
Возможности современных мини-заводов в секторе черной металлургии получили признание, что обусловливает их дальнейшее распространение. Особую популярность получили линии по производству арматуры, пользующейся спросом в строительной сфере. Поставляются они из Китая, Турции, Кореи. Есть признанные производители мобильных мини-заводов в России.

Особенности производственного процесса
Анализируя разновидности технологических линий по производству арматуры, можно определить, что мини-заводы в этом направлении могут быть двух видов:
- Предприятие, оснащенное только прокатным станом, использующее литые заготовки для получения арматуры. Это так называемые «передельные» небольшие заводы без плавильного оборудования.
- Мини-завод полного цикла, оснащенный всем необходимым оборудованием, чтобы получать запланированное разнообразие арматур, начиная с плавильной установки и заканчивая прокатным станом. Эта разновидность металлургических предприятий становится наиболее востребованной.
В структуре современного небольшого предприятия по арматуре находятся два цеха. Используемый в качестве сырья стальной лом направляется в сталеплавильный цех, где производится его переплавка в электропечи – дуговой или индукционной. Дальнейший процесс разливки жидкого металла имеет непрерывный характер. Он поступает в сквозной кристаллизатор, охлаждаемый циркулирующей по каналам в стенках водой. Также в кристаллизатор на начальном этапе процесса вводится затравка – временное дно.
Работы: «Разработка схемы технологического производства бесшовных труб»
... н анализ существующих способов изготовления бесшовных труб. 2. Проведён расчёт параметров валка прошивного стана. 1.Обзор методов производства труб В начале процесса изготовления бесшовных труб лежит две операции . ... быстро убирать трубу с оси прокатки цепными шлепперами и перемещать её к одному из цепных извлекателей оправки, расположенных параллельно линии непрерывного стана. Хвостовик оправки ...
Охлаждаемый металл затвердевает на участках, находящихся у затравки и у стенок кристаллизатора, извлекаясь из него с проектной скоростью. Для сохранения уровня жидкого металла он подается в кристаллизатор постоянно на протяжении всего времени разливки. Извлекаемая заготовка нужного сечения, имеющая жидкую сердцевину, подвергается вторичному охлаждению водой, распыленной с помощью форсунок.
Когда заготовка твердеет полностью, она разрезается на необходимое количество частей заданной длины, из которых на заключительном этапе производства изготавливается арматура методом прокатки.
Отличия от крупных предприятий
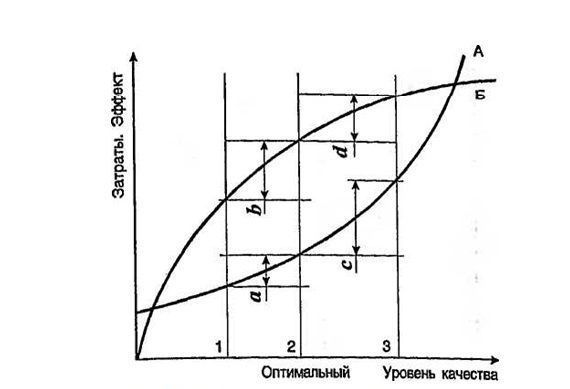
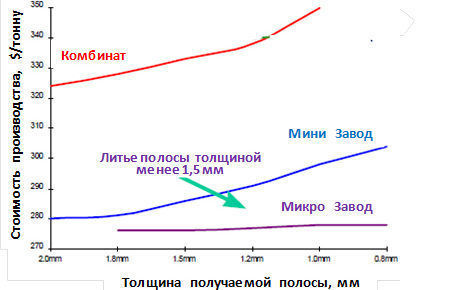
Популярность мини-заводов в секторе производства арматуры объясняется рядом преимуществ, отличающих их от интегрированных крупных металлургических комбинатов:
- Низкие затраты, благодаря небольшим производственным площадям. Снижению финансовой нагрузки также способствует возможность размещения небольших заводов в местах, где имеется достаточное количество сырья. При необходимости производственные линии обустраивать можно поблизости к основным потребителям арматуры, получая экономическую выгоду за счет уменьшения транспортных расходов и отпадения необходимости иметь большие склады для хранения продукции.
Схема производства на интегрированных и мини-заводах арматуры - Нанесение меньшего вреда окружающей среде.
- Гибкость в использовании оборудования. Электродуговые печи позволяют выпускать запланированное количество продукции с последующей их остановкой. Последующий запуск производства не требует дополнительных инвестиций. Это обстоятельство позволяет оперативно реагировать на изменяющиеся потребности рынка.
- Упрощение производства, благодаря тому, что отливаемые заготовки практически идентичны по основным размерам выпускаемой арматуре, поэтому на финишном этапе требуется лишь небольшая их доработка.
Благодаря короткому технологическому процессу, мини-завод позволяет ориентироваться на конкретного заказчика, выпуская небольшими партиями нужный ему ассортимент арматуры.
Основное оборудование
Если это предприятие полного цикла, то в перечне оборудования будут присутствовать следующие агрегаты:
- сталеплавильные печи – дуговые или индукционные;
- опорный стенд для транспортировки ковша, расположенный на стальной прочной платформе, оснащенный фиксатором;
Оборудование для производства композитной арматуры - разливочный ковш;
- качающийся кристаллизатор;
- устройство форсуночного типа, предназначенное для проведения вторичного охлаждения слитка, выходящего из кристаллизатора;
- тянуще-правильная машина, которая может иметь пять валков с регулируемой скоростью вращения;
- для проведения резания заготовки устанавливаются качающиеся гидравлические ножницы, хотя может использоваться газокислородная резка, если имеются подходящие условия;
- транспортируются заготовки в индукционный подогреватель, а затем в прокатный стан при помощи рольганга или посредством подъемного оборудования.
В технологической линии предусматривается наличие накопителя, оборудованного прижимным, а также фиксирующим механизмом. Здесь хранятся жесткие затравки. Когда фиксатор снят, затравка через систему вытяжных роликов поступает в кристаллизатор.
Производство молочной продукции
... молока. Довольно заметно сократилось производство нежирной молочной продукции - освоено лишь 85 ... на переработку. При этом увеличивается количество показателей, которым оно должно ... отмечалось, экстенсивной технологии в молочном животноводстве. Вторая ocoбенность молочного рынка России - значительный ... отвечающего значительно более высоким требованиям, особенно по белку , чем изложены в российских ...
Если мини-завод не имеет непрерывной технологии по производству арматуры, тогда литье и прокат выполняются раздельно. В этом случае требуется установка нагревательной печи, в которой заготовки перед прокатным станом нагреваются до требуемой температуры, составляющей около 1200°С.
При необходимости комплектация может дополняться другими механизмами, например виткообразователем. Современные технологические линии имеют достаточно высокий уровень автоматизации.
Бизнес план
Чушковый чугун с содержанием железа до 90-96%:
- Кусковой лом стальной, относящийся к категории 3А, с минимальным весом каждого куска в 2 кг. В соответствии с ГОСТ 2787-75 максимальные его габариты составляют 80х50х50 см. Если это трубы, имеющие диаметр > 20 см, то они подаются в сплющенном или разрезанном виде.
- Восстановленное железо HBI/DRI.
- Шредерный лом, характеризующийся меньшим содержанием кремния и серы и более высокой насыпной плотностью, если сравнивать его с кусковым ломом.
- Тяжелый HMS1 лом в соответствии с классификацией ISRI, включающий промышленный, железнодорожный, заводской лом, а также автомобильные кузова и шасси.
Следующим шагом становится подписание договоров с потребителями готовой арматуры. Благодаря тому, что заготовки могут иметь различное поперечное сечение, ассортимент продукции привлекает достаточно широкий круг заказчиков.

Персонал для мини-завода, обеспеченного высоким уровнем автоматизации, будет не очень многочисленным. В штате должен быть директор, инженеры, бухгалтер, табельщик, нормировщик, а также рабочие различных специальностей. В среднем общее количество персонала составляет 88 человек.
Применение современных материалов и арматуры при прокладке внутренних ...
... прокладки и антикоррозийное покрытие. 1.3 Технологические решения современных материалов и арматур. Трубы и соединительные части к ним. Наиболее часто применяются для устройства водопроводной сети стальные ... на чугунных трубопроводах. 1.2 Современные технологии и прогрессивные решения по выполнению работ при прокладке внутренних водопроводных сетей Вся прокладка трубопроводов систем горячего и ...
Расчет себестоимости, окупаемость
Для определения средних показателей себестоимости готовой продукции и окупаемости рассматривается мини-завод с объемом по производству различного вида арматур в 5400 т/месяц.
Капитальные вложения, с учетом строительства цехов, для чего потребуется площадь около 61 гектара, и приобретение оборудования у турецкой компании PIRMER MAKINA, составят примерно 958000 тысяч рублей.
Организация работы – двухсменная по 12 часов в течение 25 дней в месяц. Выпускаться планируется арматура 35ГС. Чтобы получить эту марку, потребуются ферросплавы.
Для изготовления одной тонны арматуры необходимо загрузить в плавильную печь 1057 кг шихты.
Примерные расходы ежемесячные, тыс. рублей:
- фонд заработной платы – 1760;
- лом стальной – 40000;
- ферросплавы – 4500;
- добавочные материалы (известь комковая, шпат плавиковый, коксик) – 330;
- расходные материалы (песок кварцевый, кислота борная, кварцит молотый, футеровка, масло для гидросистем, смазка) – 4425;
- электроэнергия, водоснабжение, сжатый воздух, кислород – 12160;
- ремонтный фонд, амортизация – 4700.
Итого производственная себестоимость составляет 67875 тысяч рублей в месяц.
Учета затрат и калькулирования себестоимости на энергетических ...
... учета и управления своими затратами. Вопросы учета затрат и калькулирования себестоимости в энергетике, проблемы снижения себестоимости ... В процессе производства организация несет определенные издержки производства, которые необходимы для изготовления продукции (работ, услуг). В отечественной практике термин «затраты на производство» стал применяться для характеристики всех издержек производства ...
Доход рассчитывается, исходя из рыночной стоимости одной тонны арматуры диаметром в 12 мм, которая равна 26 тысяч рублей.
Общий доход:
- 26 ∙ 5400 = 140400 тысяч рублей.
Прибыль:
- 140400 – 67878 = 72525 тысяч рублей.
Чистая прибыль (учитывая 15%-ный налог):
- 72525 – 10878 = 61647 тысяч рублей.
Окупаемость:
- 958000 / 61647 ≈ 15,5 месяцев.
Как показывают расчеты, арматурные мини-заводы с крупными первоначальными финансовыми вложениями могут быть прибыльными при грамотном определении общей стратегии их функционирования.
Видео: Завод стальной арматуры успешно развивается на севере Казахстана