жакет с укороченными рукавами послужит идеальным дополнением к платью.
Если вы хотите подчеркнуть свою тонкую талию, жакет, сидящий по фигуре или с поясом беспроигрышный вариант. Стоит также обратить внимание на модные дополнения, которые превращают жакет из повседневной вещи в оригинальную и нарядную. Броши из ткани в виде цветов, разнообразные ремни, длинные шарфы.
Новаторство, борьба со стереотипами, стремление экспериментировать — всегда были излюбленными приемами многих модельеров. Изменения претерпевают самые разнообразные элементы одежды. В новом сезоне дизайнеры решили поработать над пропорциями и предлагают нам ультра-короткие жакеты. Причем минимизация размера характерна для всех типов жакета, включая повседневные модели, жакет-накидку и более экстремальные виды курток, вроде байкерских. Сочетание коротких жакетов с модными летними платьями в романтическом стиле — эффектно-гламурная находка.
Актуальны жакеты малого объема, укороченной длинны, с завышенной линией талии. Возможен силуэт трапеция. Стало важным подчеркивать линию плеч. Узкий пояс. Модные детали узкий ремень, карманы, капюшон, в том числе с меховой отделкой.
2 Обоснование выбора модели
модель деталь крой
При выборе модели основное значение имеет форма. Силуэтную форму изделия образуют взаиморасположение и конфигурация конструктивных линий. В зависимости от направления в решении конструктивных форм выбираем продольные или поперечные линии членения (рельефы и кокетка).
Можно сказать, что основным критерием является удобство во время носки, а также защита человека от вредных воздействий окружающей среды, в сочетании с эстетической стороной модели. Конструкция жакета должна быть технологичной и экономичной в отношении материальных затрат. Обосновать качество предлагаемой одежды с точки зрения материалов, например: обеспечение пространственной формы для свободы движения, размерной стабильностью, эргономичностью. Пространственная форма изделия задается конструкцией и обеспечивается за счет свойств материала верха и прокладки. Жакет должен отвечать всем показателям, обеспечивающим уровень качества продукции.
3 Требования, предъявляемые к изделию
Женский жакет должен соответствовать не только направлению моды, но так же и требованиям к данному ассортименту:
Потребительские требования включают в себя: эксплуатационные, эстетические, функциональные и гигиенические.
- Эксплуатационные включают в себя: соответствие назначению и условиям эксплуатации, удобство пользования, срок службы, надежность в эксплуатации, формоустойчивость.
— Эстетические требования. В данном случае жакет соответствует требованиям моды с точки зрения выразительности формы, связи ее с материалом и цветовым решением с учетом того что на современном этапе развития промышленности ведущим критерием качества является ее высокий художественный уровень. При оценке качества одежды потребитель особое внимание уделяет ее удобству и комфорту.
Проектирование школьной формы для девочек
... же специальные требования к изделию. 1.1 Наименование и назначение проектируемой школьной формы Целью данного подраздела является установление исходных данных к проектируемой школьной форме для девочек. Школьная форма предназначена для повседневной носки. ...
- Функциональные требования предполагают соответствие одежды своему назначению (по конструкции и применяемым материалам).
- Гигиенические требования, прежде всего, определяют основное назначение одежды.
Одежда должна обеспечивать нормальную жизнедеятельность организма человека и предохранять тело от внешних воздействий, данное изделие за счет своей формы и силуэта, создаст максимальную свободу и удобство при эксплуатации; регулирует тепловой баланс, степень винтелируемости, защиту от внутренней (пододежной) или внешней атмосферной влаги, легкость одежды (малая масса), удобство конструкции, обеспечивает нормальные физиологические функции человека.
- Эргономические требования имеют две составляющие: антропометрическую, психофизиологическую:
- антропометрические требования касаются соответствия одежды размеру, формы тела, пропорциям, особенностям строения женской фигуры разных возрастных групп, характеру выполняемых движений;
- психофизиологические требования реализуются в свойствах одежды, воспринимаемых человеком в ощущениях. Одежда не должна вызывать отрицательную реакцию и неприятные симптомы.
Производственные требования:
— Экономические. Изделие должно быть недорогим и доступным. Это зависит от экономических показателей производственных требований. Экономические отражают затраты на проектирование, конструкторскую, технологическую и техническую подготовку производства, а так же потребительские расходы на ее эксплуатацию.
- Технологичная конструкция достигается не сложной формой и не трудоемкой обработкой, позволяющей использовать современные технологические процессы и быть рациональной при раскрое.
- Технология изготовления прогрессивная, т.е.
соответствует уровню определенной обработки, изделие избежит потери формы при длительной носке.
В соответствии со всеми перечисленными требованиями, данная модель может быть запущена в производство, она доступна и лаконична.
4 Выбор модели изделия


Рисунок 1. — Технический эскиз жакета женского.
Описания внешнего вида.
Жакет женский на подкладке, всесезонный для младшей возрастной группы из костюмной буклированной ткани, трапециевидного силуэта, длинна укороченная, со смещенной застежкой доверху на две обметанные петли, две функциональных и две отделочных пуговиц;
- полочка — с рельефами, выходящими из плечевых швов, кокетка отрезная ниже линии груди;
- спинка — с отрезной кокеткой, рельефами, выходящими из плечевых швов заканчивающимися двумя шлицами и двумя отделочными пуговицами в верхних частях шлиц;
- воротник втачной отложной;
- рукава — втачные двухшовные слегка расширенные к низу, длина до запястья;
- отделочная строчка проложена по: отлету воротника, рельефам и кокеткам;
- подкладка частично отлетная.
2. Выбор и характеристика пакета материалов
Выбор материала должен быть подчинен моде, современным структурам, цветовому решению.
Основной материал:
Не случайно выбрана костюмная ткань, так как она наиболее подходит по эстетическим свойствам и модным тенденциям к данной модели.
Общими требованиями, предъявляемыми к костюмным материалам, являются: несминаемость, способность к формообразованию, представленная модель имеет достаточно четкие и строгие линии, поэтому материал должен быть подобран с достаточной жесткостью, но не должен стеснять движения человека. Таким образом, рекомендуемый материал должен иметь среднюю жесткость, износостойкость, устойчивость к растяжению, устойчивость к химчистке. Гигиенические требования. При выборе материала все эти требования были соблюдены так как, данная модель является одеждой для повседневной носки, в которой человеку должно быть удобно довольно длительное время.
Ткани используемые для изготовления костюмов, имеют различный волокнистый состав. Наиболее распространенными являются шерстяные ткани. Они бывают чистошерстяными и полушерстяными в сочетании с хлопчатобумажными, вискозными, ацетатными, лавсановыми, нитроновыми, капроновыми волокнами и нитями. Используют как камвольные, так и суконные ткани. Из камвольных наиболее известны классические ткани бостон, креп, трико. Данная модель может быть выполнена из нескольких тканей. Для данной модели был выбрана костюмная буклированная ткань. Букле — грубая ткань полотняного переплетения, преимущественно шерстяная, тканая из буклированной нити, имеющей крупные узелки, расположенные на некотором расстоянии друг от друга.
Буклированная нить с узелками и петлями разной величины придает ткани характерную рельефность. Ткань имеет шишковатую поверхность.
Подкладочные материалы:
Подкладочные материалы, используемые для оформления внутренней стороны изделия, предохраняющие его от изнашивания, должны, прежде всего, обеспечивать хорошую посадку жакета на фигуре человека.
Для данной модели предложен гладкокрашеный смесовый подкладочный материал, выполненный атласным переплетением который состоит из вискозных волокон по основе и лавсановых по утку, что позволяет оправдать следующие требования к подкладочным материалам.
Подкладочные материалы улучшают эксплуатационные свойства швейных изделий. Они оформляют одежду с изнаночной стороны и в процессе эксплуатации подвергаются интенсивному трению. Они должны иметь гладкую поверхность для обеспечения удобства пользования одеждой, быть несминаемыми, стойкими к истиранию, окраска их должна быть устойчива к сухому и мокрому трению, действию пота, влажно-тепловой обработке и другим воздействиям. Подкладочные материалы не должны электризоваться, не должны иметь раздвигания нитей в швах. Они должны иметь небольшую осыпаемость и не вызывать затруднений при уходе.
Прокладочные материалы:
Для придания формы отдельным деталям швейного изделия и обеспечения сохранности этой формы в процессе носки применяют разнообразные прокладочные материалы.
Прокладочные материалы — это материалы, которые размещают в одежде с изнаночной стороны деталей, выкроенных из материала верха. Их используют для решения следующих задач: придание деталям верха требуемой формоустойчивости, упругости, предохранение отдельных участков изделия в целях их закрепления, предохранения от растяжения и от осыпания; применение точечного нанесения термоклея обеспечивает гибкость соединения, высокую паропроницаемость, воздухопроницаемость в одежде, повышение теплозащитных свойств.
В соответствии с тканью верха была выбрана клеевая на тканевой основе, т.к. она обладает высокой формоустойчивостью, несминаемостью, небольшой толщиной, усадкой и удовлетворительными гигиеническими свойствами. Детали кроя не осыпаются по срезам, что позволяет не производить уточнения срезов при раскрое.
Основные характеристики физико-механических и технологических свойств приводится в таблице 1.1
Фурнитура:
Фурнитура — это вспомогательные изделия, которые служат для застегивания швейных изделий, прикрепления, упрочнения деталей изделий и удобства эксплуатации одежды.
К фурнитуре швейного производства относятся: пуговицы, застежки-молнии, кнопки, крючки и петли, пряжки, ремни, кольца.
В данной модели используются пуговицы. Пуговицы подразделяют:
- по назначению — для белья, платьев, пальто, костюмов, прочих швейных изделий;
- по форме — круглые, овальные, шарообразные, продолговатые;
- по характеру поверхности — гладкие и рельефные;
- по способу прикрепления к одежде — с двумя, с четырьмя отверстиями, с ушком, полупотайным ушком;
- по отделке могут быть полированными, матовыми, шероховатыми и др.
Фурнитура в одежде служит для застегивания и для украшения.
В фурнитуре наряду с потребительскими требованиями важное значение имеют требования производственного характера. Для обеспечения соединения фурнитуры с изделием механизированным способом необходимо, чтобы она отвечала следующим требованиям:
- не допускается отклонений в диаметре пуговиц;
- расстояние между отверстиями было постоянным;
- отверстия в пуговицах, а также ушко пуговиц было тщательно обработаны и не иметь заусенцев, зазубрин на поверхности;
- металлические пуговицы должны иметь антикоррозийное покрытие;
- пуговицы пластмассовые и др. должны быть устойчивы к действию растворителей, используемых в химчистке.
По форме и внешнему оформлению пуговицы должны отвечать утвержденному эталону, не разрушаться при падении с высоты 1,5 м и не изменять своих свойств и внешнего вида под действием воды. Пуговицы для женской одежды кроме функционального назначения служат для украшения изделия, поэтому их выпускают разнообразными как по форме, так и по отделке.
Нитки:
Для скрепления деталей изделия применяются швейные нитки. Промышленность выпускает швейные нитки разного назначения: одежные, вышивальные, вязальные, обувные и тд.
Для изготовления данной модели были использованы следующие одежные швейные нитки, двух видов, их характеристика, и др. комплектующие элементы приводятся в таблице.
Физико-механические свойства ниток
|
Вид швейных ниток, волокнистый состав, торговая марка |
Торговый номер |
Линейная плотность, текс |
Разрывная нагрузка, |
Разрывное удлинение, |
Нормативный документ |
|
х/б «экстра» Прима |
50 |
22,5х3 |
11478-11772 |
3,6-4,7 |
ГОСТ 6309-80 |
|
Армированные: лавсан, хлопок |
44ЛХ |
21,7х2 |
15648-11865 |
5,2-7,3 |
ГОСТ 6309-93 |
3. Спецификация деталей кроя модели
Таблица 3.1 — Спецификация деталей кроя
|
№ п.п. |
Наименование деталей |
Количество деталей |
Эскиз детали с направлением нити основы и припуски на швы(см.) |
||
|
Детали из основной ткани |
|||||
|
1 |
Боковая часть кокетки спинки |
2 |
|
||
|
2 |
Центральная часть кокетки спинки |
1 |
|
||
|
3 |
Центральная часть спинки |
1 |
|
||
|
4 |
Боковая часть спинки |
2 |
|
||
|
5 |
Боковая часть кокетки полочки |
2 |
|
||
|
6 |
Центральная часть кокетки полочки |
2 |
|
||
|
7 |
Боковая часть полочки |
2 |
|
||
|
8 |
Центральная часть полочки |
2 |
|
||
|
9 |
Подборт |
2 |
|
||
|
10 |
Верхний воротник |
1 |
|
||
|
11 |
Нижний воротник |
2 |
|
||
|
12 |
Верхняя часть рукава |
2 |
|
||
|
13 |
Нижняя часть рукава |
2 |
По ок |
||
|
Детали подкладки |
|||||
|
1 |
Середина спинки |
1 |
|
||
|
2 |
Боковая часть спинки |
2 |
|
||
|
3 |
Полочка |
2 |
по всем с |
||
|
4 |
Верхняя часть рукава |
|
|||
|
5 |
Нижняя часть рукава |
2 |
|
||
|
Детали прокладки для дублирования |
|||||
|
1 |
Шлица |
4 |
|||
|
2 |
Низ центральной части спинки |
1 |
|||
|
3 |
Низ боковой части спинки |
2 |
|||
|
4 |
Край проймы спинки |
2 |
|||
|
5 |
Боковая часть кокетки полочки |
2 |
|||
|
6 |
Боковая часть полочки |
2 |
|||
|
7 |
Центральная часть кокетки полочки |
2 |
|||
|
8 |
Центральная часть полочки |
2 |
|||
|
9 |
Подборт |
2 |
|||
|
10 |
Нижний воротник |
1 |
|||
|
11 |
Низ рукава |
2 |
|||
|
12 |
Нижний воротник |
1 |
|||
 по всем срезам-1 по пройме-0,7
по всем срезам-1 по пройме-0,7  по всем срезам-1
по всем срезам-1  по всем срезам-1, по низу-3
по всем срезам-1, по низу-3  по всем срезам-1, по низу-3
по всем срезам-1, по низу-3  по всем срезам-1, по пройме-0,7
по всем срезам-1, по пройме-0,7  по всем срезам-1
по всем срезам-1  по всем срезам-1, по низу-3
по всем срезам-1, по низу-3  по всем срезам-1, по низу-3
по всем срезам-1, по низу-3  по линии обтачивания -0,7, по линии притачивания подкладки — 1
по линии обтачивания -0,7, по линии притачивания подкладки — 1  По окату-0.7 по низу- 3 передним срезам-1
По окату-0.7 по низу- 3 передним срезам-1 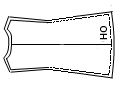 по всем срезам — 1
по всем срезам — 1  по всем срезам — 1
по всем срезам — 1  резам-1
резам-1  по всем срезам — 1
по всем срезам — 1
4. Выбора оборудования, приспособлений
От качества выполняемых машинных строчек и швов, правильной влажно — тепловой обработки, зависит внешний вид и качество изделия. Поэтому особое внимание уделяют режимам обработки.
При изготовлении изделия используют ниточное соединение деталей, так как оно самое распространенное, прочное и эффективное, ниточное соединение деталей не нарушает эластичности, придаёт красивый внешний вид.
Для изготовления женского жакета были выбраны промышленные методы обработки, позволяющие применять новое высокоэффективное оборудование и средства малой механизации.
Характеристика средств оргоснастки, рекомендуемые при изготовлении женского жакета
|
Требования к выполнению операции |
Наименование приспособления |
Марка приспособления, предприятие изготовитель |
Класс швейной машины, предприятие изготовитель |
|
Соблюдение параллельности срезам стачиваемых деталей. |
Лапка с выдвижной направляющей линейкой. |
1-44 (Л-000) МОМЗ ЦНИИШП |
131-32 +100 «Орша» Белоруссия |
|
Выполнение Отделочных строчек и настрочных швов |
Лапка с пружинным бортиком: правосторонняя, левосторонняя |
I-1 I-21 |
|
|
Прикрепления товарного знака и пакетика с запасным кусочком ткани |
Игольчатый пистолет |
MOTEX-05R |
Корея артикул 548 |
Режимы обработки при дублировании и ВТО
|
Материал |
Температура рабочей поверхности, 0 С |
Масса утюга, кг |
Усилие прессования, кПа |
Время обработки, с |
||||
|
утюга |
пресса |
Утюгом |
На прессе |
|||||
|
Пропаривание |
Прессование |
Отсоса |
||||||
|
Основной |
130 |
130 |
4-6 |
30-100 |
20-30 |
5 |
3-7 |
3 |
|
Подкладочная |
130-150 |
— |
3-5 |
— |
10-20 |
|||
|
Прокладочная |
160-170 |
150-160 |
3-5 |
30-50 |
20-25 |
— |
10-15 |
5 |
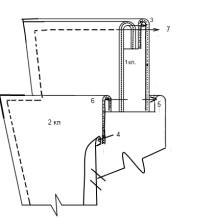
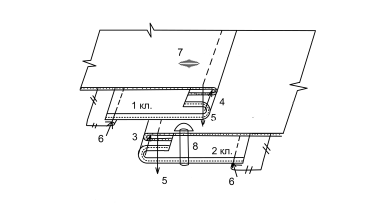
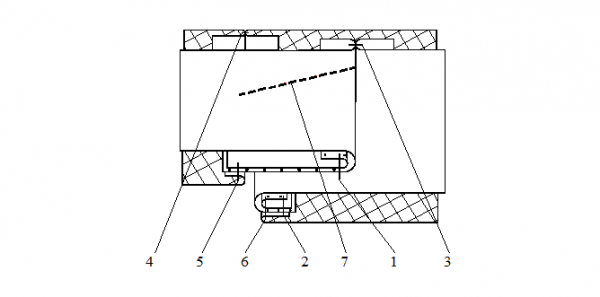
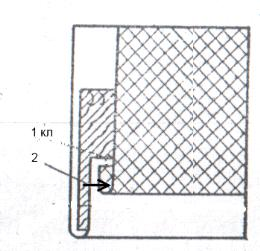
5. Технологическая последовательность обработки модели, сборочные чертежи узлов модели
На основании выбранных методов была составлена схема обработки /рис 5.3/ и технологическая последовательность обработки по неделимым операциям и представлена в виде таблицы.
Технологическая последовательность обработка изделия
|
№ |
Название операции |
Спец. |
Разряд |
Оборудование |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дублирование деталей |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1. |
Продублировать боковые кокетки полочки |
П |
4 |
215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. |
Продублировать центральные кокетки полочки |
П |
4 |
215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3. |
Продублировать центральные части полочки |
П |
4 |
215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
4. |
Продублировать боковые части полочки |
П |
4 |
215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
5. |
Продублировать части нижнего воротника |
П |
4 |
215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
6. |
Продублировать подборт |
П |
4 |
215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
7. |
Продублировать припуски на шлицах и низа спинки |
П |
4 |
215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
8. |
Продублировать припуски на подгибку рукавов |
П |
4 |
215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
9. |
Продублировать края проймы боковой кокетки спинки |
П |
4 |
215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Обработка срезов деталей |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
10. |
Обметать боковые и рельефные срезы боковых частей полочек |
С |
3 |
51-283 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
11. |
Обметать боковые и рельефные срезы боковых частей спинки |
С |
3 |
51-283 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
12. |
Обметать рельефные срезы средних частей полочек |
С |
3 |
51-283 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
13. |
Обметать рельефные срезы средних частей спинки |
С |
3 |
51-283 Рисунок 5.1 — Сборочный чертеж изделия А — А Б -Б Рисунок 5.2 — Сборочные чертежи узлов В — В Г — Г Рисунок 5.2 — Сборочные чертежи узлов Д — Д Е — Е Рисунок 5.2 — Сборочные чертежи узлов 6. Разработка условий бездефектного изготовления изделия Условия бездефектного изготовления при ВТО
Условия бездефектного изготовления при пошиве
7. Контроль качества изделия Для получения одежды высокого качества необходимо контролировать при раскрое точность размеров и конфигурации деталей. После раскроя и изготовления образца изделия в соответствии с разработанной технологией оценивают качество готового изделия. Качество изделий контролируют на столе с горизонтальной поверхностью. Кроме того, качество верхней одежды с бортами и застёжкой до низа контролируют на манекенах или манекенщиках. Манекены, применяемые для контроля качества изделий должны соответствовать НТД. Для контроля линейных измерений, частоты стежков и размеров дефектов внешнего вида материалов применяют нескладывающуюся измерительную линейку, рулетку, кольцемер, треугольник с ценой деления 1мм, текстильную лупу, транспортир. Согласно ГОСТ 12566-88 существуют недопустимые производственные дефекты. К значительным производственным дефектам, недопустимым в изделии 1-го сорта относят: 1) расхождение полочек или излишний заход одной полочки на другую; 2) излишнее натяжение (слабина) лацканов, подбортов, верхнего воротника, открытых частей манжет, планок, горловины;
обрывы нитей в отделочных Качество одежды необходимо контролировать на протяжении всего цикла ее изготовления во всех цехах. В таблице 7.1 представлены допускаемые отклонения по контролируемому признаку готового изделия. Допускаемые отклонения
Технологический контроль качества обработки швейных изделий
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||