
Темпы научно-технической революции XX в. привели к резкому сокращению времени между появлением научной идеи и ее реализацией. Так, для радио период воплощения идеи в практику был равен приблизительно 35 годам (1867-1902 гг.), для телевидения 14 (1922-1936 гг.), а для транзисторов только 5 годам (1948-1953 гг.).
‘$гот процесс ускоренного развития касается как конструкций машин и других изделий, так и методов, средств производства, новых материалов. Срок морального старения оборудования, приборов и механизмов сократился, что вызвало более быструю их смену. Критерием снятия с производства выпускаемого изделия являются экономические преимущества производства и эксплуатации нового изделия того же назначения, его большие технические возможности, лучшие эргономические и другие показатели качества.
При таком развитии и необходимости в постоянном совершенствовании конструкций и улучшении качества продукции в соответствии с потребностями общества систематически должны совершенствоваться стандарты.
Разрабатывая их, необходимо анализировать тенденции и прогнозировать развитие соответствующих отраслей и, как следствие, машин и изделий, т. е. стандарты должны быть опережающими. Чтобы установить возможные тенденции развития того или иного процесса или изделия, используют проверенные на практике результаты научно-исследовательских и опытно-конструкторских работ, патентную информацию, мировую техническую литературу и накопленный промышленный опыт, причем анализ должен быть межотраслевым и взаимосвязанным.
Опережающая стандартизация (ОС) — это стандартизация, заключающаяся в установлении повышенных по отношению к уже достигнутому на практике уровню норм, требований к объектам стандартизации, которые согласно прогнозам будут оптимальными в последующее планируемое время.
В зависимости от реальных условий в стандартах устанавливают показатели, нормы, характеристики рабочего процесса в виде ступеней качества, имеющие дифференцированные сроки введения. Главным условием при разработке опережающих, в частности так называемых ступенчатых стандартов, является установление в них таких параметров и значений показателей качества, которые были бы оптимальными в планируемом интервале времени. Идея опережающей стандартизации была впервые выдвинута в 1929 г. Развитие теоретических основ и более широкое применение на практике опережающая стандартизация получила в последние годы. Основными объектами опережающей стандартизации являются стабильные технически и экономически эффективные модифицируемые изделия при стабильной потребности в них. Опережение может относиться как к изделию в целом, так и к наиболее важным параметрам и показателям его качества, методам и средствам производства, испытания и контроля и т. д. Опережающие стандарты могут базироваться на уже освоенных в других отраслях или в других странах образцах.
Оценка качества производства
... Федерации государственным стандартом ГОСТ 15467-79 "Управление качеством продукции. Основные понятия. Термины и определения". Целью курсовой работы является изучение вопросов оценки качества производства. 1. Оценка качества производства 1.1 Экономическая эффективность производства и ее ...
При разработке комплексных и опережающих стандартов наибольшая трудность заключается в установлении количественных связей и степени влияния качественных показателей материала, заготовок, покупных и кооперируемых изделий, технологических и других факторов (являющихся объектами комплексной и опережающей стандартизации) на показатели качества готового изделия основного производства. В рекомендациях по проведению комплексной стандартизации в отраслях машиностроения и приборостроения рекомендуется эту задачу решать в два этапа:
- установление количественной связи, степени влияния и увязка показателей качества отдельных агрегатов, узлов, деталей, материала, покупных и кооперируемых изделий, входящих в конечное изделие, с требуемыми показателями качества этого изделия в целом;
- установление и увязка тех же параметров средств изготовления, измерения и других факторов (в том числе технологических) с требуемыми показателями качества агрегатов, узлов и деталей, входящих в конечное изделие.
При решении первого этапа задачи строят иерархическую схему готового изделия (рис. 2.7).
По ней сначала увязывают показатели качества элементов первого уровня с заданными показателями качества конечного изделия, татем по таким же параметрам элементы второго уровня увязывают с установленными показателями качества первого уровня и т. д. Аналогично ведут решение и на втором этапе, но его иерархическая схема содержит свои элементы.
В последнее время для определения оптимальных количественных требований к показателям качества стандартизируемых изделий, особенно при комплексной и опережающей стандартизации, начинают применять математическое моделирование и ЭВМ. Это позволяет более точно устанавливать вид связей и влияние большого числа факторов на нормируемые параметры качества конечного изделия, т. е. находить оптимальное решение.
Итак, конечной целью комплексной и опережающей стандартизации является обеспечение и поддержание оптимального уровня качества машин, приборов и других изделий путем одновременного проведения работ по установлению и стандартизации взаимоувязанных тре
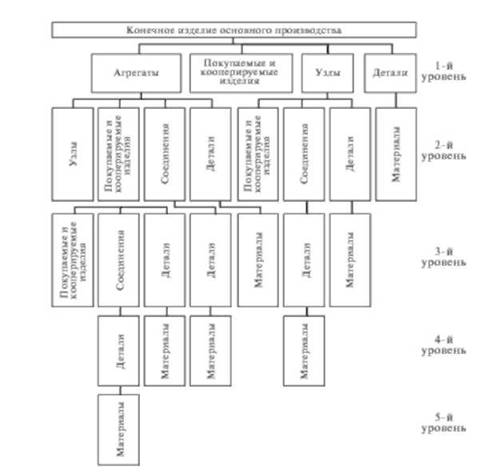
Иерархическая схема проведения опережающей стандартизации
бований к качеству материала, деталей, узлов, покупных и кооперируемых изделий, элементов процессов проектирования, производства и эксплуатации изделия исходя из требований к его качеству. Дальнейшее развитие теоретических и методологических основ опережающей и комплексной стандартизации будет способствовать более широкому внедрению их в практику стандартизации, значение и эффективность которой существенно возрастают, ее роль из фиксирующей становится действительно управляющей.
В связи с многоотраслевым характером проблемы качества за последние годы в нашей стране созданы крупные комплексные межотраслевые системы стандартов, облегчающие кооперацию предприятий и влияющие на повышение качества и экономичность производства изделий.
Технология производства изделий из композиционных материалов
... деталей; маркировка и выходной контроль изделия. 1. Подготовительные технологические процессы Производство изделий из КМ начинается с подготовительных технологических процессов: подготовка исходных армирующих материалов, ... работоспособность всех узлов установки, чистоту валиков, исправность вентиляции. В процессе работы строго соблюдать руководства по эксплуатации установки. Таблица 2 - Параметры ...
К таким комплексным межотраслевым системам стандартов, имеющим большое значение для повышения эффективности работы предприятий, является Единая система технологической подготовки производства к серийному выпуску машин (ЕСТПП).
ЕСТПП — это установленная государственными стандартами система организации и управления процессом технологической подготовки производства, предусматривающая широкое применение прогрессивных типовых технологических процессов, стандартной технологической оснастки и оборудования, средств механизации и автоматизации производственных процессов, инженерно-технических и управленческих работ. Эта система обеспечивает: единый для всех предприятий и организаций системный подход к выбору и применению методов и средств технологической подготовки производства (ТПП), соответствующих достижениям науки, техники и производства; освоение производства и выпуска изделий высшей категории качества в минимальные сроки при минимальных трудовых и материальных затратах на ТПП на всех стадиях создания изделий, включая опытные образцы (партии) и изделия единичного производства; организацию производства высокой степени гибкости, допускающей возможность непрерывного его совершенствования и быструю переналадку на выпуск новых изделий и др.
ЕСТПП основана на широком применении типовых технологических процессов и типовой оснастки, Государственных стандартов, отраслевых стандартов и стандартов предприятий, Единой системы конструкторской документации (ЕСКД), Единой системы технологической документации (ЕСТД), Единой системы классификации и кодирования технико-экономической информации и др.
ЕСТПП включает следующие группы стандартов: общие положения, правила организации и управления процессом технологической подготовки производства, правила обеспечения технологичности конструкций изделий, правила разработки и применения технологических процессов и средств технологического оснащения и др.
Единая система технологической документации (ЕСТД) устанавливает взаимосвязанные правила разработки, оформления и обращения технологической документации, регламентирует виды технологической документации, форму и правила оформления маршрутных карт и технологических инструкций, способы и условные обозначения зажимов и базирования изделий в процессе обработки, надписи и др. Опыт внедрения ЕСТПП показал, что целесообразно от трудоемкой подетальной технологии перейти на типовые технологические процессы, доведя последние до 50-60%, применять 60-80 % стандартной переналаживаемой оснастки и 10-15% агрегатных переналаживаемых станков.
Для внедрения типовых технологических процессов была проведена унификация технологических приспособлений и их элементов. Были разработаны базовые конструкции приспособлений для легких, средних, тяжелых и более тяжелых работ. Были установлены также базисные части приспособлений, на которых монтируют дополнительные детали для конкретной технологической операции. Таким образом, в новой системе технологических приспособлений сменными являются только те детали, которые служат для установки и крепления обрабатываемой детали.
Создана Государственная система обеспечения единства измерения и Государственная система промышленных приборов и средств автоматизации (ГСП).
ГСП призвана унифицировать и согласовывать параметры и характеристики приборов и устройств, входящих в системы автоматического контроля, регулирования и управления сложными производственными процессами. К настоящему времени стандартизованы входные и выходные параметры пневматических сигналов; электрические непрерывные входные и выходные сигналы элементов систем контроля и регулирования неэлектрических величин; параметры элементов импульсных и частотных сигналов; входные и выходные электрические кодированные сигналы и др.
Системный подход был применен также при разработке комплекса стандартов по проблеме «Коррозия». Он включает 46 тем по обеспечению защиты от коррозии изделий и материалов.
В некоторых случаях помимо комплексной и опережающей стандартизации можно применять также метод стандартизации отдельных объектов. Такими, например, являются ГОСТы по надежности в технике, качеству продукции и т. п.