Азотная кислота – сильная одноосновная минеральная кислота, одна из важнейших во всех областях науки и промышленности. Очень сильный окислитель. Вещество широко применяется для изготовления многих продуктов, используемых в промышленности, сельском хозяйстве, военном деле и ракетно-космической отрасли. Например, для производства синтетических красителей, добычи меди и сопутствующих металлов из руды, взрывчатых и отравляющих веществ, нитролаков, ракетных топлив, пластических масс, лекарственных препаратов и многих других. Крупная её часть расходуется на получение азотных удобрений. Наиболее широкий спектр применения приходится на органический синтез.
По объемам производства, в химической промышленности она занимает второе место после серной. Вследствие слабо развитой промышленности, а так же агрессивной внешней политики, на протяжении последних четырёх лет в России наблюдается спад производства моногидрата концентрированной азотной кислоты. В 2018 году было произведено 98 890 тонн, что на 13% ниже объема производства предыдущего года. При этом предпосылки к увеличению масштабов производства отсутствуют. Лидером производства (в тоннах) от общего произведенного объема за 2018 год стал Центральный федеральный округ с долей около 23,4%. Весьма перспективным является заключение контрактов на крупные поставки азотной кислоты в крупные развивающиеся страны, такие как Китай или Индия.
Сырьем для получения азотной кислоты служат аммиак, воздух и вода. В настоящее время основную массу кислоты производят из синтетического аммиака , получаемого конверсией природного газа.
Аммиак, поступающий из цеха синтеза, так или иначе, загрязнен различными примесями. Таковыми являются катализаторная пыль и пары компрессорного масла. Для получения чистого газообразного аммиака служат испарительные станции и дистилляционные отделения жидкого аммиака. Дальнейшая очистка предполагает фильтрование через матерчатые и керамические (поролитовые) фильтры, а так же промывку жидким аммиаком в скрубберах. Таким образом, в контактный аппарат поступает чистый газообразный аммиак.
Атмосферный воздух, применяемый в производстве азотной кислоты, забирается на некотором отдалении от территории предприятия. От механических примесей он очищается при помощи орошаемых водой скрубберов, после которых расположены многоступенчатые матерчатые фильтры. Однако, при выборе места забора воздуха следует учитывать, что последний может содержать газообразные примеси, такие как: различные углеводороды, летучие тиосоединения, угарный газ, радиоактивные вещества, в т.ч. особое внимание стоит обратить на радон. Всё это может привести к отравлению или перегреву катализатора, порче оборудования. Наличие же радиоактивных изотопов в поступающем воздухе может привести к загрязнению оборудования и причинить персоналу предприятия серьёзный вред.
Использование кислот в промышленности
... В промышленности соляную кислоту получают следующими способами: сульфатным; синтетическим, из абгазов (побочных газов) ряда процессов. Однако следует отметить, что первые два метода теряют свое промышленное значение. Производство соляной кислоты ... HCI из абгазов при использовании в качестве абсорбентов разбавленных кислот составляет 90-95%. При использовании в качестве абсорбента чистой воды ...
Вода, применяемая для абсорбции нитрозных газов, подвергается специальной подготовке. От крупных фракций механических примесей её очищают путём отстаивания. Далее она подвергается многоступенчатому фильтрованию. После, для очистки от растворённых в ней солей, воду подвергают дистилляции. Для получения реактивной азотной кислоты, требуется чистый паровой конденсат, который дополнительно очищают от возможных примесей.
Безводная азотная кислота представляет собой тяжелую, бесцветную (чаще желтоватую) жидкость, дымящую на воздухе. Её плотность 1,513 г/см²; Температура плавления -41,59°С; Температура кипения 82,6 °C 1 .
С водой азотная кислота смешивается в любых соотношениях, образуя азеотропную смесь с массовой долей кислоты в ней 68,4% и температурой кипения 120,7 °C. Выделение теплоты при разбавлении азотной кислоты водой свидетельствует об образовании гидратов (HNO 3 xH2 O)
При нагревании, а так же при облучении светом, кислота частично разлагается по реакции:
4HNO 3 → 4NO2 + 2H2 O + O2
Выделяющийся диоксид азота, растворяясь в кислоте , окрашивает её в желтый или бурый (в зависимости от количества NO 2 ) цвет.
Азотная кислота – сильный окислитель. Золото, некоторые металлы платиновой группы и тантал инертны к азотной кислоте во всём диапазоне концентраций, остальные металлы реагируют с ней. При этом ход реакции и выделяющиеся газообразные продукты зависят от её концентрации. Железо, кобальт, никель, марганец, бериллий, алюминий и хром холодной концентрированной азотной кислотой пассивируются.
Некоторые органические соединения самовоспламеняются при контакте с концентрированной азотной кислотой. Белки денатурируются и нитруются, образуя составы, окрашенные в жёлтый цвет.
Для человека азотная кислота является ядом. Её пары вызывают раздражение дыхательных путей, а сама кислота оставляет на коже язвы. ПДК для азотной кислоты в воздухе рабочей зоны по NO 2 2 мг/м3 .
Полученный продукт должен соответствовать требованиям
ГОСТ 4461-77 — «Реактивы. Кислота азотная. Технические условия».
Различают производство разбавленной азотной кислоты и производство концентрированной азотной кислоты. Два этих варианта отличаются на уровне химической концепции.
Концентрированная азотная кислота получается посредством прямого синтеза из жидких оксидов азота, воды и газообразного кислорода. Процесс протекает в одну стадию по реакции:
2N 2 O4 + O2 + 2H2 O → 4HNO3
Равновесие реакции смещено в сторону образования продукта (азотной кислоты), ∆G<0, а следовательно и К р >0.
Для получения димера оксида азота(IV), как и в производстве разбавленной кислоты, используется стадия окисления аммиака. Во время неё получается оксид азота (II), далее окисляющийся до NO 2 . Стопроцентный оксид азота (IV) при атмосферном давлении и комнатной температуре полностью переходит в жидкое состояние, но на выходе из контактного аппарата его содержание в газовой смеси всего около 11%. Перевести NO2 такой концентрации в жидкое состояние при атмосферном давлении и адекватной для процесса температуре невозможно, вследствие чего появляется необходимость использования сильно повышенного давления (около 5 МПа).
Производство азотной кислоты
... АК (90%). Кислота азотная неконцентрированная, полученная абсорбцией оксидов азота водой, используется для получения плава аммиачной селитры, сложных удобрений, для окислительных процессов травления металлов для производства концентрированной азотной кислоты. Вывод: в связи ...
Использование такого высокого давления сильно снижает производительность установки, что негативно сказывается на экономичности процесса, вплоть до его убыточности.
В данной работе будет рассматриваться комбинированный процесс получения разбавленной азотной кислоты, т.к. именно она пользуется гораздо бóльшим спросом в промышленности и хозяйстве, имея более широкий спектр применения , нежели концентрированная.
Предлагаемый технологический процесс включает в себя три стадии:
азота (II).
В контактном аппарате протекает множество реакций, основными из которых являются (1) и (2).
Наряду с основной реакцией (1) окисления аммиака до оксида азота (II), происходит окисление аммиака до элементарного азота (2).
4NH 3 + 5O2 = 4NO + 6H2 O (1)
4NH 3 + 3O2 = 2N2 + 6H2 O (2)
Реакция (1) является целевой, а реакция (2) – побочной. Помимо этого, оксид азота (II) частично окисляется непрореагировавшим кислородом по реакции (3):
2NO + O 2 ↔ 2NO2 (3)
После контактного аппарата, нитрозные газы направляются в абсорбционную колонну. Туда же подаются вода и воздух. Химические процессы, протекающие в колонне, могут быть описаны суммарным уравнением (4):
2NO + 1,5O 2 + H2 O = 2HNO3 (4)
Газы, покидающие колонну, содержат некоторое остаточное количество оксидов азота, из чего следует необходимость их отправки на очистку в реактор каталитического восстановления. Данный процесс обеспечивает экологичность производства. Восстановление описывается суммарным уравнением (5):
CH 4 + 2NO = CO2 + N2 + 2H2 O (5)
Суммарная же реакция всего процесса получения азотной кислоты имеет следующий вид:
NH 3 + 2O2 → HNO3 + H2 O
Стадия окисления аммиака, во многом, определяет показатели всего производства азотной кислоты: от условий и качества ее проведения зависят расходные коэффициенты по аммиаку, платиновым металлам и энергии, т.е. основные показатели, влияющие на экономику процесса. Процесс окисления аммиака – сложный, необратимый, каталитический и гетерогенный. Следовательно, он может с одинаковой вероятностью протекать как с образованием оксида азота (II), так и с образованием молекулярного азота и оксида азота (I).
В данном случае определяющими факторами являются активность и селективность используемого катализатора, а так же оптимизация технологических условий процесса.
Реакции (1) и (2) обладают очень высокими значениями констант равновесия (значительно больше 100), из чего следует, что они необратимы. Таким образом, в широком диапазоне изменения температуры исходное вещество превращается нацело. Очевидно, т.к. процесс сложный, то выбор условий проведения процесса определяется необходимостью направить взаимодействие исходных веществ по пути образования оксида азота(II).
Оптимизация процесса получения уксусной кислоты
... дипломного проекта является – оптимизация процесса получения уксусной кислоты. В связи с поставленной целью решаются следующие задачи: 1. Изучить способы получения уксусной кислоты; 2. Изучить физико-химические основы процесса (химизм, механизм, катализаторы) получения уксусной кислоты ...
Учитывая необратимость рассматриваемых реакций, этого можно достичь лишь путём создания таких условий, при которых скорость протекания основной реакции будет значительно выше скорости протекания побочных.
Окисление аммиака в газовой фазе при высоких температурах в отсутствие катализатора протекает преимущественно с образованием азота по реакции (2).
Для реализации реакции (1), необходим селективный катализатор, на котором будет активно адсорбироваться кислород. В данном процессе используют 2 катализатора. Первый представляет собой сборку платиново-родиевых сеток, на которых происходит окисление аммиака. Второй, предназначенный для окисления нитрозных газов, представляет собой набивку из оксидов железа и хрома. Примечательно, что на сетчатом катализаторе оптимальное время контактирования имеет порядок 10 -4 с (рис. 1 приложения), а на оксидном – в 100 раз больше.
Оксид азота (II) образуется при взаимодействии молекул аммиака с кислородом , адсорбированным на активных центрах катализатора. Реакция окисления аммиака до азота (2), при отсутствующем катализаторе, протекает со скоростью значительно меньшей, чем каталитическое окисление NH 3 до NO на платиновом катализаторе. Скорость диссоциации NO по реакции (3), при температурах ниже 1000°С, в отсутствие катализатора, очень мала. При этом в условиях окисления аммиака диссоциация ускоряется, но все же константа скорости реакции примерно в 180 раз меньше константы скорости реакции (1) так как вероятность адсорбции NO на катализаторе в присутствии избытка кислорода очень мала. Из рассмотренной кинетики реакций ясно, что доля поверхности катализатора, занятая адсорбированным кислородом, определяет соотношение количеств NO и N2, получаемых в итоге. Для повышения селективности катализатора, необходимо обеспечивать наибольшее насыщение последнего кислородом, что достигается подбором оптимальной температуры процесса и соотношением компонентов в поступающей газовой смеси.
На платиновом катализаторе зависимость практического выхода оксида азота (II) от температуры изменяется по кривой с максимумом
(рис. 2 приложения).
При температурах до ≈500°С, когда количество адсорбированного кислорода сравнительно невелико, окисление аммиака протекает, в основном с образованием элементарного, азота по реакции (2), и некоторого количества оксида азота (II).
С повышением температуры до 700-800°С, выход NO возрастает, так как увеличивается доля активных центров катализатора , занятых кислородом. Так же растет скорость диффузии исходных веществ к поверхности катализатора. При дальнейшем повышении температуры происходит десорбция кислорода и резко возрастают скорости побочных реакций (рис. 3 приложения).
Тепла, выделяющегося в ходе реакций окисления аммиака, достаточно для поддержания необходимого температурного режима в реакторе. Процесс проводится автотермически.
Для обеспечения высокого выхода оксида азота (II), процесс проводят при избытке кислорода. При стехиометрическом отношении O 2 к аммиаку, часть активных центров катализатора не заполняется кислородом, что ускоряет побочные реакции. В данном процессе, объемное отношение поддерживается в пределах 1,7 — 1,9 (рис. 4 приложения).
Курсовая №3844 Синтез аммиака
... водяною пара получил водород и двуокись углерода. Требуемый для синтеза аммиака азот вводили в синтез-газ в виде воздушного газа. Очистка газа проводилась по об-щепринятому в настоящее время способу – отмывкой ... омывает •снаружи центральную трубу заполненную ката-лизатором при этом газ нагревается. Поступая в трубу газ движется через катализатор сверху вниз и выводится из колонны. При таком движении ...
Аммиачно-воздушная смесь способна взрываться. Этого избегают, используя составы, в которых объёмная концентрация аммиака находится в диапазоне 9,5% — 11,8%.
Повышение давления имеет большое значение для работы агрегатов большой единичной мощности. Их производительность значительно повышается. Однако, с повышением давления затрудняется процесс десорбции продуктов окисления с поверхности катализатора. Для компенсации этого, необходимо увеличивать температуру процесса. Чем выше давление – тем большей должна быть температура для достижения одного и того же выхода NO. Так, температура данного процесса составит ≈900°С, а давление 0,716МПа ≈ 7 атм.
Процесс окисления нитрозных газов протекает с выделением тепла. Поэтому они, после контактного аппарата, попадают в котёл-утилизатор, где остывают до ≈ 170°С. В окислителе нитрозных газов поток нагревается до ≈ 320°С. Катализатор в данном процессе работает так же, как и сетчатый катализатор окисления аммиака.
Абсорбция двуокиси азота водой является заключительной стадией производства азотной кислоты. Данный процесс является хемосорбционным в системе газ – жидкость, и к нему применимы все способы интенсификации подобных процессов. А именно — понижение температуры, т.к. процесс является экзотермическим, и повышение давления.
Отходящие газы реагируют с природным газом на палладиево-алюминиевом катализаторе при повышенной температуре (≈ 760°С) с образованием CO 2 и элементарного азота. Реакция эндотермична.
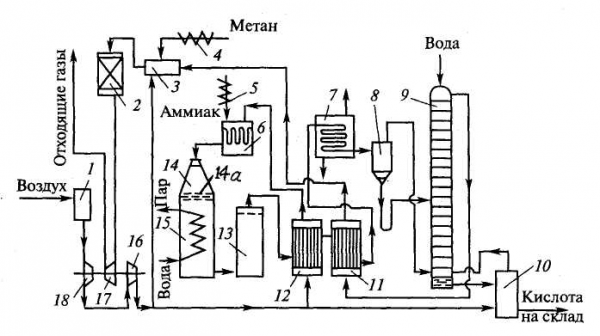
Атмосферный воздух проходит очистку в фильтре 1 . Очищенный воздух сжимают двухступенчатым воздушным компрессором (16,18 ).
Основной поток воздуха после сжатия нагревают в подогревателе воздуха 12 до 250-270°С теплотой нитрозных газов и подают на смешение с аммиаком в смеситель 6.
Газообразный аммиак, после очистки от влаги, масла и катализаторной пыли через подогреватель 5 при температуре 150°С также направляют в смеситель 6 . После очистки аммиачно-воздушную смесь с содержанием NH3 не более 10% подают в контактный аппарат 14 на конверсию аммиака.
Конверсия аммиака протекает на платинородиевых сетках ( 14а ) при температурах 870 — 900ºС, причем степень конверсии составляет ≈ 96%. Нитрозные газы при 890-910°С поступают в котел-утилизатор 15 , расположенный под контактным аппаратом. В котле за счет охлаждения нитрозных газов до 170°С происходит испарение воды , питающей котел-утилизатор; при этом получают пар с давлением 1,5 МПа и температурой 230°С.
Нитрозные газы поступают в окислитель нитрозных газов 13 . Частично окисление нитрозных газов происходит уже в котле-утилизаторе (до 40%).
В окислителе 13 степень окисления возрастает до 85%. За счет реакции окисления нитрозные газы нагреваются до 300 — 335°С. Эта теплота используется в подогревателе воздуха 12 . Охлажденные в теплообменнике 12 нитрозные газы поступают в теплообменник 11 , где происходит снижение их температуры до 150°С и нагрев выхлопных (хвостовых) газов до 110-125°С. Затем нитрозные газы направляют в холодильник-конденсатор 7. При этом конденсируются водяные пары, и образуется слабая азотная кислота. Нитрозные газы отделяют от сконденсировавшейся азотной кислоты в сепараторе 8 , из которого азотную кислоту направляют в адсорбционную колонну 9 на 6-7 тарелку, а нитрозные газы — под нижнюю тарелку абсорбционной колонны. Кислота направляется в продувочную колонну 10 , а отбеленная азотная кислота поступает на склад. Воздух после продувочной колонны подается в нижнюю часть абсорбционной колонны 9 .
Очистка промышленных газов от сероводорода
... добавкой NiSO 4 , который служит катализатором для окисления сероводорода в элементарную серу. Никелевый способ применим для очистки газов, не содержащих HCN (нефтяные, генераторные и водяные ... распылителем, приводимым во вращение электродвигателем. Газ на очистку поступал из газохода через вентиль башню. Расход газа контролировался диафрагмой. Поглотительный раствор поступал в башню из банка через ...
Степень абсорбции оксидов азота достигает 99%. Выходящие из колонны хвостовые газы с содержанием оксидов азота до 0,11% при температуре 35°С проходят подогреватель 11 , где нагреваются до 110-145°С и поступают в топочное устройство (камера сжигания 3 установки каталитической очистки).
Здесь газы нагреваются до температуры 390-450°С за счет горения природного газа, подогретого в подогревателе 4 , и направляются в реактор с двухслойным катализатором (палладий на оксиде алюминия) 2 . Очистку осуществляют при 760°С. Очищенные газы поступают в газовую турбину 17 при температуре
690-700°С; энергия, вырабатываемая турбиной за счет теплоты хвостовых газов, используется для привода турбокомпрессора 18 . Содержание оксидов азота в очищенных выхлопных газах составляет 0,005- 0,008%, содержание СО2 — 0,23%