
На российском рынке сегодня представлен практически весь спектр материалов для изготовления мебели — от традиционной натуральной древесины до экзотических сплавов из разряда нано технологий. Потому как производство и продажа мебели в России сейчас растут год от года. За 2013 год рост составил около 9,5 % от предыдущих показателей. И 22,2 % из числа всей покупаемой мебели по статистике принадлежит детской и подростковой. Данная группа мебели вполне самостоятельная отрасль. Поэтому все требования к ней — как в плане испытаний, так и в технологическо — сырьевом подходе — как ко взрослой. Есть свои деления по категориям (кровати, столы, стульчики), жёсткие требования по размерной части, идёт акцент на дизайнерскую сторону и цветовую гамму. Любая мебель должна функционально соответствовать своему назначению: она должна быть прочной и надежной.
Мебельное производство в нашей стране – это высокотехнологичная социально значимая под отрасль деревообрабатывающей промышленности.
По уровню технической оснащенности, степени использования прогрессивных материалов и технологий, умению обеспечить массового покупателя и различные сферы деятельности мебелью в ассортименте — мебельное производство страны в основном конкурентно способно.
За последние годы передовые мебельные предприятия резко увеличили выпуск мебельной продукции. Большую работу в этом направлении совместно с производственными предприятиями проводят проектные и научно-исследовательские институты, конструкторские бюро и лаборатории.
На многих предприятиях внедрены и внедряются автоматизированные системы управления и организации производства, учета и механизированной обработки различной документации, системы управления технологическими процессами.
Всем известно, что при выборе сырья внимание, в первую очередь, направлено на три аспекта: цена, удобство и экономическая выгода в производственном применении и, что немаловажно — экологичность. При изготовлении детской мебели предпочтения всегда отдаются натуральным материалам — например, древесине. Но на сегодняшний день у нас весомый показатель — цена. Если же использовать массивную древесину — стоимость в разы возрастает. В таком производстве очень много нюансов по технологии, конструкции. Ведь древесина — это живой материал, который, условно говоря, «дышит», впитывает влагу извне и также её отдаёт. То есть, соответственно, возможны влажностные деформации в процессе эксплуатации.
Технология систем документационного обеспечения управления
... себя автоматизированные системы, далеко не всегда получают желаемый результат. Одна из главных лавных причин трудностей состоит в недостаточном участии специалистов в сфере документационного обеспечения управления во внедрении компьютерных технологий и ...
Плитные материалы удобны в обработке и применении, имеют приемлемую цену и широкую цветовую гамму, как самих плит, так и кромочных материалов. К тому же — у ЛДСП более низкая цена по сравнению с тем же МДФ.
Поэтому большая часть детской и подростковой мебели (как для бытового использования, так и для детских учреждений) изготавливается из ламинированной древесно-стружечной плиты. По экологичности они уступают натуральной древесине. Однако, как таковых новейших разработок сырьевой базы для производства мебели для детей и подростков сегодня нет.
На основании выше сказанного считаю выбор материала для разработки конструкции изделия обоснованным. В данном дипломном проекте предлагается организовать участок по производству корпусной мебели на базе предприятия ООО «Славяне» с целью расширения ассортимента.
В нашем городе очень большое количество предприятий, которые занимаются изготовлением мебели. Поэтому в интересах предприятия изготовлять качественную продукцию, так как очень большая конкуренция.
Глав 1. Общая характеристика ООО «Славяне»
1.1. История развития предприятия
Основным видом деятельности организации указано «Производство деревянных строительных конструкций и столярных изделий» (при регистрации компании), отрасль хозяйства — «Производство строительных деталей из древесины и плит на древесной основе».
Общество с ограниченной ответственностью «Славяне» было зарегистрировано 20 декабря 2000 года в органе государственной регистрации «Межрайонная инспекция Министерства Российской Федерации по налогам и сборам №1» по Республике Марий Эл.
Организация является юридическим лицом и действует на основании устава, учредительного договора и Федерального закона «Об обществах с ограниченной ответственностью», части 1ГК РФ и законодательства РФ. Участниками общества являются – Протасов Алексей Александрович и Журавлев Василий Семенович.
Полное фирменное наименование общества: Общество с ограниченной ответственностью «Славяне».
Основным видом деятельности организации является производство деревянных строительных конструкций и столярных изделий и производство строительных деталей из древесины и плит на древесной основе
Предметом деятельности общества является:
- изготовление и ремонт мебели;
- изготовление столярных, слесарных изделий;
- установка дверей, решеток, рам;
- заготовка, переработка, реализация леса;
- строительно- монтажные, ремонтные и проектные работы;
- услуги агента на договорной основе;
- бытовое обслуживание населения;
- иные виды деятельности, не запрещенные законодательством РФ и РМЭ
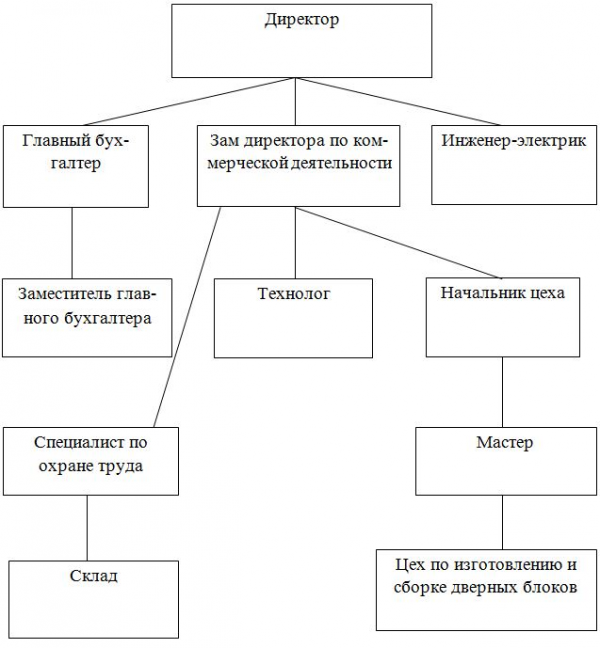
1.2. Организационная структура предприятия
1.3. Ассортимент выпускаемой продукции
Определение оптимального объёма производства продукции на предприятии
... постоянными затратами, между ценой и объемом реализации, выявить наиболее рентабельные виды продукции, что позволит оптимизировать объем производства и реализации, минимизировать предпринимательский риск. Целью курсовой работы является определение оптимального объема производства на базе результатов анализа ...
Двери межкомнатные;
- Рейки;
- Коробочный брус.
Производство будет организованно по принципу не полного цикла, сырье виде плит ЛДСтП, ДВП, а также фурнитура будет закупаться у поставщиков, для дальнейшего изготовления изделия, обработка и сборка мебели согласно разработанным чертежам.
1.4. Основные поставщики сырья и материалов
На предприятии поступает только сертифицированное сырье и материалы, что способствует хорошему качеству продукции.
Таблица 1 — Поставщики сырья и материалов
1.5. Основные потребители продукции
Основными потребителями продукции на предприятии являются: организации и личные заказы населения.
Таблица 2 — Основные потребители продукции
1.6. Основные технико-экономические показатели
Таблица 3 — основные технико-экономические показатели
Глава 2. Технологическая часть
2.1. Описание существующего технологического процесса
Телевизор, видеомагнитофон или DVD являются атрибутами современного жилища. В процессе приобретения такой техники сразу начинаешь думать о том, где лучше разместить такую технику. Чтобы правильно выбрать тумбочку под TV, следует принимать во внимание внешний вид, декор. Эти элементы должны соответствовать классу приобретаемой вами техники. Тумбочка должна гармонично сочетаться с техникой, но ни в коем случае не выделяться на её фоне.
Вместе с тем тумбочку необходимо подобрать таким образом, чтобы она сочеталась с остальными элементами интерьера вашей комнаты, как по стилю, так и по цвету. В настоящее время существуют различные тумбы под TV. Они могут быть прямоугольными, угловыми, вмонтированными в мебельную стенку или совмещены с колонками и полками в цельную конструкцию. Какой тумбе отдать предпочтение, необходимо определять на основании дизайна помещения, в котором она будет устанавливаться, размеров телевизора, а также вкусовых предпочтений хозяев.
Приобретать под телевизор специальную тумбу или обойтись без неё, решает, конечно же, сам хозяин. Современные тумбы под телевизор имеют различные функциональные и технологические характеристики, которые во многом зависят от их непосредственного назначения. Но, несмотря на это, существует ряд требований, которые предъявляются ко всем тумбам: удобство, красота и эргономичность.
Большинство производителей осуществляет изготовление тумб на колесиках, что делает незатруднительным их перемещение по квартире. В последние годы распространение получили конструкции стационарного типа, крепление которых осуществляется либо к стене, либо к полу, тем самым обеспечивается неподвижность всей системы.
Наибольшее распространение получила тумба под телевизор, имеющая прямоугольную форму. Они легко размещаются в любом свободном месте в гостиной либо в любой другой комнате. Большинство таких тумб имеют в своей конструкции встроенные полки
2.2. Анализ достоинств и недостатков технологии
Таблица 4 — Анализ достоинств и недостатков технологии
| Анализируемый параметр | Достоинства | Недостатки |
| Вид продукции | ||
| Особенности конструкции | Возможность изготовления изделий сборной конструкции | Невозможность изготовления изделий разборной конструкции |
| Применяемые материалы | Изготавливаются изделия из экологически чистых материалов (цельной древесины) | |
| Ассортимент выпускаемой продукции | Выпускается одноименный ассортимент столярной продукции, не изготавливаются мебельные изделия из ЛДСтП,не расширяется производство | |
| Существующая технология | ||
| Правильность расстановки расположения оборудования по цеху | Расстояние между оборудованием не всегда соответствует требованиям Правил техники безопасности и производственной санитарии в деревообрабатывающей промышленности. Присутствует технологическая петля от круглопильных станков к станку BEAVER 520 | |
| Моральное состояние оборудование | Имеется современное оборудование, ШлКSRP-950A, BEAVER 520 | На участке имеется устаревшее оборудование (СВГД) |
| Используемые режимы обработки | Соблюдаются режимы прессования, склеивания | |
| Наличие мест для хранения заготовок |
Достаточно места для хранения заготовок |
|
|
Наличие мест для хранения отходов |
Есть места для хранения отходов |
Отходы производства не перерабатываются, используются на топливные нужды предприятия |
| Организация процесса изготовления | ||
| Обеспеченность транспортными средствами | Обеспечены автомобильными транспортными средствами | Отсутствует внутрицеховой транспорт (тележки) из-за отсутствия места для проезда |
| Обеспеченность контрольно-измерительными инструментами | Наличие в цеху всех контрольно измерительных инструментов. | |
2.3. Разработка мероприятий по улучшению качества продукции и необходимости реконструкции цеха
Проанализировав технологический процесс, были выявлены некоторые недостатки данного производства:
- невозможность изготовления изделий разборной конструкции;
- на предприятии выпускается одноименный ассортимент столярной продукции;
- не изготавливаются мебельные изделия из ЛДСтП;
- не расширяется производство и не создаются дополнительные рабочие места,
- расстояние между оборудованием не всегда соответствует требованиям «Правил техники безопасности и производственной санитарии в деревообрабатывающей промышленности»слишком близкое расстояние между оборудованием;
- на участке имеется устаревшее оборудование
- на производстве отсутствует внутрицеховой транспорт.
Для расширения ассортимента выпускаемой продукции в условиях сельской местности, создания новых рабочих мест предлагается:
- возвести пристрой к существующему зданию столярного цеха с целью организации участка по изготовлению корпусной мебели из ЛДСтП;
- оснастить участок оборудованием для изготовления корпусной мебель
2.4. Разработка технического описания на предлагаемые виды изделия
Таблица 5 — Расчет размеров изделия
2.5. Описание модернизированного технологического процесса на выпуск предлагаемого изделия
Поставка плит ЛДСтП ,толщиной 16 мм, в цех полной механической обработки осуществляется ручным способом.
Раскрой плитных материалов производится на станке марки GF-23 (1)расстоянием между шпинделями 32 мм. Диаметр вращения сверл 40 мм; Диаметр частоты вращения шпинделей 2800 об/мин.
После обработки рабочий производит контроль качества, контрольно – измерительным инструментом — рулеткой.
После раскроя заготовки рабочий направляет на станок марки FL-230 (2)для облицовывания кромок (толщина панели 15-50 мм, толщина кромочного материала– 0,3-30 мм,скорость подачи 0-10 м/мин ).
Затем заготовки поступают на следующий этап производства. Сверление и присадка отверстий под крепежную фурнитуру производится на станке GF-23.
Независимый пильный узел и возможность обработки деталей от 150 до 3000 мм. Зажим заготовки производит компьютер и последовательно перемещает ее через рабочую зону вдоль оси «х» для выполнения требуемой механической обработки. Отсутствие вибраций при перемещении вдоль осей с максимальным ускорением обеспечивают без щеточные электродвигатели, управляемые компьютером.
После изготовления продукции мастер предъявляет готовую продукцию контролеру общего технического контроля (ОТК).
Контролер принимает детали согласно конструкторской документации чертежа.
Для контроля точности определения размера изделия в распоряжении мастера ОТК имеются контрольно-измерительные средства:
линейки ГОСТ 2427-75, штангенциркули ГОСТ 166-80, калибры ГОСТ 14025-84, образцы — эталоны и список видов брака обрабатываемых заготовок. Затем детали отправляются в сборочный цех. Сборка изделий сборной конструкции производится согласно сборочного чертежа с помощью конфирмантов.
Для сборки применяются ручные электрифицированные инструменты: электродрель(BoschGBM 6 RE)скорость вращения шпинделя на низких оборотах (130-600 об/мин)а на высоких 2000 об/мин и выше, электрошуруповерт(DW 263 K)мощность и скорость вращения цилиндра (до 200 об/мин).
На заключительном этапе изделие передается на склад, где комплектуется и упаковывается.
1