
1. Возможные повреждения и ремонт электросетей
Ремонт внутрицеховых электросетей и источников освещения (мелкий) включает в себя следующие работы: замену неисправных изоляторов, штепсельных розеток и выключателей; закрепление провисшей электропроводки; восстановление электросети в местах ее обрыва; смену предохранителей, автоматов, пакетников и т. п.
В объем текущего ремонта входит: ремонт неисправных участков внутрицеховых сетей и источников освещения, в том числе замена электропроводки с поврежденной изоляцией, включая и в трубопроводах; перетяжка проводов, имеющих недопустимо большой провес; ремонт муфт и воронок с доливкой в случае необходимости эпоксида или мастики. Капитальный ремонт содержит полное переоборудование внутрицеховых электросетей и освещения, включая восстановление всех изношенных элементов и установок.
В проводках, осуществляемых в стальных трубах, частыми повреждениями изоляции проводов являются места подключения к оборудованию. Изоляция проводов может1 быть повреждена, если трубы не оконцованы защитной изоляционной втулкой или плохо закреплен выводной металлорукав, В обоих случаях за счет трения изоляции об острые части трубы и металлорукава изоляция может быть нарушена. Необходимо постоянно следить за сохранностью электрического контакта трубопровода, который создается наличием «царапающих» (заземляющих) гаек в местах ввода труб в коробки и «перемычками», которые привариваются к концам труб при их соединении или выводе к оборудованию.
Особые требования предъявляются к трубопроводам, проложенным во взрывоопасных зонах. Изоляционные (винипластовые) трубы подвержены поломкам. Обнаруженные поврежденные трубы должны быть либо заменены, либо защищены муфтами, если участки повреждения незначительны. Недоброкачественные соединения и оконцевания проводов и кабелей опрессовкой, сваркой и пайкой могут вызвать повреждения электросетей.
По внутрицеховым сетям проверяют наличие пыли в коробках шинопроводов; состояние контактных соединений; фактические нагрузки и степень нагрева шин; окраску и прочность; крепления короба и состояние фарфоровых изоляторов (трещины, сколы).
При сварных шинах проверяют наличие трещин в местах сварки.
По трубным прокладкам проверяют качество окраски труб; их оконцевание; качество соединения с протяжными и ответвительными коробками; фактические нагрузки; состояния мест присоединения, наконечников и контактных соединений.
У тросовых и струнных проводок проверяют надежность крепления тросов; состояние изоляционных деталей натяжных устройств; качество крепления проводов и присоединения светильников. Проверяют состояние заземляющих устройств, целостность заземляющих линий.
Техническое перевооружение цеха по ремонту насосно-компрессорных труб
... условий труда и экологических требований 1.Анализ состояния техническое перевооружение участка цеха по обслуживанию и ремонту НКТ Защита насосно-компрессорных труб (НКТ) от коррозии и вредных отложений ... решения научно-технических проблем, имеющих важное производственное значение для развития современных технологий в области нефтяного машиностроения. В процессе работы над дипломным проектом студент ...
К числу ремонтных работ в действующем цехе относятся работы по устройству новых участков линий к новым токоприемникам; по замене устаревших проводок более прогрессивными на отдельных участках, которые выполняются ремонтным персоналом предприятия.
В тросовых и струнных проводках, где в качестве троса используют стальную оцинкованную или имеющую лакокрасочное покрытие горячекатаную проволоку 0 5—8 мм или тросы 0 3—6,5 мм, с целью недопущения их повреждения следят за стрелой провеса, которая составляет 100— 250 мм, и ее выбирают по справочнику.
При осмотрах и ремонте обращают внимание и проверяют крепление анкеров и натяжных устройств, которые при ослаблении натяжения троса подтягивают, но не более чем допускает установленная для данного пролета стрела провеса. Следует проверить и в случае необходимости заменить изоляционные детали, имеющие большие сколы и трещины. В случае появления коррозии у натяжных устройств тросов и струн восстанавливают антикоррозионное покрытие и смазку натяжных устройств; устраняют повреждения проводок; проверяют ответвления и вводы в светильники. Работы по ремонту тросовых и струнных проводов проводят одновременно с осмотром и ремонтом светильников.
В сетях наиболее распространенными повреждениями являются: обгорание наконечников, повреждения концевых и соединительных муфт, возникающие обычно после аварий в результате некачественного монтажа, дефектов изоляции кабеля или проникновения влаги.
Поврежденный оконцованный наконечник жил удаляют с помощью ножовки. Оконцевание жилы кабеля новым наконечником выполняют одним из следующих способов: электродуговой, газовой, термитной сваркой, способом пайки и опрессованием, теми же приемами, как при монтаже.
Электроосветительные установки после ремонта подвергают ряду проверок и испытаний. При этом проверяют сопротивление изоляции сети рабочего и аварийного освещения и исправность системы аварийного освещения, отключая рабочее освещение не реже одного раза в квартал; автомат аварийного переключения освещения— один раз в неделю в дневное время; изоляцию у стационарных трансформаторов на напряжение 12—36 В — один раз в год, а у переносных трансформаторов и ламп на 12—36 В — каждые три месяца; у переносных трансформаторов исправность кожуха, а также надежность заземления корпуса и обмотки низшего напряжения. Один раз в год проводят люксметром фотометрические измерения освещенности в основных производственных цехах, помещениях и основных рабочих местах с контролем соответствия мощности ламп проекту. Результаты проверок и осмотров оформляют актами, утвержденными главным энергетиком предприятия. В межремонтный период и после капитального ремонта со гласно ПТЭ и ПТБ проводят следующие испытания и проверки: проверяют сопротивления изоляции проводок цеховых сетей и освещения мегомметром на напряжение 1000 В и для кабелей 2500 В; проверяют специальным мегомметром сопротивления заземляющих устройств (заземлителей); точными приборами измерения проверяют сопротивления петли фаза-нуль для наиболее удаленного участка; в случае необходимости специальными ждукционными устройствами уточняют трассы и глубины залегания кабеля; специальной установкой определяют место и характер повреждения кабеля; специальными термоматериалами проверяют температуру нагрева жил проводов, кабелей, шин, шинопроводов в местах контактов; проверяют надежность соединения шин и оконцевания многожильных проводов опрессовкой.
Ремонт и наладка оборудования электрической подстанции
... ремонта при составлении годового плана-графика ремонтов электрооборудования. Планирование начинается с составления: годового плана-графика ремонта электрооборудования ... фланцевых соединений, механических повреждений циркуляционных труб, расширителя ... конкретных комплектных трансформаторных подстанций, в комплект которых ... и автоматики, для изоляции цепей вторичной ... и И2. Кабель АСБ 3*150: Кабели АСБ ...
2. Повреждения и ремонт шинопроводов и электрооборудования силовых и осветительных распределительных пунктов сетей и установок
Современные шинопроводы — достаточно надежное устройство. Но в процессе эксплуатации необходимо периодически очищать их от пыли, которая может привести к снижению уровня изоляции, к повреждению и аварии. Пыль удаляют пылесосом или продуванием воздуха при открытых крышках. Необходимо следить за нагревом контактных соединений шинопроводов на силу тока 1000 А и более термоиндикатором, не допуская их перегрева.
Периодически проверяют болтовые соединения, не допуская чрезмерную затяжку, которая может привести к ухудшению контакта. Особое внимание обращают на втычные контакты ответвительных коробок штепсельных соединений, которые при необходимости ‘зачищают тонким плоским напильником или наждачным полотном средней зернистости. Повреждение изоляции обнаруживают мегомметром. Иногда отдельные виды повреждения изоляции шинопровода могут быть обнаружены путем прожигания. Дефектный участок шинопровода ремонтируют либо на месте, либо всю секцию демонтируют и ремонт выполняют в ремонтном цехе.
Надежными мероприятиями, обеспечивающими долговечность работы электрооборудования и аппаратов силовых и осветительных пунктов, является техническое обслуживание и ремонт. Эти работы предусматривают: систематический осмотр аппаратов; очистку от пыли и грязи; осмотр и определение состояния распределительных шин, коммутационных проводов, контактных систем и степень их нагрева; состояние электромагнитных систем, изоляционных и других элементов.
В результате осмотра устанавливают степень повреждения и сроки ремонта. Как правило, все электрооборудование и аппаратура ремонтируются в ремонтных подразделениях, кроме крупноразмерных щитов, пультов и сборок. Распределительные устройства (РУ) — щиты, пульты, щитки, пункты сборки — представляют собой, как правило, конструкции, состоящие из металлического каркаса, на котором установлена аппаратура, шины с изоляционными опорами и провода. Оболочку и дверку этих конструкций выполняют тоже из металла.
Ремонт РУ — это в основном ремонт конструкций без установленной аппаратуры, ремонт, который проводят в мастерских. Повреждения каркаса и ограждающих конструкций в виде вмятин выпрямляют киянкой. Замки, петли, рамы в случае сильного повреждения заменяют новыми.
Нарушение окраски и наличие коррозии устраняют зачисткой и окраской. Изоляционные опоры (изоляторы) в случае повреждений (значительные сколы) заменяют новыми.
При ремонте обеспечивается надежное заземление всех металлических конструкций и присоединение нулевой шины к зажиму заземления и проверяется заземление брони и оболочки кабелей и металлических труб. Проверяют уплотнения дверок, вводы проводов и кабелей; тщательно очищают от пыли и восстанавливают окраску и надписи.
3. Ремонт кабелей со свинцовой оболочкой
Необходимость ремонта кабельных линий устанавливают на основе данных, полученных при их испытаниях и осмотрах. Особенность ремонта кабелей заключается в том, что ремонтируемые кабели после отключения могут Иметь остаточный заряд; кроме тощ они могут располагаться вблизи действующих кабелей, находящихся под напряжением. Все это требует от ремонтного персонала большого внимания не только к личной безопасности, но и к тому, чтобы не повредить рядом расположенные кабели. Потом}’ ремонтные работы важно проводить в минимальные сроки, так как при этих работах на линиях приходится переходить на менее надежные временные схемы электроснабжения.
Прокладка кабеля в земле
... В случае если кабель бронированный, то его применение также потребует прокладки труб на ... воздействий. Если прокладываются небронированные кабели, то требуется сначала проложить асбестоцементные или ПХВ-трубы, которые надёжно защитят его от случайных механических повреждений при последующих раскопках. ...
Ремонтные работы на кабелях часто связаны с раскопками кабельных траншей. Во избежание повреждений рядом расположенных исправных кабелей и других подземных коммуникаций надо иметь точные сведения об их расположении. После достижения глубины, раиной 0,4 м, раскопку разрешается выполнят, только лопатами. Применение отбойных молотков, ломов и других инструментов для рыхления грунта, начиная с указанной глубины., категорически запрещается. Если при земляных работах выявлены кабели или какие-либо другие подземные коммуникации, работы должны быть прекращены и об этом сообщается ответственном}’ за выполнение работ. После вскрытия кабелей следует позаботиться о том, чтобы не допустить повреждения муфт и кабелей. Для этого открытые кабели и муфты укрепляют на прочной доске, которую подвешивают к перекинутым через траншею брусьям.
Основные работы по ремонту кабелей сводятся к трем их видам: ремонт броневого покрова; ремонт свинцовой оболочки; ремонт муфт и концевых заделок.
При наличии местных разрушений брони кабелей обнаруженный дефект устраняют следующим образом. В месте разрушения брони остаток ее снимают, обрез брони спаивают со свинцовой оболочкой кабеля, которую после этого покрывают антикоррозионным составом (лаки на битумной основе).
У кабелей, проложенных в земле, броневой и джутовый покровы в процессе эксплуатации не ремонтируют. Если возникает надобность в ремонте свинцовой оболочки кабеля, то необходимо установить характер повреждения.
В том случае, когда возможность повреждения изоляции кабеля и проникновения влаги во внутрь кабеля исключается, ремонт сводится к восстановлению свинцовой оболочки в поврежденной ее части. Для этого из рольного свинца изготовляют свинцовую трубу соответхлвующих размеров (на 70—80 мм больше оголенной части кабеля).
Оголенный участок кабеля помещают в приготовленную свинцовую трубу, шов которой запаивают. Отремонтированную часть свинцовой оболочки покрывают антикоррозионным составом. В том случае, когда возможность попадания влаги внутрь кабеля нельзя исключить, бумажную изоляцию кабеля в дефектном месте необходимо проверить на отсутствие влаги. Для этого бумажные ленты изоляции, снятые с кабеля в месте повреждения, погружают в парафин, нагретый до 150 °С. При наличии в изоляции влаги погружение изоляции в парафин сопровождается потрескиванием и выделением из нее пены. При установлении факта проникновения влаги под свинцовую оболочку кабеля поврежденный участок кабеля вырезают, вместо него вставляют отрезок соответствующей длины и монтируют две соеди нительные муфты по обоим концам всташгенного отрезка. В большинстве случаев дефектную соединительную муфту вырезают и вместо нее монтируют новую.
4. Ремонт кабелей с поливинилхлоридной оболочкой
Ремонт повреждений поливинилхлоридного защитного шланга кабеля марки ААШа.
Ремонт повреждений защитного шланга (порывы, задиры, проколы и др.) проводят сваркой в струе горячего воздуха. При открытой прокладке кабеля ремонт шланга можно также производить подложкой не менее чем в два слоя липкой’ поливинилхлоридной лентой с 50 %-ным перекрытием и с промазкой поливинилхлоридньм лаком № 1.
ДИПЛОМНЫЙ ПРОЕКТ/РАБОТА Тема работы Технология ремонта линейной ...
... магистральном газопроводе. Цель работы: описать технологию ремонта линейной части магистрального газопровода с заменой изоляции, включая технологию очистки трубы от старой изоляции, контроль качества трубына дефекты, нанесение изоляции ... перевооружение и капитальный ремонт магистрально газопровода и объектов ... работы может применяться при ремонте трубопроводов со схожими условиями. Дипломная работа ...
Ремонт поливинилхлоридного шланга сваркой в струе горячего воздуха (при температуре 170—200 °С) производят с применением сварочного пистолета с электрическим подогревом воздуха или газовоздушным пистолетом. При этом сжатый воздух подводится давлением 0,99
- 104—3,9
- 104 Па (0,1—0,4 кгс/см2) от компрессора, баллона со сжатым воздухом, переносимого с ручным насосом.
В качестве присадки при сварке применяют поливинилхлоридный пруток диаметром 4—6 мм.
Перед сваркой места, подлежащие ремонту, очищают и обезжиривают бензином, кабельным ножом вырезают посторонние включения и срезают в местах повреждения шланга выступающие края и задиры.
Для ремонта проколов, небольших отверстий и раковин место повреждения в шланге и конец присадочного прутка прогревают 3—5 с струей горячего воздуха, затем струю отводят, пруток прижимают и приваривают в месте разогрева. После охлаждения, убедившись в прочности приварки прутка путем легкого его подергивания, пруток отрезают.
Для ремонта шланга, имеющего щели, прорези и вырезы, конец присадочного прутка приваривают к целом}’ месту шланга на расстоянии 1—2 мм от места повреждения. Убедившись в прочности приварки, направляют струю воздуха так, чтобы одновременно прогревались нижняя часть присадочного прутка и обе стороны прорези или щели: Приварку прутка заканчивают на целом месте шланга на расстоянии 1—2 мм от повреждения. Затем ножом срезают выступающие поверхности прутка и выравнивают сваренный шов.
Разрывы шланга ремонтируют с применением поливинилхлоридных заплат или разрезных манжет. Заплату изготовляют из пластиката так, чтобы края ее на 1,5—2 мм перекрывали место разрыва. Для ремонта шланга с применением разрезной манжеты отрезают кусок поливинилхлоридной трубки на 35—40 мм больше длины поврежденного места, трубку разрывают вдоль и надевают ее на кабель симметрично месту повреждения.
5. Ремонт концевых заделок, соединительных и концевых муфт
В кабельных сетях напряжением 1 —10 кВ наибольшее применение получили концевые заделки в стальных воронках, эпоксидные и сухие. Если концевая заделка сухая и в стальной воронке имеются незначительные повреждения изоляции жил в результате пробоя между жилами или на корпус воронки, заделку можно ремонтировать, проверить изоляцию кабеля на влажность, вы полнить новую изоляцию жил и восстановить заделку. Наличие влаги определяют в парафине указанным выше способом.
Концевые заделки внутренней установки из эпоксидного компаунда (например, типа КВЭ), ремонтируемые с применением эпоксида для отливки корпуса, применяют для оконцевания силовых кабелей напряжением до 10 кВ внутри помещений всех видов во всех районах страны (в зависимости от исполнения заделки).
Их применяют и для наружных установок при условии полной защиты заделки от непосредственного действия атмосферных осадков, запыления и солнечных лучей. Эти заделки обладают высокой герметичностью и химической стойкостью и могут устанашшватъся в любом положении.
Пропитка и сушка обмоток электрических машин. Назначения. Методы ...
... образования «БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ АГРАРНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» УСРС на тему: « Пропитка и сушка обмоток электрических машин. Назначения. Методы их достоинства и недостатки» ... провода; большие затраты труда. Например, при маломощных машинах и питании намагничивающей обмотки от источника стандартного напряжения ее W достигает сотен витков, которые требуется намотать через расточку статора. ...
Заделки с эпоксидным корпусом конической формы применяют нескольких исполнений с трубками из нейритовой резины на жилах (для сухих помещений); с двухслойными трубками на жилах (нижний слой из поливинилхлорида, верхний — из полиэтилена); заделки такого исполнения применяют в сырых помещениях и в районах с тропическим и субтропическим климатом и др.
Методы восстановления герметичности эпоксидных заделок. Нарушение герметичности (течь пропитывающего состава) может возникнуть при несоблюдении размеров и указаний по обезжири ванию, плохой обработке поверхности найритовых или двухслойных трубок и несоблюдении других технологических указаний. В ряде случаев герметичность эпоксидных заделок может быть восстановлена следующими способами:
- а) при течи пропитывающего состава по кабелю в месте окончания корпуса заделки;
- при этом способе обезжиривают нижнюю часть заделки на участке 40—50 мм и на таком же расстоянии участок брони или оболочки (для небронированных кабелей).
На обезжиренный участок корпуса заделки и примыкающий к нему участок кабеля шириной 15—20 мм накладывают двухслойную подмотку из смазанной эпоксидным компаундом хлопчатобумажной ленты. Устанавливается ремонтная форма, заливка которой производится тем же эпоксидным компаундом, из которого вы полнен корпус заделки;
- б) при нарушении герметичности в месте выхода жил из корпуса заделки;
- при этом способе обезжиривают верхнюю плоскую часть корпуса заделки и участки трубок или подмотки жил длиной 30 мм, примыкающие к корпусу;
- устанавливают съемную ремонтную форму, размеры которой выбирают в зависимости от типоразмера заделки. Форму заливают компаундом так же, как и в предыдущем случае. При нарушении герметичности на жилах обезжиривают дефектный участок трубки или подмотки жилы и накладывают ремонтную двухслойную подмотку из хлопчатобумажных лент с обильной обмазкой эпоксидным компаундом каждого витка подмотки;
- в) при нарушении герметичности в месте примыкания трубки или подмотки к цилиндрической части наконечника;
- при этом способе обезжиривают поверхность бандажа и участок трубки или подмотки жилы длиной 30 мм. На обезжиренные участки накладывают двухслойную подмотку из хлопчатобумажных лент с обильной обмазкой компаундом каждого витка подмотки. Поверх под мотки накладывают плотный бандаж из крученого шпагата и также обмазывают эпоксидным компаундом.
Ремонт соединительных и концевых муфт. Повреждения в соединительных муфтах обычно возникают в результате электрического пробоя между жилами кабеля или в случае проникновения влаги под оболочку, повреждения поясной и жильной изоляции. В перечисленных случаях соединительная муфта подлежит, как правило, замене на новую. Дефектную муфту вырезают и вместо нее устанавливают новую за счет спрямления проложенного кабеля, который по своей длине должен иметь запас. Иногда, если муфта находится вблизи концевой заделки и нет запаса кабеля, целесо образно заменить этот участок кабеля на новый.
При незначительных повреждениях изоляции или оболочки кабеля, например при пробое изоляции жилы на корпус муфты, ремонт кабеля осуществляют без замены муфты при условии, что изоляция не увлажнена. Муфту демонтируют, выплавляют заливочную массу, при достаточной слабине жил их разводят, снимают заводскую изоляцию и восстанавливают ее, как при монтаже новых муфт. Для кабелей, проложенных открыто в цехах (каналах, полках), возможны повреждения брони, которую удаляют., а оставшуюся часть свинцовой оболочки покрывают антикоррозийным составом.
Реферат конструкции кабелей
... конструкция из одного или нескольких изолированных друг от друга проводников (жил), или оптических волокон, заключённых в оболочку. Кроме жил и изоляции, кабель может содержать экран, сердечник, ... нужен для работоспособности кабеля в определенных условиях среды. Также конструктивные элементы кабеля отличают его от провода. Типы кабелей и проводов: коаксиальный, оптоволоконный кабель и витая пара. ...
При ремонте соединительных муфт иногда можно избежать Применения вставок кабеля, используя новые муфты большей длины (удлиненные), дающие возможность увеличить длину раз делки кабеля. При выходе из строя концевой муфты ее вырезают или демонтируют, затем проверяют изоляцию кабеля на содержание влаги. Если влага не проникла внутрь кабеля, ограничиваются монтажом новой или ремонтом поврежденной муфты. Если установлено, что штага проникла внутрь кабеля, дефектный отрезок вырезают и монтируют новую концевую муфту. После ремонта кабельных линий их испытывают.
6. Разборка электрических машин
В электроремонтных цехах предприятий капитальному ремонту с заменой обмотки подвергаются низковольтные электродвигатели, имеющие обмотку из круглого провода. Низковольтные двигатели с обмоткой из прямоугольного провода и высоковольтные двигатели ремонтируют с заменой обмоток в случае получения обмотки как запасной части. Изготовление высоковольтных обмоток или их восстановление в электроремонтных цехах не проводят, так как для этого требуется сложное оборудование и специальная технология а количество ремонтируемых двигателей незначительное. В некоторых случаях при ремонте роторов с обмоткой из прямоугольных шин производят ее изготовление.
При необходимости перед разборкой двигатели подвергают предремонтным испытаниям, для того чтобы исключить возможность ошибочного поступления на ремонт исправной машины.
Предремонгаые испытания включают электрические испытания (измерение сопротивления изоляции, проверку электрической прочности изоляции, измерение сопротивлений обмоток и их частей при постоянном токе) и замеры узлов и деталей (эксцентриситет, биение, конусность и т. п.).
Неисправные двигатели отправляют на разборку. Порядок разборки двигателя меньшей высоты оси вращения, например 56 мм, обусловлен конструкцией двигателя (рис. 6-1).
Разборку такого двигателя проводят на столе; для этого не требуются подъемные средства, а усилия, прикладываемые при разборке, незначительны.
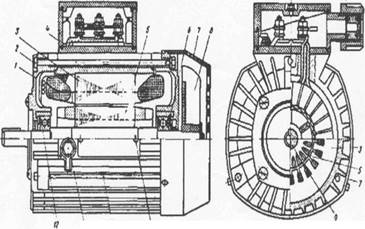
Рис.6-1. Асинхронный электродвигатель фланцевого исполнения с высотой оси вращения 56 мм: 1- передний щит, 2-шпилька, 3- сердечник статора, 4- коробка выводов, 5- сердечник статора, 6- пружинная шайба, 7- кожух вентилятора, 8-вентилятор, 9- вал, 10- корпус, 11- болт заземления, 12- подшипник
На рис. 6-2 показан электродвигатель третьей серии с контактными кольцами типа АКЗ-315 с высотой оси вращения 315 мм. Для разборки двигатель устанавливают на специальный верстак. Разборку начин-ют со щеточного узла. Сначала снимают колпак 25; отворачиваю выводы обмотки ротора 26; снимают траверсу со щетками 23и съемником снимают узел контактных колец 22, который надет консольно на вал. Отвернув болты 21, снимают коробку контактных колец 20. Затем отворачивают болты и снимают с обеих сторон крышки подшипников 4; отворачивают болты, крепящие подшипниковые щиты, и снимают их. Ротор извлекают приспособление! (см. рис. 13-6).
Техническое диагностирование электрооборудования. Диагностирование изоляции
... точка обмотки недоступна, то к источнику подключают один из выводов обмотки, т. е. испытывают сразу изоляцию трех фаз. Изоляцию считают ... 48. Перечень электрооборудования Блок теплиц 6 га Шифр оборудования Наименование и техническая характеристика Э0 Ед. изм. Кол- ... сначала переводят в условные единицы ремонта (УЕР), а затем по трудоемкости одной УЕР определяют трудоемкость отдельных видов работ ...
На разобранные детали и узлы навешивают железные бирки для того, чтобы при сборке их можно было легко найт! Детали и узлы одного или нескольких двигателей складывают, одну тару.)
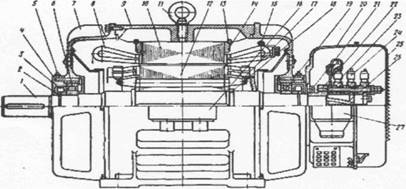
Рис. 6-2. Асинхронный атекпюдвигатель АКЗ-315 с фазным роторе»!, высотой оси вращения 315 мм:
1 — вал; 2 — пружинное кольцо; 3 — диск; 4 — крышка подшипника; 5 — масленка; 6, 19 — передний и задний подшипники; 7 — щит подшипника; 8 — обмотка статора; 9 — корпус; 10 — сердечник статора; 11 — рым-болт, 12 — сердечник ротора; 13 — шпонка дуговая; 14 — нажимная шайба; 15 — выводы обмотки статора; 16 — коробка выводов статора; 17 -обмотка ротора; 18 — кольцо пружинное; 20 — коробка контактных колец; 21 — болты крепления коробки контактных колец; 22 — узел контактных колец; 23 — щетка; 24 — щеткодержатель; 25 — колпак; 26 — выводы обмотки ротора; 27 -коробка выводов ротора
С точки зрения ремонта низковольтные электрические машины можно конструктивно разделить на два типа. Первый тип машин имеет сердечник, запрессованный в корпус и обмотку из круглого провода (рис. 13-4), а торой тип имеет сердечник, набранный в корпус и обмотку из прямоугольного провода (рис. 20-3).
Эти особенности необходимо учитывать при разборке и дефектации.
При разборке электрических машин также необходимо извлечь обмотку из пазов. Обмочу низковольтных машин мощностью до 60—80 кВт изготовляют 1з круглого провода и укладывают в полузакрытый паз. Диаметр используемых проводов от 0,27 до 1,8 мм. Число витков ТОНР>ГО провода достигает более сотни в пазу. При диаметре провода 0„ мм и выше число витков в пазу несколько десятков. На некоторых крупных электроремонтных предприятиях с высокой культурой производства круглый провод диаметром выше 1,0 мм извлекают н паза и восстанавливают. На подавляющем большинстве электроремонтных предприятий и во всех ремонтных цехах круглый провод извлекают из статора следующим образом.
Лобовую часть обмотки со стороны схемы срезают на токарных станках, а оставшуюся (обмотку вытаскивают с другой стороны, предварительно обуглив изоляцию в печах или размягчив ее в растворах каустика (или слюды) или размягчив лак в высокочастотных установках.
Изоляцию обугливают в печах при температуре 300—350 °С. При более низкой температуре изоляция не обугливается, а при более высокой нарушается межлистовая изоляция сердечника и возможны изменения магнитных свойств электротехнической стали в сторону ухудшения. Этой операции можно подвергать статоры электродвигателей серии А и А2 с чугунными корпусами. У статоров электродвигателей серии 4А с чугунным корпусом и сердечником, запрессованным с натягом, но без фиксирующего штифта, возможно ослабление посадки и сдвиг сердечника, а у статора с алюминиевым корпусом кроме этого возможны потери основных посадочных размеров. Статоры в печах всегда следует располагать горизонтально. Обмотку извлекают из пазов неостывшего статора.
Для размягчения изоляции статоры помещают в ванну с горячим 5—8%-ным раствором каустика или соды и выдерживают при температуре 80—90 °С в течение 6—8 ч в зависимости от габаритов и конструкции статора, после чего их промывают в горячей воде. При выдержке в каустике замечены случаи нарушения межлистовой изоляции сердечника. Поэтом}’ на заводах стараются пользоваться раствором соды, хотя время выдержки при этом увеличивается.
Методы испытания изоляции
... предназначенного для отключения высоковольтного трансформатора при пробое изоляции обмотки испытуемой машины. Рис. 6. Принципиальная схема установки для испытания изоляции электрических машин на электрическую прочность: 1 – ... и 15 дБ соответственно. При проведении контрольных испытаний помещение считается пригодным для измерений шума по методу свободного поля, если средний уровень звука увеличивается ...
Обмотку извлекают вручную крючками из стальной проволоки или механизмом с электро- ‘или пневмоприводом.
После извлечения обмотки от лобовой части отрезают кусок катушки и прикрепляют его к статору. По этой части обмотки при необходимости определяют число проводов в катушке и диаметр провода. Обмотку низковольтных машин мощностью от 60 — 80 до 300 — 400 кВт изготовляют из прямоутольного провода и укладывают в полуоткрытые пазы. Число проводников в пазу не более 20-30. Такую обмотку извлекают из пазов следующих! образом., Статор разогревают (изоляция при этом обугливается), ножом или зубилом удаляют бандажи, скрепляющие катушки между собой и с бандажным кольцом, выбивают клинья 1 (рис. 6-3).
Обмотка, как правило, двухслойная. Сначала достают из паза стороны катушек, лежащих вверху. Катушка состоит из двух полукатушек и поэтому вытаскивают сначала прокладку под клин 2, полукатушку 3, а затем полукатушку 4. Извлеченные стороны катушек оставляют в расточке сердечника и только после того как достанут из паза столько верхних сторон катушек, сколько пазов в шаге обмотки, можно будет достать верхнюю и нижнюю сторону катушки и вытащить ее из сердечника. Нижнюю сторону катушки извлекают из паза также в два приема: сначала прокладку между катушками 5, одну полукатушку б, а затем вторую 7. После этого пазы зачищают от корпусной изоляции 8, прокладки 9 и поправляют сердечник.
Обмотку высоковольтных машин мощностью свыше 300— 400 кВт изготовляют из прямоугольного провода и наносят высоковольтную корпусную изоляцию непосредственно на катушку. Та-, кую катушку можно уложить только в открытый паз (рис. 6-4).
Изоляция может быть термореактивная или термопластичная. Обмотки с термореактивной изоляцией имеют низкую ремонтопригодность и их ремонт может осуществляться только специализированными ремонтными предприятиями. Термореактивная изоляция на основе эпоксидных смол не размягчается при нагревании; катушки нельзя извлечь из пазов; при попытке незначительно деформировать катушку изоляция ломается. Термопластическая изоляция на основе масляно-битумных лаков при нагревании размягчается; катушки можно извлечь из паза; в нагретом состоянии катушку можно незначительно деформировать, не нарушая целостности изоляции. Электродвигатели с термопластичной изоляцией в настоящее время промышленностью почти не выпускаются, однако в эксплуатации имеется большое количество двигателей с такой изоляцией.
Извлечение обмотки с термопластической изоляцией производят в следующем порядке. Сначала ножом, зубилом или ножницами удаляют бандажи, скрепляющие катушки между собой и с бандажным кольцом. Затем выбивают клинья 1, разогревают обмотку. Доя этого несколько катушек соединяют последовательно между собой и пропускают по ним постоянный ток. Для этих целей можно использовать сварочные генераторы постоянного тока. Сила тока не должна превышать 0,3—0,4 от номинатьного тока. Температура нагрева должна быть не более 100—ПО °С. Форсировать нагрев во избежание вспухания изоляции катушек не следует. Нагрев продолжается 15—30 мин. Нагретые катушки достают из пазов, используя различные приспособления. После этого снимают прокладку под клином 2, достают катушку 3 и снимают прокладку 4. Нижнюю сторону 5 и прокладку 6 вытаскивают после того, как поднимут из паза столько верхних сторон, сколько пазов в шаге. При этом стараются, чтобы катушка как можно меньше потеряла свою форму и не повредилась изоляция.
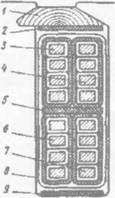
Рис. 6-3. Полуоткрытый паз статора низковольтной электрической машины с обмоткой из рямоугольного провода
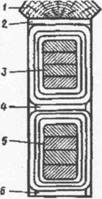
Рис. 6-4. Открытый паз статора высоковольтной электрической машины с обмоткой из прямоугольного провода
Дефектацшо производят в процессе разборки машины и начинают с внешнего осмотра. Определяют наличие всех деталей; целостность лап, ребер охлаждения, коробки выводов и т. п. Затем проводят измерения биения вала, если это позволяет качество подшипников. Снимая с двигателя детали, определяют их пригодность для сборки. Снимая подшипниковый щит, определяют плотность его посадки на корпус и на наружную обойму подшипника. Осматривают его посадочные места, на которых не должно быть забоин, вмятин; поверхность должна быть чистой. На наружную поверхность подшипника щит должен надеваться туго. В машинах, имеющих щит и корпус из алюминия, после нескольких сборок может ослабнуть посадка подшипникового щита. Сняв подшипники с вала, осматривают шейки вала, которые должны иметь ровную поверхность и не быть изношенными. Вал не должен иметь искривлений, вмятин и забоев выводного конца. Отворачивая болты, определяют их качество и качество резьбовых отверстий, куда их заворачивают.
Затем проводят осмотр обмотки ротора. Короткозамкнутая алюминиевая обмотка не должна иметь следов расплавления, раковин; все лопатки должны быть целыми. Короткозамкнутая сварная обмотка не должна иметь обрыва стержней (рис. 6-5, а), смещений в осевом направлении (рис. 6-5, б), прогибов, выступающих из активной части (рис. 6-5, в), изгибов концов стержней в направлении вращения ротора (рис. 6-5, г), волнообразного изгиба, расположенного на ребре короткозамыкающего кольца (рис. 6-5, д), цветов побежатости на короткозамыкающих кольцах. После изктечения обмотки статора проводят дефектацию сердечника. Основные неисправности сердечников: ослабление прессовки, веер зубцов, оплавление отдельных участков, нарушение изоляции между листами, погнутость отдельных зубцов, ослабление посадки сердечника в корпус. Плотность прессовки определяют контрольным ножом, который вдвигают между- листами сердечни ка. Плотность прессовки следует считать удокчетворительной, если при сильном нажатии на рукоятку ножа лезвие входит в сердечник не более чем на 2—3 мм. Остальные дефекты определяют, как правило, визуально. Результаты дефектации записывают в ведомость, по которой разрабатывается технология ремонта.
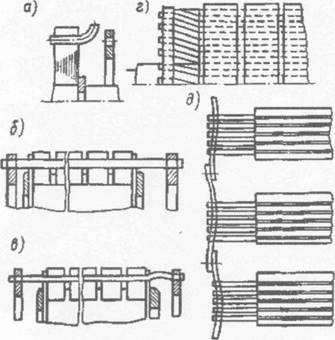
Рис. 6-5. Возможные повреждения короткозамкнугой сварной обмотки ротора
7 Механический ремонт деталей и узлов
У валов электрических машин возможны следующие дефекты: повреждение выходного конца вала; износ шеек под подшипники; искривление оси; ослабление посадки сердечника; выработка шпоночных канавок. Износ посадочных поверхностей и задиры происходят при съеме напрессованных на вал деталей; из-за ослаблении посадки в период эксплуатации, а также усилий, возникающих и процессе работы и износа подшипников. При небольшом количестве задиров и забоин выступающие места сошлифовывают. Если дефекты превышают 20 % посадочной поверхности, то вал ремонтируют, наплавляя металл электросваркой или методом металлизации.
При наплавлении электросваркой для уменьшения коробления пала наплавляемые валики располагают параллельно оси, и каждый последующий валик накладывают диаметрально противоположно предыдущему. Места, имеющие уступы, стачивают на конус для уменьшения возможных термических напряжений (рис. 7-1, а).
После наварки вал обрабатывают на токарном станке и шлифуют. При обработке вала необходимо обеспечить соосность поверхности выходного конца вала, шеек под посадку подшипников и поверхности под посадку сердечника, а если наплавка производится с сердечником, то необходимо обеспечить соосность с наружной поверхностью сердечника.
Искривление валов встречается обычно у электродвигателей малой мощности. Валы правят на гидравлических или винтовых прессах после выпрессовки из сердечника или без разборки. Вал 1 (рис. 7-1, б) устанавливают концами на призмы 4 и с помощью индикатора 2 определяют величину и направление прогиба. Располагая выпуклую часть вверх против штока пресса 3, производят правку за несколько приемов. После каждого нажима пресса индикатором контролируют биение и при его значении 0,05 — 0,1 мм правку прекращают.
В шпоночных соединениях изнашиваются шпонки и шпоночные пазы. Изношенные шпонки заменяют новыми. Разработанный шпоночный паз можно восстановить электродуговой сваркой и по следующей механической обработкой. Можно перейти на больший размер шпонки с соответствующим изменением шпоночного паза на валу и ответной детали.
При изготовлении ступенчатой шпонки (рис. 7-1, в) шпоночный паз на ответной детали можно сохранить прежним. При необходимости может быть профрезерован новый шпоночный паз на валу со смещением его на четверть окружности относительно старого. Выбор способа восстановления зависит от возможностей ремонтного участка.
Роторы с ослабленной посадкой сердечника ремонтируют путем замены вала на новый или восстановлением посадочной поверхности. Посадочную поверхность увеличивают путем напыления или накатки (рис. 7-1, г).
Шаг накатки выбирают в зависимости от диаметра вала. После накатывания первоначальный диаметр увеличивается на 0,25—0,5 мм. Накатанную поверхность шлифуют, выдерживая заданный размер.
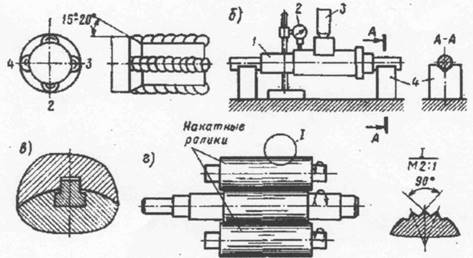
Рис. 7-1. Исправления дефектов валов
Валы небольших размеров, имеющие серьезные дефекты, целесообразно заменять новыми, изготовленными в ремонтном цехе. После исправления дефектов и сборки роторы подвергают балансировке.
Корпуса электрических машин повреждаются относительно редко. Наиболее распространены следующие дефекты: отлом лапы у чугунной станины; износ или срыв резьбовых отверстий; износ посадочных мест под щиты; появление трещин. Приварку отломанных частей и заварку трещин производят электродуговой сваркой. Перед заваркой трещин деталь очищают от ржавчины и обезжиривают. На концах трещин засверливают отверстия, чтобы предотвратить их дальнейшее распространение. При толщине треснувшей стенки более 5 мм зубилом скашивают кромки трещины по всей длине под углом 45—60 °. Для повышения качества заварки необходимо нагреть деталь до температуры 350— 600 °С; перед сваркой и после сварки ее следует медленно охладить.
Износ и срыв резьбы в крепежных отверстиях происходит при многократных сборках и разборках резьбовых соединений или чрезмерно больших моментах затяжки. В стальных корпусах гнезда с изношенной резьбой заваривают электродуговой сваркой, просверливают отверстие и нарезают резьбу того же диаметра. В чугунных или алюминиевых корпусах нарезают резьбу большого диаметра и устанавливают футорку с наружной и внутренней резьбой и стопорят ее штифтом или клеем. Резьбовое соединение со шпилькой можно отремонтировать, нарезав в корпусе резьбу большого диаметра и изготовив шпильку с двумя резьбами разной! диаметра. В алюминиевых корпусах целесообразна замена болтов на шпильки с гайками. Шпильку стопорят в корпусе клеем, устанавливают втулку б и заворачивают гайку 5. В этом случае износ соединения при сборке и разборке значительно уменьшается, так как происходит свинчивание двух стальных деталей.
В подшипниковых щитах может быть износ поверхности под посадку подшипника, поверхности посадки щита на корпус. При износе обеих поверхностей их можно восстановить металлизацией или наплавкой металла электросваркой. Механическую обработку обеих поверхностей проводят при одном установке щита на станке, для того чтобы обеспечить минимальное биение между поверхностями. Ремонт поверхности под посадку подшипника можно осуществить запрессовкой стальной втулки в расточенное отверстие щита. Втулку крепят несколькими стопорными шпильками, которые раскернивают для предотвращения от самоотвинчивания. При механической обработке щит необходимо базировать на поверхность Л или выставлять при креплении по этой поверхности.
Износ посадочных поверхностей на валах, щитах, корпусах и других деталях можно восстанавливать нанесением герметика 6Ф. Герметик 6Ф выпускается в виде листов желтого цвета толщиной до 5 мм. Материал стоек к воздействию воды, щелочи и масел, но растворим в растворителях — ацетоне, толуоле, бензоле, этил-бутилацетате. Он обладает хорошей адгезией к стали, чугуну, алюминиевым и медным сплавам. Для приготовления раствора герметик нарезают мелкими кусочками и помещают в посуду с растворителем на 24 ч. Посуду плотно закрывают и периодически взбалтывают. Вязкость готового раствора должна быть в пределах 33—34 с по вискозиметру ВЗ-4. Срок хранения раствора два-три года в плотно закрытой посуде и затемненном месте.
Для нанесения герметика необходимо зачистить поверхность и обезжирить ее ацетоном. К обезжиренной поверхности прикасаться руками запрещается. Герметик наносят кисточкой и сушат на воздухе не менее 20 мин. При необходимости увеличить слой герметик наносят несколько раз и после каждого раза сушат его на воздухе. Окончательную сушку проводят при температуре 140 °С в течение 2 ч. Герметик обладает хорошими виброгасящими свойствами.
Герметик не токсичен, но при сушке возможно выделение в небольших количествах замещенного фенола и аммиака, поэтому при работе необходимо пользоваться резиновыми перчатками и спецодеждой. Раствор герметика относится к легковоспламеняемым жидкостям.
После капитального ремонта электродвигателей переменного тока без замены обмоток проводят испытания обмоток напряжением промышленной частоты.
8. Ремонт обмоток фазных роторов
Двигатели с фазным ротором предназначены для привода механизмов, требующих плавного регулирования частоты вращения вниз от номинальной, а также механизмов с особо тяжелыми условиями пуска. В серии А2 двигатели с фазным ротором выпускались начиная с габарита 4 и выше, а в серии 4А выпускают, начиная с высоты оси вращения 160 мм и выше. В серии А2 обмотка роторов всыпная из круглого провода, многовитковая из прямоугольного провода и стержневая. В серии 4А обмотка выполняется всыпной или стержневой. Пазы под обмотку показаны на рис. 8-1.
Ремонт всыпных обмоток роторов в некоторых приемах работы подобен ремонту всыпных обмоток статоров. Перед началом укладки ротор осматривают и производят изолировку нажимных шайб, обмоткодержателей и пазов. На шайбы накладывают два слоя изоляции в виде полосок, а обмоткодержатели обертывают несколькими слоями ленты. В пазы укладывают пазовую изоляцию в виде простынок.
Намотку катушечных групп производят на шаблоны. Порядок укладки катушек и заведение проводов в пазы такой же, как и у статоров. После укладки забивают клинья. Лобовые части роторов бандажируют, и ротор отправляют на пропитку.
Ремонт стержневой обмотки отличается от ремонта всыпной обмотки. Если стержневая обмотка на торцах сварена, то разобрать ее так, чтобы сохранить стержни для ремонта, нельзя.
При сварке стержни на концах расплавляются и теряют свою форм}’. При ремонте таких роторов требуется новый комплект обмоток. Если стержневая обмотка на торцах пропаяна мягким припоем, то ее можно распаять, извлечь стержни и восстановить их.
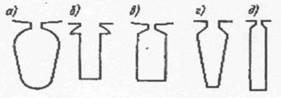
Рис. 8-1. Пазы роторов электродвигателей серии 2А (а, б, в) и 4А (г, д): а, г — для всыпания обмотки из круглого провода; б — для многовитковой обмотки из прямоугольного провода; в, д — для стержневой обмотки
Ротор с запаянными стержнями разбирают в следующем порядке. Горячим паяльником нагревают хомутики 14 на концах стержней 17 (рис. 8-2) и снимают их. Таким образом распаивают ротор с двух сторон. Затем начинают выпрямлять стержни с одной стороны ротора, пользуясь двумя ключами. Ключ 15 надевают на прямую часть стержня и удерживают его, а ключ 16 надевают на лобовую часть и разгибают ее. Первые стержни нельзя разогнуть полностью, так как этому мешают лежащие рядом стержни; поэтому стержень разгибают только на расстояние, равное расстоянию между стержнями, второй — на двойное расстояние и т. п. Затем такими же приемами разгибают концы стержней, на которых были надеты соединительные хомутики. Стержни разгибают с одной стороны и извлекают из пазов с другой стороны. Извлечение стержней из пазов требует значительных усилий, поэтому его выполняют специальным приспособлением (рис. 8-3), которое закрепляется на валу 4 хомутом 5
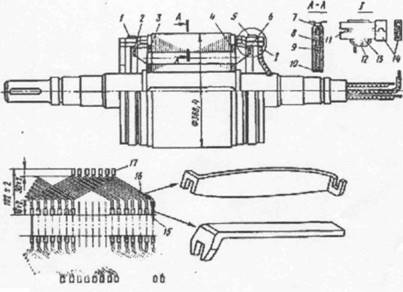
Рис. 8-2. Ротор со стержневой обмоткой
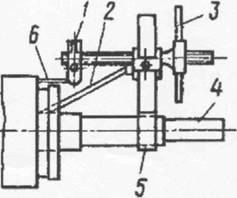
Рис.8-3.Приспособление для извлечения стержней из пазов ротора и распоркой 2. Конец извлекаемого стержня 6 закрепляют в зажиме 1, установленном на винте. При вращении гайки 3 винт вытягивает стержень из паза сердечника. Таким образом разбирают верхний и нижний ряды.
Восстановление стержней состоит из операций снятия старой изоляции, зачистки концов от припоя, отжига, рихтовки, наложения новой изоляции. Отжиг необходим для снятия наклепа. Его проводят при температуре 350 °С и затем охлаждают стержни в воде.
На прямолинейную часть стержней наносят изоляцию в виде промазанной клеем простынки, которой туго обворачиваюг прямолинейную часть, а затем запекают. Лобовые части изолируют лентами. Необходимо ленты накладывать так, чтобы обеспечить хороший стык между простынкой и лентой.
Укладку стержней начинают с изоляции сердечника (см. рис. 8-2).
На нажимные шайбы 3 и 4 накладывают в два слоя полоски изоляции, а обмоткодержатели 2 и 6 обертывают двумя слоями изоляции в виде полосок 13 и закрепляют лентой 12. В паз устанавливают стеклотекстолитовую прокладку 10 и электроизоляционный картон 8 толщиной 0,13 мм для предохранения стержней при
укладке. Стержни поступают на укладку с одной изогнутой лобовой частью. Перед заведением в пазы стержни натирают парафином для уменьшения усилия при заведении и сохранности изоля ции. Сначала с торца заводят нижний ряд, осаживают его и накладывают временный бандаж на изогнутые концы. Затем делают гибку вторых концов с помощью двух ключей, используя те же приемы работы, что и при разгибании.
После гибки временный бандаж снимают, устанавливают изоляцию между слоями лобовых частей 1 1 и бандажируют ее. В пазы между слоями помещают прокладку 9. Затем с другой стороны заводят стержни верхнего ряда. В каждый паз забивают пазовые клинья 7 и изгибают лобовые части такими же приемами, как и стержни нижнего ряда. Верхние и нижние стержни соединяют хомутиками 14. К трем стержням нижнего ряда, являющимся началом фаз, хомутиками присоединяют три кабеля, которые выводят через три наклонных отверстия и центральное отверстие вала для соединения с контактными кольцами. Три верхних стержня, являющихся концами фаз, соединяют в звезд}’ с нулевой шиной
Для того чтобы не создавать неуравновешенности ротора, три выводных конца и соединение нулевых стержней располагают под углом 120°. При укладке следует учитывать, что стержни верхнего ряда имеют более длинные лобовые части, так как их укладывают по большем}7 диаметру, чем нижние.
В собранном роторе выполняют пайку хомутиков (паяльником или в ванне), накладывают бандажи и отправляют на пропитку. При полной смене обмотки ротора ее испытывают напряжением промышленной частоты согласно данным, приведенным ниже.
9. Ремонт обмоток короткозамкнутых роторов сборка и испытания АД после ремонта
Обмотки короткозамкнутых роторов можно изготовить заливкой алюминия или сваркой стержней с короткозамыкающими кольцами. Литые короткозамкнутые обмотки повреждаются срав нительно редко. Наиболее характерный дефект литых обмоток — обрыв стержней в пазу — случается в результате некачественного литья. Такой дефект можно устранить только путем удаления старой обмотки и заливки новой. Эти операции требуют достаточно сложной оснастки, поэтому такой ремонт в ремонтных цехах не производят.
Короткозамкнутая сварная обмотка может иметь дефекты, описанные выше. В электроремонтных цехах можно устранить некоторые из них. Плотность посадки стержней в пазу проверяют, ударяя молотком по специально заточенному зубилу, рабочая часть которого входит в шлиц паза с небольшим зазором. Дребезжание и перемещение стержня свидетельствует о слабой посадке. Ослабленные стержни чеканят (расклепывают) по всей длине сердечника так, чтобы верхняя часть стержня плотно прилегала к стенкам паза. На середине сердечника стержень чеканят так, чтобы чеканка плотно держала стержень. Это необходимо для того, чтобы стержень при нагревании удлинялся в обе стороны сердечника, что уменьшает вероятность его повреждения при работе.
Трещины и обрывы проверяют, покрывая поверхность раствором мела в керосине. Керосин, проникая в узкие щели и затем выступая на просохшем меловом слое, позволяет выявить невидимые глазом трещины. Стержни с трещинами или обрывами на выступающих концах ремонтируют с помощью вставок, которыми заменяют часть стержня. Вставки пропаивают газовыми горелками.
Перед сборкой проводят балансировку роторов (якорей) и других вращающихся деталей. Балансировку проводят в случае, если ротор подвергается ремонту или при предремонтных испытаниях обнаружена повышенная вибрация.
В собранных роторах электрических машин вследствие неравномерного распределения масс главная ось инерции редко совпадает с осью вращения. Такие роторы называют неуравновешенными. Смещение оси инерции является результатом неточностей изготовления. В зависимости от взаимного расположения этих осей неуравновешенность разделяют на три вида: статическую, моментную и динамическую. Все три вида неуравновешенности вызывают вибрацию, которая разрушает подшипники, обмотку, ухудшает коммутацию и т. п. Частота вибрации равна частоте вращения ротора. Для устранения вредного влияния неуравновешенности вращающиеся детали подвергают балансировке.
Детали, устанавливаемые на отбалансированный ротор, должны перед установкой балансироваться отдельно. Если детали устанавливают на ротор с помощью шпонки, то они должны балансироваться со шпонкой, а ротор балансируется без шпонки. Согласно стандарт}’ компенсация неуравновешенности должна проводиться в двух плоскостях исправления при отношении осевого размера к диаметру L/D>0.2; при L/D<0.2 допускается одна плоскость исправления.
Отклонение плоскости призмы от горизонтальной плоскости не должно превышать 0,1 мм на 1 м длины призмы. Если установленный на призмы ротор вывести из равновесия и представить ему возможность самоустановиться, то после нескольких качаний он остановится «тяжелым» местом вниз. Установка уравновешивающего груза должна проводиться в «легком» месте, т. е. в верхней части. Массу уравновешивающего груза обычно определяют опытным путем. Ротор считается отбалансированным, если он находит в состоянии безразличного равновесия.
Проверить легкость вращения вала рукой, и двигатель следует передать для испытания.
После капитального ремонта все электрические машины проходят приемо-сдаточные или типовые испытания. Приемосдаточным испытаниям подвергают все электрические машины, отремонтиро ванные без изменения мощности, напряжения или частоты вращения, т. е. машины, у которых сохранены электрические и магнитные нагрузки. Машины, отремонтированные с изменением мощности, напряжения или частоты вращения, подвергают типовым испытаниям. Типовым испытаниям также подвергают машины, поступившие в ремонт без заводских щитков и выпущенные из ремонта с номинальными данными, определенными расчетом.
В объем приемо-сдаточных испытаний асинхронных двигателей после ремонта входит: измерение сопротивления изоляции обмоток относительно корпуса электродвигателя и между фазами; измерение сопротивлений обмоток при постоянном токе в практически холодном состоянии; обкатка электродвигателя на холостом ходу; определение тока и потерь холостого хода; определение тока и потерь короткого замыкания; испытание межвитковой изоляции обмоток на электрическую прочность; испытание изоляции обмоток относительно корпуса электродвигателя и между фазами на электрическую прочность; определение коэффициента трансформации (для двигателей с фазным ротором).
В объем типовых испытаний асинхронного двигателя после ремонта входят кроме всех указанных выше контрольных испытаний также испытание на нагревание, на кратковременную перегрузку по току и испытание при повышенной частоте вращения (только при замене обмотки ротора или бандажей).
Кроме того, при типовых испытаниях определяют значения КПД, коэффициента мощности, скольжения, максимального вращающего момента, а для двигателей с короткозамкнутым ротором определяют также минимальный вращающий момент в процессе пуска, начальный пусковой вращающий момент и начальный пусковой ток.
Технические требования к отремонтированным электродвигателям в отношении значении испытательных напряжений и проверяемые параметры должны соответствовать ГОСТам.
10. Разборка ДПС и их дефектация
Ремонт электрических машин постоянного тока проводят на ремонтных участках совместно с машинами переменного тока. Организация ремонта для всех машин одинакова. Наиболее прост ремонт машин, имеющих обмотку якоря из круглого провода. Такую обмотку можно изготовить на электроремонтном участке. При ремонте машин с обмоткой якоря из прямоугольного провода стараются сохранить и восстановить старую обмотку. Изготовление новой обмотки сопряжено с приобретением прямоугольного провода необходимого размера и изоляции, изготовление специальной и, как правило, только для данного типа машин оснастки, что резко увеличивает трудоемкость ремонта.
При необходимости перед разборкой двигатель подвергают предремонтным испытаниям. Предремонтные испытания включают электрические испытания (измерение сопротивления изоляции, проверку электрической прочности изоляции, измерение сопротивлений обмоток и их частей при постоянном токе, снятие потенциальной диаграммы коллектора, испытаний на холостом ходу) и замеры узлов и деталей (эксцентриситет, биение, конусность и т. д.).
Неисправленные двигатели отправляют на разборку.
Дальнейшая разборка производится редко и включает разборку щеточного аппарата, извлечение обмотки якоря из пазов, снятие основных и добавочных полюсов, снятие коллектора с вала. Извлечение обмотки начинают со снятия бандажей. Бандажи из стальной проволоки распаивают паяльником и сматывают, а бандажи из нетканой стеклянной ленты срезают острым ножом. Затем распаивают коллектор и обмотку; при извлечении обмотки якоря из пазов определяют разметку якоря.
Основные и добавочные полюса снимают в случае необходимости ремонта. Перед снятием полюсов необходимо их замаркировать для того, чтобы при сборке поставить каждый полюс на прежнее место. Сначала распаивают схему соединения полюсов, а затем отворачивают болты, крепящие их к станине.
Коллектор снимают с вала только в случае его ремонта или замены. Коллектор снимают специальными захватывающими приспособлениями на гидравлическом прессе или съемником. Нельзя захватывать коллектор за медные пластины или упираться в них. Усилия при стягивании прикладывают к стальной втулке коллектора или к ее крепежным элементам. В некоторых случаях для облегчения съема коллектор, собранный на стальной втулке, разбирают на валу якоря: отвинчивают гайку, снимают нажимное кольцо с манжетой, комплект медных пластин и изолировочный цилиндр.
Дефектацию выполняют в процессе разборки машины. Дефектацию корпуса, вала, подшипниковых щитов, подшипников, сердечника и других механических деталей делают так же, как и деталей асинхронных электродвигателей. При дефектапии якоря (после его извлечения из индуктора или в собранной машине) определяют состояние и исправность коллектора и обмотки. Коллектор следует осматривать особенно тщательно. Результаты осмотра и его анализ позволяют предварительно установить вид неисправности обмотки. Осматривают коллекторные пластины, которые не должны выступать за наружный диаметр или западать. Определяют износ коллекторных пластин, который должен быть не более 20 % от первоначальной высоты. Дальнейшее уменьшение диаметра может привести к недопустимому уменьшению высоты пластин, прогибанию их под действием центробежных сил и нарушению цилиндрической рабочей части. При дефектации и назначении вида ремонта учитывают, что разобрать для ремонта можно только коллектор, собранный на стальную втулку. Коллекторы, собранные на пластмассе, разборке для ремонта не подлежат.
Прет осмотре обмотки определяют ее целостность, целостность бандажей, клиньев, пайки к коллектору. Исправность обмотки определяют испытаниями. Обмотка якоря может иметь обрывы или следующие короткие замыкания: части витков одной секции; всей секции; между двумя секциями, лежащими в одном пазу; в лобовых частях обмотки. Имеется несколько способов обнаружения места неисправности и неисправной катушки. Приведем некоторые из них.
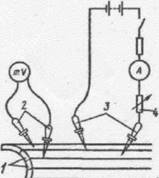
Рис. 10-1. Схема для нахождения замыканий между витками в обмотке якоря
Для обнаружения витковых замыканий в секциях и обрывов в них применяют метод падения напряжения, не требующий специального оборудования. Этот метод используют для петлевой и волновой обмоток и он особенно удобен при исследовании якоря с уравнительными соединениями. Метод сводится к следующему. К двум смежным коллекторным пластинам 1 (рис. 10-1) подводят постоянный ток с помощью пары щупов 3, а второй парой щупов 2 измеряют падение напряжения на этой паре коллекторных пластин.
В случае петлевой обмотки при наличии замыкания в секции, присоединенной к исследуемой паре пластин, сопротивление ее меньше и падение напряжения на ней меньше, чем на другой паре пластин, между которыми нет замыкания. При этих измерениях сила тока должна быть одинаковой. В случае простой волновой обмотки меньшее падение напряжения свидетельствует о наличии замыкания в секциях обмотки, присоединенных к исследуемой паре пластин. Указанным выше способом исследуют весь якорь и сравнивают результаты измерений. Иногда при исследовании якорей с уравнительными соединениями могут получиться значительные отклонения в падениях напряжения между отдельными пластинами и при исправной обмотке якоря. В этом случае наблюдается закономерное изменение падений напряжения.
В качестве источника тока удобно применять батарею аккумуляторов, но можно также использовать сеть напряжением 110 и 220 В постоянного тока. Для уменьшения силы тока последовательно с якорем включают реостат 4, позволяющий регулировать салу тока. Для измерения падения напряжения следует пользоваться милливольтметром с соответствующим пределом измерений. В случае необходимости падение напряжения можно отрегулировать путем изменения силы питающего тока посредством реостата.
Чтобы не повредить милливольтметр, следует сначала прикладывать к коллектору щупы 3; обеспечив их надежный контакт с коллектором, можно прикладывать щупы 2. Отнимать от коллектора следует сначала щупы 2, а затем щупы 3. Если отнимать сначала щупы 3, возникает значительная ЭДС самоиндукции, которая выведет милливольтметр из строя. То же может получиться при плохом контакте щупов 3.
При дефектации определяют отсутствие замыкания обмотки якоря на корпус. Определить замыкание на корпус можно мега-омметром или контрольной лампочкой. Место замыкания обмотки на корпус можно найти способом питания обмотки якоря постоянным током от постороннего источника тока. Подбор всех элементов схемы такой же, как при определении замыканий в обмотке. Источник тока присоединяется к коллектору в случае петлевой обмотки — в двух диаметрально противоположных точках, в случае волновой — к пластинам, находящимся на расстоянии половины коллекторного шага. Один проводник от милливольтметра присоединяют к валу якоря, а концом другого проводника поочередно касаются всех коллекторных пластин. Отклонение стрелки прибора происходит только при наличии замыкания.
Если исследуется якорь с петлевой обмоткой, то по мере приближения пластины, присоединяемой к прибору, к пластине, соединенной с корпусом, показания прибора уменьшаются. При волновой обмотке изменение показаний милливольтметра по мере перемещения присоединяемой к нему пластины происходит периодически, соответственно его перемещению на половину шага по коллектору; меньшие показания наблюдаются на пластинах обхода, секции которого замкнуты на корпус.
При плохом контакте обмотки на корпус, например при весьма низком сопротивлении изоляции, этот способ не дает удовлетворительных результатов, и в этом случае применяют метод «прожигания». Коллектор обвязывают несколькими витками голой проволоки. Напряжение через предохранитель и реостат подают к проволоке и валу якоря. Прохождение электрического тока через плохой контакт вызывает обгорание этого места, дугу и появление дыма. По этим признакам обнаруживается дефект и его место.
Иногда место замыкания на корпус можно найти, если «пошевелить» по очереди секции у подозрительных мест и одновременно измерять сопротивление изоляции мегомметром.
При дефектации индуктора проверяют надежность крепления полюсов, межполюсные соединения, состояние сердечников полюсов и определяют испытаниями целостность обмоток. В катушках главных полюсов возможны такие дефекты: пробой изоляции на корпус, витковое замыкание, обрыв в местах паек. В компенсационных обмотках и обмотках добавочных полюсов встречается один дефект — пробой на корпус. Чтобы найти катушку, замкнутую на корпус, через обмотку пропускают постоянный ток. Один конец вольтметра присоединяют к корпусу, а вторым касаются соединительных перемычек между полюсами (рис. 10-2).
Наименьшее показание вольтметра наблюдается с обеих сторон катушки, замкнутой на корпус. Для нахождения обрыва или плохого конгакта в катушке параллельной обмотки к ней подводят нормальное напряжение и вольтметром касаются поочередно выводных концов каждой катушки (рис. 10-3).
При наличии обрыва вольтметр, приключенный к зажимам поврежденной катушки, показывает полное напряжение сети. На остальных катушках вольтметр отклонений не имеет. При плохом контакте напряжение на зажимах поврежденной катушки больше напряжения на зажимах других катушек.
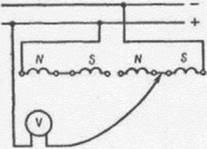
Рис. 10-2. Схема для нахождения обмотки полюса, соединенной с корпусом
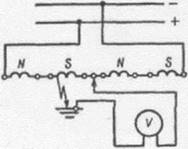
Рис. 10-3. Схема для нахождения обрыва в обмотке полюсов
Более сложно определить витковое замыкание в катушке главных полюсов. Измерением величины сопротивления каждой катушки можно определить витковое замыкание большого числа витков. Для определения замыкания малого числа витков имеется несколько способов. Рассмотрим один из них. Цепь возбуждения питают переменным током, при этом его значение не должно быть больше номинального тока. Катушка, имеющая короткозамкнутые витки, нагревается за счет циркуляции в короткозамкнутых витках тока большой силы. Если на полюсах имеются металлические каркасы, которые являются короткозамкнутыми витками, дефектные катушки при испытании переменным током выявить трудно.
После дефектации детали и узлы отправляют в ремонт. Механический ремонт деталей и узлов электрических машин постоянного тока выполняется по той же технологии, что и детали и узлы машин переменного тока, поэтому’ специально не описываются.
11. Ремонт обмоток якоря из круглого провода
Обмотки якоря из круглого провода при ремонте, как правило, заменяют. Обмотки якорей машин малой мощности наматывают вручную непосредственно в пазы сердечника (рис. 11-1).
Предварительно изолируют пазы 2, торцы сердечника 3, участок вала 4, примыкающий к сердечнику; фрезеруются пазы в коллекторе. Согласно разметке устанавливают в шлиц коллекторной пластины провод (начало секции) и вручную заводят его в соответствз’ющие пазы, делая необходимое число витков. Конец секции заводят в шлиц соответствующей коллекторной пластины. Лобовые части 1 плотно прижимают к валу.
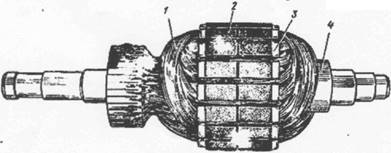
Рис. 11-1. Якорь электрической машины малой мощности
Обмотку выполняют без подъема шага: первые катушки обеими сторонами укладывают на дно пазов, а последние — обеими сторонами в верхнюю часть пазов. При этом лобовые части распределяются неравномерно: у первых катушек они прижимаются к торцам якоря и к валу, а у последних — располагаются в верхнем слое. В пазы устанавливают клинья из дерева или толстого электрокартона. В некоторых якорях поверх клиньев при балансировке устанавливают медные пластины для устранения небаланса.
На лобовые части накладывают шнуром бандаж (на рисунке не показан); выводы обмотки припаивают к коллекторным пластинам и якорь пропитывают в лаке. Перед сушкой салфетками удаляют лак с вала и коллектора. После пропитки коллектор протачивают, продораживают (при необходимости) и якорь балансируют.
Катушечные обмотки якорей электрических машин средней мощности наматывают на шаблоны. Каждую катушку наматывают отдельно. Если катушка состоит из нескольких секций, то наматывают сразу все секции. Например, если в катушке три секции и каждая секция имеет один элементарный проводник, то намотку ведут тремя проводами с трех бухт. Если секция состоит из двух элементарных проводников, то намотку ведут шестью проводами с шести бухт. На рис. 11 -2 показана катушка, имеющая три секции, и каждая секция намотана одним проводом. Начала и концы секций маркируют для правильной впайки в шлицы коллектора; перед снятием с шаблона катушку перевязывают в нескольких местах.
Перед укладкой обмотки в якорь его осматривают и проверяют коллектор. При осмотре якоря убеждаются в отсутствии острых углов в пазах, остатков изоляции и т. п. Обнаруженные дефекты устраняют. Коллектор проверяют контрольной лампой на отсутствие замыкания коллекторных пластин между собой. Затем проводят изолирование пазов и обмоткодержателей. Пазы изолируют простынками 5 (рис. 11-3), которые должны выступать из сердечника на 3—5 мм с каждой стороны.
При изолировке обмоткодержателя 9 его обвертывают несколькими слоями киперной или стеклянной ленты. Затем, продолжая наматывать ленту, под нее подкладывают полосы гибкой изоляции, обеспечив два-три слоя. Сверху полосы скрепляют лентой. Иногда обмоткодержатели, расположенные со стороны, обратной коллектору 8, имеют небольшой конус. Изолировку такого обмоткодержателя проводят следующим образом.
На обмоткодержатель накладывают стеклоткань в два раза шире обмоткодержателя, при этом край ткани свисает. Стеклоткань крепят бандажом, который наматывают на место обмоткодержателя, где проточена канавка. Бандаж удерживает ткань от сползания с обмоткодержателя. Затем вдоль обмоткодержателя накладывают небольшие полоски изоляции или большие полосы, предварительно сделав на них надрезы, чтобы они плотно легли на конусную часть обмоткодержателя. Не обрывая ленты, заворачивают наверх свисающий край стеклоткани и плотно обматывают его лентой. Высота изоляции обмоткодержателя должна доходить до дна паза. В ответственных якорях при наложении изоляции ее промазывают лаком и сушат.
После изолировки якорь размечают. На рис. 21-10 показана разметка якоря при условии, что шаг по пазам равен 1—8, по коллектору — 1 -41; середина паза 1 расположена напротив середины миканитовой изоляции между коллекторными пластинами 12 и 13.
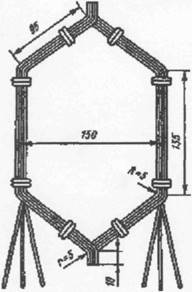
Рис. 11-2. Катушка якоря, состоящая из всех секций
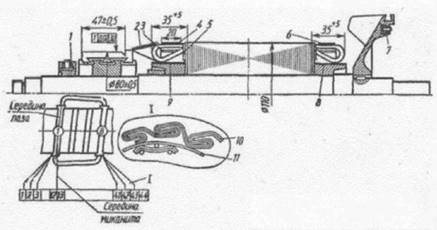
Рис. 11-3; Якорь машины постоянного тока
Укладку начинают с паза 1. Уложив в низ паза катушку, ее концы устанавливают в коллекторные пластины 1, 2, 3. Вторую сторону катушки в паз не заводят, так как она должна располагаться в верхней его части, но в низу паза еще отсутствует катушка. Затем таким образом устанавливают следующие катушки и выводные концы заводят в соседние пластины. Укладку ведут в левую сторону. После того как уложат восьмую катушку в низ паза, вторую ее сторону можно уложить в верх первого паза, так как внизу уже есть катушка, с которой начинают укладку.
Таким образом, обходят весь якорь и. уложив в пазы 2-8 нижние стороны последних катушек, укладывают в эти пазы верхние стороны первых катушек. Вторые выводы каждой катушки также заводят в шлицы коллектора. При этом шаг по коллектору 1-41. При заведении вторых выводов их заводят в том же порядке, как и первые, т. е. первая секция в коллекторные пластины 1 и 41, вторая — в 2 н 42. третья — в 3 н 43. После укладки верхних катушек подгибают изоляцию паза и забивают с торца клинья (рис. 11 -4).
Во время укладки между лобовыми частями обмотки прокладывают изоляцию 3 (см. рис. 11-3).
Особенно тщательно проводники изолируют в местах, близких к коллектору. Верхний и нижний ряды изолируют между собой прокладкой 11; проводники в одном ряду изолируют между собой лентой 10, прокладывая ее так, как показано на рисунке. Надежная изоляция необходима, чтобы витки не замыкались во время припайки их к коллекторным пластинам, а также во время работы электрической машины.
Следующие операции — наложение бандажей, припайка проводников к коллекторным пластинам, пропитка и отделка.
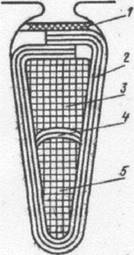
Рис. 11-4. Полузакрытый паз якоря с двухслойной обмоткой из круглого провода: 1 — клин; 2 -корпусная .изоляция; 3 — верхняя катушка об мотки; 4 — прокладка между слоями; 5 -нижняя катушка обмотки
11. Ремонт обмоток якорей из прямоугольного провода
На промышленных предприятиях ремонт обмоток якоря из прямоугольного провода, как правило, включает ремонт отдельных катушек или замену одной или нескольких катушек, вышедших из строя. Полную замен)’ обмоток производят крайне редко, так как изготовление обмоток требует специальной оснастки и необходимо иметь медные провода или медную шинку определенного сечения.
При ремонте отдельных катушек определяют вид неисправности и находят неисправную катушку и место повреждения. Если повреждена сторона катушки, расположенная в верху паза, то снимают бандаж со стороны коллектора, выбивают клинья, выпаивают катушку из коллектора, осторожно достают из паза сторону катушки и устраняют повреждение. Восстанавливают изоляцию между проводниками. В паз устанавливают изоляцию в виде простынки и опускают сторону катушки в паз. При этом изоляция должна быть такой толщины, чтобы катушка могла войти в паз и не повредить изоляцию. Для того чтобы катушка легче пошла в паз, ее натирают парафином. Затем припаивают ее к коллекторной пластине и накладывают бандаж.
Более сложен ремонт при замене катушки или ремонте стороны катушки, лежащей в низу паза. При таком ремонте снимают оба бандажа, выбивают клинья из пазов, распаивают необходимое количество коллекторных пластин и вынимают из пазов столько верхних слоев катушек, сколько нужно для того, чтобы достать поврежденную катушку из пазов. Затем проводят ремонт катушки: восстанавливают изоляцию, заменяют обгоревшие провода, в некоторых случаях восстанавливают провод, напаивая отдельные участки. При укладке в пазы устанавливают новые изоляционные простынки для верхних частей катушек. Последующие операции указаны выше. Замена катушек является сложным ремонтом, требующим высокой квалификации рабочих.
12. Ремонт коллектора
У коллекторов возможны следующие повреждения: повышенное биение рабочей поверхности, подгар и износ пластин, замыкание пластин между собой и на корпус, поломка и распайка петушков, перекрытия и прожога пластмассы, трещины пластмассы.
Обнаружение и устранение некоторых неисправностей коллектора и щеточного аппарата приведены в гл. 13. Замыкания пластин на корпус и между собой можно определить мегаомметром, но для этого коллектор должен быть отсоединен от обмотки.
На предприятиях ремонт коллекторов со стальной втулкой возможен с его разборкой, а коллектора на пластмассе можно ремонтировать без разборки.
У коллекторов на пластмассе незначительные перекрытия на поверхности пластмассы 2 (рис. 12-1) зачищают стеклянной бумагой, протирают ветошью и покрывают не менее двух раз эмалью воздушной сушки. Прожога на значительной площади удаляют проточкой на токарном станке на глубину не более 2— 3 мм. Проточенную поверхность шлифуют стеклянной шкуркой, обезжиривают и также покрывают эмалью. Трещины глубиной до 3 мм и прогары пластмассы удаляют сверлением. Обработанные места очищают от пыли, обезжиривают и заполняют эпоксидным компаундом холодного отверждения. После застывания компаунда его покрывают эмалью. Замыкание пластин в доступных для осмотра местах устраняют расчисткой дорожек между пластинами и обработкой оплавленных или обгоревших пластин шабером.
Рассмотренные дефекты, как правило, происходят на стороне коллектора, свободной от обмотки, так как эта сторона загрязняется пылью, маслом. При ремонте коллектор можно с вала не снимать. На стороне коллектора, к которой припаяна обмотка, такие дефекты встречаются редко и обнаружить их можно только после того, как обмотка отпаяна от коллектора.
Коллекторы, собранные на стальной втулке, при ремонте можно разобрать. Частичную разборку можно производить, не снимая коллектор с вала; для полной разборки его необходимо с вала снять. Перед разборкой метками намечают взаимное положение конуса 3 (рис. 12-2) кольца коллекторных пластин 5 и конуса 10. По наружном}’ диаметру коллекторные пластины обвязывают стальной отожженной проволокой или на них надевают специально изготовленное кольцо или диск.
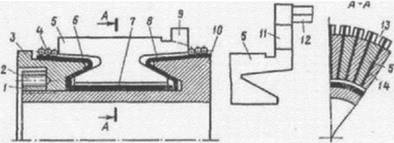
Рис. 12-1. Коллектор на пластмассовом корпусе:
1 — стальная втулка; 2 — пластмассовый корпус; 3 — коллекторная пластина;
4 — армирующие стальные кольца
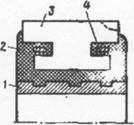
Рис. 12-2. Коллектор на стальной втулке: 1 — гайка; 2 — стопорный вннт; 3 — передний конус; 4 — бандаж; 5 — коллекторные пластины; б, 8 — манжеты; 7 — изоляционное кольцо; 9 — петушки; 10 — задний нажимной конус; 11 — ленточные петушки; 12 — обмотка; 13 — прорези для установки обмотки; 14 — изоляционные прокладки между коллекторными пластинами
При разборке отворачивают стопорный винт 2, гайку 1, срезают бандаж 4 и снимают конус 3 с манжетой 6. Производят осмотр манжеты. При обнаружении места пробоя защищают его от обгоревшей изоляции, устанавливают на клею кусочки слюды и запекают. При запечке необходимо создать давление на участок с приклеиваемой изоляцией. После высыхания ее выравнивают и собирают коллектор в порядке, обратном разборке. Если манжета не имеет повреждений, разборку продолжают. Снимают кольцо коллекторных пластин 5 и осматривают манжету 8 и изоляционное кольцо 7; при необходимости коллектор ремонтируют.
При замыкании коллекторных пластин между собой находят поврежденную изоляционную прокладку и заменяют ее в следующем порядке. На кольцо коллекторных пластин надевают специ альный диск, который имеет вырез по размеру удаляемых для ремонта пластин. Диск удерживает годные пластины в кольце. В извлеченных пластинах заменяют пробитую прокладку и уста навливают пластины на место. Если необходимо, то ремонтируют наплавкой пластины или меняют их, изготовляя новые универсальным способом по образцу извлеченной пластины.
Затем производят сборку коллектора по меткам. Нажимной конус 10. кольцо коллекторных пластин 5 и нажимной конус 3 должны быть установлены так, как стояли до разборки. После сборки коллектор несколько раз нагревают и подтягивают гайку 1 в горячем состоянии коллектора и в холодном.
13. Ремонт обмоток полюсов
При ремонте обмоток полюсов их, как правило, снимают с полюсов. Для этого отворачивают болты, крепящие полюса к корпусу, отнимают полюса от корпуса и снимают с них обмотки. При ремонте обмоток добавочных полюсов находят место повреждения и, если это пробой на корпус, очищают его от поврежденной изоляции и наносят новую. Если неповрежденная изоляция служила достаточно долго, то необходимо ее заменить. При витковом замыкании с катушки снимают корпусную изоляцию, раздвигают витки и прокладывают между ними новую витковую изоляцию. Как правило, изоляцию промазывают клеящими лаками и высушивают. Изолированную обмотку несколько раз покрывают эмалью и сушат.
Катушки главных полюсов, как правило, наматывают круглып проводом. При пробое изоляции на корпус поврежденное место можно изолировать новой изоляцией, промазать лаком, а сверх}’ эмалью. При витковом замыкании не всегда удается размотать катушку и изолировать витки, замкнутые накоротко. При размотке катушки, которая пропитана лаками, повреждается целая витковая изоляция и намотать этим же проводом катушку не всегда удается. Поэтому часто изготовляют новую катушку.
Технологический процесс изготовления катушек состоит из операции намотки, изолировки, пропитки, сушки и контроля. Катушки можно наматывать на намоточный шаблон, на каркас или непосредственно на изолированный полюс. Катушки, наматываемые на шаблон, называют бескаркасными. Шаблон служит только для намотки. Катушки, наматываемые на каркас, называются каркасными. Одновременно с каркасом они проходят все дальнейшие операции и вместе с каркасом их надевают на полюс машины.
Наибольшее «применение находят бескаркасные катушки. Намотку таких катушек проводят на станках различной конструкции, но они должны иметь механизм раскладки провода. При отсутствии на станке механизма раскладки намотку выполняют на невысоких оборотах, а раскладку — вручную. На рис. 13-1 показаны шаблон, который состоит из сердечника 2 и двух щек 3 и 4. Шаблон прикреплен к планшайбе станка втулкой 1. Размеры шаблона по ширине и длине должны соответствовать размерам катушки с учетом припуска на изоляцию и неплотности намотки. В щеках шаблона имеется шесть пазов для скрепления катушки после намотки. Щека 4 крепится клином 5 к сердечнику 2.
При намотке раскладчик станка производит рядовую раскладку провода, передвигаясь за один оборот шаблона на расстояние, равное диаметру наматываемого провода. При намотке ступенчатых катушек для образования ступеней между щекой шаблона и рядами витков можно установить закладные кольца. В ответственных машинах для достижения монолитности витков при намотке ряды катушек промазывают клеящими лаками. Намотанные катушки перевязывают в нескольких местах лентой, снимают с шаблона и припаивают наконечники. Затем накладывают часть изоляции, называемую стягивающим слоем, которым служит для предохранения витков от сдвига, и расклинивают внутреннее отверстие деревянными клиньями.
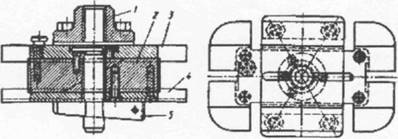
Рис. 13-1. Шаблон для намотки катушки полюса
Если катушке необходимо придать определенный радиус для плотного ее прилегания к корпусу индуктора после сборки, то изготовляют специальный шаблон, имитирующий часть индуктора, и закрепляют в нем катушку. В таком виде катушку пропитывают лаком. После пропитки клинья выбивают из неостывшей катушки, на катушку накладывают остальные слои наружной изоляции и повторяют пропитку. Повторная пропитка предназначена для заполнения пор наружной изоляции и воздушных промежутков между ее слоями.
Заключительные операции изготовления катушек — зачистка выводных концов, маркировка и контроль. Зачистку выводных концов от пленки лака, образовавшейся при пропитке, проводят вручную металлической щеткой. Около каждого вывода проставляют буквы «Н» или «К», означающие начало и конец намотки. Контроль катушек заключается в проверке габаритных размеров, активного сопротивления, количества витков, отсутствия межвитковых замыканий.
14. Сборка электрических машин постоянного тока после ремонта
Сборка индуктора предусматривает установку и крепление в корпусе главных и добавочных полюсов с катушками, соединение катушек по электрической схеме, изолировку меж катушечных соединений и проверку правильности соединений.
До установки в корпус на сердечники главных и добавочных полюсов помещают катушки. Для предохранения от истирания изоляции катушек о сердечник катушки раскрепляют на полюсе и между полюсом и корпусом. Каждый полюс помещают на прежнее место согласно разметке, сделанной при разборке магнитной системы. Корпус располагают вертикально. Сердечники полюсов с катушками вручную или подъемный механизмом заводят внутрь корпуса и завертывают болты. Болты затягивают поочередно торцовыми ключами. Полюса должны всей поверхностью примыкать к корпусу. Катушки главных и добавочных полюсов соединяют между собой согласно электрической схеме, эскиз которой сделан при разборке. Для правильного чередования полярности полюсов начала катушек Н2—Н5 и концы К1—Кб соединяют, как показано на рис. 14-1. Соединения изолируют несколькими слоями стеклолакоткани или другой аналогичной изоляцией и стеклянной лентой. Места изолирования промазывают эмалью и сушат. Изоляцию выводных кабелей в местах выхода из корпуса машины предохраняют резиновыми или деревянными втулками, которые устанавливают в корпус.
В собранном индукторе проверяют правильность чередования полярности полюсов. Схема проверки правильности чередования полярности главных полюсов с обмоткой возбуждения показана на рис. 14-1. К выводам HI—Н6 обмотки подключают постоянный ток.
Внутрь индуктора вводят компас или иголку, подвешенную за середин)7 на нити, и поочередно подносят к каждому5 полюсу. Полярность полюсов должна чередоваться. Также проверяют чередо вание полярности дополнительных полюсов. Необходимо также, чтобы чередование полярности главных полюсов относительно чередования полярности дополнительных полюсов было вполне определенным.
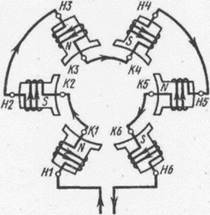
Рис. 14-1. Схема соединения катушек полюсов
Чередование полярности главных и добавочных полюсов зависит от направления вращения якоря и режима работы машины (в качестве двигателя или итератора).
У генераторов, если смотреть по направлению вращения якоря, после главного полюса имеется добавочный полюс другой полярности, а у двигателя — добавочный полюс той же полярности. При расположении на одном полюсе нескольких катушек их намагничивающие силы можно направить согласно или встречно в зависимости от схемы машины.
Затем собирают подшипниковый щит, устанавливаемый со стороны коллектора, с комплектом щеткодержателей и щеток. Траверсу, пальцы щеткодержателей, щеткодержатели устанавливают по меткам.
После сборки индуктора, щита и якоря проводят сборку машины. Якорь заводят в машину вручную или с помощью приспособления и опускают на полюса. Затем надевают с обеих сторон подшипниковые щиты, наживляют болты и, заворачивая их, обеспечивают смыкание замков щита и корпуса. При этом для облегчения смыкания замков можно слегка приподнимать щит.
В крышках подшипников на 2/з заполняют смазкой камеру под смазку, устанавливают крышку на место и заворачивают болты. На коллектор опускают щетки, выставляют их на коллекторе в аксиальном направлении и регулируют нажатие пружин. После установки производят их притирку. Собранные машины подвергают испытаниям. Изоляцию машин постоянного тока испытывают напряжением промышленной частоты.
15. Виды и причины повреждений пускорегулирующей аппаратуры
Пускорегулирующая аппаратура имеет следующие виды повреждений: чрезмерный нагрев катушек пускателей, контакторов и автоматов, межвитковые замыкания и замыкания на корпус катушек; чрезмерный нагрев и износ контактов; неудовлетворительная изоляция; механические неполадки.
Причина опасного перегрева катушек переменного тока — заклинивание якоря электромагнита в его разомкнутом положении и низкое напряжение питания катушек. При этом магнитная катушка потребляет больший ток, чем при втянутом якоре и нормальном напряжении, вследствие чего она быстро перегревается и выходит из строя.
Межвитковые замыкания могут произойти вследствие климатических воздействий на катушку (повышенная влажность, резкие изменения температуры окружающей среды, наличие в ней вредных для изоляции примесей и т. п.), а также вследствие плохой намотки катушек, особенно если витки, прилегающие к фланцам каркаса катушки, соскальзывают в расположенные ниже слои, вследствие чего возникают относительно большие разности напряжений, повреждающие межвитковую изоляцию. Межвитковые замыкания происходят главным образом в катушках переменного тока, так как у них межвитковые амплитудные напряжения больше, чем у катушек постоянного тока; кроме того, они подвержены усиленным сотрясениям от вибрирующего стального каркаса.
Замыкание на корпус происходит в случае неплотной посадки бескаркасной катушки на железном сердечнике; возникающие в системе вибрации приводят к перетиранию изоляции катушки и ее отводов, вследствие чего происходит замыкание на заземленный стальной корпус аппарата.
На нагрев контактов влияют токовая нагрузка, давление, размеры и раствор контактов, а также условия охлаждения и окисление их поверхности, механические дефекты в контактной системе. При сильном нагреве контактов повышается температура соседних частей аппарата и, как следствие, разрушается изоляционный материал. При неблагоприятных условиях гашения электрической дуги контакты окисляются. Па соприкасающихся поверхностях образуется плохо проводящий слой.
Износ контактов зависит от силы тока, напряжения и продолжительности горения электрической дуги между контактами, частоты и продолжительности включений, качества и твердости материала. Установлено, что в пределах твердости НВ 30—90 (по Бринеллю) интенсивность обгорания резко убывает, а при более высокой твердости снижается незначительно, поэтому упрочнять материал контактов свыше указанного предела нецелесообразно.
На степень обгорания влияет форма и размер контактов. При слишком большой ширине контактов (более 30 мм) боковая составляющая тока и магнитное поле в контакте сильно увеличиваются, электрическая дуга «вторгается» в стенку дугогасительной камеры и остается в этом положении, разрушая контакты и стенки камеры.
Неисправность изоляции проявляется в виде образования на ее поверхности токов утечки (пробои изоляции очень редки), поэтому необходимо защищать ее от скопления грязи и пыли. Большая часть всех неисправностей вызывается увлажнением изоляции и ее нарушением во время строительно-монтажных работ и транспортировки.
Механические неполадки в аппаратах возникают в результате образования ржавчины, механических поломок осей, пружин, подшипников и других конструктивных элементов. Механические неполадки, вызванные износом или усталостными явлениями, происходят из-за плохой смазки подвижных частей, скапливания влаги, применения в конструкциях, работающих на удар, материалов либо очень хрупких, либо мягких.
16. Ремонт и регулировка контактов и механических деталей контактора
Перед ремонтом осматривают все основные части контактора, чтобы установить, какие детали подлежат замене и восстановлению. Лучше всего пользоваться заводскими запасными частями и лишь в случае их отсутствия изготовлять новые. Ремонт контакторов сводится прежде всего к восстановлению контактов. При небольшом обгорании контактной поверхности ее очищают от копоти и наплывов обычным личным напильником и стеклянной бумагой. Зачистку нужно производить осторожно, снимая небольшой слой металла. Смазывать контактные поверхности не рекомендуется, так как при возникновении дуги смазка сгорает и загрязняет поверхность, ухудшая условия работы контакта. Однако если поверхность контактов покрыта слоем серебра, чистить их напильником не рекомендуется. В случае сильного обгорания контактов необходима их замена. Для изготовления контактов применяют медные цилиндрические или фасонные прутки из твердой меди марки М-1.
Контакты (рис. 16-1) в виде заклепок (а), винтов (б), болтов (в) и гаек (г) изготовляют обточкой на токарных, токарно-револьверных или токарно-винторезных станках. Профили новых контактов контакторов и контроллеров (рис. 16-2) для плавного перекатывания контакта должны строго соответствовать профилю поверхности сменяемого контакта.
При изготовлении этих контактов пруток зажимают в машинные тиски или специальное приспособление с губками данного профиля и -на горизонтально-фрезерном станке разрезают на требуемые отрезки. При этой операции важно обеспечить параллельность сторон и точный размер ширины отрезаемого профиля (±0,2); образовавшиеся на заготовке заусенцы опиливают напильником и лишь после этого в заготовке сверлят или нарезают резьбу.
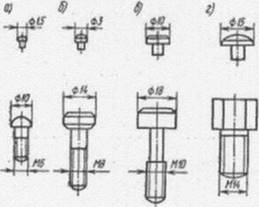

Рис. 16-1. Виды контактов
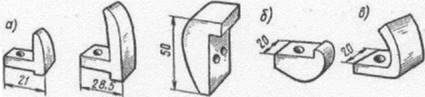
Рис. 16-2. Медные контакты из прутков фасонных сечений (профилей):
- а — подвижные контакты контакторов;
- б — неподвижный контакт барабанного контроллера;
- в— контакт контактора КП-1
После ремонта контактной системы проводят ее регулировку. Регулировка работы контактной системы является одной из наиболее ответственных операций ремонта, от которой зависит нормальная работа аппарата. Контакты различного назначения должны включаться и отключаться в установленной последовательности, а контакты фаз, выполняющих одну функцию, должны срабатывать одновременно. Если в процессе регулирования начальные нажатия при новых конгактах не укладываются в нормируемые заводом пределы, необходимо сменить соответствующие контактные пружины. Степень нажатия контактов проверяют в двух положениях — когда они разомкнуты (начальное нажатие) и когда замкнуты (конечное нажатие).
При ремонте контакторов придерживаются паспортных величин нажатия контактов. Отклонение от них в ту или иную сторону может привести к неустойчивой работе контактора, вызывая его перегрев и сваривание контактов.
17. Ремонт и испытание изоляционных частей, дугогасительных камер, катушек контакторов и магнитных пускателей
Вышедшие из строя изоляционные детали заменяют деталями из штампованной пластмассы (гетинакс, текстолит).
Для ремонта дугогасительных камер применяют фибру, так как она меньше всего подвержена действию электрической дуги. Обгоревшие от действия дуги части дугогасителъных камер заменяют, а образовавшиеся неровности на внутренней поверхности сглаживают с помощью смеси из измельченного асбеста и цемента марки 400 или 500.
Рассмотрим определение числа витков и сечения обмотки, Ремонт катушек контакторов — сложная и ответственная операция. Как правило, неисправную катушку заменяют новой. Перед изготовлением новой катушки определяют число витков ее обмотки и диаметр провода. Новое число витков должно точно соответствовать старому. Несоблюдение этого условия может привести к изменению параметров работы контактора. Выбор прежнего диаметра провода необходим для сохранения размеров катушки. Если данные о числе витков и диаметре провода катушки утеряны, пользуются каталожными обмоточными данными.
Рассмотрим пересчет обмоток с одного номинального напряжения на другое. Если необходима перемотка катушки с одного номинального напряжения на другое, то пересчет проводят так:
WJ/W2 = Ui/U2 , ОТКуда W2 = WiU2/ U]
Сечение проводов обмотки обратно пропорционально напряжениям:
S,/S2 — U2/ U] или di2/d22 = IV Ui
откуда cb = di U]/U2 , где wi и wo — число витков катушек; Ui и U2 — напряжение; Si и S2 — сечение провода; dj и d2 — диаметр провода.
Геометрические размеры катушки при пересчете остаются неизменными. Приведенная методика пересчета обмоточных данных применима для всех катушек контакторов и пускателей постоянного и переменного тока.
По конструкции катушки могут быть каркасными и бескаркасными. Каркасные катушки представляют собой каркас, изготовленный из изоляционного материала, на который намотана обмотка. Каркасы могут быть прессованные, сборные или клееные (рис. 17-1).
Бескаркасные катушки (рис. 17-2) наматывают на шаблоне, а затем снимают с него и скрепляют витки.
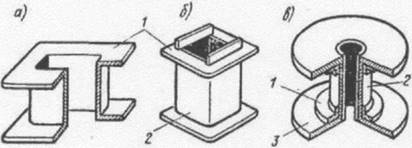
Рис. 17-1. Каркасы катушек: а — прессованные; б — сборные; в — клееные; 1 — щека; 2 — гильза; 3 – шайба
Вышедшую из строя обмотку удаляют с каркаса следующим образом. Катушку зажимают в тиски. Чтобы не повредить каркас, между ним и губками устанавливают смягчающие прокладки. Разрезают ножом провод катушки и удаляют обмотку. Каркас бензином очищают от грязи, лака, масел и вытирают его насухо. При обнаружении на каркасе трещины ее склеивают. Для этого на чистую поверхность трещины наносят последовательно с перерывом 10—15 мин два слоя клея БФ-2. Спустя 5-10 мин после просушки на открытом воздухе стягивают трещину хлопчатобумажной лентой и сушат каркас в печи при температуре 100—110 °С в течение 2 ч. Затем снимают стягивающую хлопчатобумажную ленту.
Затем подбирают намоточный провод и начинают намотку. Конец провода на длине 5 мм зачищают от изоляции и облуживают припоем ПОС-30. В пазы каркаса устанавливают узкопроводящие клеммы и припаивают к ним конец облуженного провода. Место пайки изолируют полоской изоляции. В том случае, когда каркас не имеет токопроводящих клемм, вывод делают монтажным проводом. Для этого монтажный провод и провод намотки спаивают, место пайки изолируют и монтажный провод прибандажируют нитками к гильзе катушки, вывод можно также сделать флажковый (рис. 17-3).
Сделав вывод, каркас устанавливают на намоточный станок и производят намотку катушки.
Для установки каркаса на станок в окно устанавливают оправку, которая крепится в центрах станка. В случае, если окно каркаса имеет квадратную форму, каркас можно установить, поджимая конусами. При намотке следят за правильным натяжением провода. Намотка должна быть рядовой, т. е. витки должны располагаться ровными рядами и плотно прилегать друг к другу Между слоями обмотки укладывают межслойную изоляцию из конденсаторной бумаги толщиной 0,02—0,03 мм. Второй вывод катушки делают аналогично первом}.
Бескаркасные катушки наматывают на оправку, имеющую конус 1:100 для удобства снятия катушки после намотки. Выводы выполняют из медных предварительно луженых полосок, имеющих форму, показанную на рис. 17^1. От обмотки их изолируют прокладками. Концы обмоток предварительно крепят к катушке . нитками и припаивают к выводам. Место пайки оборачивают изоляционной прокладкой, имеющей вырез для вертикальной части вывода. После намотки катушки снимают с оправки и изолируют лентами. Сначала накладывают ленты,- обеспечивающие электрическую прочность изоляции, а затем один слой ленты доя предохранения от механических повреждений.
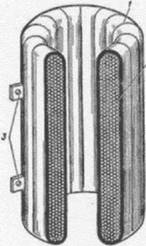
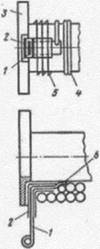
Рис. 17-2, бескаркасная тушка:
1 — киперная лента; 2 — обмотка с межслоевой
изоляцией; 3 — жесткие выводы
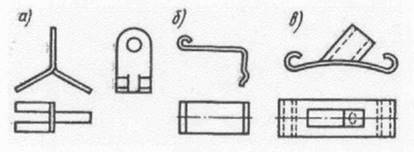
Рис. 17-4. Типы жестких выводов: а —угольник; б -флажок; в — пластинка и гайка
После намотки и изоляции катушек их подвергают пропитке. Технология пропитки аппаратных катушек аналогична технологии пропитки обмоток электрических машин и выполняется очень часто на том же оборудовании. В отдельных случаях несколько ‘изменяются режимы пропитки и сушки. Аппаратные катушки по сравнению с обмотками электрических машин имеют большее количество витков и намотаны из более тонкого провода. Поэтом)’ проникновение лака в глубь обмотки и сушка его более затруднительны. Наиболее качественная пропитка получается на вакуумпропиточных установках.
После окончания пропитки катушку покрывают покровной .эмалью и крепят к ней табличку с паспортными данными. Готовую катушку необходимо испытать на прочность изоляции переменным напряжением 2000 В при частоте 50 Гц в течение 1 мин. Сопротивление изоляции катушки после испытания должно быть не .менее 0,5 МОм.
Рассмотрим ремонт магнитных пускателей. Этот ремонт по своем}7 характеру мало чем отличается от ремонта контакторов. Особенность ремонта магнитных пускателей — смена неисправных катушек и тепловых элементов. При изготовлении новых катушек необходимо сохранять ее конструкцию (обмоточные данные берут из паспорта).
Тепловые элементы пускателей в условиях мастерских ремонтировать трудно, поэтому если тепловой элемент вышел из строя, его обычно заменяют новым, заводским, выбрав его номер по Ш1струкции к пускателю в зависимости от номинального тока двигателя, который будет .включаться данным пускателем.
Рассмотрим теперь проверку и испытание отремонтированной электроаппаратуры. После сборки отремонтированного контактора (пускателя) его проверяют. Если при включении появляется сильный гул, то аппарат отключают и проверяют затяжку болтовых и винтовых соединений, а также пригонку обеих частей магаитопровода. Для этого лист копировальной бумаги копирующей стороной подкладывают к листу белой бумаги и закладывают в разъем магнитопровода. Затем, замыкая контактор вручную, по величине отпечатавшейся на белой бумаге метки определяют степень пригонки магнитопровода. Для нормальной работы контактора поверхность соприкосновения обеих половин должна составлять не меньше 70 % их поперечного сечения.
Для подгонки контактора регулируют механическую систему или отшабривают поверхности соприкосновения вдоль слоев стали. После этого испытывают изоляцию повышенным напряжением промышленной частоты. Величина испытательного напряжения изоляции катушек равна 1000 В, продолжительность испытания — 1 мин.
Кроме того, проверяют затяжку винтов и болтов, легкость и точность хода подвижных частей, отсутствие заеданий в подшипниках и трущихся поверхностях, наличие смазки (там, где это нужно) и отсутствие в аппарате пыли, грязи и посторонних предметов.
18. Ремонт рубильников и реостатов
В рубильниках наиболее подверженными износу являются точки соприкосновения ножей и губок. При небольшом обгорании ножей и губок им делают мелкий восстановительный ремонт — осторожно, не снимая много металла, очищают обгоревшие поверхности от копоти, наплывов и других неровностей личным напильником и стеклянной бумагой. В случае сильного обгорания ножи и губки заменяют. Для изготовления ножей и губок используют твердую неотожженную полосовую или листовую медь и латунь, а также фосфористую, бериллиевую и алюминиевую бронзу; для изготовления пружин — круглую рольную проволоку или полосовую пружинную сталь. Размеры и конфигурация изготовляемых деталей обычно соответствуют прежним размерам.
При сборке рубильника болты шарнирного соединения ножей со стойками снабжают тарельчатыми шайбами, а губки — пружинами. Все болтовые соединения туго затягивают, не допуская при этом перекоса ножей по отношению к губкам. Для увеличения срока службы шарнирных контактов их очищают от грязи бензином и смазывают техническим вазелином. Изношенные шарниры заменяют новыми, изготовленными в точном соответствии со старыми. Рубильники проверяют на одновременность замыкания и размыкания всех фаз. Для этого на ввод рубильника подают питание, а на выходе в каждой фазе присоединяют лампочку, вторые концы которых заземляют. При медленном включении и выключении рубильника лампочки должны загораться и гаснуть одновременно. Качество ремонта и регулирования рубильников и переключателей проверяют 10—15-кратным включением и отключением; при этом не должно быть признаков нарушения регулировки.
Одним из способов контроля качества контактных соединений отремонтированных рубильников и переключателей является измерение падения напряжения между их контактными частями при прохождении через них постоянного тока, равного номинальному току аппарата. Источником постоянного тока могут служить двигатель-генератор с генератором постоянного тока, понижающий трансформатор с выпрямляющим устройством и др.
Электрические сопротивления обычно состоят из нескольких отдельных элементов — проволочных и ленточных, бескаркасных и каркасных, штампованных сопротивлений, чугунных и др. Наиболее частый вид поломки реостата — перегорание проволочных элементов сопротивлений, которые необходимо изготовлять заново. Проволочные и ленточные элементы сопротивления изготовляют из проволоки или ленты медно-никелевых, марганцово-медных, хромоникелевьгх, железохромоалюминиевых сплавов, а также из стальной низкоутлеродистой проволоки.
Контактные зажимы на концах элементов в зависимости от величины и диаметра провода или ленты выполняют одним из следующих методов: надеванием и закреплением винтом хомутика, выполненного из высокоомного материала; образованием контактных колец под болт; закреплением штампованных контактных зажимных наконечников на проволоке большого диаметра или ленте; сверлением отверстий в ленте.
При выходе из строя щеточных контактов реостата их заменяют новыми, изготовленными из медных пластин. Длину полос рассчитывают на два контакта. В пластинах сверлят или штампуют отверстия для заклепок и болтов, крепящих пакет. После сборки пластин в пакет его разрезают на два контакта, последние очищают от заусенцев, образовавшихся при разрезке.
На предприятиях в качестве реостатов применяют ящики сопротивлений с чугунными элементами, которые работают в тяжелых условиях нагрева (до 300—400 °С), сотрясений, вибраций. Для капитального ремонта ящики сопротивления снимают с рабочего места, доставляют в мастерскую и полностью разбирают. Если ящики исполнены нестандартно, то составляют схему соединений чугунных элементов и расположения выводных зажимов. Стержни с поврежденной резьбой заменяют новыми. Если стержни имеют исправную резьбу, а пересохла и повреждена изоляция, то ее заменяют новой. В качестве изоляции применяют миканит и стекломиканит для внутренних изоляционных слоев и асбестовую бумагу для наружных слоев. Поврежденные изоляторы не ремонтируют, а заменяют новыми. При отсутствии запасных фарфоровых изоляторов их заменяют пластмассовыми (с теплостойкими наполнителями) или прессуют из асбестоцементной массы.
Сборка ящиков проста и при наличии соответствующего чертежа, эскиза или образца затруднений не вызывает. После ремонта (с разборкой) у каждого ящика измеряют омическое сопротивление и проводят испытание изоляции стержней от корпуса и от элементов переменным током напряжением 1000 В течение 1 мин. Отклонение омического сопротивления для всего комплекта элементов и между отдельными зажимами не должно превышать 10 % от номинального значения.
Ремонт элементов коммутирующего или переключающего устройства реостатов заключается в замене поврежденных контактов, контактных шин и изоляционной панели при ее короблении или выгорания в районе отдельных контактов. Сработанные подвижные контакты либо заменяют запасными, либо их контактные поверхности зачищают шкуркой или запиливают личным напильником так, чтобы они не имели острых кромок и передвигались по неподвижным контактам без заедании и без лишнего трения; затем проверяют их коммутацию.
Электрические аппараты
Обслуживание и ремонт электрических двигателей (ремонт синхронного двигателя)
Электрооборудование подстанций
Монтаж и эксплуатация электрооборудования
Определение основных параметров и компоновка оборудования автономного локомотива
Техническое Обслуживание ТО-2 Тепловоза Типа 2ТЭ10В
Синхронные машины. Машины постоянного тока
Монтаж кабельных линий в земле
Электродвигатель постоянного тока мощностью 400 Вт для бытовой техники
Основные приборы и механизмы тягового электровоза
Локальная сеть Ethernet в жилом микрорайоне
Оборудование летательных аппаратов
Расчёт генератора
Установка для статической балансировки роторов методом прямого измерения статического момента
Расчет электродвигателя
Схемы управления электродвигателями