
Целью ознакомительной практики является знакомство студентов с процессами металлургического производства (процессы обработки металлов давлением: прокатка; коксохимическое, доменное и сталеплавильное производство) на Нижнетагильском Металлургическом Комбинате.
Нижнетагильский металлургический комбинат — крупный промышленный комплекс с полным технологическим циклом, включающим в себя огнеупорное, коксохимическое, доменное, сталеплавильное и прокатное производства; транспортные, ремонтные, энергетические подразделения.
На сегодняшний день Нижнетагильский комбинат, входящий в структуру горно-металлургической группы «Евраз Групп», является:
- одним из тридцати ведущих производителей стали в мире, а по объемам производства входит в пятерку крупнейших металлургических предприятий России;
- ведущим в России производителем металлопроката для железнодорожной отрасли: объемно-закаленных рельсов тяжелого типа, в том числе для эксплуатации в условиях низких температур, используемых на участках для скоростного совмещенного движения;
- железнодорожных колес и бандажей;
- профильного проката и осевой заготовки для вагоностроения;
- единственным в стране изготовителем двутавров и колонных профилей с параллельными гранями полок;
- одним из ведущих производителей крупносортового проката для
— крупнейшим в мире предприятием по переработке ванадийсодержащих титаномагнетитовых руд по специальным технологиям в доменном и конвертерном переделах с извлечением ванадиевого шлака и выплавкой стали, природно-легированной ванадием. Тагильская сталь имеет повышенную ударную вязкость в условиях низких температур.
Кроме того, на НТМК производится: конструкционный прокат, ряд специальных профилей для машиностроения, мелющие шары, трубная, квадратная заготовки; слябы. В качестве товарной продукции выпускаются: кокс пековый, различные химические продукты, огнеупоры,
На НТМК успешно реализуется программа технического перевооружения производства, которая учитывает современные тенденции развития мировой металлургии и рынка металлопродукции, а также растущие требования к охране окружающей среды.
1. Краткая история завода
Нижнетагильский металлургический комбинат — индустриальный гигант, расположенный на правом берегу реки Тагил на площади около 1200 гектаров. Его история своими корнями уходит в начало XVIII века, когда у подножия горы Высокой был построен железоделательный завод.
Технологический процесс производства тонкостенных бесшовных труб ...
... Волжский трубный завод входит в Трубную Металлургическую Компанию (ТМК). Трубная Металлургическая Компания - крупнейший в российской трубной отрасли холдинг, объединивший ведущие российские трубные предприятия - Волжский (Волгоградская обл.), Северский, Синарский (Свердловская обл.) трубные заводы Таганрогский металлургический завод ...
На появление металлургического завода в Нижнем Тагиле решающее влияние оказали несколько факторов: резкий рост потребности страны в металле, в связи с деятельностью царя-реформатора Петра I, направленной на модернизацию экономики; открытие горы Высокой — крупнейшего месторождения железной руды; деятельность известной русской промышленной династии Демидовых.
Представители династии в течении двух столетий активно участвовали в технологическом, культурном и торговом обмене между Россией и Западной Европой.
Наиболее крупным по составу металлургического оборудования и производственной мощности в империи Демидовых был Нижнетагильский завод.
Нижнетагильский завод возник у подножия горы Высокой, недра которой содержали богатейшие запасы железной руды. Известно, что 26 июля 1696 года в соответствии с указом Петра 1 верхотурскому воеводе Д. Протасьеву было отправлено предписание организовать поиск железных руд.
Уже в январе 1697 года была найдена магнитная руда в двух верстах от реки Тагил. Однако строительство завода задержалось более чем на 20 лет. Основной рабочей силой были крестьяне — государственные и крепостные.
Первый выпуск чугуна на Нижнетагильском заводе был произведён 25 декабря 1725 года. А через десять лет, в 1735 году, здесь имелось уже 4 домны. Максимальная суточная производительность доменных печей составляла 500 пудов чугуна при средней около 450 пудов. Дутьё осуществлялось огромными деревянными призматическими мехами. Чугун, по мере накопления в горне, выпускался на пол литейного двора в песчаные желоба-формы и после охлаждения разламывался на «штыки».
Продукция Демидовского завода: чугун (домница), кричное железо (молотовые фабрики) путём «отжима крицы (шлака)», так получали полосовое железо квадратного сечения. Этот способ в дальнейшем был вытеснен мартеновским способом производства стали.
Последнее в XVIII веке крупное событие в доменном деле Нижнетагильского завода было связано с введением мощных и дающих более ровное дутьё воздуходувок цилиндрического типа. В начале XIX века суточная выделка полосового железа составляла 23-25 пудов.
В течении первых сорока лет XIX века особое внимание уделялось улучшению экономических показателей доменного производства, и прежде всего, сокращению расхода древесного угля на единицу продукции.
Помимо кузниц, в которых производили тогда косы, сковородки, котлы, гвозди и т.п., появились сортовые и листовые прокатные станы, проволоку получали волочением. Появление паровых машин, заменивших громоздкий водяной привод станов, революционизировало развитие металлургической техники и транспорта (паровоз).
Открытие добычи коксующихся углей в Донбассе способствовало бурному развитию металлургии на юге России, т.к. себестоимость чугуна и стали была значительно меньше, чем при использовании древесного угля.
Развитие современной металлургии в Нижнем Тагиле началось после XVI съезда ВКП (б) в 1930 году, на котором было принято решение о создании в стране второй угольно-металлургической базы на Урале и Востоке.
Шло строительство предприятий Урало-Кузбасского бассейна: Магнитогорский и Кузнецкий металлургические комбинаты, Челябинский металлургический завод и др. На Нижнетагильском металлургическом заводе были построены цеха огнеупорного производства (1934 г), коксохимического производства (1940 г), доменные и мартеновские цехи (1940 г).
Кислородно-конвертерный цех
... многие из которых здесь же и разрабатывались. На НТМК впервые в СССР построен кислородно-конвертерный цех, освоена выплавка чугуна из ванадийсодержащего сырья, разработана оригинальная технология термообработки ... стан. В конце 80-х годов XX века НТМК достиг наивысших показателей по производству продукции. Рис. 1 Структурные подразделения НТМК После получения полной хозяйственной самостоятельности, ...
В 1950 г построен мартеновский цех №1, в 1963 г — конвертерный цех. Прокатные цехи: обжимной цех №1 (1947 г), рельсобалочный цех (1949 г), прокатный цех (листопрокатный, шаропрокатный и бандажнопрокатный станы) (1937 г), крупносортный цех (1959 г), колёсопрокатный стан (1955 г), обжимной цех №2 (блюминг «1500») (1974 г), цех прокатки широкополочных балок (1977 г).
В 1987 году состоялся последний выпуск чугуна, и демидовский завод, отработавший 262 года, выдавший за этот период 14 млн. тонн чугуна, был остановлен. Он стал составной частью музея-заповедника горнозаводского дела на Урале. К этому времени уже более 40 лет традиции демидовских мастеров продолжал Нижнетагильский металлургический комбинат, который выпустил первый чугун и сталь в 1940 году.
Становление предприятия пришлось на годы Великой Отечественной войны.
С металлургических заводов Юга и Центра было эвакуировано большое количество агрегатов. Так в июле-сентябре 1941 г. В здании бандажного цеха был установлен толстолистовой стан 3500. Этот стан в значительной части обеспечил танкостроительные заводы броневым листом. Он работал вплоть до 1997 года.
В годы войны велось интенсивное строительство. В этот период были построены коксовые батареи № 3 и 4 с комплексом химических цехов, доменная печь № 3, Лебяжинская обогатительная фабрика, Высокогорная агло-фабрика, обжиговые печи № 3, 4, 5, 6, механический, фасонно-литейный и кузнечный цеха. Началось строительство блюминга 1150, рельсобалочного цеха, мартеновского цеха № 1 и других объектов.
После войны на заводе продолжался ввод мощностей, осваивались новые технологии, многие из которых здесь же и разрабатывались. На НТМК впервые в СССР построен кислородно-конвертерный цех, освоена выплавка чугуна из ванадийсодержащего сырья, разработана оригинальная технология термообработки рельсов, построена одна из первых в мире машина непрерывного литья заготовок, самый крупный в Европе универсально-балочный стан. В конце 80-х годов XX века НТМК достиг наивысших показателей по производству продукции.
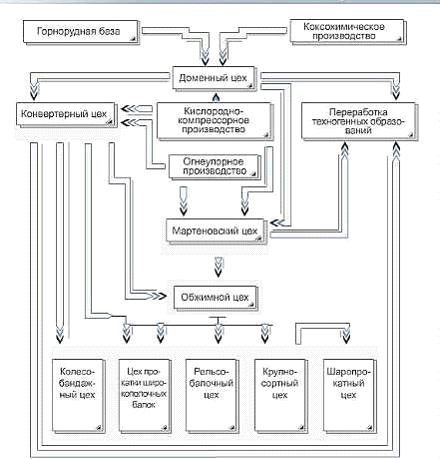
Рис. 1 Структурные подразделения НТМК
После получения полной хозяйственной самостоятельности, в 1992 году, была разработана программа технического перевооружения. Первый этап реконструкции успешно завершился в 2000 году, во многом благодаря приходу к управлению комбинатом компании «ЕвразХолдинг». Вхождение НТМК в состав группы «ЕвразХолдинг» позволило привлечь и рационально распределить значительные финансовые средства на модернизацию и обновление производства. Сейчас на НТМК начата эксплуатация четырёх машин непрерывной разливки стали с агрегатами печь-ковш и вакууматором, введён в строй новый мощный комплекс по переработке отвальных шлаков, нагревательная печь с шагающим подом, отделение слиткораздельных станков Вагнера. В 2004 году пущен новый прессопрокатный участок, введена автоматическая линия для полнопрофильной механической обработки колёс с системой ультразвукового контроля нового поколения, установка десульфурации чугуна, завершилась реконструкция доменных печей № 5 и 6. Проведённая реконструкция позволила вывести из эксплуатации ряд устаревших мощностей, улучшить производственные и финансово-экономические показатели работы комбината.
Коксование каменных углей
... степени метаморфизма, мацеральном составе и распределении минералов в исследуемом угле. Органическое вещество каменных углей, наблюдаемое под микроскопом в отраженном свете с масляной иммерсией, состоит из ... и состоит из прозрачной массы. Он наиболее распространен в углях идущих на коксование. 1.3 Неорганические составные части углей Твердое топливо состоит из сложных химических соединений, в ...
Основные показатели производственно-экономической деятельности ОАО «ЕВРАЗ НТМК» в 2010 — 2012 гг.
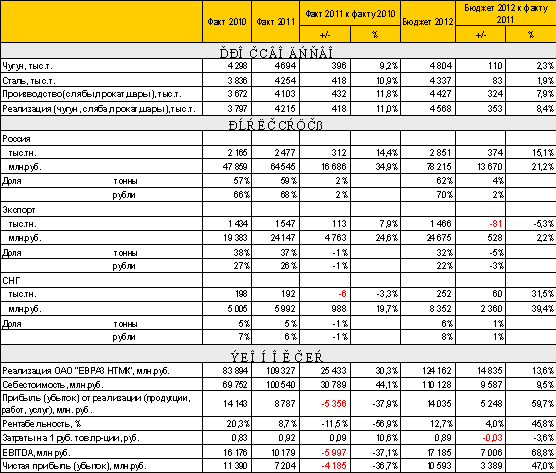
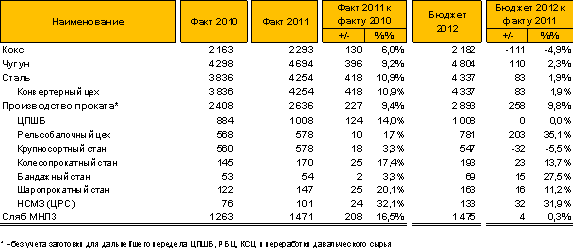
Выполнение производственной программы ОАО «ЕВРАЗ НТМК» в 2011 году
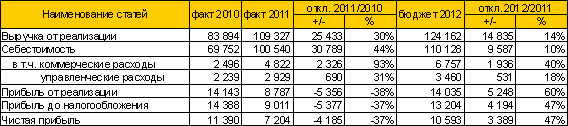
Финансовые результаты ОАО «ЕВРАЗ НТМК» в 2010 — 2012 гг., млн. руб.
2. Коксохимическое производство
в пиролизе угля без доступа воздуха при
Рассмотрим процесс коксования более подробно. Основным сырьем этого процесса является уголь разных марок в зависимости от заказа. Перед загрузкой в коксовую печь угольная шихта измельчается до оптимальных размеров 0-3 мм. Компоненты шихты усредняются по составу на специальных складах, затем тщательно смешиваются.
После укладки шихты в печь и выравнивания поверхности шихты планиром печь тщательно герметизируется. Нагрев шихты в печи происходит только посредством теплопроводности от двух ее стен, внутри которых в отопительных простенках сжигается смесь доменного и коксового газов при температурах до 1350-1400°С. Уголь нагревается и из печи выходят летучие компоненты, выделяющиеся из шихты, газы немедленно отводятся из печи через специальные отверстия и отводятся в цех улавливания.
2.1 Стадии коксования
Различают следующие последовательно протекающие стадии коксования каменного угля.
1. Сушка угля при температуре до 100-120°С.
2. Нагрев угля до 300-350°С. Коксующийся уголь на этой стадии проходит лишь физический прогрев частиц без разрушения (деструкции) легкоплавких соединений — битумов, при распаде которых и выделяются летучие вещества. Так, высококачественный коксующийся кузнецкий уголь при нагреве до 300°С выделяет лишь до 12-15% всей массы летучих. Битумы в этом угле не разрушаются вплоть до плавления. Наоборот, некоксующийся уголь на этой стадии выделяет большую массу летучих компонентов, битумы в них подвергаются деструкции, уголь теряет способность плавиться; кокс из такого угля не может быть получен.
3. Размягчение и плавление угля при 350-500°С. Первыми плавятся легкоплавкие битумы. В образовавшемся первичном расплаве растворяется вся остальная масса угольной шихты. Лишь небольшая часть угольных частиц сохраняет свою индивидуальность и не растворяется в жидкой фазе.
Из расплава интенсивно выделяются летучие, что резко меняет его химический состав, увеличивает вязкость. Поры в коксе — это пузыри и трубки, по которым двигались летучие в массе расплава; стенки их твердеют и сохраняются затем в готовом продукте.
4. При 500-600 «С расплав затвердевает в виде первого, еще слабого в механическом отношении продукта — полукокса, содержащего обычно еще окаю 50 мас. % всех летучих исходной угольной шихты.
При 600-1100°С осуществляется многочасовое прокаливание кокса, что позволяет почти полностью удалить из него летучие, провести частичную графитизацию вещества кокса, т.е. превращение аморфного углерода в кристаллический гексагональный графит. Степень графитизации готового кокса оценивается, по экспериментальным данным, в 15-20%. Именно в ходе перекристаллизации и спекания вещества кокса при 600-1100°С его прочность и твердость возрастают в 30 — 40 раз.
ДИПЛОМНЫЙ ПРОЕКТ/РАБОТА Тема работы Обогащение углей обогатительной ...
... обогащение в тяжелых средах (жидкостях и суспензиях); отсадка; обогащение в струе воды, текущей по наклонной плоскости (концентрационные столы); обогащение в центробежном поле; противоточная сепарация и др. Рисунок 1 – Классификация методов и процессов обогащения углей. ...
На рис.1 показана форма рабочего пространства коксовой печи, которая представляет собой прямоугольный параллелепипед, слегка расширяющийся в сторону выдачи кокса. Процесс коксования идет в ней от двух продольных стен печи в направлении к оси печи (рис.2).
Так как объем готового коксового пирога обычно несколько меньше объема угольной шихты, по оси пирога образуется вертикальная трещина — «развал». Таким образом, длина куска кокса обычно составляет приблизительно половину ширины камеры коксовой печи.
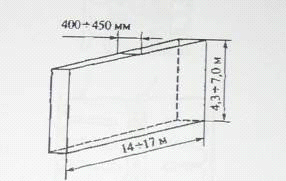
Рис. 1. Камера коксовой печи
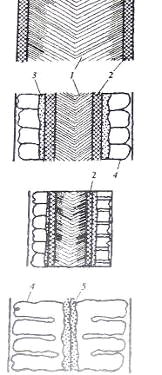
Рис. 2 Стадии коксования угля 1-шихта; 2 — пластический сбой;
/м 3 .

Рис. 3. Распределение температур в коксовой печи по ее ширине. Общая ширина камеры печи 407 мм.
Температура в отопительных простенках 1300°С.
2.2 Устройство коксовых печей
Процесс коксования осуществляется в коксовых печах. Каждая коксовая печь (рис. 4) снабжена двумя герметичными дверями по торцам. В своде печи имеются три отверстия для загрузки шихты из трех бункеров загрузочного вагона. Под печью располагаются кирпичные регенераторы. Грязный коксовый газ через газосборник и газоотводы направляется в химические цехи. С машинной стороны печь обслуживается перемещающимся по рельсовому пути коксовыталкивателем. С помощью штанги эта машина выталкивает коксовый пирог из печи. Предварительно с коксовой стороны двересъемная машина снимает дверь. Кокс направляется в тушильный вагон.
После тушения кокса водой он выгружается на наклонную рампу и конвейером направляется на коксосортировку. Коксовыталкиватель снабжен также перемещающейся по горизонтали штангой-планиром, с помощью которой выравнивается поверхность угольной загрузки перед началом коксования.
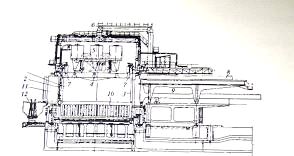
Рис. 4 Вид коксовой батареи в разрезе Коксовая печь, 2,3 — герметичные двери печи, 4 — отверстия для загрузки печи шихтой (во время коксования отверстия герметично закрыты крышками), 5 — загрузочный вагон, 6 — газоотводы, 7 — отверстия для отвода грязного коксового газа, 8 — планир, 9 — штанга коксовыталкивателя, 10 — регенераторы, 11 — двересъемная машина, 12 — тушильный вагон.
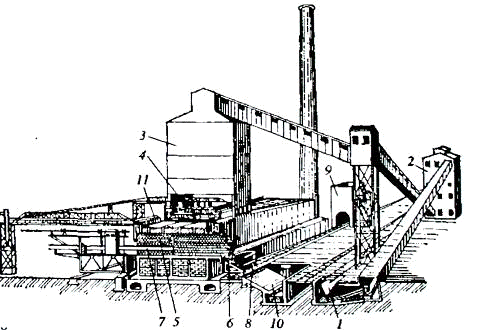
Рис. 5 Общий вид современной коксовой батареи 1-приемный бункер для сырого угля, 2-отделение для дробления и смешения угля, 3 — распределительная башня, 4 — погрузочная тележка, 5-камера коксования, 6 — кокс, 7 — коксовыталкиватель, 8 — тушильный вагон, 9 — тушильная башня, 10 — поатформа для выгрузки охлажденного кокса, 11-отвод коксового газа.
Коксовые печи (объем каждой до 42 м 3 ) располагаются параллельно по 70 — 80 шт., образуя коксовую батарею (рис.5).
Ее обслуживают коксовыталкиватель, двересъемная машина, загрузочный и тушильный вагоны, распределительная угольная башня.
Печи разделяются полыми отопительными простенками, внутри которых сжигается смесь коксового и доменного газов и развиваются температуры до 1400°С. Через стенки печей тепло продуктов сгорания передается теплопроводностью к угольной шихте в рабочем пространстве каждой печи. Готовый пирог кокса выгружается в тушильный вагон и по традиционной технологии заливается водой (4-5 м /т кокса).
К сожалению, мгновенное охлаждение создает в кусках кокса значительные внутренние напряжения, измельчает кокс, увеличивает его способность стерскаться. Кроме того, в зависимости от расхода воды влажность кокса меняется в широких пределах (от 2 до 10%), что затрудняет шихтовку в доменном цехе. Тепло коксового пирога теряется при такой технологии безвозвратно. Современная прогрессивная технология сухого тушения кокса холодным азотом предложена Г. Вундерлихом (Германия) в 1917 г. По этой схеме раскаленный (1000-1050°С) кокс загружается сверху в бункер, через который непрерывно продувается азот. Теплый кокс (200-250°С) выдается из нижней части бункера. Нагретый азот направляется в пылеулавливатели, а затем в паровой котел, где получают перегретый до 450°С водяной пар. Таким образом удается почти полностью утилизировать теплоту коксового пирога, осуществить охлаждение кокса по щадящему графику, улучшить качество кокса и снизить до минимума его влажность (1,5-2,0%).
Расход циркулирующего по контуру охлаждения азота составляет в таких установках 75 000-80 000 м /ч. После парового котла остаточная теплота азота может быть использована для сушки и подогрева угольной шихты перед коксованием.
Содержание остаточных летучих веществ в коксе зависит от температуры и продолжительности коксования. По общепринятым техническим условиям, содержание летучих в коксе не должно превышать 1,5%. Одной из наиболее важных характеристик кокса является также содержание в нем 83-88% нелетучего углерода (в расчете на рабочее топливо).
К физико-химическим характеристикам кокса относятся его горючесть и реакционная способность. Современные представления о влиянии величины окислительных зон перед фурмами доменной печи на совершенство хода в большой мере согласуются со взглядами Банзена. Согласно этим представлениям, снижение горючести кокса увеличивает размер окислительных зон, облегчая опускание шихты в печи.
Реакционная способность кокса определяется величиной константы скорости его взаимодействия с двуокисью углерода при 1100°С. Промышленными опытами, проведенными в ФРГ, показано, что доменный кокс пониженной реакционной способности в меньшей степени реагирует с двуокисью углерода и в шахте доменных печей. Понижение реакционной способности кокса во всех случаях приводило к снижению удельного расхода кокса и повышению производительности печей.
Качество кокса во многом влияет на ход доменных печей. Прочный пористый кокс разрыхляет мелкие шихты, улучшая и газопроницаемость.
Слабый в механическом отношении кокс создает угрозу замусоривания горна коксовой пылью, ухудшает шихты в печи, снижая ее газопроницаемость. Химический состав и влажность кокса ежесменно проверяются заводскими лабораториями. Эти данные, дополненные сведениями о показателях прочности кокса, сообщаются затем персоналу доменного цеха, использующему полученную информацию при управлении ходом доменных печей.
Коксохимическое производство состоит из восьми основных и шести вспомогательных цехов. Основной деятельностью КХП является производство металлургического кокса для доменного цеха.
Коксовый цех №2 в составе четырех батарей типа ПК-2К с объемом камер 21,6 м 3 (1954-1957 пуска) производит кокс мокрого тушения. Коксовый цех №3 в составе двух батарей типа ПВР с объемом камер 41,3 м3 (1986, 1989 годов пуска) производит кокс сухого тушения. Коксование углей на КХП сочетается с глубокой переработкой коксохимического сырья. На производстве имеется единственная в России установка по получению чистых веществ пиридинового и хинолинового рядов, а также отделение по производству инден-кумароновых смол. Впервые в стране освоено производство крупнокристаллического сульфата аммония бессатураторным методом. Химические цехи: улавливания №2 и №3, пекококсовый, смолоперегонный и ректификации производят широкий спектр продукции. За годы работы на коксохимпроизводстве накоплен значительный опыт по содержанию и ремонту коксового оборудования, освоены и внедрены передовые достижения научно-технического прогресса: устойчивый срок эксплуатации коксовых батарей превышает 45 лет, освоены все виды горячих ремонтов кладки (двухсторонняя перекладка, керамическая сварка).
2.3 Достижение КХП
Впервые в мире — опыт горячей консервации пекококсовых печей; впервые в мире — техника избирательного дробления углей с применением кипящего слоя; впервые в бывшем СССР — получение крупнокристаллического сульфата аммония бессатураторным методом.
КХП НТМК единственное в России имеет:
- установку по получению чистых веществ пиридинового и хинолинового ряда;
- отделение по производству инден-кумароновых смол.
В 1999 году в составе коксохимпроизводства был пущен участок по производству шлакообразующих смесей для машин непрерывной разливки стали конвертерного производства комбината. Здесь выпускаются 5 видов смесей для разливки низкоуглеродистой, низколегированной, легированной, среденеуглеродистой и высокоуглеродистой стали; для профилей: круглого, прямоугольного; слябовой и балочной заготовок, а также теплоизолирующая смесь для промежуточного ковша МНЛЗ. Разработана компьютерная программа, позволяющая рассчитывать компонентный состав смесей на основе исходного сырья.
3. Доменный цех
Доменное производство является начальным звеном в цикле производства готового проката.
Доменное производство имеет в своём составе 6 доменных печей (ДП) Доменные печи №1-4 в настоящее время остановлены. Эти печи специализируются на выплавке ванадиевого чугуна для конвертерного передела на сталь и ванадиевый шлак; товарного чугуна. Доменные печи оборудованы сухими газоочистками. В составе доменного цеха имеется: рудный двор с кранами перегружателями, бункерная эстакада, гараж размораживания сыпучих материалов, отделение разливки чугуна в составе одной машины. Мощность доменного цеха 14 млн. т. чугуна в год.
Доменный цех представляет собой важнейшее звено в цепи производства товарной металлопродукции ОАО НТМК, ибо количество и качество произведенного в его печах чугуна напрямую определяет показатели работы комбината в целом.
В доменном цехе ОАО НТМК из окускованного сырья Качканарского ГОКа производится чугун, соответствующий требованиям стандарта СТП 102-12-2005 «Чугун ванадиевый». Производство осуществляется двумя доменными печами №5 и №6, полезным объемом 2200 мі каждая. Произведенный чугун отправляется в конверторный цех для производства стали и ванадиевого шлака. Излишки чугуна сливаются на разливочных машинах.
Побочными продуктами производства чугуна являются, колошниковая пыль (выгружается в железнодорожный транспорт и отправляется потребителям, как железосодержащий и горючий компонент аглошихты); доменный шлак (полностью перерабатывается в цехе переработки шлаков (ЦПШ)); доменный газ (после прохождения системы газоочистки распределяется между потребителями для энергетических нужд).
В 2004 году был проведен капитально-реконструктивный ремонт доменной печи № 6, в ходе которого полностью обновлено ее оборудование: использована современная система загрузки с бесконусным загрузочным устройством лоткового типа, внедрены укрытые желоба с аспирацией пылегазовых выбросов, применены новые огнеупорные материалы и средства автоматизации технологического процесса. Печь объемом 2200 м имеет годовую производительность 7 млн. тонн чугуна.
Мероприятия по реконструкции печи № 5 в основном одни и те же, что и на печи № 6: замена двухконусного загрузочного устройства бесконусным лоткового типа; внедрение современных систем охлаждения печи с использованием медных холодильников и современных систем газоочистки; оборудование литейных дворов комплексом гидравлических машин; оснащение печи современными средствами контроля и управления технологическими процессами. Полезный объем печи увеличился с 1719 до 2200 м, и в связи с этим усилили фундамент; заменили все металлоконструкции колошника и опорной системы; соорудили второй литейный двор, заменили всю верхнюю часть существующего литейного двора. Проектная производительность печи в 2006 году после реконструкции составила 1,7 млн чугуна в год. Текущая производительность печи 7 млн чугуна в год.
Чугун на комбинате выплавляют две доменные печи с суммарным объемом 4400 м 3 . Отработана уникальная технология выплавки чугуна.
3.1 Состав доменного цеха
В состав доменного цеха входят следующие технологические участки.
Рудный двор с бункерной эстакадой Здесь осуществляется выгрузка, складирование и распределение сырья для бесперебойной загрузки доменных печей.
Участок загрузки доменных печей Участок занимается эксплуатацией системы нижней загрузки т.е. забором компонентов шихты из бункеров бункерной эстакады и транспортировкой его на колошник доменных печей.
- Доменные печи №5 и №6
Агрегаты с комплексом вспомогательного оборудования в которых происходит выплавка чугуна.
Воздухонагреватели Комплекс агрегатов для обеспечения доменных печей высокотемпературным дутьем.
Газоочистка Комплекс оборудования для выделения из доменного газа колошниковой пыли и влаги перед подачей его в цеховой газопровод.
- Участок разливочных машин.
установки для слива чугуна из ковшей и формирования чугунных чушек.
3.2 Общая схема доменного процесса
В доменной печи происходит непрерывное поступление шихтовых материалов, распределенных засыпным аппаратом на колошнике и непрерывное движение восстановительных газов от фурменных очагов через столб шихты к колошнику. Результатом взаимодействия этих потоков является накопление чугуна и шлака в нижней части доменной печи и постоянный отток отработавших восстановительных газов в верхней части печи. Шихтовые материалы во время пребывания в доменной печи претерпевают значительные физико-химические изменения, препятствующие прохождению сквозь их слои потока восстановительных газов. Правильное распределение материалов на колошнике минимизирует это плохое явление и дает возможность поддерживать оптимальную, для конкретных условий газопроницаемость столба шихтовых материалов и влиять на организацию газовых потоков в печи.
Сутью работы доменной печи является восстановление железа и “полезных» элементов из химических соединений, в которых они существуют в природных условиях. Основными восстановителями в доменном процессе являются углерод (С), монооксид углерода (СО) и водород (Н 2 ).
Реакция восстановления окислов железа непосредственно углеродом кокса называется прямым восстановлением. Косвенное восстановление — восстановление газообразными восстановителями (СО и Н2 ).
Железо на 70 — 80% восстанавливается в шахте (сухой зоне) газообразными восстановителями, а завершается процесс восстановления при температуре выше 1000 С при взаимодействии расплава с углеродом кокса в заплечиках и горне. Реакции прямого восстановления идут со значительным потреблением тепла, необходимо стремиться к минимизации их протекания. Образование чугуна и шлака Плавление шихтовых материалов происходит в определенном интервале температур. В распаре, при температуре выше 1000С, материал находится в пластично — вязком состоянии и здесь начинается образование жидкого шлака из пустой породы шихты. В стекающем вниз шлаке под действием возрастающих температур (1100 — 1500) С постепенно расплавляется вся пустая порода, а после сгорания кокса и его зола. Свежевосстановленное железо заметно науглероживается в твердом состоянии, что понижает его температуру плавления. Науглероженное железо содержащее около 4% углерода и до 4% примесей (Si, Mn, S, P и др.) плавится при температуре 1130 — 1150С и стекает виде капель чугуна в горн. Окончательный состав чугуна и шлака формируется после взаимодействия жидких продуктов плавки с раскаленным коксом в заплечиках и горне, а так же при фильтрации капель чугуна через слой шлака в нижней части горна — металлоприемнике. В заплечиках и горне углеродом производства чугуна">кокса и чугуна восстанавливается основная доля трудновосстановимых элементов, входящих в состав чугуна (Si, Mn, V), из их оксидов, растворенных в шлаке. В горне чугун и шлак из — за различия в плотностях разделяются на несмешивающиеся слои. Чугун располагается на лещади, а шлак над ним, что предохраняет чугун от возможного окисления дутьем.
.3 Техническая характеристика доменных печей
В табл. 1 представлены технические характеристики доменных печей.
Таблица 1. Техническая характеристика доменной печи
|
Наименование параметра |
Единица величины |
Значение параметра |
|
|
ДП5 |
ДП6 |
||
|
1 Полезный объем 2 Полная высота 3 Полезная высота 4 Диаметр горна 5 Диаметр распара 6 Диаметр колошника 7 Высота мертвого слоя 8 Высота горна 9 Высота заплечиков 10 Высота распара 11 Высота охлаждаемой части шахты 12 Высота неохлаждаемой части шахты 13 Высота колошниковой защиты 14 Угол наклона шахты: неохлаждаемой части охлаждаемой части 15 Угол наклона заплечиков 16 Толщина огнеупорной кладки шахты 17 Сечение горна 18 Отношение: полная высота печи / диаметр распара диаметр распара / диаметр горна диаметр колошника / диаметр распара 19 Число воздушных фурм 20 Число чугунных леток |
м 3 мм мм мм мм мм мм мм мм мм мм мм мм градус, мин градус, мин мм мм м2 — — — шт. шт. |
2200 33910 29901 9800 11900 7100 2003 4600 5066 2603 12400 1) 3200 82°35′1) 78°57′ 2002) 1503) 75,39 2,85 1,21 0,597 22 2 |
2200 30530 26950 9700 12000 7100 1803 4600 4500 3000 9950 3700 1200 76°28′ 81°05′ 75°40′ 120 4) 73,86 2,54 1,237 0,592 22 2 |
Технические характеристики турбокомпрессоров:
1. Номер 10,11
. Тип компрессора ТКА-5500
. Тип турбины К-22-90/2м
. Паспортные параметры холодного дутья: давление 0,42 (4,2) МПа
. Производительность, н. т. м3 /мин 5200
Шихтовые материалы доменной плавки.
Кокс. Кокс в доменном процессе выполняет несколько функций и является источником тепла (топливом), восстановителем, разрыхлителем столба шихты, обеспечивает наличие фильтрующей насадки и получение восстановительных газов.
Требования к качеству кокса по СТП 102-21-2009
Железофлюс доменный ВГОК (СТО 05778402-097-2008).
Железофлюс используется при выплавке чугуна в качестве флюсующей и ванадиевой добавки в составе железорудной части шихты в количестве от 7 % до15 %. При использовании железофлюса сырой известняк в доменной шихте не используется. Необходимая основность доменного шлака выдерживается за счет количества и основности железофлюса.
Агломерат КГОК (ТУ 0721-005-00186938-2009)
Окатыши КГОК (ТУ 0722-003-00186938-2009)
4. Конвертерное производство стали
Конвертерный цех состоит из трех основных участков — выплавления, обработки и разливки стали, и шести вспомогательных цехов. До реконструкции цех выплавлял 3.5 млн. т. стали, а после реконструкции 4.2 млн. т. Были заменены три конвертера, и это позволило закрыть мартеновское производство стали, более экологически вредное, чем конвертер.
Кислородно-конвертерный цех способен выпускать почти все известные марки стали, приблизительно около 900, а также ванадиевый шлак.
4.1 История кислородно-конвертерного цеха
Кислородно-конвертерный цех №1 НТМК введен в эксплуатацию в 1963 году. Это был первый в СССР специально спроектированный и построенный кислородно-конвертерный цех с большегрузными в то время время 130-тонными конвертерами. Строительство цеха явилось одним из этапов реализации новой технологической схемы при решении проблемы обеспечения железорудным сырьем металлургии Среднего Урала, в частности НТМК, на основе вовлечения в производство качканарских ванадийсодержащих титано-магнетитовых руд. В связи с низким содержанием железа (16-17%) эффективность использования качканарских руд на всех стадиях их переработки — обогащение, окускование, выплавка чугуна, передел чугуна в сталь, базировалась на комплексном использовании продуктов передела и в первую очередь, ванадия. Разработка технологии передела чугуна в сталь с извлечением ванадия дуплекс-процессом в кислородных конвертерах Работа в ККЦ-1 уже в первый период вывело значительное число неудовлетворительных проектно-конструкторский решений, что устранялось в проектах последующих цехов СССР и определяло необходимость реконструкции конвертерного цеха №1 комбината.
Наиболее сложный и недостаточно отработанной с момента пуска цеха была и остаётся система газоотводящего тракта — котёл — утилизатор — газоочистка. В первом исполнении в системе газоотводящего тракта были установлены электрофильтры для обеспыливания дыма. Из-за низкой фиктивности они были демонтированы в первый год работы и агрегаты переведены полностью на мокрую газоочистку. Из-за низкой пропускной способности газоотводящего тракта во все периоды работы цеха продувка кислородом производится с относительно низкой интенсивностью.
Первоначальное размещение пультов управления рядом с конвертором, дымососов в главном здании не обеспечивало условий нормального и безопасного обслуживания агрегатов.
Неудовлетворительно были решены в проекте вопросы шлакоуборки под конвертером, подачи и загрузки металлолома в конвертер и ряд других.
Поэтому с 1963 по 2000 годы в ККЦ-1 выполнено поэтапно несколько реконструкций.
Этапы развития и реконструкции
год — II очередь ККЦ №1. Установка 3-го конвертера, 2-го миксера 1300 тонн. Замена дымососов с выносом их в отдельно стоящее здание. Строительство отделения подготовки составов
Мощность цеха по стали при работе дуплекс — процессом — 1,05 млн. тонн. Достигнуто производство 1,7 млн. тонн в год. Переработка ванадиевого чугуна на полупродукт и ванадиевый шлак — до 2,0 млн. тонн чугуна в год.
— 79 гг. Строительство конвертера №4. Замена всех конвертеров на новые объёмом 135 м3 , садкой 160 тонн. Соответственно реконструкция газоотводящего тракта (котёл, газоочистка).
В связи с установкой новых агрегатов — усиление конструкций главного здания, замена кранового оборудования, заливочных чугуновозных ковшей, сталеразливочных ковшей, развитие (удлинение) разливочных пролётов, строительство 2-го пролёта подготовки состава. Мощность цеха по стали — 3,0 млн. тонн в год.
— 1995 гг. Замена всех 4-х конвертеров, отработавших двойной нормативный срок, на новые;
Замена котлов — охладителей на котлы серии ОКГ-100-3Р, позволяющие увеличить интенсивность продувки плавки кислородом с 280 до 400 м3 в минуту.
Реконструкция газоочисток, замена дымососов на более производительные.
Однако остались невыполненными работы, связанные с энергообеспечением цеха (питательная вода для котлов — утилизаторов, грязный оборотный цикл и др.).
Мощность цеха по расчетам Уралгипромеза установлена 3,5 млн. тонн стали при переработке дуплекс — процессом 3,8 млн. тонн ванадиевого чугуна.
— 2000 гг. Строительство отделения непрерывной разливки в составе 3-х машин непрерывного литья заготовок (МНЛЗ).
Выбор типа МНЛЗ в 1990 — 91 годах был обусловлен передачей сортамента мартеновского цеха №2 в конверторный цех. Поэтому четырехручьевая МНЛЗ №1 запроектирована для разливки колёсобандажной стали в заготовки диаметром 430 мм. В ходе строительства эта МНЛЗ допроектирована для разливки рельсовой стали в заготовке сечением 300х360 мм. МНЛЗ №1 введена в эксплуатацию в 1995 году с проектной мощностью 7000 тыс. тонн стали в год. Проекты поставки оборудования МНЛЗ №1 выполнены австрийской фирмой Фест-Альпине Индустрианлагенбау (ФАИ) и Уралмаш заводом, МНЛЗ №2 комбинированного типа предназначена для отливки слябов сечением 240х1500 мм. под обеспечение действовавшего на комбинате толстолистового стана «3500» производительность 400 тыс. тонн листа в год. Кроме того, МНЛЗ №2 перестраивается в четырёхручьевой вариант с отливкой прямоугольных заготовок для обеспечения сортовых станов комбината. МНЛЗ №2 введена в эксплуатацию в 1996 году. К сожалению, в этом же году по решению дирекции комбината был остановлен толстолистовой стан. Поэтому отливка сляб на МНЛЗ №2 производится по экспортным заказам, по крайней мере, до ввода на комбинате нового толстолистового стана «5000». Мощность МНЛЗ №2 — 1,1 млн. тонн стали в год. Проект и поставки оборудования МНЛЗ-2 выполнены Уралмашем, АСУТП с участием ФАИ.
МНЛЗ №3 — комбинированного типа для отливки заготовок фигурного сечения с целью обеспечения проката крупных балок (с №60) на универсальном балочном стане. Кроме того, МНЛЗ №3 может перестраиваться на 2-х или 4-х ручьевой вариант для отливки заготовок прямоугольного сечения. Машина планируется вводом в 2000 году на мощность 700 — 900 тыс. тонн в год. В зависимости от сортамента заготовок.
Проект и поставка оборудования обеспечивается фирмой Фест-Альпине Индустрианлагенбау и Уралмаш заводом.
Одновременно с вводом МНЛЗ в отделение непрерывной разливки построены две установки доводки стали печь — ковш, вакууматор типа RH для дегазации, в основном, рельсовой и колёсобандажной стали. Эти установки спроектированы и поставлены фирмой ФАИ.
Выбор фирмы ФАИ для проектирования и поставок оборудования ОНРС обусловлен тем, что ФАИ и Уралмаш в 1990 году организовали совместную инжиниринговую фирму, а Уралмаш является поставщиком большей части оборудования для прокатных и других цехов комбината.
В конвертерном цехе №1 в процессе его 37 летней эксплуатации выполнено большое число исследований, разработок и внедрений новых технологий и агрегатов. Технология переработки ванадиевого чугуна дуплекс — процессом в кислородных конвертерах, разработанная и внедрённая на НТМК, является наиболее эффективной из известных в мире, и сфера её использования расширяется именно по опыту комбината.
В 1964 году в конвертерном цехе впервые в СССР разработана и внедрена трёхсопловая кислородная фурма, которая через месяц была внедрена во всех конвертерных цехах СССР.
В ККЦ №1 в своё время в числе первых цехов российской металлургии внедрены шиберные затворы в стальковшах вместо стопоров, продувка металла аргонам в ковшах во время выпуска, монолитная футировка ковшей. В последний период работы выполнен перевод стальковшей с шамотной на более стойкую футировку из основных и периклазоуглеродистых огнеупоров, внедрены горизонтальные стенды разогрева ковшей. В отделении непрерывной разливки освоены МЛЛЗ нового типа, агрегаты печь — ковш и вакууматор.
Максимальное производство стали в цехе составило 3,180 млн. тонн в 1988 году. К 2000 году конвертерный цех оснащен оборудованием для производства наиболее качественной стали.
4.2 Технологический процесс получения стали
На НТМК используется духлесс-процесс т.е. производство стали идет в 2 этапа: извлечение ванадиевого шлака и получение годного металла.
Чугун поступает в конвертерный цех в чугуновозных ковшах из доменного цеха (печь-ковшей 4 шт., вакууматоров 2 шт).
Вначале чугун попадает в миксерное отделение. Здесь идет усреднение чугуна по химическому составу и температуре. Также здесь идет некоторое охлаждение чугуна с помощью железорудных окатышей и агломерата.
Из миксера чугун попадает в конвертер. Опускается фурма, начинается продувка и наводится ванадиевый шлак, который впоследствии скачивается в шлаковозные чаши под конвертером. Ванадиевый шлак впоследствии идет на продажу, а металл-полупродукт на десульфурацию. Десульфурация металла-полупродукта происходит на установке десульфурации металла в конвертерном отделении. Так заканчивается первая стадия духлесс-процесса.
Вторая стадия начинается с того что обессеренный металл-полупродукт вновь поступает в конвертер, где он плавится в течении 35 минут. Металл заливается в конвертер, опускается фурма и начинается подача кислорода. Это вызывает уменьшение содержания углерода в металле. Количество подаваемого в конвертер кислорода и дополнительных материалов, таких как известь и доломит рассчитываются специальной системой. Добавочные материалы содержатся в бункерах расположенных над конвертером. Обычно их количество 6-8 штук. Вся плавка контролируется с пульта управления оператором. Он же наклоняет конвертер для взятия химического анализа и замера температуры. Проба металла отправляется в лабораторию, где робот сверлит в ней отверстие и с помощью спектрографического метода определяет точный состав металла. Химический анализ занимает в среднем 4 минуты.
По завершения продувки конвертер наклоняется и начинается выпуск металла и шлака. Температура выпуска металла составляет 1670о . Так как шлак и металл имеют разную плотность, шлак будет плавать на поверхности металла. В конце слива плавки мы используем газодинамическую отсечку шлака. Там установлены инфракрасные камеры, которые видят границу металл-шлак и как только шлак начинает подходить к сталевыпускному отверстию клапан закрывает сталевыпускное отверстие. Таким образом, металл выходит из конвертера чистым.
В конце выпуска металла происходит раскисление и легирование стали различными легирующими материалами — ферросплавами, алюминий — содержащими материалами. В ковш после выпуска металла подаются легирующие элементы и раскислители. Шлак сливается в шлаковые чаши, которые отправляются на участок шлакораздела.
Здесь чаша переворачивается, и застывший шлак вываливается наружу. На шлак роняют тяжелую металлическую плиту, которая дробит шлак на куски. Металлические включения шлака извлекаются с помощью магнита, и впоследствии отправляются в конвертер. Оставшийся шлак отправляется на шлаковые отвалы.
Сталеразливочный ковш отправляется на участок внепечной обработки стали. Здесь происходит доводка металла по температуре и химическому составу. Во время этого три раза производится замер температуры и определяется химический состав стали. При определении химического анализа замеряется количество следующих элементов: C, Mn, Si, P,S, Al, Cr, Nb, Ni, Cu, Mo, V, Ti, Ca и B. Если требуется металл вакуумируют.
Затем металл отправляется на машину непрерывного литья заготовки. После затвердевания металла он проходит через измерительные ролики и попадает на машину газовой резки, которая разрезает металл на заготовки необходимой длины. При разрезании образуются наплывы, которые впоследствии также приходится отрезать. Слитки клеймятся специальной машиной — клеймителем. Впоследствии составляется паспорт плавки. Если того требует заказчик, металл может охлаждаться не естественным способом, а очень медленно. Для этого используются термоямы.
В отделе технического контроля в металле определяются внутренние дефекты. Для этого газокислородным резаком на поверхность металла наносится змейка. Затем металл осматривается на предмет наличия внешних дефектов. Металл укладывается кранами на складе и впоследствии вывозится с предприятия.
4.3 Оборудование кислородно-конвертерного цеха
Сталеразливочный ковш. Чаша ковша либо периклазо-карбидная, либо периклазо-углеродная. Стойкость футеровки ковша составляет около 800 плавок. Ремонт и перебор футеровки ковшей осуществляется на участке подготовки сталеразливочных ковшей.
Конвертер. Кислородный конвертер (рис.6) имеет цилиндрическую среднюю часть, коническую горловину и сферической формы днище. Футеровка конвертера имеет арматурный слой, прилегающий к металлическому кожуху и предохраняющий его от нагрева и рабочий слой, соприкасающийся с металлом, шлаком и газом. В настоящее время в конвертерном отделении имеется 4 конвертера объемом 300 тонн, но загрузка производится только на 160 тонн, для избегания разбрызгивания металла при продувке. Конвертеры оснащены устройствами донной продувки — со дна конвертера при помощи 12 труб подается Ar или N. Это способствует перемешиванию горячего металла и интенсифицирует процесс плавки. Конвертер также оборудован различными датчиками для избежания аварии. Например не позволяющими оператору провернуть конвертер вокруг своей оси.
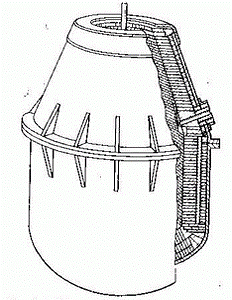
Рис. 6. Кислородный конвертер.
Установка десульфурации металла. Позволяет снизить содержание серы в металле-полупродукте до 0.001-0.002%. Металл-полупродукт загружается в продувочную камеру и закрывается колпаковой тележкой. Фурма опускается в ковш и начинается продувка Ar и N. Газ несет с собой различные десульфурирующие элементы такие как гранулированный магний и флюодезированную известь. Эта известь обработана специальными маслами и придает металлу жидкотекучесть. Также известь выполняет функцию защиты от возгорания или взрыва магния. Десульфурация идет по следующей реакции:
[Mg] + [S] = (MgS);
Мощность данной машины равна 128 тысяч тонн металла в месяц.
— Машина скачивания шлака. Убирает шлак с поверхности обессеренного металла. Стенд с металлом поворачивается к оператору машины и он с помощью скребка убирает шлак с поверхности металла. Температура шлака достигает 1370о . Шлак увозится на шлаковозных чашах.
- Фурма. Служит для продувки жидкого металла кислородом. От высоты фурмы над поверхностью металла зависти уровень шлака в конвертере и скорость снижения концентрации углерода. Фурма охлаждается при помощи воды.
- Система бункеров. В бункерах, расположенных над конвертером хранятся различные материалы, добавляемые к металлу в процессе плавки. По команде оператора бункер открывается и высыпает требуемое количество материала в конвертер.
- Система расчета материалов. Зная химический состав чугуна и стали, программа рассчитывает количество кислорода подаваемого через фурму и количество дополнительных материалов для подачи в конвертер.
- Краны. Имеют грузоподъемность 240 тонн. Служат для перевозки ковшей с жидким чугуном по цеху.
- Система газоочистки. Над конвертером имеется вентилятор затягивающий в себя вредные газообразные продукты выплавления стали.
- Транспортерная лента. Используется для доставки материалов с шихтового двора в цех. Лента чулочного типа, это обеспечивает наименьшую потерю материалов. Оборудована станциями пылеочистки отсасывающими пыль. Длина ленты равна 1 км.
— Установка печь-ковш. Используется для подогрева металла и доводки его по химическому составу. Для подогрева используются 3 электрода, нагревающие металл с помощью электрической дуги. Для доводки металла по химическому составу используется порошковая проволока, через которую поставляются кусковые ферросплавы.
- Термопара. Используется для измерения температуры горячего металла.
— Установка для вакуумирования металла. Участок оснащен установкой циркуляционного типа. Металл с помощью насосов засасывается в вакуумную камеру. Низкое давление вызывает кипение металла в результате которого он отдает все газообразные примеси.
— Машина непрерывного литья заготовки. В цехе имеется 4 МНЛЗ. Сначала ковш устанавливается на двухместный поворотный стенд. Затвор открывается и металл выливается в промежуточный ковш имеющий вместимость 30 тонн. Он необходим для обеспечения запаса металла в условиях непрерывной разливки. Ниже него находятся стаканы дозаторы металла за которыми следует медный водоохлаждаемый кристаллизатор расположенный на вибростелле. Кристаллизатор имеет форму конуса. Окончательно металл затвердевает в зоне вторичного охлаждения, откуда сон подается на вытягивающие ролики.
На участке имеется 4 МНЛЗ.
МНЛЗ №1 радиального типа. Она выпускает металл транспортного назначения и рельсовые заготовки, а также круглые заготовки диаметров до 430 мм.
МНЛЗ №2 криволинейного типа. Может выпускать металл как на 2 так и на 4 ручья. Выпускает квадратные и прямоугольные заготовки для строительной продукции.
МНЛЗ №3 радиального типа. Двухручьевая, выпускает заготовки в форме блюма и двутавра, которые идут в прокат и используются на комбинате.
МНЛЗ №4 радиального типа. Выпускает металл на экспорт.
- Лазерная система измерения длины и ширины заготовки.
5. Цех прокатки широкополочных балок
5.1 История Комплекс
ЦПШБ по проекту блюминг «1500» и универсальной балочный стан. Все оборудование спроектировано и изготовлено Уралмашзаводом. Блюминг «1500» как головная обжимная клеть комплекса был введен в эксплуатацию в 1974 году и представлял наиболее современный и мощный блюминг в Европе. Блюминг обеспечивал производство заготовок прямоугольного и фигурного сечения для проката балок на универсально-балочном стане №20 до 100. Кроме того стнан катал и товарную заготовку. Производственная мощность блюминга достигала 3450 тонн заготовки в год при проектной 3000 тыс. тонн.
В 1996 году решением руководства комбината блюминг «1500» был остановлен и демонтирован. В результате, сортамент универсально балочного стана вынужденно ограничен из-за отсутствия фигурной заготовки для балок №60 и выше. Весь сортамент стана будет восстановлен только после пуска в эксплуатацию и освоения в полном объеме МНЛЗ №3 конвертерного цеха.
По образцовой культуре производства обжимной цех № 2 — блюминг «1500», был лучшим цехом комбината.
5.2 План цеха
Цех прокатки широкополочных балок представлен на рис. 7.
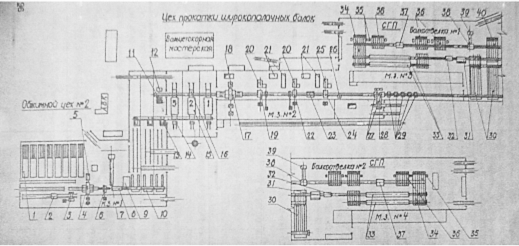
Рис. 7. Схема оборудования обжимного цеха и цеха прокатки широкополочных балок: 1 — группа нагревательных колодцев; 2 — слитковоз; 3 — сталкиватель; 4 — обжимная двухвалковая клеть; 5 — устройство для смены валков; 6 — ножницы 1600т; 7 — транспортёр уборки обрези; 8 — клеймовочная машина; 9 — устройство для пакетирования слябов; 10 — уборочные стеллажи; 11 — возвратный стеллаж; 12 — сталкиватель; 13 — загрузочные стеллажи; 14 — печные толкатели; 15 — нагревательные печи с шагающим подом; 16 — устройство для выдачи заготовок из печи; 17 — обжимная двухвалковая клеть 1300; 18 — устройство для смены валков; 19 — промежуточная универсально-балочная группа; 20 — механизированные устройства для комплексной смены валков; 21 — стенды для механизированной сборки; 22 — предчистовая универсально-балочная группа; 23-устройство для охлаждения балок; 24 — чистовая универсальная клеть; 25 — перевалочное устройство чистовой универсальной клети; 26 — клеймовочная машина; 27 — стационарные пилы горячей резки; 28 — транспортёр уборки обрезки; 29 — передвижные пилы горячей резки; 30 — холодильники; 31 — горизонтальные роликоправильные машины; 32 — вертикальные роликоправильные машины; 33 — участки инспекторского осмотра; 34 — распределительные стеллажи; 35 — передвижные кантователи балок; 36 — инспекторские стеллажи; 37 — гидравлические правильные прессы усилием 600т; 38 — дисковые пилы холодной резки; 39 — транспортёры уборки обрези; 40 — стеллаж возвратного потока.
Производительность универсального балочного стана составляет 100 — 120 тыс. т. в год. Обслуживающий персонал данного цеха насчитывает около 800 человек.
5.3 Сортамент и требования нормативно-технической документации к качеству проката
Сортамент универсального балочного стана (УБС) цеха прокатки широкополочных балок НТМК включает более сорока групп двутавров по российским ГОСТам и зарубежным стандартам (ASTM, BS, HS), квадратную заготовку со стороной 100-200 мм, круглую заготовку для трубных заводов диаметром 115, 120, 150 и 210 мм, листовую сталь для нужд комбината толщиной 20 — 120мм и шириной 700-1000 мм, шпунт Ларсена Л5-УМ, используемый для строительства портов и причалов.
Сортамент выпускаемой продукции приведен в табл.2.
Таблица 2. Сортамент ЦПШБ
|
Наименование продукта |
Шифр профиля, мм |
Нормативный документ на профиль |
|
1 |
2 |
3 |
|
Двутавры с параленльными гранями полок |
20Б1-60Б2 20Ш1-50Ш4 20К1-40К5 |
СТО АСЧМ 20 |
|
Двутавры с параленльными гранями полок |
20Б1-60Б2 20Ш1-50Ш4 20К1-40К5 |
СТО АСЧМ 20-93 |
|
Двутавры с параленльными гранями полок |
Размеры по: ASTM A6 JIS G 3192 BS 4r.1. |
Размерная спецификация Р 40-94 |
|
Двутавры с параленльными гранями полок |
ASTM A6 JIS G 3192 BS 4r.1. |
|
|
Двутавры с уклоном внутренних граней поллок |
24М, 30М, 36М, 45М |
ГОСТ 19425 |
|
Шпунт Ларсена |
Л5-УМ |
ТУ 14-102-8 |
|
Заготовка квадратная |
100, 115, 120, 125, 130, 140, 150, 160, 200 |
ТУ 14-1-5237 ТУ 14-1-4492 |
|
Круглый прокат |
120, 150, 210 |
Гост 2590 |
|
Заготовка трубная |
120, 150, 210 |
ГОСТ 14-21 |
|
Заготовка шаровая |
120 |
|
|
Толстолистовой прокат |
Толщина от 14 и выше, ширина 700 |
Размерная спецификация Р 45-2001 |
В данной таблице:- стандарт США, JIS — Япония, BS4 — Великобритания.
По соотношению размеров и форме профиля двутавры подразделяются на три типа:
Б — нормальные с параллельными гранями полок Ш — широкополочные с широкополочные гранями полок К — колонные с параллельными гранями полок В свою очередь поперечное сечение двутавра должно соответствовать примеру приведенному на рис.8.
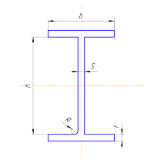
Рис.8. Поперечное сечение двутавра h — высота; b — ширина полки; S — толщина стенки; t — толщина полки; L — длинна двутавра; d — перекос полки; δ= (b1-b2) /2 смещение полки относительно стенки; f — прогиб стенки.
Пределы отклонения по размерам и форме представлены на рис.9 и табл.3
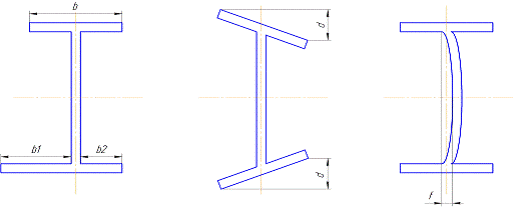
Рис.9. Пределы отклонения двутавров по размерам и форме.- ширина удлинённого фланца;
- ширина укороченного фланца;
- d — перекос полки;
- f — прогиб стенки.
Таблица 3. Пределы отклонения по размерам и форме
|
Параметр |
Размеры, мм |
Предельные отклонения |
|
1 |
2 |
3 |
|
Высота, h |
до 120 вкл. св.120 до 380 от 380 до 580 от 580 |
±2,0 ±3,0 ±4,0 ±5,0 |
|
Ширина полки, b |
При высоте h до 120 вкл. св 120 |
±2,0 ±3,0 |
|
Толщина стенки, S |
до 4,4 вкл. св 4,4 до 6,5 вкл св 6,5 до 16,0 от 16,0 до 23,0 от 23,0 |
±0,5 ±0,7 ±1,0 ±1,5 ±2,0 |
|
Толщина полки, t |
до 6,3 вкл. св.6,3 до 16,0 от 16,0 до 25,0 от 25,0 |
±1,0 ±1,5 ±2,0 ±2,5 |
|
Длинна двутавра, L |
до 7000 от 7000 до 15000 от 15000 |
+40 +80 +100 |
|
Перекос полки, d |
при высоте h до 120 вкл. св 120 до 290 от 290 |
1,0 0,015·b, но не более 3,0 0,015·b, но не более 4,0 |
|
Смещение полки относительно стенки, δ= (b1-b2) /2 |
при высоте h до 120 вкл. св.120 до 190 от 190 до 290 от 290 и b до 220 от 290 и b от 220 |
1,5 2,5 3,0 3,0 4,0 |
|
Прогиб стенки, f |
при высоте h до 120 вкл. Св.120 до 380 от 380 до 680 |
1,0 1,5 2,0 3,0 |
Двутавры выпускаются мерной длины 9, 10, 12, 15, 18 и 24 метра, из условия заказа длина двутавра может варьироваться от 4 до 24 метров. Кривизна двутавра не должна превышать 0,2 длины двутавра. Косина реза не должна выводить длину двутавра за предельные отношения по длине. Двутавры не должны иметь дефектов поверхности, мешающих дальнейшему применению. При наличии данных дефектов при условии того, что они не велики по размерам дефекты ликвидируются зачисткой или вырубкой.
Глубина зачистки не должна превышать:
мм для эл-та профиля толщиной до 10 мм 2 мм для эл-та профиля толщиной свыше 10 мм На торцах допускаются забоины в пределах половины фактического отклонения по длине, также допускаются небольшие заусеницы. Расслоения на торцах не допускаются.
5.4 Технология производства широкополочных балок
Универсально-балочный стан является самым мощным станом такого типа в мире. Технологический процесс осуществляется
Нагрев заготовок прямоугольного и фасонного профиля производится в печах с шагающим подом, данная печь оборудована плоскопламенными сводными горелками. Продолжительность нагрева заготовок равна 3 — 4,5ч.
Заготовки для ЦПШБ поставляются третьей машиной для непрерывного литься заготовки (МНЛЗ №3).
Заготовки поступают 4-х видов, они приводятся на рис. 10.
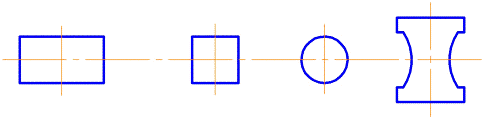
Рис. 10. Поступающие профили заготовок
Далее нагретая заготовка поступает на обжимную клеть балочного стана — двутавровая реверсивная, промежуточная и предчистовая группы клетей включают в себя по одной универсальной и одной вспомогательной клети. Чистовой клетью является главная универсальная клеть. Стан оборудован системой принудительного охлаждения прокатываемого металла, которая способствует повышению механических свойств двутавров.
Перевалка балочного стана с заменой универсальных и вспомогательных клетей осуществляется с помощью специального грузоподъемного устройства. Резка заготовок осуществляется при помощи маятниковых пил, на схеме их установлено 6 штук.
5.5 Оборудование ЦПЩБ
В цехе проката широкополочных балок используется технологическое оборудование:
Печи с шагающим подом оборудованные плоскопламенными сводовыми горелками.
Обжимная клеть балочного стана — двухтавровая реверсивная, с валками диаметром 1300мм и длинной бочки 2800мм. Привод рабочих валков индивидуальный, от двух электродвигателей мощностью 5250 кВт.
Промежуточная и предчистовая группа клетей (1 главная универсальная клеть и 1 вспомогательная клеть).
Чистовая клеть — универсальная клеть. Диаметр горизонтальных валков 1500мм, длина бочки 1300 — 1090 — 750мм, диаметр вертикальных валков 1100 — 950мм, длина бочки 460 — 360 — 270мм.
Мощность электродвигателей универсальных клетей — 8500, 6500, 4500 кВт.
Мощность электродвигателей вспомогательных клетей 3600 кВт.
Система принудительного охлаждения Маятниковые пилы горячей резки Специальное грузоподъемное устройство Роликоплавильные машины консольного типа Инспекторские рольганги Контрольные стелажи Пилы холодной резки Стеллаж возвратного потока
6.1 История цеха
В 1945 году было утверждено решение о строительстве современного рельсобалочного стана. Первый советский рельсобалочный стан, созданный Уралмашзаводом, был пущен в две очереди: обжимная линия в сентябре 1948 года и весь стан в апреле 1949 года. Первоначальная проектная мощность цеха составляла 750 тыс. тонн в год проката. В 1957 году была построена методическая печь № 2.
Прокатка рельсов типа Р-43 была освоена в первые месяцы работы цеха, однако, затем была прекращена из-за отсутствия средств для противофлокенной обработки. Производство рельсов было возобновлено только в 1955 году после окончания строительства печей изометрической выдержки. В 1960 году было освоено изготовление рельсов длиной 25 м вместо 12,5 м, производимых до этого. В конце 60-х годов цех перешел на производство экономичных профилей облегченного типа. В 1966 году пущено в эксплуатацию уникальное термическое отделение для объемной закалки железнодорожных рельсов в масле. В результате термической обработки эксплуатационная стойкость рельсов возросла в 1,5 раза. В 1969-1970 годах выполнена крупная реконструкция: заменено все оборудование обжимной линии стана и двигателя главного привода. В 1981-1982 годах заменены морально и физически изношенные роликоправильные машины. Установлены машины консольного типа, изготовленные Уралмашзаводом. В 1982 году также были заменены станки для фрезеровки торцов и сверления отверстий в рельсах на поточных линиях.
За время работы цеха постоянно совершенствовался технологический процесс, осваивались новые профили проката, но в связи с пуском в 1977 году цеха прокатки широкополочных балок сортамент рельсобалочного цеха (РБЦ) значительно сократился.
Принятая на ОАО «НТМК» в 1992 году программа модернизации ставила своей задачей реконструкцию существующего рабочего оборудования и дальнейшее развитие комбината до 2000 года. Благодаря этой программе, с 1997 стало возможно начать, массовое производство рельсов из конверторной стали, которая поступает в цех прокатки из машины непрерывного литья заготовок.
Сейчас цех специализируется на выпуске продукции транспортного назначения — рельсы, фасонные профили для вагоностроения, а также для тракторостроения и других отраслей.
.2 Структура цеха и оборудование цеха
Исходными заготовками служат катаные, непрерывнолитые заготовки прямоугольной и квадратной формы.
Состав оборудования цеха:
Методическая печь с шагающими балками для нагрева заготовок (введена в эксплуатацию в 2000 г.);
Рольганг. Роликовый конвейер, который осуществляет перемещение проката и заготовок по цеху. Каждый ролик имеет индивидуальный привод, оборудованный электродвигателем.
Краны. Перевозят рельсы по территории склада и укладывают их в пачки.
Стан 950. Управляется полностью вручную с двух постов пульта управления. Оборудован двухвалковой реверсивной клетью, линейкой манипулятора, которая направляет металл в калибр и удерживает полосу при прокате. Стан так же оборудован кантователями и специальным циферблатом, показывающим силу обжима в каждом калибре. Валки охлаждаются водой;
Стан 850. Содержит две трехвалковые клети (трио) и одну чистовую двухвалковую клеть (дуо).
Клети трио являются реверсивными, а клеть дуо нереверсивная. Прокат осуществляется в два яруса и поэтому стан оборудован подъемными качающимися столами, которые распределяют металл между ярусами. На столе располагаются кантователь и манипулятор для подачи металла точно в калибр. Во время проката металл сначала три раза пропускается через каждую из клетей трио и в конце один раз через клеть дуо. Передвижение металла между клетями трио осуществляется с помощью цепных шлеперов. Валки стана охлаждаются водой. За входом и выходом полосы во время проката следят вальцовщики. Они же осуществляют настройку стана;
Возвратный поток с ножницами горячей резки;
Участок пил горячей резки с клеймовочной машиной;
Участок изотермической выдержки рельсов с 4-мя печами, где заготовки выдерживаются перед загрузкой в закалочную печь;
Три роликоправильные машины, которые осуществляют выправление рельса в холодном состоянии;
Участок отделки в составе балкоотделки и трех рельсо-отделочных линий, оборудованных сверлильно-фрезерными агрегатами (первая поточная линия — 2-мя сверлильно-отрезными установками фирмы «Вагнер») и инспекторскими стеллажами для обработки и приемки рельсов;
Установка Элекон, которая проверяет рельсы на прямолинейность;
Термическое отделение.
Термическое отделение является участком, расположенным в отдельно стоящем корпусе, со складом подготовки рельсов к термообработке. Предназначено для объемной закалки рельсов и их отделки и приемки.
Состав оборудования термоотделения:
Участок термической обработки рельсов в составе закалочной печи, закалочной машины и отпускной печи;
Две роликоправильные машины и два вертикально-правильных пресса;
Участок неразрушающего контроля в составе установок УЗК и контроля прямолинейности рельсов, тут рельсы проверяются на наличие внутренних дефектов, оснащен краскопультом, который распыляет краску на поверхность рельсы, если качество рельсы удовлетворяет требованиям;
Пакетоукладчик рельсов.
Производственная мощность, тыс. т в год:
рельсобалочного цеха — 1200;
термоотделения — 730.
Пропускная способность по обработке термоупрочненных рельсов с повышенными требованиями составляет до 420 тыс. т в год.
На рис.11 Приведена схема расположения оборудования цеха.
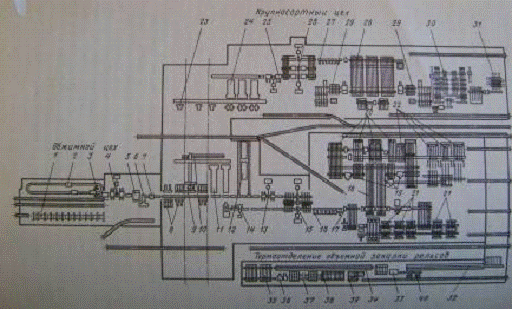
Рис. 11. Схема расположения оборудования цеха: 1 — группы нагревательных колодцев; 2 — слитковозы; 3 — сталкиватель слитков; 4 — рабочая клеть; 5 — машина огневой зачистки; 6 — ножницы; 7 — клеймовочная машина; 8 — уборочные устройства; 9 — поворотный стол; 10 — передаточное устройство; 11 — методические печи; 12 — камерные печи; 13 — рабочая клеть 950; 14 — ножницы возвратного потока: 15 — линия рабочих клетей 850; 16 — пилы горячей резки; 17 — машина штемпельная; 18 — центральный холодильник; 19 — роликоправильные машины; 20 — участок отделки балок; 21 — печи изотермической выдержки; 22 — поточные линии отделки рельсов; 23 — загрузочные устройства; 24 — нагревательные методические печи; 25 — рабочая клеть 850; 26 — линия рабочих клетей 650; 27 — пилы горячей резки; 28 — центральный холодильник; 29 — участок отделки сортового металла; 30 — участок отделки трубной заготовки; 31 — участок отделки рельсов; 32 — роликовая печь нагрева рельсов; 33 — машина закалочная; 34 — печь отпускная; 35 — холодильник; 36 — роликоправильные машины; 37 — вертикальноправильный пресс; 38 — инспекторский стеллаж; 39 — линия отделочная; 40 — склад готовой продукции.
Технология производства На рис. 12 приведён технологический процесс производства рельс в виде краткой цепочки с последующими пояснениями, далее технология прокатки рельсов в РБЦ НТМК будет описана более подробно.
Рис. 12. Технология прокатки рельсов в РЦБ.
. Выплавка чугуна в доменном цехе;
2. Выплавка стали из чугуна в кислородно-конвертерном цехе;
. Слив стали в агрегат печь-ковш для внепечной обработки: перемешивание с помощью донной продувки аргоном, легирование, рафинирование, подогрев с помощью электродов;
. Вакуумирование стали с целью улучшения её качества за счет уменьшения в ней содержания газов (водород, кислород) и неметаллических включений;
. Разливка стали на 4-ручьевой МНЛЗ в заготовки с сечением 300х360 мм;
. Замедленное охлаждение заготовок в вагонах-термосах и транспортировка заготовок на адъюстаж РБЦ, осмотр заготовок Нагрев заготовок в методической печи с шагающим подом;
. Прокатка заготовок на станах 950 и 850;
. Порезка раскатов пилами горячей резки на два рельса длиной 25 метров каждый. Маркировка рельсов;
. Противофлокенная обработка рельсов в изотермических печах;
. Правка рельсов в вертикальной плоскости на роликоправильных машинах Фрезеровка, сверление отверстий, снятие фасок;
. Визуальный осмотр рельсов, контроль геометрических размеров, выделение дефектов, отсылка брака в «передел»;
. Нагрев рельсов в закалочной печи;
. Закалка рельсов в масле И-20А с помощью специальной закалочной машины револьверного типа;
. Отпуск рельсов в десятизонной печи с роликовым подом;
. Охлаждение рельсов в холодильнике;
. Правка рельсов в вертикальной и горизонтальной плоскостях с помощью роликоправильных машин;
. Ультрозвуковой контроль рельсов на установке «УМАР-1»;
. Правка рельсов на механических вертикально-правильных прессах;
. Окончательный осмотр и приемка рельсов;
. Складирование готовых рельсов;
. Отправка рельсов заказчику.
Металлические заготовки попадают на участок адьюстажа из машин непрерывного литья заготовки № 1, 2 и 3. Сталь получают в конвертерном цехе, имеет высокую чистоту по неметаллическим включениям и низкую газонасыщенность. Металл выгружается и осматривается. Заготовки имеют габариты 300х360 и 200х525. Затем металл кранами выгружается на рольганг, который доставляет его на участок к печи. Процессом загрузки металла в печь управляет оператор загружающего устройства. При движении балок вверх изделие, лежащее на стационарном поде печи, поднимается, а при последующем их движении в горизонтальной плоскости (вдоль печи) перемещается вместе с ними на определённое расстояние (шаг).
Выдача металла производится с другой стороны печи с помощью вытаскивающего устройства. Заслон печи открывается, и вытаскивающее устройство переносит горячий металл на рольганг, доставляющий его к прокатным станам. Печи отапливаются газообразным топливом. В печи заготовки, уложенные поперёк печи в два ряда, передвигают навстречу движению продуктов сгорания топлива с помощью шагающих (подвижных) балок. При таком противоточном движении достигается высокая степень использования тепла, подаваемого в печь.
Заготовки проходят последовательно семь теплотехнических зон: первая зона методическая (зона предварительного подогрева), последующие четыре являются сварочными (зона нагрева), а пятая и шестая томильные (зона выравнивания температур).
В печи поддерживают неизменную во времени и переменную по длине печи температуру. В зоне основного нагрева температура почти постоянна, а в предварительной — падает к началу печи. Важно отметить, что между заготовками имеется зазор, и они обогреваются с четырёх сторон, благодаря чему нагрев протекает быстрее и равномернее, уменьшается окисление и обезуглероживание металла. Заготовки нагреваются 2 часа 40 минут до 1250-1280°С. Печные газы собираются в котёл-утилизатор. Производительность таких печей не ограничена возможной длиной проталкивания, изделия не повреждаются о под печи при проталкивании, для освобождения печи от заготовок не требуется никакого дополнительного оборудования, уменьшается угар металла.
В настоящее время прокатка рельсов в рельсобалочном цехе ОАО «НТМК» производится с использованием клетей дуо и трио (черновая реверсивная клеть дуо на стане 950, две реверсивные клети трио и чистовая нереверсивная дуо на стане 850).
Рельсовая заготовка прокатывается на стане 950 за пять проходов. Далее рельсовая заготовка катается на стане 850 за 7 проходов (6 — в реверсивных клетях трио, 1 — в чистовой нереверсивной клети дуо).
Температура раскатов после прокатки на стане 950 должна быть не ниже 1080°С, температура на стане 800-920°С. Главным недостатком при прокатке служит то, что головка и подошва рельса не подвергаются прямому обжатию, что приводит к большой неравномерности деформации по сечению профиля.
Прокатанные заготовки разрезают пилами горячей резки маятникового типа. Пилы отрезают передний и задний концы проката, а также разрезают заготовку на мерные длины в соответствии с заказами. Валками выкатываются выпуклые (не менее 1 мм) цифры и буквы в следующем порядке:
обозначение комбината — Т, месяц (римскими цифрами) и две последние цифры года изготовления рельсов, тип рельса, обозначение стрелкой головного конца, Кроме указанной маркировки, выкатываются бригадные знаки:
одна точка — бригада №1, две точки — бригада №2, три точки — бригада №3, четыре точки — бригада №4, пять точек — бригада №5, На этой же стороне шейки каждого рельса с помощью клеймовочной машины накатываются: номер плавки (номер плавки рельсов группы 1 начинается с буквы П), и обозначение порядкового номера рельса: цифра 1 — на головном конце первого из слитка рельса, знак » X » — на донном конце последнего из слитка рельса.
После маркировки рельсы направляются на холодильник, где охлаждаются на воздухе до температуры 350-550°С. Противофлокенная обработка рельсов проходит в печах изотермической выдержки при температуре 600-620°С в течении 1,5-2 часов. После изотермической выдержки рельсы в порядке выдачи из печей направляются на центральный холодильник, где охлаждаются до температуры 60°С. Далее рельсы идут на правку на роликоправильные машины, где правятся в холодном состоянии в горизонтальной плоскости.
Потом рельсы попадают на участок рельсоотделки, имеющий три поточные линии. Здесь с помощью фрезерных станков производится обработка концов рельс. Далее рельсы попадают на инспекторский стеллаж. Контроллеры производят осмотр рельс со всех сторон, и в случае обнаружения дефектов производится их горячая зачистка. Затем рельсы отправляются на склад «сырых» рельс, где они замеряются и складируются по профилям. Если требуемая заказчиком длина рельс 25 метров, то они поступают в термоотделение, если же требуемая длина 12,5 метров, то они предварительно разрезаются на станке Вагнера. Рельсы перемещаются по складу с помощью электромагнитных кранов. Часть рельс отправляется потребителю в сыром виде.
Перед закалкой рельсы помещаются в посадочную печь. Печь имеет длину 184,4 м и ширину 3 м. Печь обогревается с помощью 520 инжекционных горелок, работающих на смеси коксового и доменного газа. Рабочее пространство печи состоит из семи зон. Первые пять являются сварочными, в них происходит постепенный нагрев рельса до 830-850°С. Шестая зона является томильной, а седьмая — зона выдачи рельсов. Время пребывания металла в ней равно 50-60 минут поскольку температура металла перед закалкой должна быть не ниже 820°С. Рельсы извлекаются из печи с помощью вытаскивающего устройства, кантуются на 90° (встают на «подошву»), затем их концы охлаждаются водовоздушной смесью в течении нескольких секунд. Печь может работать в автоматическом или ручном режиме. Управляет процессом оператор.
Рельс транспортируется по рольгангу к закалочной машине, попутно охлаждаясь водой и воздухом по всей длине так, чтобы температура рельса при подаче в закалочную машину была не ниже 780°С. При закалке сталь получается полностью мартенситной структуры (без продуктов распада аустенита), что приводит к резкому увеличению её твёрдости и прочности, но снижает пластичность. Закалка рельсов осуществляется в масле И-20А. Закалочная машина представляет собой специальное устройство револьверного типа конструкции УЗТМ, состоящее из масляного бака, вращающегося барабана длиной 28 м с 12-ти лучевой роликовой системой удержания рельсов, устройствами задачи и выдачи рельсов из машины. На концах лучей имеются специальные каретки, на которые подаётся рельс, в то время когда данный ряд кареток находится над уровнем масла (остальные 11 кареток в этот момент погружены в масло).
Барабан помещается в баке, который заполнен маслом, температура которого обычно около 80°С. При каждом повороте барабана на 30° его покидает закалённый рельс, сделавший полный оборот, и загружается «сырой». Время, за которое барабаном совершается один оборот, равняется 5 минутам. К достоинствам объемной закалки рельсов в масле относится высокая производительность — 750 тыс. т. в год, стабильность термоупрочнения, а к недостаткам: ограниченная длина обрабатываемых рельсов (19-25 метров), пожароопасность, загрязненность парами масла, неоднородность термоупрочнения (прочность шейки после закалки будет выше, чем у головки и подошвы, поскольку в силу меньшей площади сечения, скорость охлаждения будет больше).
Так же стоит отметить, что конструктивные особенности печи для нагрева под закалку не позволяют повысить температуру рельсов до 900-930°С, что могло бы повысить упрочнение стали при последующей закалке. Твердость термоупрочненных рельсов по Бринеллю утверждена ГОСТом 18267 и составляет 341-388 НВ. На закаленные рельсы ставится клеймо, о том, что они прошли закалку, чтобы их можно было отличить от «сырых» рельсов.
Далее рельсы попадают в отпускную печь. Закалённая сталь отличается большой хрупкостью, поэтому после закалки её обычно подвергают отпуску. При одной и той же твёрдости сталь, подвергнутая закалке с последующим отпуском, более пластична (следовательно, более работоспособна), чем сталь, подвергнутая медленному охлаждению, при котором происходит распад аустенита на феррит и цементит. Отпуск так же необходим для снятия остаточных напряжений. В отпускной печи рельсы постепенно охлаждаются в течение двух часов с 650 до 400 градусов. Печь является 10-зонной и имеет длину 260 м и ширину 3,7 м. Печь оборудована роликовым подом, обеспечивающем равномерное продвижение рельсов.
Затем по роликам рельсы отправляются на холодильник, где охлаждаются до 60°С. Далее рельсы подаются в роликоправильную машину, которая правит рельсы в горизонтальной и вертикальной плоскостях. После завершения основных технологических операций следует устройство ультразвукового контроля, анализирующее структуру рельса на наличие внутренних дефектов. Затем установка Элекон определяет прямолинейность рельс. После того, как рельсы обследуют с помощью Элекона, и определятся отклонения от нормированных ГОСТами значений, они попадают на вертикальные правильные пресса, где идет доправка начала и конца рельсы. После прессов рельсы вновь попадают на инспекторский стеллаж для осмотра. Контроллеры вновь осматривают рельсы, и в случае обнаружения дефектов производится огневая зачистка рельс, бракованные рельсы отправляются в «передел». Если рельсы удовлетворяют всем требованиям, то их отправляют на склад готовой продукции, где они ожидают своей отправки потребителю. «Передельные» рельсы возвращаются на склад к «сырым», после чего происходит их разбраковка и укладка их на складе по сортам и назначению. Доработка «ередельных» рельсов происходит на доотделочной линии, где осуществляется вырезка дефектных участков с последующей отделкой, осмотром и маркировкой, после чего они отгружаются потребителям.
К сожалению стоить заметить, что техническая сторона процесса прокатки, термической обработки и механической обработки остается на прежнем уровне (многое оборудование было установлено ещё в сороковые или пятидесятые годы XX в.) и заметно отстает от передовых достижений за рубежом, что не позволяет достичь мирового уровня качества рельсов, в особенности по продольной и концевой кривизне, точности исполнения профиля и производительности. Помимо сказанного стоит отметить и то, что многие современные предприятия, расположенные в США и Европе, прокатывают рельсы длинной сто и пятьдесят метров, поэтому необходима дальнейшая реконструкция рельсового производства для получения конкурентно-способной продукции на внутреннем и внешнем рынках. В данный момент, как нам стало известно на экскурсии, ведутся переговоры с французскими специалистами о поставке современного оборудования, которое позволит отслеживать структуру стали заготовки непосредственно в процессе прокатки. В планах реконструкции рельсобалочного цеха ОАО «НТМК» предполагается осуществление проката рельсов длинной 50 метров, но какие-либо серьёзные программы пока что не разработаны.
6.3 Сортамент выпускаемой продукции
Форма и основные размеры поперечного сечения рельсов должны соответствовать приведенным на рис. и в таблице. Допускаемые отклонения контролируемых размеров и формы поперечного сечения рельсов должны соответствовать значениям, указанным в таблице.
На рис.12 и табл.4. представлены основные размеры сечения рельса.
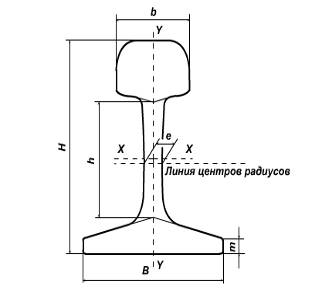
Рис.12 Основные размеры поперечного сечения рельса.
Таблица 4 Основные размеры поперечного сечения рельсов
|
Наименование размера поперечного сечения |
Значение размера для типа рельса, мм |
|||
|
Р50 |
Р65 |
Р65К |
Р75 |
|
|
Высота рельса Н |
152 |
180 |
181 |
192 |
|
Высота шейки h |
83 |
105 |
105 |
104,4 |
|
Ширина головки b |
72 |
75 |
75 |
75 |
|
Ширина подошвы В |
132 |
150 |
150 |
150 |
|
Толщина шейки е |
16 |
18 |
18 |
20 |
|
Высота пера m |
10,5 |
11,2 |
11,2 |
13,5 |
Таблица 5 Допускаемые отклонения и формы поперечного сечения рельсов
|
Наименование показателя |
Допускаемое отклонение размера и формы поперечного сечения для типа |
|||||
|
Р50 В |
Р50 Т1, Т2, Н |
Р65, Р75 В |
Р65, Р75 Т1, Т2, Н |
Р65К В |
Р65К Т1, Т2,Н |
|
|
Ширина головки b |
±0,4 |
±0,5 |
±0,4 |
±0,5 |
±0,4 |
±0,5 |
|
Ширина подошвы В |
±0,8 |
±1,0 |
±0,8 |
+1,0 1,5 |
±0,8 |
+1,0 2,0 |
|
Толщина шейки е |
±0,4 |
+0,8 0,5 |
±0,4 |
+0,8 0,5 |
±0,4 |
±0,8 |
|
Высота рельса Н |
+0,6 0,5 |
+0,8 0,5 |
±0,6 |
±0,8 |
±0,6 |
+1,3 1,0 |
|
Высота пера m |
±0,5 |
+1,0 0,5 |
±0,5 |
+1,0 0,5 |
±0,5 |
±1,0 |
|
Высота шейки h |
+0,3 0,5 |
+0,3 0,7 |
||||
|
Отклонение формы поверхности катания головки от номинальной |
±0,3 |
±0,5 |
±0,3 |
±0,5 |
Не допускается |
|
|
Выпуклость подошвы (равномерная) |
0,3 |
0,5 |
0,3 |
0,5 |
3,3 |
0,5 |
|
Выпуклость подошвы |
Не допускается |
|||||
|
Асимметричность профиля |
±1,0 |
±1,2 |
±1,0 |
±1,3 |
±1,0 |
±1,3 |
Длина и допускаемые отклонения длины рельсов должны соответствовать данным, приведённым в табл. 6.
Таблица 6. Длина и допускаемые отклонения длины рельсов*
|
Длина рельса, м |
Допускаемые отклонения длины рельса, мм |
Наличие болтовых отверстий |
|||
|
В |
Т1 |
Т2 |
Н |
||
|
25,00 |
±10 |
±20 |
Без отверстий |
||
|
25,00 24,92 |
±4 |
±9 |
±15 |
±6 |
С отверстиями |
|
12,52 12,50 |
±7 |
±10 |
|||
Длина рельсов установлена для условий измерения на приёмочном стеллаже предприятия-изготовителя.
Косина торцов не должна быть более, мм:
- 0,5 — для рельсов категории В;
- 1,0 — для рельсов категории Т1, Т2, Н.
Прямолинейность рельсов Стрела прогибов рельсов в вертикальных и горизонтальных плоскостях при равномерной кривизне по всей длине не должна превышать:
- 1/2500 длины рельса категории В;
- 1/2200 длины рельса категории Т1, Т2, Н.
Отклонения рельсов от прямолинейности по поверхности катания головки в вертикальной плоскости и по боковой грани головки в горизонтальной плоскости на базовой длине 1,5 м при измерении по хорде не должны соответственно превышать, мм:
- 0,3 и 0,5 для рельса категории В;
- 0,6 и 0,8 для рельса категорий Т1, Т2, Н.
Отклонения концов рельсов от прямолинейности в вертикальной и горизонтальной плоскостях на базовой длине 1,5 м при измерении по хорде не должны превышать указанных в табл.7.
Таблица 7. Отклонение концов рельсов от прямолинейности
|
Направление отклонения |
Отклонение от прямолинейности рельса, мм, для категории |
|||
|
В |
Т1 |
Т2 |
Н |
|
|
Вверх (по хорде) |
0,5 |
0,7 |
0,8 |
0,8 |
|
Вниз (по касательной) |
Не допускается |
0,2 |
0,2 |
0,2 |
|
По горизонтали (по хорде) |
0,5 |
0,5 |
0,1 |
0,5 |
Скручивание рельсов не должно превышать:
- 1/25000 длины рельса категории В;
- 1/10000 длины рельса категории Т1, Т2, Н.
Химический состав стали, определяемый в ковшевой пробе, должен соответствовать указанному в табл.8.
Таблица 8. Химический состав стали
|
Марка стали |
Массовая доля элементов, % |
||||||||
|
Угле — род |
Марга — нец |
Крем-ний |
Ванадий |
Титан |
Хром |
Фосфор |
Сера |
Алюми — ний |
|
|
не более |
|||||||||
|
К78ХС Ф Э78ХС |
0,74-0,82 |
0,75-1,05 |
0,40-0,80 |
0,05-0,15 |
0,40-0,60 |
0,025 |
0,025 |
0,005 |
|
|
М76Ф К76Ф Э76Ф |
0,71-0,82 |
0,25-0,45 |
0,03-0,15 |
0,035 0,030 0,025 |
0,040 0,035 0,030 |
0,020 |
|||
|
М76Т К76Г Э76Т |
0,007 0,025 |
0,035 0,030 0,025 |
0,040 0,035 0,030 |
||||||
В указанных марках стали буквами М, К и Э обозначен способ выплавки стали, цифры указывают среднюю массовую долю углерода, а буквы Ф, С, Х, Т легирование стали ванадием, кремнием, хромом и титаном соответственно.
В рельсах не допускаются расслоения (остатки усадочных раковин и подусадочной рыхлости), внутренние трещины, пятнистая ликвация, тёмные и светлые корочки, инородные металлические и шлаковые включения.
Поверхность рельса должна быть без раскатанных загрязнений, трещин, рванин, скворечников, плен, закатов, раковин от окалины, рябизны, подрезов и вмятин, поперечных рисок и царапин. Поверхность торцов рельсов должна быть без рванин, следов усадки в виде расслоений и трещин. Заусенцы и наплывы металла на кромках торцов должны быть удалены. Допускается на кромках торцов снимать фаски шириной до 3 мм по контуру головки и шейки и до 5 мм по контуру подошвы. На поверхности рельсов предназначенных для сварки не допускаются раскатанные пузыри и волосовины на длине менее 100 мм от торцов. На термоупрочненных рельсах с болтовыми отверстиями снятие фаски по верхний и нижним кромкам головки на торцах рельсов обязательно. Поверхность болтовых отверстий должна быть без рванин, задиров, винтовых следов от сверления и следов усадки в виде расслоений и трещин. Вид и максимальное значение параметров допускаемых дефектов поверхности в зависимости от места их расположения и категории рельса приведены в табл.9.
Таблица 9. Параметров допускаемых дефектов поверхности
|
Вид дефекта |
Наименование параметра |
Место расположения дефекта и категория рельса |
|||||
|
Поверхность катания |
средняя треть основания подошвы |
остальные элементы профиля |
|||||
|
В |
Т1, Т2, Н |
В |
Т1, Т2, Н |
В |
Т1, Т2, Н |
||
|
Раскатанные пузыри, волосовины, морщины |
Глубина, мм |
0,4 |
1,0 |
0,3 |
0,5 |
1,0 |
|
|
Длина, м |
0,5 |
1,0 |
0,5 |
1,0 |
0,5 |
1,0 |
|
|
Продольные риски и царапины |
Глубина, мм |
0,4 |
0,5 |
0,3 |
0,4 |
0,5 |
|
|
Примечание — На поверхности шейки рельсов вне зоны сопряжения с накладками допускаются отпечатки высотой не более 5 мм. |
|||||||
7. Колесобандажный цех
7.1 Технология производства черновых колес
Производство железнодорожных колес основано на общей технологической схеме: получение непрерывнолитой заготовки; раскрой ее на мерные краты; нагрев с использованием гидросбива окалины; предварительная штамповка, совмещенная с осадкой и калибровкой; окончательная штамповка; прокатка на колесопрокатном стане; прессовая гибка, правка и калибровка колеса. План колесобондажного цеха представлен на рис.12
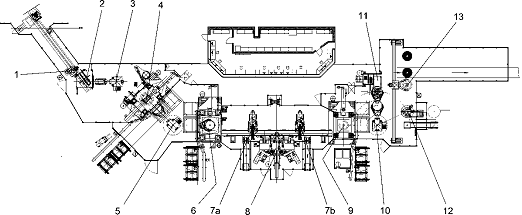
Рис.12. Схема расположения оборудования участка стана КБЦ ОАО «НТМК»
. робот манипулятор №1;
. установка для удаления окалины;
. робот манипулятор №3;
. формовочный пресс, R 5000;
. робот манипулятор №5;
. формовочный пресс, R 9000;
a. робот манипулятор №7;
. колёсопрокатный стан, DRAW 1400; 7b. робот манипулятор №9;
. прошивной пресс, K 5000;
. манипулятор робот (тип 1074-2) №11;
. маркировочный пресс;
. измерительная установка;
. робот манипулятор №14
Черновые колеса подвергаются закалке и отпуску, полнопрофильной механической обработке, балансировке и дробеметному упрочнению диска. Одним из достижений современной технологии производства колес является применение приборного контроля внутренних и поверхностных дефектов, а также размеров колес с помощью лазерных измерителей.
Непрерывнолитые заготовки диаметром 430 мм из конверторного цеха в специальных вагонах-термосах доставляются на заготовительный участок колесобандажного цеха, где подвергаются замедленному охлаждению в вагонах-термосах или специальных термоямах. Охлажденные заготовки разрезаются на пилах холодной резки на штучные заготовки с точностью (+3, — 1) кг по массе и поплавочно задаются в кольцевую печь. Размеры рабочего пространства нагревательной печи выбраны из расчета оптимального расположения заготовок при семирядном посаде и обеспечения эффективного теплообмена.
NO х
Нагретые заготовки с помощью манипулятора подаются в камеру гидросбива окалины (рис.14).
Обеспечение установки водой выполняется через бак с помощью двух контуров низкого и высокого давления. Система гидроуправления контуров обеспечивает подачу воды на три коллектора в соответствии с заданным циклом проката. Прежде всего окалина удаляется с нижней торцевой поверхности заготовки при ее транспортировке на поворотный стол. При повороте стола с заготовкой на 360о и подаче высоконапорной воды (до 325 атм) на боковую и верхнюю торцевую поверхности, происходит полное удаление печной окалины.
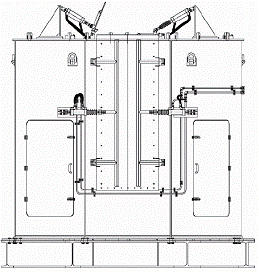
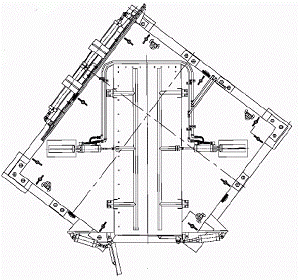
Рис.13. Камера гидросбива
С помощью робота манипулятора заготовка передается от камеры гидросбива окалины к прессу R 5000 и устанавливается на нижний штамп. Перед обжатием заготовка позиционируется с помощью специального центрирующего устройства. Конструкция штамповой оснастки позволяет осуществить операцию осадки заготовки в калибрующем кольце, совмещенной с разгонкой металла в обод и формовки элемента с базовой поверхностью для центрирования поковки при укладке ее в штампах пресса R 9000. На прессе R 9000 формируется заготовка под прокатку со ступицей и прилегающим к ней диском, с размерами чернового колеса. Равномерность и симметричность заполнения обода и гребня по периметру, а также точность размера обода обеспечиваются как при предварительной настройке прессов, так и при оперативном управлении технологическим процессом изготовления чернового колеса. После окончательной штамповки заготовка поднимается выталкивателем над нижним штампом и манипулятором передается на колесопрокатный стан. В паузах, когда заготовка на штампах обоих прессов отсутствует, инструмент деформации охлаждается воздушно-водяной смесью под давлением 10-16 атм, подаваемой через форсунки коллекторов охлаждения. Для смазки штампов подается графитосодержащая воздушно-смазочная смесь, подаваемая через форсунки коллекторов смазки.
Колесопрокатный стан DRAW1400 предназначен для прокатки отштампованной заготовки в вертикальном положении. Прокатка осуществляется пятью валками, двумя поддерживающими и двумя центрирующими роликами. Формирование обода колеса по толщине гребня и диска у обода осуществляется одним нажимным и двумя эджерными приводными валками, образующими прокатный калибр, а ширина обода, требуемых размеров, обеспечивается двумя боковыми валками. Особенностью применяемого способа прокатки является то, что в любой момент металл в очаге деформации находится под воздействием сжимающих напряжений, благодаря чему толщина диска у ступицы остается неизменной. Диаметр колеса в процессе прокатки увеличивается, поэтому положение осей валков и роликов, кроме верхнего центрирующего, регулируется в процессе прокатки с помощью механизмов радиальной и угловой настройки гидравлического типа. Работа механизмов определена управляющей программой процесса прокатки и осуществляется в автоматическом режиме. Перед прокаткой производится настройка стана. Для этого в стан устанавливается специальное эталонное колесо, а точность его установки контролируется лазерным измерителем. Все изменяемые и регулируемые параметры настройки валков вносятся в управляющую программу и отображаются на графическом мониторе поста управления станом. Расчет калибровки валков осуществляется с использованием программного комплекса, а результаты расчета также используются в управляющей программе. После установки штампованной поковки в стан портальным манипулятором производится ее центровка, а приводные эджерные валки сводятся и осуществляется процесс прокатки, режимы которой регламентированы известными ограничениями, используемыми в системе управления стана. Для процесса прокатки обода колесной заготовки характерна неравномерность обжатия, возникающая на первых оборотах прокатываемой заготовки. В следствие этого внутренняя поверхность обода становится овальной, а обод разнотолщинным, поэтому после раскатки в конечной стадии процесса прокатки осуществляют полировку обода при снижающихся от оборота к обороту обжатиях. При изготовлении колес с криволинейной формой диска при его выгибке на прессе К 5000 происходит утяжка диска. Для компенсации кольцевого утонения диска в программе управления процессом раскатки колеса предусмотрена возможность разведения эджерных валков для получения местного утолщения диска, ориентированного относительно величины внутреннего диаметра.
Прокатное колесо портальным манипулятором передается на гибочно-прошивной пресс К 5000, кантуется на 90о и устанавливается торцем ступицы наружной стороны колеса на прошивную втулку. При ее опускании происходит самоцентрирование колеса относительно нижнего штампа по боковой поверхности ступицы. Перемещением верхнего штампа происходит выгибание диска, после чего специальным прошивнем выдавливается перемычка в ступице колеса. После подъема верхнего выгибного штампа черновое колесо выталкивается с нижнего штампа прошивной втулкой. Штампы между операциями калибровки колес очищаются, охлаждаются и смазываются аналогично, как на первых двух прессах.
На торцевую поверхность обода с наружной стороны колеса на маркировочном прессе наносится маркировка. После нанесения маркировки черновое колесо манипулятором укладывается на поворотный стол лазерного измерителя, предназначенного для безконтактного измерения высоты и диаметра ступицы, толщины диска, внутреннего и внешнего диаметра, максимального диаметра колеса и ширины обода. Три лазерные измерительные головки установлены таким образом, чтобы при повороте колеса на 360о произвести измерения его размеров, определить среднее, минимальное и максимальное его значение, а информация отображается на графическом мониторе на посту управления. Сведения о размерах чернового колеса и температуре используются для оперативного управления технологическим процессом. Затем черновое колесо манипулятором передается на ленту транспортера для охлаждения, термической обработки и контроля качества.
7.2 Термическая обработка колес
Прочностные, эксплуатационные свойства и требуемый ресурс долговечности колес обеспечиваются при термообработке. Однако, важное значение имеют оптимальный химический состав стали, стабильность которого зависит от металлургической технологии, а также режимов деформации. В качестве термообработки применяют закалку и отпуск обода. Благоприятный уровень остаточных напряжений и повышение предела выносливости колеса при циклических нагрузках достигается способом дробеметного упрочнения диска. Успешный результат при термообработке можно ожидать лишь в случае строгого соблюдения режима нагрева под закалку и отпуск в узком диапазоне ±5°С, а также скорости охлаждения. В противном случае возможно образование верхнего и нижнего бейнита и тем более отпущенного мартенсита. Эти структуры возникают при неблагоприятном сочетании уровней технологических факторов на глубине от поверхности катания до 10-15 мм. Они приводят к уменьшению контактной прочности, выкрашиванию металла и снижению срока службы колес. Благоприятной структурой, обеспечивающей высокий уровень твердости 320-360 НВ, в том числе на глубине от поверхности катания 30 мм, является высокодисперсный перлит или сорбит. Межпластинчатое расстояние в перлите должно быть 0,05-0,1 мкм. Присутствие в структуре стали ферритных прослоек и их размер стремятся уменьшить. Этому способствует выделение вторых фаз, благодаря которым уменьшается размер аустенитного зерна. Дисперсными фазами являются карбиды, нитриды и карбонитриды.
Для обогрева печи применяются импульсные горелки с системой управления подачи газа и воздуха, предварительно подогретого в рекуператоре до температуры 450°С за счет тепла отходящих газов. Для корпуса печи и тележек предусматривается применение современных теплоизолирующих волоконных материалов. Возврат тележек производится с помощью канатного привода.
Закалочная машина имеет три распылительных контура: для охлаждения верхней и нижней торцевых поверхностей обода, а также поверхности катания колеса. Для вращения колеса предусмотрены три роликовых привода. Вращение роликов бесступенчато регулируется при помощи ЧПУ-привода. В центре закалочной машины имеется устройство для воздушного охлаждения ступицы. Оборудование участка имеет централизованную систему водоснабжения с регулированием температуры воды около 30°С. Установка снабжена системой адаптивного регулирования температуры с использованием бесконтактных измерителей в режиме реально времени.
7.3 Полнопрофильная механическая обработка колес

Рис. 17. Участок полнопрофильной обработки колес
Высоких технологических показателей (величины подачи и окружной скорости резания) удается достичь благодаря высокому качеству твёрдосплавных резцов и применяемой СОЖ. Этому способствовали также корректировка режимов резания по каждому элементу колеса соответствующим изменением программы управления станками. Благодаря этому добились улучшения поверхности обработки и уменьшения числа дефектов «грубая обработка», особенно в местах «яблоко обода» с наружной стороны, «яблоко ступицы» с внутренней стороны и на участке перехода гребня в круг катания.
Изменение точек сопряжения между инструментами способствовали уменьшению возврата колёс на дополнительную мехобработку по дефекту «зарез диска». Перераспределение поверхностей обработки и изменение режимов резания с целью снижения нагрузок на инструмент, а также синхронизация работы суппортов позволили повысить производительность станков. Важной явилась программа выбора рационального режущего инструмента из сплава карбидовольфрама с кобальтом. Всего было испытано 40 типов сплава от 13 производителей. В результате был выбран оптимальный инструмент. Введение дополнительной операции промывки планшайбы на высоких оборотах при закрытых дверях полностью исключила получение брака из-за попадания стружки на опорные пластины.
7.4 Сортамент продукции и требования нормативно-технической документации к качеству колес
В настоящее время в КБЦ производят железнодорожные колеса перечисленные в табл. 9.
Таблица 9. Сортамент железнодорожных колес, выпускаемых в КБЦ НТМ
|
Номенклатурная группа |
Чертеж |
ГОСТ, ТУ |
Марка стали |
Диаметр колеса |
|
1 |
2 |
3 |
4 |
5 |
|
Колеса цельнокатаные |
957/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
957/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9571/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9571/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9572/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9572/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9573/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9573/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9574/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9574/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9575/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9575/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9576/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9576/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9577/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9577/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9578/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Таблица 9. Продолжение
|
1 |
2 |
3 |
4 |
5 |
|
Колеса цельнокатаные |
9578/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Колеса цельнокатаные |
9579/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
|
Грубообработанное вагонное колесо |
108 |
Контракт, ТТ-13-2000 |
R7T |
920 |
|
Грубообработанное вагонное колесо |
109 |
ТС 102-106-2001 |
R7T |
920 |
|
Железнодорожное колесо для Турции |
093 |
ТУ 14-102-122-90 |
2 |
920 |
|
Колеса цельнокатаные для электровозов |
1256 |
ТУ 14-102-95-99 |
2 |
1260 |
|
Колеса цельнокатаные |
092 |
ТУ 14-102-140-92Э |
R9T |
1000 |
|
Колеса цельнокатаные |
099 |
ТУ 14-102-140-92Э |
R9T |
1000 |
|
Колесо 927 |
1071 |
Контракт |
В82 |
927 |
|
Колесо 940 |
111А |
СТП-102-132-2000 |
В82 |
940 |
|
Колесо цельнокатаное |
094 |
ТУ 14-102-140-92Э |
R9T |
853 |
|
Колесо цельнокатаное |
097 |
ТУ 14-15-62-78, ТС 102-74-94 |
2 |
840 |
|
Колесо цельнокатаное |
097А |
ТУ 14-15-62-78, ТС 102-74-94 |
2 |
840 |
|
Колесо цельнокатаное |
113 |
ч.113, ГОСТ 10791-89,ТС 102-105-2001 |
2 |
865 |
|
Колесо цельнокатаное для Канады |
117 |
Контракт, ТТ-52-2003 |
2 |
915 |
|
Колесо цельнокатаное для Канады |
117Б |
Контракт, ТТ-52-2003 |
B |
915 |
|
Колесо цельнокатаное для Ремонтных целей |
082А |
2 |
950 |
|
|
Крановое колесо |
075 |
ТУ 14-15-62-78 |
2 |
755 |
На рис. 18. можно увидеть схематические изображения разреза колеса, доступных к производству конфигураций.
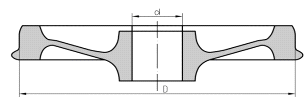
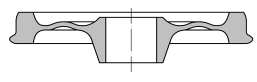
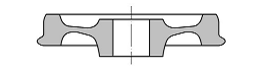
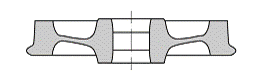
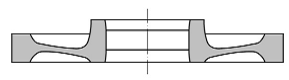

Рис.18.
Кроме перечисленных в табл.9. железнодорожных колес, в КБЦ производят широкий спектр заготовок колес различного назначения, бандажи колес, заготовки для бандажей, заготовки для различных изделий, машиностроения типа тел вращения, кольца различного типоразмера и назначения заготовки для инструмента. В целом, около 70% в тоннаже в отгрузке КБЦ составляет продукция колесопрокатного производства и около 30% — продукция бандажного цеха.
Колеса должны быть изготовлены из спокойной стали, подвергнутой внепечной обработке инертным газом и (или) вакуумированию.
Химический состав стали поковшевой пробе должен соответствовать нормам, указанным в табл.10.
Табл.10. Химический состав колесной стали
|
Марка стали |
Массовая доля элементов, % |
|||||
|
Углерод |
Марганец |
Кремний |
Ванадий |
Сера |
Фосфор |
|
|
не более |
||||||
|
1 |
0,44-0,52 |
0,80-1, 20 |
0,40-0,65 |
0,08-0,15 |
0,030 |
0,035 |
|
2 |
0,55-0,65 |
0,50-0,90 |
0,22-0,45 |
Не более 0,10 |
0,030 |
0,035 |
|
3 |
0,58-0,67 |
0,50-0,90 |
0,22-0,45 |
0,08-0,15 |
0,020 |
0,030 |
Готовые колеса должны быть без расслоений, трещин, завернувшихся и утонувших корочек, остатков усадочных раковин.
Поверхность колеса должна быть без дефектов: плен, закатов, трещин, раскатных загрязнений. Поверхность колеса должны быть без окалины и зачищена от коррозии. Обода колес должны быть подвергнуты упрочняющей термообработке. Механические свойства колес должны соответствовать нормам указанным в табл. 11.
Таблица 11. Механические свойства, твердость и ударная вязкость колес
|
Марка стали |
Временное сопротивление в , Н/мм2 |
Относительное удлинение, % |
Относительное сужение, % |
Твердость на глубине 30 мм от поверхности катания, НВ |
Ударная вязкость на образцах при температуре 20С, Дж/см 2 , не менее |
|
|
Не менее |
из обода |
из диска |
||||
|
1 |
880-1080 |
12 |
21 |
248 |
30 |
30 |
|
2 |
910-1110 |
8 |
14 |
255 |
20 |
20 |
|
3 |
980-1130 |
8 |
14 |
285 |
16 |
16 |
По данным ТУ, на НТМК колеса производят фактически только из стали марки 2. Усредненный химический состав стали. приведен в табл.12.
Таблица 12. Фактический усредненный химический состав колесной стали марки 2
|
Массовая доля элементов, % |
|||||||||||
|
С |
Mn |
Si |
V |
Cr |
Ni |
Cu |
Ti |
Al |
S |
P |
|
|
не более |
|||||||||||
|
0.6065 |
0.8076 |
0.3609 |
0.026 |
0.027 |
0.048 |
0,009 |
0,003 |
0,005 |
0,030 |
0,035 |
|
Заключение
В ходе ознакомительной практики мы посетили следующие производства: коксохимическое, доменное, кислородно-конвертерное, рельсобалочное, колесо бандажное и широкополочных балок. В цехах мы наглядно ознакомились с технологиями полного металлургического цикла (от производства кокса и чугуна до изготовления стальных профилей), увидели оборудование, с помощью которого осуществляются все технологические операции на производстве.
НТМК — один из огромнейших и мощнейших производителей металла, как на российском, так и на мировом рынке, являясь одним из немногих предприятиях с полным металлургическим циклом в нашей стране. Выпускаемая продукция соответствует мировым стандартам качества, но к сожалению, как мы заметили, большинство цехов использует устаревшее оборудование, и поэтому идет постепенная реконструкция, демонтаж оборудования и капитальный ремонт. Однако, модернизация производства не идет однородно по всему комбинату, например, в РБЦ ведутся разговоры о поставке нового оборудования, но пока что основная доля инструментов и станов работают с пуска цеха (с 40-х годов), в то время как КБЦ снабжено новым немецким полностью автоматизированным комплексом штамповки колес сразу из исходных заготовок.
Библиографический список
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/kislorodnyiy-konverter/
1. МЕТАЛЛУРГИЯ ЧУГУНА: Учебник для вузов. 3-е изд., перераб. и доп. / Под редакцией Ю.С. Юсфина. — М.: И КЦ «Академкнига», 2004. — 774 е.: ил.
2. Кудрин В.А. Теория и технология производства стали: Учебник для вузов. — М.: «Мир», ООО «Издательство ACT», 2003. — 528 с, ил.
3. Начала Металлургии: Учебник для вузов/ В.И. Коротич, С. С.
Набойченко и др. Екатеринбург: УГТУ, 2000.392 с
4. Пятьдесят лет Нижнетагильскому металлургическому комбинату им.В.И. Ленина: Обзор. Информ. /Ин-т «Черметинформация». М., 1990, 133 с.
. Евраз Холдинг, Типография ОАО «НТМК», июнь 2007.
. От Демидовых до наших дней. Исторический очерк. В.Е. Анисимов. ОАО » НТМК» 2000 г.