
Железнодорожная станция Шипово названа в честь генерал-лейтенанта Шипова Н.Н., который был наказным атаманом Уральского казачьего войска в течение восьми лет (1885-1893).
Через село проходит железная дорога, построенная в 1894 году. В центре села расположена железнодорожная станция Шипово Казахстанских железных дорог. В настоящее время существует регулярное пассажирское сообщение по железной дороге со столицей Казахстана — городом Астана, столицей России — Москвой, столицей Украины — Киевом. В 2005 году здание железнодорожного вокзала было уничтожено пожаром и введено повторно в эксплуатацию в октябре 2006 года.
Приблизительно в 30 км от Таскала на самой линии границы расположен одноимённый автомобильный пункт пропуска через границу (в Россию), работающий 24 часа в сутки и пропускающий граждан всех
Станция Шипово упоминается в книге Маршала Советского Союза Г.К. Жукова «Воспоминания и размышления». Георгий Жуков, тогда молодой красноармеец, принимал участие в боях с белоказаками.
Климат резко-континентальный — континентальный, сухое жаркое лето и снежная холодная зима. Поселок расположен в низине и окружен горами Ичка, Сундук, Глазистая.
1.1 Основные сведения о силикатном кирпиче
Кирпич представляет собой искусственный безобжиговый стеновой строительный материал, изготовленный методом прессования увлажненной смеси из песка и других мелких заполнителей, извести и различных вяжущих с применением добавок или без них и отвердевший под действием пара в автоклаве.
По назначению кирпич и камни (ГОСТ 379-79) разделяют на рядовой и лицевой. Кроме того, их подразделяют на неокрашенные и цветные — окрашенные в массе или с поверхностной отделкой лицевых граней.
По виду изготовления кирпич и камни подразделяют на пустотелые, пористые (с пористыми заполнителями), пористо-пустотелые и полнотелые. Одинарный полнотелый или с пористыми заполнителями кирпич выпускают размерами 250X120X65 мм. Масса его не нормируется. Практически она не превышает 3,5…3,7 кг. Утолщенный пустотелый или полнотелый кирпич с пористыми заполнителями выпускают размерами 250X120X88 мм, а силикатные пустотелые камни — размерами 250X120X138. Масса утолщенного кирпича в высушенном состоянии должна быть не более 4,3 кг.
По теплотехническим свойствам и средней плотности в сухом состоянии кирпич и камни подразделяют на три группы:
- эффективные, позволяющие уменьшать толщину ограждающих конструкций по сравнению с толщиной стен, выложенных из полнотелого кирпича;
- к этой группе относят кирпич плотностью не более 1400 кг/м³, камни плотностью не более 1450 кг/м³ и теплопроводностью до 0,46 Вт/(м х К);
- условно эффективные, улучшающие теплотехнические свойства ограждающих конструкций без снижения их толщины;
- к этой группе относят кирпич плотностью 1401…1650 кг/м³, камни плотностью 1451…1650 кг/м³ и теплопроводностью до 0,58 Вт/(м х К);
- обыкновенный кирпич плотностью свыше 1650 кг/м³.
В зависимости от предела прочности при сжатии камни, а кирпич при сжатии и изгибе (без вычета площади пустот) подразделяют на марки 300; 250; 200; 150; 125; 100; 75. Лицевой кирпич изготавливают марки не менее 125 и камни не менее 100.
Производство керамического кирпича (2)
... выпускаемой в данной курсовой работе представлены в таблице 1. керамический кирпич технология 2. Характеристика сырья и полуфабрикатов В качестве сырья для производства керамического кирпича и керамических камней применяют: глинистые ... его изготовляют со сквозными или несквозными пустотами. В соответствии с существующим ГОСТ кирпич подразделяют на семь марок: 300, 250, 200, 150, 125, 100 и 75. (Марка ...
Водопоглощение силикатного кирпича и камней должно быть не менее 6%.
По морозостойкости кирпич и камки подразделяют на марки Мрз 50, 35, 25 и 15. Морозостойкость лицевых изделий должна быть не ниже Мрз 25. В образцах силикатного кирпича и камней, испытанных на морозостойкость, допускается потеря прочности при сжатии не более чем на 25% для рядовых изделий и 20% — для лицевых.
Силикатный кирпич и камни применяют наряду с керамическим кирпичом для кладки каменных и армированно-каменных наружных и внутренних конструкций в наземной части зданий с нормальным и влажным режимами эксплуатации, для изготовления стеновых панелей и блоков в соответствии со строительными нормами и правилами.
Не разрешается применять силикатный кирпич для кладки фундаментов и цоколей зданий ниже гидроизоляционного слоя, подвергающихся воздействию грунтовых и сточных вод. Не допускается использовать силикатный кирпич для стен зданий с мокрым режимом эксплуатации (бань, прачечных, пропарочного отделения) без специальных мер защиты стен от увлажнения. В этих конструкциях можно применять силикатный кирпич только повышенной морозостойкости от Мрз 50. Силикатный кирпич не используют для кладки печей и труб, так как он не выдерживает длительного воздействия высокой температуры.
Прочностные показатели, точность геометрических размеров, четкость граней, повышенная морозостойкость позволяют применять силикатный кирпич и камни в качестве лицевых материалов для фасадов зданий.
2. Технологическая часть
2.1 Номенклатура выпускаемой продукции:
Характеристика изделия и требования, предъявляемые к нему
Таблица 2.1.1. Техническая характеристика кирпича
|
Вид кирпича |
Марка |
Размеры, мм |
Масса, кг |
Средняя плотность, кг/м |
||
|
l |
b |
h |
||||
|
Полнотелый силикатный кирпич |
М100 |
250 |
120 |
65 |
3,315 |
1700 |
Требования к техническим свойствам силикатного кирпича меняются в зависимости от области его применения, обычно определяемой строительными нормами, неодинаковыми в разных странах. Прочность при сжатии и изгибе. В зависимости от предела прочности на сжатие силикатный кирпич подразделяют на марки 75, 100, 125, 150 и 200. Марка кирпича определяется его средним пределом прочности при сжатии, который составляет обычно 7,5 — 35 МПа. В стандартах ряда стран (Россия, Канада, США), наряду с этим, также регламентируют предел прочности кирпича при изгибе. Пустотелые камни средней плотностью 1000 и 1200 кг/м³ могут иметь марки 50 и 25. В большинстве стандартов предусмотрено определение прочности кирпича в воздушно-сухом состоянии и лишь в английском стандарте — в водонасыщенном. В стандартах приведены средняя прочность кирпича данной марки и минимальные значения предела прочности отдельных кирпичей пробы, составляющие 75 — 80% среднего значения.
Область применения.
Силикатный кирпич и камни применяют наряду с керамическим кирпичом для кладки каменных и армированно — каменных наружных и внутренних конструкций в незамной части зданий с нормальным и влажным режимами эксплуатации, для изготовления стеновых панелей и блоков. Прочностные показатели, точность геометрических размеров, четкость граней, повышенная морозостойкость позволяют использовать силикатный кирпич и камни в качестве лицевых материалов для фасадов зданий, в том числе и в зданиях, выполненных из ячеистого бетона.
Не разрешается применять силикатный кирпич для кладки фундаментов и цоколей зданий ниже гидроизоляционного слоя, подвергающихся воздействию
грунтовых и сточных вод. Не допускается использовать силикатный кирпич для стен с мокрым режимом эксплуатации, таких, как бани, прачечные, прапорочные отделения, без специальных мер защиты стен от увлажнения. В этих изделиях и конструкциях можно применять силикатный кирпич только повышенной морозостойкости.
Производство известково-кремнеземистого вяжущего.
При производстве силикатного кирпича в качестве вяжущего вещества редко используют чистую известь. Более всего распространено известково-кремнеземистое вяжущее, в котором молотый песок является активной кремнеземистой добавкой. Она улучшает зерновой состав смеси, заполняя пустоты между зернами немолотого песка, повышает формовочные свойства смеси и прочность кирпича-сырца. При автоклавной обработке тонкодисперсный кремнезем ускоряет процесс образования гидросиликатов кальция за счет увеличения контакта поверхности частиц компонентов. Применение известково-кремнеземистого вяжущего вещества позволяет сокращать удельный расход извести. Такое вещество приготовляют совместным помолом в трубных мельницах кварцевого песка и извести. Получение вяжущего вещества с необходимыми параметрами стабилизируют системой автоматизации загрузки компонентов в трубную мельницу СММ-205.1, состоящей из автоматических весовых дозаторов непрерывного действия СБ-71А (для извести) и СБ-110 (для песка).
Каждый дозатор обеспечивает автоматическую стабилизацию заданной производительности в широком диапазоне изменения заданий (2…8 т/ч).
Расход материалов измеряется аппаратурой, поставляемой комплектно с дозаторами. В системе предусмотрены автоматическая блокировка дозаторов с мельницей, включение побудителей расхода (вибраторов) на расходных бункерах при отсутствии материала на весовой части дозаторов, учет времени работы мельницы.
Степень дисперсности вяжущего вещества определяют ситовым анализом. Остаток на сите №02 не должен превышать 1,5%, а на сите №008 — 15%.
Известково-кремнеземистое вяжущее вещество прежде всего характеризуется активностью, т.е. содержанием активных СаО и MgO, которая зависит от качества извести и количества песка. Чем больше вводят в смесь тонкомолотого песка, тем выше ее качество. Однако при этом падает производительность мельницы.
Весовое соотношение между количеством извести и песка перед подачей в мельницу И: П должно составлять от 2:1 до 1:1. Таким образом можно изменять в нужном направлении зерновой состав как мелкозернистых, так и крупнозернистых песков, в составе которых нет тонкодисперсных фракций. Вначале дозирующие механизмы материалов устанавливают на необходимую производительность, затем методом химического анализа определяют фактическую активность получаемого вяжущего и при необходимости вносят изменения в дозировку материалов.
При отсутствии питателей-дозаторов для равномерной подачи материала в мельницу используют тарельчатые, лотковые и электровибропитатели.
2.2 Сырьевые материалы
Технология производства и качество силикатного кирпича во многом зависят от физических и химических характеристик сырья. Отклонение того или иного показателя неизбежно сказывается на параметрах продукции. Поэтому необходимо правильно определять химический, минерологический и зерновой состав сырьевых компонентов, создавать оптимальные условия формования и автоклавной обработке, влияющих на плотность и прочность кирпича.
На территории Казахстана имеются все виды минерального сырья, необходимого для производства силикатного кирпича. Это в основном песок, известь и вода. Кроме того, применяют суглинки, треплы и другие кремнеземистые породы, золы и шлакы от сжигания углей на тепловых электростанциях (ТЭС), бокситовые шламы алюминиевых заводов, металлургические шлаки и горные породы.
Обычно эти материалы используют в качестве вяжущих компонентов или активных заполнителей в условиях автоклавного синтеза или просто в качестве уплотняющих добавок.
Основным компонентом силикатного кирпича (85 — 90% по массе) является песок| поэтому заводы силикатного кирпича размещают, как правило, вблизи месторождений песка, и песчаные карьеры являются частью предприятий. Состав и свойства песка определяют во многом характер и особенности технологии силикатного кирпича.
Песок .
Песок доставляется с карьера, автомобильным транспортом с месорождения кварцевого песка «Белая Горка».
Силикатные кирпичи и камни состоят на 85 — 90% из песка. Именно состав и свойства песка влияют на физико — механические свойства и эксплуатационные характеристики силикатного кирпича.
Специальные требования к пескам для производства силикатных изделий нашли свое отражение и в технических требованиях ГОСТ 21-1-80 «Песок для проиводства силикатного кирпича и изделий из автоклавных бетонов». В стандарте указаны требования к содержанию кварца, щелочей и тонкодисперсных частиц в песке и его гранулометрии. Содержание кварца в песке должно быть не менее 50%, щелочей в пересчете на Na2 O — не более 3,6%, а частиц размером менее 0,05 мм (пылевидных, илистых и глинистых) — не более 20%. Содержание сернистых и сернокислых соединений в пересчете на SO3 не должно превышать 2%, слюды — 0,5%.
Различают следующие разновидности песка:
1. Горные и овражные, состоящие из песчинок остроугольной формы с шерховатой поверхностью, что способствует хорошему сцеплению их с известью.
. Речные и озерные, состоящие из песчинок окатанной формы с гладкой поверхностью.
Различают следующие виды песков по размеру зерен (мм):
Крупнозернистые………. до 2…2,5;
Среднезернистые………. от 1…1,6;
Мелкозернистые…………от 0,6 до 0,2;
Очень мелкозернистые…… от 0,2 до 0,02.
Требования к песку для производства кирпича.
Песок испытывают в три этапа:
аналитические исследования, включающие в себя химические, механические и петрографические анализы, для составления общей характеристики песка;
лабораторные, технологические испытания с изготовлением образцов, по которым устанавливаются принципиальные пригодность песка;
полузаводские испытания с изготовлением кирпичей натуральной величины;
При полузаводских испытаниях проверяют и уточняют выводы, сделанные на лабораторных испытании, устанавливают марку кирпича.
Песок и известь подвергают входному контролю продукции по ГОСТу 24297-88.
На 1000 шт. кирпича в основном расходуется 2,4 м³ песка, что соответствует примерно 85% объма всей сырьевой смеси.
Песок добывают двумя способами: отрытым в карьерах и гидронамывом.
Подготовка песка в производство заключается в проведении ряда последовательных операций:
загрузка песка в приемные бункера и подсушки;
шихтовка песков разного зернового состава;
очистка песка от примесей — грохочения;
введения добавок.
Известь.
Известь доставляется автосамосвалами цеха №3 АО «ЗККСМ», находящегося в районе Меловых горок.
В производстве силикатного кирпича используют кальциевую воздушную известь, удовлетворяющую требованиям ГОСТа 9179 — 79.
По виду содержащегося в воздушной извести основного оксида (СаО, MgO) она делится на кальциевую (СаО<5%), магнезиальную (MgO < 20%), доломитовую (MgO<40%).
По фракционному составу различают комовую и порошкообразную известь. Порошкообразную известь, получаемую путем размола или гашения (гидратации) комовой извести, подразделяют на известь без добавок и с добавками.
По времени гашения воздушная негашеная известь всех сортов делится на быстрогасящуюся — не более 8 мин, среднегасящуюся — не более 25 мин, медленногасящуюся — более 25 мин.
Производство извести.
Для приготовления извести применяют печи шахтные, вращающиеся и печи кипящего слоя. На долю шахтных печей приходится около 80% выпускаемой в стране извести. Это объясняется простотой их конструкции и эксплуатации, небольшими капитальными затратами на строительство и высокой тепловой эффективностью.
Производство воздушной извести основано на обжиге карбонатных горных пород (известняка, мела, известкового туфа, доломита), состоящих преимущественно из углекислого кальция (теоретический состав — 56% СаО и 44% СО2 ).
Наиболее часто в этих породах встречаются примеси углекислого магния, глинистых веществ, кварца и оксида железа.
Карбонатные породы должны удовлетворять требованиям ОСТа 21-27 и поставляться потребителю в виде фракций 5-20, 20-40, 40-80, 80-120, 120-180 мм. Если размеры кусков сырья выходят за пределы данной фракции, то их содержание допускается не более 5% от массы пробы (по нижнему и верхнему пределам в отдельности).
При определнии свойств известняка для обжига в печах кипящего слоя необходимо обращать внимание на его петрографический состав, прочность на истирание и способность сохранять структуру ри высоких температурах по всему периметру печи. Это обьясняется большим пылеуносом известняка фракций 0-3 мм, который при обжиге в этих печах представляет собой известь пониженной активности.
При обжиге известняка происходят декарбонизация и превращение его в СаО по реакции СаСО3 = СаО + СО2 ↑;
В шахтных и вращающихся печах известь обжигают при температуре 1000-1200 °С, а в печах кипящего слоя — при температуре 950-1000 °С. Содержание МgО до 5% не вызывает существенного отощения извести. При более высоком содержании МgО известь гасится медленнее, что обьясняется пережогом оксида магния, который может образоваться из карбоната магния уже при температуре 600-650 °С и на который более высокая температура влияет отрицательно.
При производстве воздушной извести из доломитов обжиг ведут при температуре 750-900 °С, а получающуюся доломитовую известь превращают в поршок путем помола, так как оставшаяся неразложенной часть карбоната кальция не гасится, а образующийся при этой температуре оксид магния гасится медленно.
Известь можно превращать в порошок не только помолом, но и гашением водой, при котором известь распыляется в тонкий порошок. При взаимодействии оксида кальция с водой происходит реакция гидратации оксидов кальция и магния:
СаО + Н2 О = Са(ОН)2 ; МgО + Н2 О = Мg(ОН)2 ;
Гидратация извести является экзотермическим процессом, при котором выделяется 65·103 Дж теплоты на 1 грамм — молекулу или 1160·103 Дж теплоты на 1 кг негашеной извести. Это обратимая реакция, так как возможно обратное разложение Са(ОН)2 на СаО и Н2 О, которое наиболее быстро протекает при температуре 547 °С. Чтобы предотвратить обратимую реакцию, необходимы обилие влаги и не слишком высокая температура.
Добавки, применяемые в производстве силикатного кирпича.
Наиболее загрязняющим фактором окружающей среды являются различные отходы производств, тысячами тонн скапливающиеся в различных отвалах, занимающие значительные площади земельных угодий. Одной из отраслей, которая может частично решить прблему утилизации этих отходов является промышленность строительных материалов, в том числе и заводы по производству силикатного кирпича.
В настоящее время в связи с развитием химической, миталлургической и угледобывающей промышленности появилось значительное количество невостребованных производством отходов. Поэтому для промышленности строительных материалов Казахстана главными задачами являются изучение и технологическая оценка применения в производстве этих отходов.
Согласно классификации побочные продукты промышленности разделены на три класса А, Б и В, из которых к классу А относятся продукты, не утратившие природных свойств (карьерные и шахтные отходы, хвосты обогащения руд); к классу Б — искусственные продукты, получаемые в результате глубоких физико-химических процессов, например при обжиге ниже температуры плавления, либо при высоких температурах, вызывающих частичное или полное расплавление, а также осадки, выпавшие из раствора; к классу В-продукты, образовавшиеся в результате процессов, возникающих при хранении побочных продуктов в отвалах (самовозгорание, выщелачивание, твердение).
Промышленные отходы могут быть использованы при производстве силикатного кирпича в качестве компонентов вяжущего в смеси с известью и дисперсным кремнеземом или в качестве основного сырья. В смесь можно вводить дисперсные и укрупняющие кремнеземистые добавки: молотый песок, глину, шлаки, золы ТЭС, бой кирпича отсевы молотого известняка. Молотые кремнеземистые добавки, являясь пластифицирующими материалами, улучшают формовочные свойства смеси, ее зерновой состав, заполняют пустоты между зернами песка и повышают прочность кирпича — сырца.
Введение молотого песка позволяет сократить общий цикл запаривания кирпича без снижения его прочности. При гидротермальной обработке добавки рано вступают в реакцию с известью, быстрее ее связывают, образуя гидросиликаты в кирпиче. Так, добавка в сырьевую шихту 0,25 — 0,3 т предварительно высушенного и размолотого до дисперсности с остатком на сите №008 не более 15% белитового или нефелинового шлама (отходов глиноземного проиводства) на 1000 шт. кирпича позволяет сократить расход извести в два раза. При этом увеличивается прочность сырца, стабилизируется работа оборудования повышается марка кирпича.
2.3 Описание технологической схемы
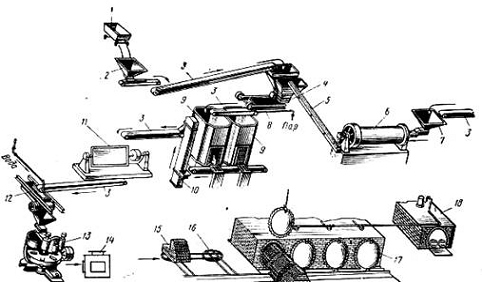
Технологическая схема 2.3.1
Производство силикатного кирпича с приготовлением сырьевой смеси по силосному способу; 1 — вагонетка подачи песка, 2 — бункер для песка с ленточным питателем, 3 — ленточные транспортеры, 4 — бункер для молотой извести с дозатором, 5 — шнек подачи извести, 6 — шаровая мельница, 7 — бункер для дробленой извести с питателем, 8 — смеситель, 9 — силосы, 10 — элеватор, 11, 12 — мешалки, 13 — пресс, 14 — автомат-укладчик, 15 — вагонетка с сырцом, 16 — поворотный круг, 17 — автоклавы, 18 — парокотельная
Отличительная особенность приготовления сырьевой смеси по этой схеме заключается в том, что увлажненную смесь извести с песком из смесителя 8 ленточным транспортером подают в силосы 9, где выдерживают ее в течение определенного времени. При этом происходит гашение смеси, которое состоит в том, что известь гидратируется и превращается в гидрат окиси кальция.
Силосный способ приготовления смеси имеет значительные экономические преимущества перед барабанным, так как при силосовании смеси не расходуется пар на гашение извести. Кроме того, силосный способ приготовления сырьевой смеси значительно проще барабанного.
Подготовленные известь и песок непрерывно подают в заданном соотношении в одновальные и двухвальные смесители непрерывного действия, в которых их смешивают и увлажняют. Затем смесь поступает в силосы, где выдерживается от 1,5 до 4 ч, в течение которых известь гасится.
Силос (рис. 2.3.1) представляет собой цилиндрический сосуд из дерева, листовой стали или железобетона высотой 8 — 10 м и диаметром 3,5-4 м. В нижней части силос имеет конусообразную форму.
Силос 9 разгружают с помощью тарельчатого питателя, которым смесь подают на ленточный транспортер 3.
Для лучшей разгрузки силоса необходимо, чтобы смесь имела по возможности меньшую влажность. Силосы разгружаются удовлетворительно при влажности массы 3,5-4,5%.
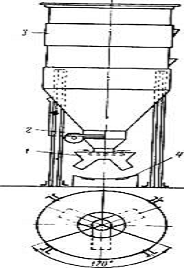
Рис. 2.3.1. Силос для гашения сырьевой смеси: 1 — тарельчатый питатель, 2 — шибер, 3 — силос, 4 — ленточный транспортер
При выдерживании в силосах сырьевая смесь часто образует своды. Причина этого — относительно высокая влажность смеси, а также уплотнение и частичное схватывание ее при выдерживании. Наиболее часто своды образуются в нижних слоях смеси у основания силосов.Для облегчения разгрузки периодически включают вибратор, укрепленный на стенке силоса, и этим уменьшают прилипание смеси к стенкам. Если это не помогает, то смесь выбивают ломами через разгрузочные окна.
В случае зависания сырьевую смесь в силосе рыхлят следующими способами: внутри силоса монтируют автоматические рыхлительные устройства в виде лопастей, которые приводятся в движение вибратором и периодически взрыхляют сырьевую смесь; в конусную часть силоса с двух сторон вводят воздух под давлением, который при периодическом его включении разрыхляет сырьевую смесь и не дает ей зависать.
Автоматические устройства для предупреждения и ликвидации зависаний сырьевой смеси состоят из датчика и исполнительного механизма, разрушающего зависание в силосах. Исполнительным механизмом могут служить вибратор или резиновая диафрагма. Датчик состоит из резинового диска, диафрагмы и микропереключателя типа ИП-1М.
Когда из силоса сырьевая смесь подается нормально, зависания нет, под давлением ее диск диафрагмы прогибается, нажимает на стержень микропереключателя, отчего электрическая цепь размыкается. Как только образуется зависание, то прекращается давление сырьевой смеси на диафрагму, последняя выпрямляется и отходит от стержня микропереключателя, замыкая электрическую цепь. Обрушитель включается в работу; если сводообрушителем является вибратор, то от воздействия вибратора зависание разрушается, давление силикатной смеси на диафрагму восстанавливается, электроцепь размыкается, а вибратор прекращает свое действие.
Для обрушения зависаний смеси сжатым воздухом на бункере или силосе устанавливают три диафрагмы, которые располагают в местах возможного образования зависания.
Каждая диафрагма состоит из стального и резинового дисков. В центре каждого диска имеются отверстия с патрубком. Патрубки соединяются между собой трубой — воздуховодом.
При включении устройства сжатый воздух из магистрали через воздухораспределитель вздувает диафрагму, затем воздух выпускается и диафрагма опадает. При повторении впусков воздуха в диафрагму и выпусков из нее диафрагма встряхивает зависшую смесь, которая обрушивается.
Для того чтобы такое пульсирующее встряхивание диафрагм происходило автоматически, воздухораспределитель включается и выключается датчиком через микропереключатель.
В настоящее время при проектировании заводов силикатного кирпича в схему производства вводят непрерывно действующие силосы.
Технология изготовления силикатного кирпича с помощью непрерывно действующих силосов имеет следующие преимущества перед технологией с периодически действующими силосами:
производство организуется по непрерывно-поточной схеме;
уменьшается общая емкость силосов сырьевой смеси; сокращается общая длина транспортеров; упрощается управление силосами. По этой технологической схеме можно выпускать цветной кирпич на любом прессе.
Подготовка силикатной массы. Дозировка компонентов.
Для получения сырьевой смеси (силикатной массы) требуемого качества необходимо правильно дозировать их. Дозу извести в силикатной массе определяют не по количеству извести в ней, а по содержанию той ее активной части, которая будет участвовать в реакции твердения, т.е. окиси кальция. Поэтому норму извести устанавливают в первую очередь в зависимости от ее активности.
На каждом заводе обычно ее устанавливают опытным путем. Среднее содержание активной извести в силикатной массе равно 6 — 8%. При употреблении свежеобожженной извести без посторонних примесей и недожога количество ее может быть уменьшено; если же в извести содержится большое количество недожженного камня и посторонних примесей, а также, если известь долго хранилась на воздухе, норма ее в смеси должна быть увеличена. Как недостаточное, так и излишнее количество извести в силикатной массе влечет за собой нежелательные последствия: недостаточное содержание извести снижает прочность кирпича, повышенное содержание удорожает себестоимость, но в то же время не оказывает положительного влияния на качество.
Активность извести, поступающей в производство, часто изменяется; поэтому для получения массы с заданной активностью требуется часто изменять в ней количество извести. На БКСМ используется известь активностью 70 — 85%.
Необходимое количество песка отмеривается по объему, а известь по весу при помощи бункерных весов.
Кроме извести и песка, составной частью силикатной массы является вода, необходимая для полного гашения извести. Вода также придает массе пластичность, необходимую для прессования кирпича-сырца, и создает благоприятную среду для протекания химической реакции твердения кирпича при его запаривании.
Количество воды должно точно соответствовать норме. Недостаток воды приводит к неполному гашению извести; избыток воды, хотя и обеспечивает полное гашение, но создает не всегда допустимую влажность силикатной массы.
Влага частично поступает с песком, карьерная влажность которого колеблется в зависимости от климатических условий. Количество воды, необходимое для доведения влажности силикатной массы до нужной величины, практически также можно заранее рассчитать в зависимости от карьерной влажности поступающего в производство песка и составить таблицу для определения расхода воды на единицу продукции (1000 шт. кирпича или 1 м³ силикатной массы).
Чтобы достигнуть правильного соотношения всех составляющих компонентов, применяют специальные дозировочные приспособления. Ввиду того, что приготовление силикатной массы требуемого качества является одной из наиболее важных операций в технологическом процессе производства силикатного кирпича, обязательно регулярно проверять в лабораториями ее свойства.
Определение скорости гашения извести следует производить не менее двух раз в смену; в случае удлинения времени гашения извести необходимо немедленно изменить режим гашения путем удлинения цикла приготовления силикатной массы.
Определение активности извести (содержание СаО+МgО) необходимо проводить также два раза в смену и соответственно с активностью извести изменять дозировку ее для получения нормальной силикатной массы.
Активность и влажность силикатной массы следует проверять через каждые 1-1,5 часа и в случае отклонения получаемых показателей от заданных немедленно изменять дозировку извести и воды.
Приготовление силикатной массы.
Силосный способ приготовления массы имеет значительные экономические преимущества перед барабанным, так как при силосовании массы на гашение извести не расходуется пар. Кроме того, технология силосного способа производства значительно проще технологии барабанного способа.
Подготовленные известь и песок непрерывно подаются питателями в заданном соотношении в одновальную мешалку непрерывного действия и увлажняются.
Перемешанная и увлажненная масса поступает в силосы, где выдерживается от 4 до 10 час, в течение которых известь гасится.
Работа силоса протекает следующим образом. Внутри силос разделен перегородками на три секции. Масса засыпается в одну из секций в течение 2,5 ч, столько же требуется и для разгрузки секции. К моменту заполнения силоса нижний слой успевает вылежаться в течение того же времени, т.е. около 2,5 ч. Затем секция выстаивается 2,5 ч, и после этого ее разгружают. Таким образом, нижний слой гасится около 5 ч. Так как разгрузка силосов происходит только снизу, а промежуток между разгрузками составляет 2,5 ч, то и все последующие слои также выдерживаются в течение 5 ч в непрерывно действующих силосах. В случае образования свода при разгрузке силоса и прекращении поступления массы на ленточный транспортер категорически запрещается рабочим находиться в силосе.
Для облегчения разгрузки периодически включают вибратор, укрепленный на стенке силоса; и этим уменьшают прилипание массы к стенкам. При более серьезных зависаниях массы в силосах ее шуруют ломами через разгрузочные окна.
На БКСМ разгрузка массы из бункеров механизирована. Распределительные щетки на транспортерной ленте поднимают механическим пневмоподъемником. Над транспортерной лентой, подающей силикатную массу, установлены распределительные щетки, перемещающиеся вертикально по раме. Опускание и подъем щеток над лентой осуществляется с пульта управления, который оснащен световой сигнализацией и устройством, регулирующим подачу воздуха в пневмоцилиндры.
Прессование сырца.
На качество кирпича и в основном на его прочность наиболее существенно влияет давление, которому подвергается силикатная масса во время прессования. В результате прессования происходит уплотнение силикатной массы. Тщательно уплотнить сырец — значит довести до минимума свободное пространство между частицами песка, сблизив их настолько, чтобы они разделялись друг от друга только тончайшим слоем вяжущего вещества. Такое сближение зерен песка при дальнейшей водо-тепловой обработке кирпича-сырца в автоклаве обеспечивает получение плотного и прочного конгломерата.
В момент прессования силикатной массы возникают силы сопротивления сжатию со стороны зерен песка, препятствующие максимальному сближению зерен. Сила трения массы о стенки формы и зерен друг о друга преодолевается путем применения давления. Поэтому давление должно распределяться равномерно по всей площади прессуемого изделия. Прессование необходимо вести только до известного предела, так как при увеличении давления выше предельного в массе появляются упругие деформации, которые исчезают после снятия давления и ведут к разрушению сырца. Поэтому нельзя повышать давление до появления деформаций.
Существенное значение имеет скорость, с которой производится давление.
Так, например, ударное быстрое приложение усилия вызывает не уплотнение, а разрушение структуры изделия. Поэтому для преодоления внутренних сил трения давление должно прикладываться плавно с постепенным увеличением. Рабочее давление в прессах применяется равным 150 — 200 кг/см.
На нормальную работу пресса, а, следовательно, на получение кирпича хорошего качества большое влияние оказывает содержание влаги в силикатной массе. В оптимальных условиях прессования кирпича влажность массы должна составлять б — 7% от веса сухого вещества и постоянно контролироваться.
Увеличение влажности выше оптимальной не дает возможности спрессовать сырец, снять его со стола пресса и уложить на вагонетку; уменьшение влажности приводит к тому, что спрессованный сырец трудно снять со стола пресса: он разламывается под действием собственного веса. Кроме того, недостаточное содержание влаги в сырце лишает известь необходимой пластичности, обеспечивающей связь между отдельными зернами песка.
Процесс прессования кирпича складывается из следующих основных операций: наполнения прессовых коробок массой, прессования сырца, выталкивания сырца на поверхность стола, снятия сырца со стола, укладки сырца на запарочные вагонетки.
Силикатная масса, приготовленная в силосах, передается при помощи транспортерной ленты в бункер над пресс-мешалкой пресса. Подача массы в пресс-мешалку должна так регулироваться, чтобы она занимала примерно 3/4 объема пресс-мешалки. Если поступающая масса имеет более низкую влажность, чем требуется, до увлажнение ее производится в пресс-мешалке, вокруг стенок которой укладывается водопроводная труба с мелкими отверстиями по ее длине, направленными вниз.
Сила струи поступающей по трубке воды регулируется прессовщиком при помощи вентиля. Увлажненная масса ножами пресс-мешалки при вращении их подается в прессовые коробки через отверстия в дне пресс-мешалки. При повороте стола пресса коробки, наполненные массой, перемещаются на определенный угол и занимают положение между прессующим поршнем и верхней стороной плитки контрштампа. Под давлением поршень постепенно поднимается и производится прессование сырца.
В момент прессования стол пресса останавливается, а ножи пресс-мешалки вращаются и заполняют массой следующую пару прессовых коробок. После прессования стол пресса поворачивается так, чтобы штампы пресса вместе с сырцом подошли к выталкивающему поршню. Сырец выталкивается поршнем в вертикальном направлении; верхняя пластина штампа при выталкивании выходит из прессовых коробок на 3 — 5 мм выше уровня стола. Затем выталкивающий поршень опускается вниз в первоначальное положение. После снятия пары кирпичей двумя съемщиками-прессовщиками стол поворачивается и штампы подводятся под механическую щетку для очистки.
Верхние пластины очищаются от налипшей массы, штампы опускаются на величину наполнения прессовых коробок и цикл начинается снова.
Силикатный кирпич по размерам должен отвечать требованиям ГОСТ 379 -53; в случае отклонения от установленных размеров сырец считается браком.
Плотность прессования сырца достигается исключительно изменением величины наполнения прессовых коробок: чем больше высота наполнения, тем выше плотность сырца и, наоборот, чем меньше высота наполнения коробок, тем ниже плотность сырца. Во время прессования необходимо следить за тем, чтобы сырец получался одинаковой плотности; для этого нужно поддерживать высоту наполнения прессовых коробок одинаковой. Ножи пресс-мешалки должны быть закреплены от дна и стенок на одинаковом расстоянии.
После прессования полученные кирпичи автоматом-укладчиком укладываются на вагонетки, которые транспортируются в автоклавы, где производится тепло — влажная обработка кирпича.
Процесс автоклавной обработки.
В процессе автоклавной обработки, т.е. запаривания кирпича-сырца, различают три стадии.
Первая стадия начинается с момента впуска пара в автоклав и заканчивается при наступлении равенства температур теплоносителя (пара) и обрабатываемых изделий.
Вторая стадия характеризуется постоянством температуры и давления в автоклаве. В это время получают максимальное развитие все те физико — химические процессы, которые способствуют образованию гидросиликата кальция, а следовательно, и твердению обрабатываемых изделий.
Третья стадия начинается с момента прекращения доступа пара в автоклав и включает время остывания изделий в автоклаве до момента выгрузки из него готового кирпича.
В первой стадии запаривания насыщенный пар с температурой 1750 под давлением 8 атм. впускают в автоклав с сырцом. При этом пар начинает охлаждаться и конденсироваться на кирпиче-сырце и стенках автоклава. После подъема давления пар начинает проникать в мельчайшие поры кирпича и превращается в воду. Следовательно, к воде, введенной при изготовлении силикатной массы, присоединяется вода от конденсации пара. Образовавшийся в порах конденсат растворяет присутствующий в сырце гидрат окиси кальция и другие растворимые вещества, входящие в сырец. Известно, что упругость пара растворов ниже упругости пара чистых растворителей. Поэтому притекающий в автоклав водяной пар будет конденсироваться над растворами извести, стремясь понизить их концентрацию; это дополнительно увлажняет сырец в процессе запаривания. И третьей причиной конденсации пара в порах сырца являются капиллярные свойства материала.
Роль пара при запаривании сводится только к сохранению воды в сырце в условиях высоких температур. При отсутствии пара происходило бы немедленное испарение. воды, а следовательно, высыхание материала и полное прекращение реакции образования цементирующего вещества — гидросиликата.
С того момента, как в автоклаве будет достигнута наивысшая температура, наступает вторая стадия запаривания. В это время максимальное развитие получают химические и физические реакции, которые ведут к образованию монолита. К этому моменту поры сырца заполнены водным раствором гидрата окиси кальция Са(ОН), непосредственно сопри — касающимся с кремнеземом SiO песка.
Сначала гидросиликаты находятся в коллоидальном (желеобразном) состоянии, но постепенно выкристаллизовываются и, превращаясь в твердые кристаллы, сращивают песчинки между собой. Кроме того, из насыщенного водного раствора гидрат окиси кальция также выпадает в виде кристаллов и своим процессом кристаллизации участвует в сращивании песчинок.
Таким образом, во второй стадии запаривания образование гидросиликатов кальция и перекристаллизация их и гидрата окиси кальция вызывают постепенное твердение кирпича-сырца.
Третья стадия запаривания протекает с момента прекращения доступа пара в автоклав, т.е. начинается падение температуры в автоклаве, быстрое или медленное в зависимости от изоляции стенок автоклава и наличия перепуска пара. Происходит снижение температуры изделия и обеднение его водой, т.е. вода испаряется и повышается концентрация раствора, находящегося в порах. С повышением концентрации гидрата окиси кальция и снижением температуры цементирующего вещества силикаты кальция становятся более основными, и это продолжается до тех пор, пока кирпич не будет выгружен из автоклава. В результате усиливается твердение гидросиликатов кальция и, следовательно, повышается прочность силикатного кирпича. Одновременно пленки цементирующего вещества сильней обогащаются выпадающим из раствора гидратом окиси кальция.
Механическая прочность силикатного кирпича, выгруженного из автоклава, ниже той, которую он приобретает при последующем выдерживании его на воздухе.
Таким образом, полный технологический цикл запаривания кирпича в автоклаве состоит из операций очистки и загрузки автоклава, закрывания и закрепления крышек, перепуска пара; впуска острого пара, выдержки под давлением, второго перепуска, выпуска пара в атмосферу, открывания крышек и выгрузки автоклава.
Запаривание кирпича в автоклавах требует строгого соблюдения температурного режима: равномерного нагревания, выдержки под давлением и такого же равномерного охлаждения. Нарушение температурного режима приводит к браку.
Для контроля за режимом запаривания на автоклавах установлены манометры и самопишущие дифманометры, снабженные часовым механизмом, записывающим на барограмме полный цикл запаривания кирпича.
Важной задачей промышленности силикатного кирпича является снижение удельного расхода топлива на 1000 шт. кирпича. Для успешного решения этой задачи необходимо в первую очередь знать расход тепла на запаривание силикатного кирпича.
Для расчета теплового баланса необходимы следующие данные: режим работы автоклава, характеристика оборудования и кирпича, теплотехнические данные.
А.В. Волженским проведены расчеты для определения расхода пара на запаривание кирпича при условии перепуска части его в другой автоклав. Для такого расчета приняты
длительность перепуска пара из одного автоклава в другой 0,7 ч (эта величина входит в общую длительность впуска пара в автоклав, равную 1,6 ч);
давление пара в автоклаве с готовым кирпичом после перепуска части пара — 2,8 ат (изб.).
Расчеты показали, что в этом случае расход свежего пара на запаривание 1000 шт. кирпича составит лишь 304 кг.
Перепуск пара из одного автоклава в другой позволяет теоретически на 23% снизить расход пара на запаривание силикатного кирпича. Практически, по данным проведенных на заводах теплотехнических испытаний, экономия пара при перепуске его достигает 10-16%, что также имеет большое значение.
На заводах силикатного кирпича экономия топлива может быть также достигнута за счет использования тепла, которое уносится из автоклава с конденсатом в канализацию и в атмосферу с паром при выпуске его из автоклава по окончании запаривания кирпича. Обычно выпуск пара в атмосферу начинают при давлении 2-3 ат (изб.).
На многих заводах силикатного кирпича отбросный пар автоклавов используют для подогрева питательной воды паровых котлов, а также воды, идущей на отопление и другие нужды. Для этих целей используют теплообменные установки — котлы-утилизаторы типа водогрейных.
Котел-утилизатор — это стальной цилиндр, внутри которою размещен змеевик из стальных труб с различной поверхностью нагрева в зависимости от количества пара и потребности в воде. По трубам подают воду для подогрева, отбросный пар из автоклава впускают в полость котла-утилизатора.
Воду для нагрева целесообразно пропускать через змеевик, так как в отбросном паре содержатся мельчайшие частицы силикатной массы, которые загрязняют пар. Частицы осаждаются в котле, образуя тонкодисперсный осадок, который легко можно удалить из котла путем очистки и промывки. Змеевик же быстро забивается и трубы выходят из
Поступивший в котел-утилизатор пар с температурой 135-140 °С омывает холодные трубы, отдает свое тепло воде, пропускаемой по трубам, конденсируется, превращаясь в воду, стекает на дно цилиндра и отводится в канализацию. Вода, нагретая до 100 °С, поступает в питательные баки котельной или на другие нужды завода. На рис. 106 показана схема утилизации пара.
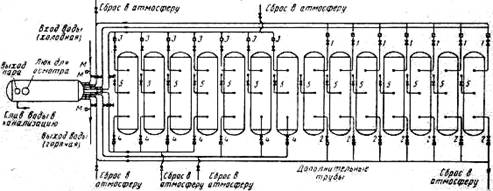
Рис. 2.3.2. Схема установки для использования пара и глушения шума при выбросе пара из автоклавов: 1 — 5 — порядок движения пара по трубопроводам
Пар, выпускаемый из автоклавов, входит в котел-утилизатор по двум отдельным группам трубопроводов. Чтобы выпускаемый пар не попадал из одного автоклава в другой, запрещается одновременно выпускать пар из двух автоклавов одной группы. Не разрешается повышать давление пара в котле-утилизаторе выше 0,5 ат. Чтобы не допустить повышения давления сверх разрешенного, на котле установлены предохранительный клапан мембранного типа и манометр. Аварийный выпуск пара в атмосферу производится через вентиль.
При такой схеме работы автоклавов с использованием тепла устраняется шум от выброса пара из автоклавов в атмосферу.
Из автоклава силикатный кирпич поступает на склад.
Описание технологии производства
Основными сырьевыми материалами для производства силикатного кирпича являются известь строительная воздушная негашеная и кварцевый песок месторождения «Белая горка».
Песок доставляется с карьера, автомобильным транспортом подается в приемный бункер: одна четвертая часть идет на приготовление вяжущего, другая подается на вибросита, размер ячеек которого составляет верхнего 20х20 мм и нижнего 10х10 мм, где происходит рассев песка.
Известь завозится автосамосвалами, и подается в приемный бункер, затем качающимся питателем КТ-5 подается на пластинчатый конвейер, который транспортируется на дробилку ударного действия Тип 40.77/б, где происходит измельчение фракции до 20 мм, и подается в бункер. Затем при помощи вибрационного электромагнитного питателя RWR-12, шнекового транспортера и цепного элеватора тип IIB известь подается в бункера 2-х камерного дозатора.
Приготовление вяжущего осуществляется на весовых дозаторах цикличного действия Тип 2467-000, в соотношении известь: песок 1:1 дозировка извести шнековым питателем, дозировка песка питателем желобом открытого типа. Дозировка устанавливается в зависимости от активности используемой извести и технологических требований. Затем песок и известь подается в трубную трехкамерную мельницу ø2х10 м тип 41.30 через загрузочные течки в загружающее устройство мельницы. Материал размалывается мелющими телами, под напором пересыпается через перегородки, передвигается к разгрузке. Молотый материал пересыпается на контрольное сито, после просеивания готовое вяжущее просыпается в разгрузочную воронку, несмолотые частицы выбрасываются специальной лопастью в боковую течку, далее утилизируется. Вяжущее подается цепным элеватором в бункер 3-х камерного дозатора для приготовления силикатной смеси.
Силикатная смесь готовится из вяжущего и просеянного песка в соотношении 1:3. Дозировка песка осуществляется питателем вибрационным PWP35 с лотковым желобом. Дозировка вяжущего вибрационным питателем PWP-23 с трубным желобом, работа вибрационных питателей сблокирована с весовым дозатором. Питание дозатора осуществляется через заслонку, а сброс вяжущего через нижнюю. Из 3-х камерного дозатора в смеситель лопастной двухвальный Тип F-5 поступает вяжущее и немолотый песок для сухого перемешивания, затем в смеситель лопастной, двухвальный F-5 для увлажнения и перемешивания. Влажность приготовления силикатной массы составляет 7,5-8%. Затем масса системой ленточного конвейера подается в реактор универсальный тип 38.17. для гашения силикатная смесь вылеживается в реакторах 3,5-5,0 часов в зависимости от качества и времени гашения используемой извести.
Затем силикатная смесь поступает в смеситель стержневой, где происходит растирание комочков и гомогенизация, потом двухвальный смеситель марки F-4 Тип 111222, где происходит доувлажнение смеси с помощью распылительного устройства и дополнительное перемешивание.
С помощью ленточного конвейера силикатная масса транспортируется в загрузочную воронку пресса KSP-801. Режим работы пресса: непрерывный автоматический. Система прессования пресса с верхней подпресовкой (двухстороннее прессование).
Режим формования: наполнение, прессование, выталкивание.
Тепловлажностная обработка изделия осуществляется в проходных автоклавах ø2х19 м с рабочим давлением 8-12 атм. Вывоз состава автоклавных тележек из автоклава производится при помощи канатной лебедки на траверсной платформе, смонтированной на складской площадке.
На складе готовой продукции работаю 2 мостовых крана, с помощью которых отпускается продукция потребителю.
2.4 Вариантная часть, .4.1 Расчет технологического цикла
Годовая программа выпуска силикатного кирпича представлена в табл. 2.4.1
Таблица 2.4.1. Производственная программа
|
Наименование продукции |
Ед. изм. |
Производительность |
|||
|
в час |
в смену |
в сутки |
в год |
||
|
Кирпич силикатный |
млн. шт. |
6535 |
52287 |
156862 |
40 млн шт |
2.4.2 Состав и режим работы
Режим работы предприятия характеризуется количеством рабочих дней в году, количеством смен в сутки и продолжительностью смен в часах. Режим работы предприятия устанавливается по «Нормам технологического проектирования предприятий».
- Количество расчетных суток в году -255
- Количество рабочих смен в сутки — 3
- Количество рабочих смен в сутки для автоклава — 3
- Продолжительность рабочих смен в часах — 8
- Принятое количество расчетных суток в году (255) исходим из пяти дневной рабочей недели.
Режим работы цеха определяет количество рабочих дней в году, смен в сутки и рабочих часов в смене. Режим работы установливается в соотвествии с трудовым законодательством РК по нормам технологического проектирования предприятий производства строительных материалов.
При назначении режима работы цеха необходимо стремиться обеспечить наибольшую возможность полного использования оборудования и принимать наибольшее количество рабочих смен в сутки.
Расчетный годовой фонд времени работы технологического оборудования в часах, на основании которого рассчитывается производственная мощность предприятия в целом и отдельных линий установок, определяется по формуле:
Вр =Ср Ч Ки , час.
Вр -расчетный годовой фонд работы в технологоческого оборудования в часах;
Ср — расчетное количество рабочих суток в году.
Ч — количество рабочих часов в сутки.
Ки — среднегодовой коэфиц. использования технологического оборудования.
Вр1 =365×3×8=8760×0,92=8059 ч.
Вр2 =300×3×8=7200×0,876=6307 ч.
Вр3 =300×2×8=4800×0,943=4526 ч.
Вр4 =300×2×8=4800×0,943=4526 ч.
Вр5 =365×3×8=8760×0,92=8059 ч.
2.4.3 Расчет производительности предприятия
В этом разделе, исходя из принятого режима цеха, дается расчет объема производства: по сырью, полуфабрикатам и готовой продукции для каждого из технологических переделов в час, смену, сутки. При расчете производительности следует учитывать возможный брак и другие производственные потери. Для заводов по производству строительных материалов средние величины возможных производственных потерь обычно принимаются 1-3%.
Производительность цеха по готовой продукции определяется по формуле:
Псут = Пгод /Ср ;
Пгод — заданная годовая производительность цеха,
Ср — расчетное количество рабочих суток в году.
Псм = Пгод / Ср ×n; n — число смен.
Пгод =Пгод ×1,03 =41200000 шт.
Пгод =40000000×1,005=40200000 шт. (при 0,5% потерь).
Пгод =40000000×1,01=40400000 шт. (при 1% потерь).
2.4.4 Расчет потребности сырьевых материалов, полуфабрикатов и вспомогательных материалов на 1000 штук
Расчет состава силикатного смеси ведут с учетом получения прочного и стойкого в эксплуатационных условиях силикатного кирпича с наименьшими затратами на его производство. В расчетах учитываются свойства и характеристики конкретного сырья, идущего на изготовление силикатного кирпича, его активность, скорость и температуру гидратации, свойства используемых отходов и вводимых добавок, а также выпускаемую номенклатуру кирпичей и камней.
Сначала в лабораторных условиях расчетным путем подбирают опытный состав силикатобетонной смеси, а затем корректируют оптимальный состав.
Начальный состав силикатобеттоной смеси можно подобрать по следующей схеме, учитывая, что количество извести можно определить в зависимости от требуемой активности смеси и извести.
. Определяют удельный расход извести Иизв (кг) на 1000 шт. кирпича по формуле
Иизв = (Рсм Асм )/ Аизв
Где Рсм — расход смеси на 1000 шт. условного кирпича, кг; Асм — заданная активность смеси, %; Аизв — заданная активность извести, %.
Расход извести, кг, на 1000 шт. кирпича табл. 2.4.4.1
|
Актив-ть Извести% |
Активность сырьевой смеси% |
||||||||||
|
44 |
44,5 |
55 |
55,5 |
66 |
66,5 |
77 |
77,5 |
88 |
88,5 |
99 |
|
|
60 |
2252 |
2283 |
3315 |
3346 |
3378 |
4409 |
4440 |
4472 |
5504 |
5535 |
5566 |
|
65 |
2233 |
2262 |
2291 |
3320 |
3349 |
3378 |
4407 |
4437 |
4466 |
4495 |
5524 |
|
70 |
2216 |
2243 |
2270 |
2297 |
3324 |
3351 |
3378 |
4405 |
4432 |
4459 |
4486 |
|
75 |
2202 |
2227 |
2252 |
2278 |
3303 |
3328 |
3353 |
3378 |
4403 |
4428 |
4454 |
|
80 |
1189 |
2212 |
2236 |
2259 |
2283 |
3305 |
3330 |
3353 |
3378 |
4400 |
4424 |
|
85 |
1178 |
2200 |
2222 |
2244 |
2267 |
2289 |
3311 |
3333 |
3356 |
3378 |
4400 |
. Определяют удельный расход песка Рп (кг) на 1000 шт. кирпича по формуле Рп = Рсм — Иизв . В практике удельный расход песка на 1000 шт. полнотелого кирпича составляет 2,3 — 2,4 м³ или 3400-3500 кг.
. Общии расход воды для получения сырьевой смеси влажностью 7% составляет в среднем 13% от массы смеси и распределяется ориентировочно следующим образом: на гашение извести — 2,5, на испарение при гашении -3,5, на увлажнение смеси -7.
Расход воды, кг, для увлажнения сырьевой смеси на 1000 шт. кирпича.
|
Влажность песка% |
|||||
|
5 |
5,5 |
6 |
6,5 |
7 |
|
|
3 |
74 |
92 |
111 |
130 |
148 |
|
3,5 |
55 |
74 |
92 |
111 |
130 |
|
4,0 |
37 |
55 |
74 |
92 |
111 |
|
4,5 |
18 |
37 |
55 |
74 |
92 |
Далее для получения силикатной смеси молотую известь, песок и воду дозируют по весу. В среднем активность смеси составляет 7-8%, а влажность 6 — 7%.
5 Расчет потребности сырья
Качественная характеристика сырья по заданным требованиям к ним, регламентируется стандартами и техническими условиями.
Расчет потребности сырья на 1000 шт.
|
№ |
Наимен.цехов, отделение, операций. |
Приход, (шт.) |
Потери, (%) |
Расход, (шт.) |
|
1) 2) 3) 4) 5) |
Склад готовой продукций. Автоклав. Прессование. Подготовка сырьевой смеси. Склад сырьевых материалов. |
1000 1010 1015 1020 1030 |
1 0,5 0,5 1 1 |
1010 1015 1020 1030 1040 |
На 1000 шт.:
Песок -2,4 т. (Ру песок );
Известь — 565 кг. (Ру известь );
Вода — 100 л.
Потребность цеха в сырье
|
№ |
Наимен. сырья |
Ед. измерение |
Расходы |
||||
|
в час |
в смену |
в сутки |
в год |
||||
|
1) 2) 3) |
Песок Известь Вода |
т. т. т. |
10,63 1,64 0,25 |
85 13 2 |
255 39 6 |
92880 14196 2184 |
|
Потребность песка.
В год: 3,096 × 30000 = 92880;
В сутки: 92880 / 365 = 255;
В смену: 255 / 3 = 85;
В час: 85 / 8 = 10,63.
Потребность извести.
В год: 0,4732 × 30000 = 14196;
В сутки: 14196 / 365 = 39;
В смену: 39 / 3 = 13;
В час: 12964 / 8 = 1,64.
Потребность в молотом песке.
В год: 0,0728 × 30000000 = 2184;
В сутки: 2184 / 365 = 6;
В смену: 6 / 3 = 2;
В час: 2 / 8 = 0,25.
2.4 Ведомость технологического и транспортного оборудования
В данном разделе приводятся расчеты производительности машин и их количества, необходимость для выполнения производственной программы по данному переделу. При этом следует учитывать также качественную характеристику сырья и требования, предъявляемые к конечному продукту после обработки сырья на данном агрегате или машине. Расчет оборудования производить в порядке установки отдельных машин в технологическом потоке от подачи сырья до выхода готовой продукции. Если цех объединяет несколько отделений, то расчет оборудования производить по отделениям. Это не только упрощает расчеты, но позволяет учитывать взаимосвязь отдельных машин, а выполнение технологических операций, а также исключает пропуски каких-либо машин в линии.
Необходимо выбрать оборудование для дробления извести, помола извести и песка, гашения сырьевой смеси, ее измельчения, формования кирпича-сырца, укладки сырца на автоклавные вагонетки.
Рассчитываем количество машин, коэффициент использования оборудования можно принять равным 0,5.
Если оборудование имеет заданную производительность, то число машин определяется по формуле:
![]() ,
,
где N — количество машин или установок, шт.;
П — требуемая часовая производительность технологического передела т/ч, м/ч, шт./ч;
П — часовая производительность машины или установки, т/ч, м/ч, шт./ч;
К — коэффициент использования оборудования.
Технические характеристики трубной мельницы
Производительность по сухому сырью (тонкость помола 6-8% остатка на сите №008) при работе по циклу, т/ч:
Открытом 36-105
замкнутом 50
Внутренний диаметр барабана, м 3,2
Длина барабана, м 8,5
Частота вращения мельницы от привода, об/мин:
главного 18,67
вспомогательного 0,21
Мощность электродвигателя главного привода, кВт 1250
Масса без электрооборудования и мелющих тел, т 215;
Загрузка мелющими телами, т, 85
Технические характеристики грохота
Марка 2YK1235
Размер просеечного отверстия, мм — 5-120
Размер материала, мм — б. 400
Производительность, т/ч. — 60-210
Мощность, кВт. — 5,5
Вес, т. — 3,6
Техническая характеристика смесителя F-4
|
Показатели |
Лопастной двухвальный |
|
F-4 |
|
|
Производительность, м /ч95 |
|
|
Длина корыта, мм |
4120 |
|
Диаметр окружностей лопастей, мм |
850 |
|
Линейная скорость вращения, м/с |
4,1 |
|
Масса, т |
6 |
|
Установленная мощность, кВт |
55 |
|
Удельная энергоемкость, кВтч/м 0,58 |
|
|
Удельная металлоемкость, кг/м 62,6 |
Техническая характеристика смесителя F-5
|
Показатели |
Лопастной двухвальный |
|
F-5 |
|
|
Производительность, м /ч100 |
|
|
Длина корыта, мм |
4220 |
|
Диаметр окружностей лопастей, мм |
850 |
|
Линейная скорость вращения, м/с |
4,1 |
|
Масса, т |
6 |
|
Установленная мощность, кВт |
60 |
|
Удельная энергоемкость, кВтч/м 0,58 |
|
|
Удельная металлоемкость, кг/м 64 |
Техническая характеристика пресса KSP — 801
Размер блина х ширина х высота, мм
х120х88
Расход кирпича на 1 кв. м, шт. — 40
Расход кирпича на 1 куб. м, шт. (со швом) — 378 (310)
Кол-во изделий в вагонетке, шт. — 600
Масса изделия, кг — 4,100
Техническая характеристика автоклава.
|
1. Длина автоклава, м 2. Тип автоклава проходной 3. Внутренний диаметр, м 4. Раб. давление, МПа 5. Ширина колеи вагонетки, мм 6. Количество загружаемых вагонеток, шт. 7. Количество кирпича на 1 вагонетке, шт. 8. Габариты, мм длина ширина высота 9. Масса, кг |
19 Проходной 2 0,8-1,2 750 17 916 20730 2690 3830 25707 |
Длительность цикла работы автоклава, час
|
Операции |
Вид изделия, давление пара, МПа |
|
Полнотелый кирпич |
|
|
p=0,8 |
|
|
Загрузка сырца |
1,0 |
|
Закрывание крышек |
0,2 |
|
Подъем давления пара без перезапуска с перезапуском |
1,3 — |
|
Выдержка при максимальном давлении |
8,0 |
|
Выпуск пара без перезапуска с перезапуском |
0,9 — |
|
Открывание крышек |
0,2 |
|
Выгрузка |
0,25 |
|
Чистка автоклава |
0,15 |
|
Общая длительность без перезапуска с перезапуском |
12 — |
Для определения необходимого количества автоклавов следует знать коэффициент оборачиваемости автоклава в сутки, который определяется:
![]()
где К — коэффициент оборачиваемости автоклава в сутки;
— продолжительность суток, ч;
![]() — длительность цикла работы автоклава, ч.
— длительность цикла работы автоклава, ч.
![]() .
.
Расчет количества автоклавов проводится по формуле:
![]()
где: ![]() — программа выпуска продукции в год, шт.;
— программа выпуска продукции в год, шт.;
![]() — годовое расчетное время работы автоклава, сут.;
— годовое расчетное время работы автоклава, сут.;
- число вагонеток в автоклаве, шт.;
- количество кирпича на одной вагонетке, шт.;
![]() — коэффициент оборачиваемости автоклава;
— коэффициент оборачиваемости автоклава;
![]() — коэффициент использования автоклава,
— коэффициент использования автоклава, ![]() = 0,8
= 0,8
![]() ;
;
![]() = 3050,5 = 152,5;
= 3050,5 = 152,5;
![]() =
= ![]() шт.
шт.
2.7 Входной контроль материалов
Стандарт предприятия устанавливает правила и порядок проведения работ по выходному контролю сырьевых материалов и взаимоотношения между отделом технического контроля и производственно-техническими службами.
Методы и средства выходного контроля выбирают с учетом требований, предъявляемых стандартами, техническими условиями или стандартами предприятия.
В лаборатории входного контроля проверяют качество материалов, поступающих на предприятие; организуют и контролируют проведение технологического опробования материалов цеха; оформляют акты на забракованные материалы; контролируют соблюдение правил хранения материалов; извещают поставщиков о некачественных материалах, выявленных при входном контроле и в процессе производства.
Контроль основных технологических операций и полуфабрикатов.
Дробление извести. Проверяют 1 раз в смену, путем рассева пробы дробленой извести на ситах с отверстиями 5, 10, 20 и 30 мм. При измельчении в молотковых дробилках вся известь должна проходить сквозь сито с отверстиями 10 мм, а остаток на сите с отверстиями 5 мм не должен превышать 25%.
Шихтовка песка. Эту операцию контролируют в начале каждой смены. В том случае, если крупность песков отличается не более, чем в 3 раза, их шихтовку следует прекратить, так как при этом пористость песков увеличивается, что приведет к перерасходу вяжущего.
Отсев включений из песка. В начале каждой смены проверяют состояние сит. Крупные включения могут попадать в просеянный песок, а при замазывании — песок может поступать в отсев.
Дозирование компонентов вяжущего. Ежесменно проверяют положение шиберов или отсекающих ножей при использовании весовых дозаторов. Не реже раза в неделю производят контрольные взвешивания порций компонентов, выдаваемых питателями и дозаторами за определенный промежуток времени (например, 15-20 сек).
Тонкость помола вяжущего. Контролируют не реже одного раза в смену, путем просева пробы на механическом приборе для просеивания и определения удельной поверхности. Остаток на сите с сеткой №021 не должен превышать 2%, а на сите с сеткой №008 — 10%. Удельная поверхность вяжущего должна быть не менее 4000 см/г.
Активность вяжущего. Определяют три раза в смену титрованием проб раствором соляной кислоты.
Дозирование компонентов силикатной смеси. Эту операцию проводят в начале каждой смены аналогично контролю дозирования компонентов вяжущего.
Приготовление смеси. Контролируют увлажнение компонентов, их пароподогрев и содержание активной окиси кальция в смеси не реже трех раз в смену. Однородность смеси определяют один раз в неделю, путем последовательного отбора за 10 секунд стеклянными бюксами с притертыми крышками не менее 15 проб смеси, выходящей из смесителя, и определяют содержание в них влаги и активной окиси кальция.
Гашение смеси. Проверяют температуру поступающей в гасильные барабаны и выходящие из них смеси три раза в смену, и степень погашенности извести один раз в смену.
Обработка гашенной смеси. Проверяют не реже трех раз в смену зерновой состав и влажность гашеной смеси до и после обработки. Визуально под бинокулярной лупой определяют один раз в смену, из чего состоят отсеянные комочки.
Контроль технологического процесса приготовления смеси. Для пооперационного контроля технологического процесса существенное значение имеют регламентация установленных технологических параметров производства; место в технологической линии и периодичность контроля; методы проведения и заданные параметры контроля; стандартизация лабораторно-технологических испытаний, проводимых лабораторией и ОТК завода; своевременность полученных результатов проведенных анализов и испытаний для оперативного использования и необходимого корректирования технологических параметров производства.
Контроль формования, укладки и транспортировки сырца, автоклавной обработки.
Формование и укладка сырца на вагонетки. Контроль необходим не реже 1 раза в смену. Определяется на циферблатных весах масса сырца, его внешний вид и прочность, наличие в нем дефектов, а также состояние поверхности платформ вагонеток.
Транспортировка сырца и загрузка его в автоклавы. Следует ежемесячно проверять состояние откаточных путей и стыков, загрязненность рельсов посыпью, плавность заталкивания запарочных вагонеток в автоклавы, закрывание крышек проходных автоклавов с выгрузного конца сразу после выкатки состава запаренного кирпича во избежание охлаждения и подсушки загружаемого сырца.
Автоклавная обработка. Ежемесячно контролируют правильность проведения заданного режима запаривания сырца по диаграммам на контрольных приборах. Одновременно проверяют запись давления пара, которое не должно превышать 0,05 МПа.
Контроль готовой продукции.
После выгрузки кирпича работники ОТК определяют их марочность, проводят необходимые измерения и отбор образцов для анализа в соответствии с системой контроля и качества готовой продукции, предусмотренной стандартом предприятия (табл. 3.3).
На складе готовой продукции отдел технического контроля предприятия-изготовителя принимает кирпич партиями. Партия состоит из одного вида кирпича по прочности и морозостойкости. За партию принимают количество кирпича, соответствующее емкости одного или нескольких автоклавов, в зависимости от стабильности технологии производства, но не более 100 тыс. шт.
Сейчас для контроля качества готового кирпича используют метод разрушающего контроля. Ультразвуковой импульсный метод основан на связи между временем распространения ультразвука на постоянной базе измерения, равной длине кирпича, и пределом прочности при сжатии с последующей автоматизированной регистрацией и обработкой получаемой информации на ЭВМ.
Затем кирпич отпускают непосредственно потребителю или они поступают на склад готовой продукции.
2.8 Расчет проектирования складов, .8.1 Расчет склада песка
При открытом складировании заполнителей вместимость склада определяется по формуле:
Vn = Q сут. * Т хр. * 1,2 (2.8.1.1)
Где Q сут. — суточный расход материалов
Т хр — нормативный запас хранения материалов, 7 сут.;
,2 — коэффициент разрыхления;
,02 — коэффициент, учитывающий потери при транспортировке
Vn = 71,4 * 7 * 1,2 * 1,02 = 370 м³
Принимаем склад песка бункерного типа емкостью 400 м³ (4 бункера по 100 м³) с разгрузочной автомобильной эстакадой. Оборудованный лотковыми качающимися питателями и паровыми регистрами для предотвращения смерзания частиц песка в зимнее время.
2.8.2 Расчет склада извести
Вместимость склада цемента Vц рассчитывается по формуле:
Vц = Q сут * Т хр. ; (2.8.2.1)
0,9
где Qсут. — суточный расход извести, 384;
Тхр — нормативный запас хранения, 7 сут.;
,9 — коэф. заполнения емкости
Vц = 384 * 7 = 2986 т
0,9
8.3 Расчет потребности в электроэнергии
Расход электрической энергии на действующих предприятиях в среднем составляет 17,3 квт на 100 шт. выпускаемой продукции.
Для расчета принимаем аналогичный расход э/энергии на 1м³:
Р эг= Эу *Пг (2.8.3.1)
Р эг = 17,3 * 30,0 = 5 190 000 кВт;
2.8.4 Расчет потребности в технологической воде
Также вода расходуется на промывку оборудования, охлаждение компрессоров электродов сварочных машин и др.
Расход воды на дополнительные нужны предприятия принимается 0,7 от расхода на приготовление бетонной смеси. Тогда годовой расход воды составил
Р в.г. = (1+0,7) * V * Пг (2.8.4.1)
Р в.г. = (1+0,7) * 100 * 30000000 = 510 000 т
2.9 Штатная ведомость предприятия
Штатная ведомость предприятия
|
№ пп |
Наименование профессии |
Количество работающих по сменам |
Длительность смены, час |
Количество чел. час. |
|||||
|
1 смена |
2 смена |
3 смена |
всего |
В сутки |
В год |
||||
|
А. Производственные рабочие |
|||||||||
|
1 |
Оператор автоклава |
1 |
1 |
1 |
3 |
8 |
24 |
6120 |
|
|
2 |
Крановщик |
1 |
1 |
1 |
2 |
8 |
16 |
4080 |
|
|
3 |
Оператор склада извести |
2 |
2 |
1 |
4 |
8 |
32 |
8160 |
|
|
4 |
Оператор склада песка |
1 |
1 |
1 |
3 |
8 |
24 |
6120 |
|
|
5 |
Оператор склада добавок |
2 |
2 |
1 |
4 |
8 |
32 |
81600 |
|
|
1 |
Директор |
1 |
1 |
— |
1 |
8 |
8 |
2040 |
|
|
2 |
Начальник цеха |
1 |
1 |
— |
1 |
8 |
8 |
2040 |
|
|
3 |
Цеховой мастер |
1 |
1 |
— |
1 |
8 |
8 |
2040 |
|
|
4 |
Технолог |
1 |
1 |
— |
2 |
8 |
16 |
4080 |
|
|
5 |
Инженер ОТК |
1 |
1 |
— |
2 |
8 |
16 |
4080 |
|
|
6 |
Лаборант |
2 |
— |
4 |
8 |
32 |
8160 |
||
|
7 |
Бухгалтер |
1 |
1 |
— |
1 |
8 |
8 |
2040 |
|
|
8 |
Сторож |
1 |
1 |
— |
2 |
12 |
24 |
6120 |
|
|
9 |
Электрик |
1 |
1 |
— |
2 |
8 |
24 |
6120 |
|
|
ИТОГО: |
17 |
17 |
2 |
34 |
166 |
236 |
67320 |
||
3. Механическая часть
3.1 Основные сведения о процессе приготовления смесей
Приготовление растворной смеси заключается в том, чтобы путем перемешивания из различных компонентов получить однородную. Получение смесей требуемого качества обеспечивается многими факторами составляющих, точности их дозирования, способа перемешивания и режимов работы смесителей.
Одной из основных технологических операций является формование сырца, так как качество готового кирпича и прежде всего его дефектность зависят от качества сырца.
Получение сырца необходимой формы, размеров и прочности достигается путем одностороннего или двустороннего прессования рыхлой зернистой силикатной смеси в специальных прессах. При этом происходит сближение частиц силикатной смеси в результате уменьшения ее первоначальной пустотности и размещения мелких частиц в промежутках между крупными. Основным условием, обеспечивающим уплотнение смеси, является ее высокая гомогенность.
Достигаемая при этом прочность сырца обусловлена действием капиллярных сил, механическим зацеплением зерен и молекулярным сцеплением, доля которых составляет соответственно 81,8; 14,6 и 3,6% от общей прочности. Помимо этих факторов сырцовая прочность образцов существенно зависит от наличия в смеси тонкодисперсных веществ и минералов с функциональными ОН-группами: гидроксида кальция, глинистых примесей, оводненных техногенных стекол, добавок пыли-уноса цементных печей или золы-уноса ТЭС.
В качестве одного из основных параметров формования сырца силикатного кирпича применяется показатель удельного давления прессования. Однако разнообразие конструкций пресс-форм, неодинаковая продолжительность приложения усилия и скорость прессования, а также различное положение сырца при прессовании — «на ложок», «на постель», или «на тычок», затрудняют возможность использования только лишь показателя удельного давления прессования для сравнительной оценки различных прессов. Не менее важным является показатель времени (продолжительности) приложения нагрузки, так называемое время чистого прессования. В этой связи предложено использовать показатель удельной работы прессования, которая является интегральной характеристикой технологического процесса формования силикатных изделий плотной структуры. Удельная работа прессования, по определению С.И. Хвостенкова, есть отношение работы прессования к единице объема сырца. Установлено, что удовлетворительные прочностные показатели сырца и силикатного кирпича (марки 125-200) достигаются при удельной работе прессования, равной 250 — 600 кгс м/дм³.
Прочность силикатного кирпича зависит от исходной межзерновой пустотности песка уплотненной силикатной смеси, объема и в меньшей мере фазового и морфологического состава синтезируемых при автоклавной обработке цементирующих новообразований и плотности синтезируемого силикатного камня. Последняя зависит от степени уплотнения силикатной смеси, определяемой удельным давлением и работой прессования. Отмечается, что повышение удельного давления прессования с 10 до 40 МПа приводит к увеличению прочности силикатного кирпича в 3,2 раза, тогда как прочность сырца в этом же диапазоне давлений возрастает всего лишь в 1,8 раза. Этим, по-видимому, объясняется то, что многие исследователи считают достаточным удельное давление прессования 15-20 МПа, обеспечивающее стабильное получение сырца прочностью 0,2-0,25 МПа.
Однако опыт таких зарубежных фирм, как «Атласе», «Дорстенер», «’Крупп-Интертехник» и других, показывает, что одним из направлений технического прогресса в производстве силикатного кирпича и силикатных камней является разработка и применение прессов с показателем удельного давления прессования до 50 МПа. В этой связи нам предоставляется целесообразным развитие исследований в направлении разработки и применения прессов усилием прессования 600 тс и выше с временем прессования не менее 2 с, несмотря на имевшее место недостаточно высокие результаты испытания ряда прессов, закупленных в Германии, Польше, и сложившимся в этой связи мнением о неэффективности повышения удельного давления прессования до 40-50 МПа.
На заводах силикатного кирпича установлен пресс KSP-801
Пресс представляет собой трехпозиционный полуавтомат. В одной позиции производится наполнение сырьевой смесью двух пресс-форм, во второй — формование кирпича прессованием и в третьей — выталкивание двух сформованных кирпичей.
Основные узлы пресса смонтированы на литой чугунной станине 21. В станине нижним концом закреплена центральная колонна 20, которая служит осью вращения cтола 12 пресса. Верхний конец центральной колонны прикреплен к верхней траверсе 7. Траверса скреплена двумя стяжными колоннами 6.
В нижней части верхней траверсы закреплена плита 5, воспринимающая усилие прессования.
На кронштейнах 16, прикрепленных к станине, укреплен шинный путь (копир) 15, который служит опорой для роликов 14 штампов 11. Копир удерживает штампы на требуемой высоте при выталкивании кирпича из пресс-формы.
В столе 12 имеется шестнадцать радиально расположенных сквозных отверстий — форм. В формы вставляют штампы и прессовые коробки.
Стол охвачен кольцевой обоймой 13, которая свободно вращается на шариках. Для очистки стола от налипающей смеси устанавливают вращающуюся проволочную щетку 10, движение которой сообщается от зубчатой передачи 9 пресс-мешалки.
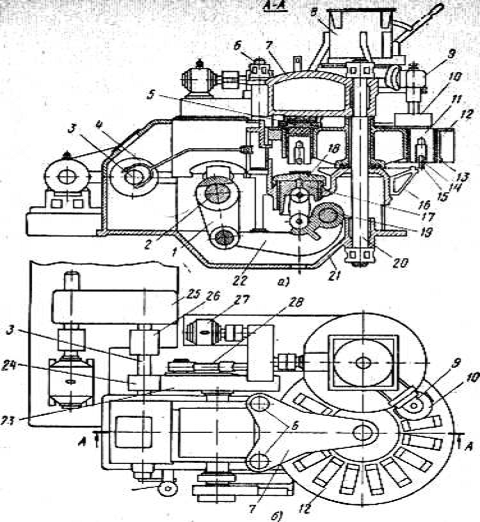
Рис. 3.1.1. Схема устройства (а) и кинематическая схема (б) пресса: 1 — рычаг, 2 — коленчатый вал, 3 — приводной вал, 4 — муфта сцепления, 5 — контрпрессующая плита, 5 — стяжные колонны, 7 — верхняя траверса, 8 — пресс-мешалка, 9 — зубчатая передача щетки для очистки штампов, 10 — щетка, 11 — штамп, 12 — стол пресса, 13 — кольцевая обойма стола пресса, 14 — ролик штампа, 15 — копир, 16 — кронштейн, 17 — прессующий поршень, 18 — крышка прессующего поршня, 19 — ось, 20 — центральная колонна, 21 — станина, 22 — прессующий рычаг, 23 — большая шестерня, 24 — малая шестерня, 25 — редуктор, 26 — эластичная муфта, 27 — электродвигатель пресс-мешалки, 28 — шатун прессующего рычага
Приводной вал 3 приводится во вращение от индивидуального электродвигателя через двухступенчатый редуктор 25. Шестерня 24 приводного вала 3 находится в зацеплении с шестерней 23 коленчатого вала 2. К эксцентриковому пальцу, укрепленному на шестерне, прикреплен конец шатуна 28, второй, конец которого соединен с кольцевой обоймой стола пресса.
При вращении коленчатый вал с помощью шатуна, прессующего рычага 22 и серьги приводит в движение прессующий поршень 17.
Пресс включают и выключают фрикционной муфтой. Приводной вал пресса установлен на скользящих подшипниках; на нем неподвижно укреплена фрикционная муфта и свободно — шестерня с буксой.
Фрикционная муфта состоит из фрикционного диска и двух ведущих дисков. Фрикционный диск представляет собой стальное кольцо, к обеим сторонам которого прикреплены диски из асбестовой ленты. По окружности фрикционного диска сделано шесть отверстий с втулками, в которые входят пальцы, соединяющие его с диском шестерни. Ведущий диск неподвижно сидит на валу на шпонке. Фрикционный диск насажен на ступицу ведущего диска и может перемещаться вдоль его оси по направляющей шпонке. На торце ступицы подвижного ведущего диска имеется двадцать отверстий, в одно из которых входит палец фиксатора, закрепленный в регулирующей крестовине. По окружности крестовины закреплены концы четырех нажимных кулачков, другие концы кулачков шарнирно связаны с муфтой включения.
При включении электродвигателя пресса муфта перемещается по валу и кулачками нажимает на подвижный ведущий диск до сцепления его с фрикционным диском.
Муфта включается с помощью рычага. Для регулирования муфты отводят палец фиксатора и поворачивают крестовину до нажатия кулачков на ведущий диск. Благодаря двадцати отверстиям в ступице диска обеспечивается точное регулирование муфты.
Рассмотрим конструкцию основных узлов пресса: механизма прессования, механизма поворота стола наполняющего аппарата (пресс-мешалки), регулятора наполнения пресс-форм, механизма выталкивания кирпичей, тормозного устройства и прессовой коробки.
Механизм прессования. Коленчатый вал 3 приводит в движение шатун 4 прессующего рычага 1 и тем самым прессующий поршень 2. Прессующий поршень должен иметь гладкую, хорошо обработанную поверхность. В нижней части поршень снабжен гнездом, в которое входит конец толкача 5. Верхняя часть поршня прикрыта колпаком, предохраняющим трущиеся поверхности от попадания смеси.
В приливе кольца поворота установлена щеколда, прижатая пружиной к верху, а с нижней стороны стола, в кольцевой проточке, имеется восемь кольцевых секторов, которые в собранном виде представляют собой храповик.
При движении шатуна вперед стол остается на месте, в это время две формы наполняются смесью, происходит формование кирпича и выталкивание его на поверхность стола. При движении шатуна назад щеколда, прижатая пружиной к храповому колесу, упирается в выступ кольцевого сектора и поворачивает стол вокруг оси на 45°, или /в полного оборота.
Верхняя часть стола закрыта накладными стальными сегментами (рис. 63).
Сегменты крепят к столу и этим защищают его от износа.
Наполняющий аппарат (пресс-мешалка).
Сырьевая смесь, подлежащая прессованию, поступает из бункера в приемный цилиндр 1, дном которого служит питающий диск 2, укрепленный на большой конической шестерне. Шестерня неподвижно закреплена на вертикальном валу 3. К нижней части вала прикреплены наклонно ножи 4, которые, вращаясь вместе с валом, подают смесь в форму стола через вырезы в дне наполняющего аппарата (пресс-мешалки).
Основание пресс-мешалки установлено над столом пресса с помощью двух кронштейнов, прикрепленных к траверсе и стойке.
Пресс-мешалка во время работы должна быть заполнена смесью на 0,6-0,7 объема. Если уровень смеси в ней будет непостоянным, то кирпич-сырец получится недостаточно спрессованным и качество готового кирпича снизится.
Регулятор наполнения пресс-форм. Требуемую степень наполнения пресс-форм сырьевой смесью устанавливают с помощью регулятора наполнения. На тягу 5 регулятора насажен ручной маховичок. В нижней части тяг, и укреплена траверса 4, к которой прикреплены два коромысла 2. Вторые концы коромысла закреплены на осях в приливах колонок 3 цилиндров, в которых перемещается поршень 1.
Поршни шарнирно соединены с коромыслом. При повороте маховичка поршни поднимаются или опускаются, увеличивая или уменьшая глубину засыпки пресс-форм. С помощью регулятора наполнения можно изменять степень их наполнения во время работы пресса.
Механизм выталкивания кирпичей. При вращении стола пресса кулак механизма нажимает на один конец двуплечего рычага 1, который, опускаясь, поднимает с помощью выталкивающего поршня два штампа со сформованными кирпичами до уровня стола. Кирпичи снимаются со стола прессовщиком вручную или автоматом-съемщиком. После выталкивания двух кирпичей штампы удерживаются переносным механизмом, который при подъеме штампов подходит под их выступы. В таком положении они поступают на рельсы штампов, которые укреплены на кронштейнах, привернутых к станине. При очередном повороте стола штампы на роликах опускаются на рельсы регулятора наполнения, установленного под мешалкой.
Тормозное устройство стола пресса. Рычаг 5 устройства связан с тормозной колодкой 6. Шатун снабжен роликом 3, который при вращении шестерни 2 коленчатого вала 1 накатывается на приливы, имеющиеся на шестерне. Вследствие этого шатун и педальный рычаг приводятся в действие и прижимают тормозную колодку к столу 8 пресса, создавая торможение. Тормозная колодка деревянная, обтянутая кожей. Она прижимается к столу пружинами 7.
Прессовая коробка и ее пластины. Прессовая коробка состоит из стальных пластин, поверхность которых цементируют на глубину 2-3 мм и тщательно шлифуют. Пластины должны свободно входить в форму стола пресса.
При износе поверхности пластин их сначала переворачивают неизношенной поверхностью наружу, а затем заменяют.
Список литературы
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/kirpich-2/
силикатный кирпич производство сырье
1. Боженов П.И. Технология автоклавных материалов. — С.-П., 1978.
2. Вахнин М.П., А.А. Анищенко Производство силикатного кирпича. — М., 1989
. Воронин В.П., Заровнятных В.А. Эффективный силикатный кирпич на основе золы ТЭС и порошкообразной извести/ Строительные материалы, №8 — М., 2000.
. Гвоздарев И.П. Производство силикатного кирпича — М., 1951.
. Митрохина М.М., Хвостенков С.И. Использование отходов ТЭС в производстве силикатного кирпича. — М., 1977.
. Павленко В.И., Тушева И.С. Радиационный мониторинг производства извести и силикатного кирпича/ Строительные материалы, №4 — М., 2001.
. Хавкин Л.М. Технология силикатного кирпича. — М., 1982.