
Уровень механизации производства оценивается различными показателями.
Коэффициент механизации производства, Коэффициент механизации работ, Коэффициент механизации труда, Автоматизация производства
Исторически автоматизация промышленного производства развивалась по двум основным направлениям.
Первое возникло в 50-х годах, и было связано с появлением станков-автоматов и автоматических линий для механической обработки, при этом автоматизировалось выполнение отдельных однородных операций или изготовление крупных партий одинаковых изделий. По мере развития часть подобного оборудования приобрела ограниченную способность к переналадке на выпуск однотипных изделий.
Второе направление (с начала 60-х годов) охватило такие отрасли, как химическая промышленность, металлургия, т.е. те, где реализуется непрерывная немеханическая технология. Здесь стали создаваться автоматизированные системы управления технологическими процессами (АСУТП), которые сначала выполняли лишь функции обработки информации, но по мере развития на них стали реализовываться и управляющие функции.
Перевод автоматизации на базу современной электровычислительной техники способствовал функциональному сближению обоих направлений. Машиностроение стало осваивать станки и автоматические линии с числовыми программным управлением (ЧПУ), способные обрабатывать широкую номенклатуру деталей. Затем появились промышленные роботы и гибкие производственные системы, управляемые АСУТП.
Уровень автоматизации, Комплексная автоматизация производства
Среди направлений комплексной автоматизации — внедрение роторных и роторно-конвейерных линий, автоматических линий для массовой продукции и создание автоматизированных предприятий.
В условиях многономенклатурного комплексно-автоматизированного производства осуществляется большой объем работ, для чего с основным производством функционально увязывают такие системы, как автоматизированная система научных исследований (АСНИ), системы автоматизированного проектирования конструкторских и технологических работ (САПР).
1. Цель курсового проекта
Курсовой проект по дисциплине «Автоматизация технологических процессов» выполняется с целью получения навыков проектирования автоматизированных комплексов, для технологических процессов; расчета исполнительных и захватных устройств, промышленных роботов; закрепления, обобщения и углубления знаний, полученных студентами в процессе изучения дисциплины.
Контрольная работа: Системы управления автоматизированным технологическим ...
... серийного производства. Аналоговые системы управления позволяют повысить производительность механической обработки, но не обладают достаточной гибкостью. Это обусловливает высокую стоимость переналадки оборудования. Эволюция ... дополнительных функций. Устройство 2 воздействует на исполнительные элементы 3 технологических команд (двигатели, электромагниты, электромагнитные муфты и др.), при этом ...
В проекте решаются вопросы:
- анализ конструктивной схемы захватного устройства промышленного робота, применительно к выпуску конкретного изделия;
- выбор или расчет параметров узлов и устройств автоматизированного комплекса;
- анализ структуры и состава РТК и автоматизированных комплексов с обоснованием варианта компоновки современного технологического оборудования;
- расчет параметров основного и вспомогательного оборудования с целью уточнения конструктивных схем исполнительных устройств и построение циклограммы.
В процессе выполнения КП студенты используют теоретические знания, полученные при изучении всех разделов программы курса, а также ГОСТы, ЕСКД, справочная литература и др.
2. Аналитический обзор аналогов и прототипа АТК
Завод «ALBERT FEZER» производит различные вакуумные захваты, от ручных до автоматизированных. Серия VacuBoy наиболее подходит для обработки плотных материалов, таких как, например, стальные листы.
VacuBoy

Предназначен для предметов с гладкими, грубыми и структурными поверхностями

90 — с возможность поворота грузов до 1.000 кг
Чтобы подавать материалы в обрабатывающие станки, складировать уже обработанный продукт в вертикальном или горизонтальном положении

VacuBoy 180 — переворот грузов на 180 градусов до 500 кг
Великолепно подойдет для переворота материалов или подачи их в перевернутом виде

VacuBoyVario — на подвижной сцепке для грузов до 500 кг
Подходит для вертикального или горизонтального перемещения объектов, например стекла, оконных и фасадных блоков
3. Расчет массы заготовки
Перед расчетом параметров привода, в первую очередь необходимо уделить внимание массе листов, так как от этого будет зависеть принципиальная конструкция проектируемого устройства.
Расчет массы заготовки производим по формуле: , где
М — масса листа, кг
V — объем листа,
— плотность материала, ![]()
= a*b*h = 1*1*0.0002 = 0.0002 м 3
= 7850 ![]()
Отсюда, масса листа равна M=0.0002*7850=1,57 кг.
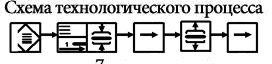
Иллюстратор технологического процесса
Для заданного технологического процесса был составлен следующий порядок выполняемых операций:
- Ориентированное хранение (магазин);
- Отделение N — ного количества деталей(1 листа);
- Захват элементов с помощью вакуумного
- Позиционирование;
- Разжим;
- Перемещение (детали);
Расчет процесса получения алюминия
... и фильтрат тоже возвращается в процесс. Обезвоживание гидроокиси алюминия - завершающая стадия производства глинозема. Она проходит в трубчатых, ... сваркой. Из этого сплава изготовляются различные полуфабрикаты (листы, профили, трубы и т.д.), используемые для элементов ... посредством многочисленных теоретических расчетов и экспериментальных проверок и корректируют их после пуска производства. Контроль за ...
Компоновка технологического комплекса устройства подачи листовых деталей
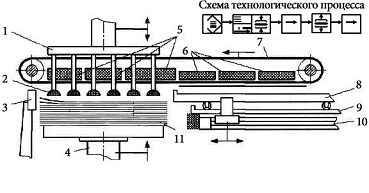
где 1 — плита с вакуумными захватами, 2 — плоский вакуумный захват, 3 — магнит для разделения листов друг от друга, 4 — подъемный стол, 5 — постоянный магнит, 6 — управляемый электромагнит, 7 — транспортер, 8 — загрузочный стол, 9 — направляющая, 10 — бесштоковый линейный привод.
При загрузке прессов для глубокой вытяжки отдельные листы требуется подавать непосредственно в штамп. В случае ферромагнитных материалов для транспортировки можно использовать комбинацию вакуумных и магнитных сил. В приведенном примере верхний лист снимается со стапеля с помощью вакуумных захватов. Транспортер выполнен из нескольких рядом друг с другом расположенных лент. Между лентами могут вертикально перемещаться вакуумные захваты. Лист поднимается с помощью вакуумных захватов, затем снизу прижимается к транспортерным лентам с помощью магнитов и далее перемещается в подвешенном состоянии. Наряду с постоянными магнитами предусмотрено несколько управляемых электромагнитов, которые отключаются, когда лист находится точно над перемещающимся на роликах столом. Благодаря этому лист падает на стол и может перемещаться в рабочую зону пресса. Чтобы избежать слипания листов при их подаче, в зоне верхнего листа сбоку от стапеля установлен специальный магнит для разделения заготовок.
Выбор соответствующего оборудования для реализации технологического процесса
Для проектируемого устройства подачи листовых деталей, рекомендуется выбрать соответствующие узлы и элементы:
- бесштоковый пневмопривод;
- дроссель с обратным клапаном;
- датчик положения цилиндра;
- вакуумный захват на основе сильфонных присосок;
- вакуумный всасывающий клапан;
- эжектор;
- монтажные принадлежности;
- присоединительная арматура.
Выбор соответствующих устройств и механизмов производился по каталогам фирм Camozzi и Festo, из которого были взяты их технические характеристики и параметры, а также номинальные значения диаметров, давления и времени инициализации необходимых для построения циклограммы технологического процесса.
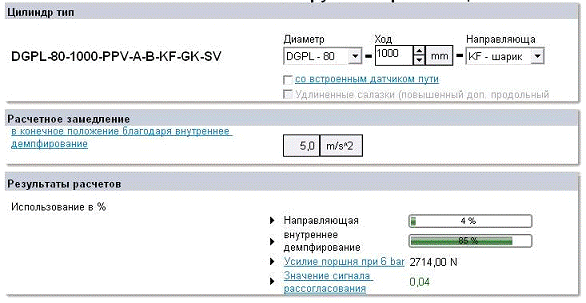
Бесштоковый пневмопривод.
DGPL-80-1000-PPV-A-KF-B
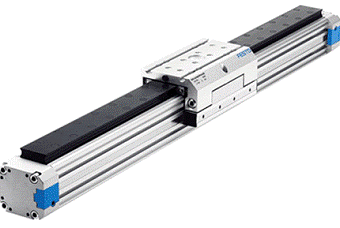
Бесштоковые линейные приводы DGP и DGPL характеризуются минимальным занимаемым пространством, превосходными динамическими свойствами и выдающимся сопротивлением поперечным нагрузкам и моментам (особенно DGPL).
Они подходит для операций перемещения, а также для случаев с высокими нагрузками и ограниченными габаритами.
Имеется 3 варианта направляющих:
Базовый цилиндр DGP со встроенной направляющей для минимальных нагрузок
Вакуумные системы
... перекачивать химически активные газы или смеси с помощью мембранных вакуумных насосов, то необходимы насосы в химостойком исполнении: ... его энергоэкономичное использование в зависимости от потребностей. Всасываемый воздух при этом всегда остаётся уравновешенным (нет ... направлении их движения вращающимся ротором. Ротор состоит из системы дисков. Возможны два вида расположения вала: горизонтальное ...
Плоская направляющая DGPL-GF для средних нагрузок и небольших моментов
Нариковая направляющая DGPL-KF для высоких моментов и нагрузок при высокой точности перемещения.
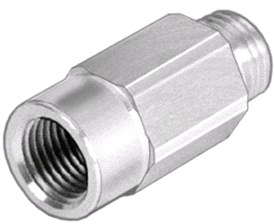
Дроссель с обратным клапаномQS-3
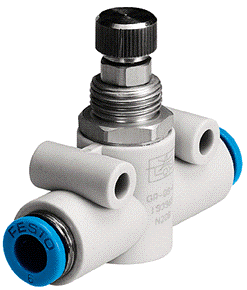
Дроссели с обратным клапаном GR служат для регулирования расхода, например, для выхлопа из цилиндров двойного действия, или для питания одностронних цилиндров. Дроссель с обратным клапаном запирает поток воздуха в одном направлении. Воздух может течь только через канал, проходное сечение которого регулируется винтом ручной настройки. В обратном направлении воздух имеет свободный проход через полностью открытый канал дросселя.
Прецизионные дроссели с оптимальной характеристикой дросселирования используются для малых скоростей (-LF).Направление дросселирования обозначено стрелкой на корпусе дросселя.
Дроссели GRO используются для регулирования расходов. Дросселирование имеет место в обоих направлениях.
расход 30 … 3300 л/мин
резьба соединения M3 … G3/4
QS-соединение для шлангов с наружным диаметром 3 и 4 мм
защитный колпачок GRK для хащиты от несанкционированной перенастройки
шестигранная гайка GRM для монтажа на лицевой панели
мелкая резьба для точного задания расхода
держатель GRH-H-QS-… для дросселей с штекерным соединением
ЭжекторM5

С помощью вакуумных захватов, работающих от эжектора VAD и VAK можно захватывать и удерживать предметы с гладкой и плотной наружной поверхностью. Присос предмета возможен в любом положении. Эжектор генерирует вакуум с помощью протекающей струи сжатого воздуха. При снятии давления процесс засасывания прекращается.
Варианты
VAD: без импульса сброса
VAK: импульс сброса генерируется и при отключении сжатого воздуха с помощью дополнительно присоединенного резервуара
Особенности
простая, компактная и надежная конструкция
быстрый и надежный сброс предметов с помощью импульса сброса из предварительно наполненного резервуара
отсутствие износа деталей
Вакуумный всасывающий клапан
ISV-M5
Клапан вакуумный всасывающий ISV монтируется между вакуумным захватом и эжектором. Если захват неплотно прилегает к захватываемой детали, в то время как генерируется вакуум, клапан ISV автоматически останавливает приток всасываемого воздуха. Если захват плотно сидит на захватываемой детали, вакуум подключается вновь.
Отделение объекта от вакуумного захвата приводит к немедленному запиранию вакуумного клапана.
Особенности
надежный вакуум
вакуум не снижается при параллельной работе нескольких захватов, когда один или несколько захватов неплотно прилегают к деталям
манипулирование с запыленными деталями в мешках
снижается нежелательный разброс захватываемых предметов
возможность захвата беспорядочно расположенных предметов
Разработка автоматизированной системы управления установкой кондиционирования ...
... очистки, осушки, увлажнения и перемещения воздуха. 2.2 Конструкция и режимы работы центрального кондиционера Центральный кондиционер состоит ... патрубке насоса расположен сетчатый фильтр. Конструкцию форсуночной камеры дополняют два сепаратора-каплеуловителя, предотвращающие унос ... ионизацию и т.п.), причем система позволяет поддерживать в помещении заданные кондиции воздуха независимо от уровня и ...
экономия воздуха и энергии
Датчик положения цилиндра-K-LED-24
Датчики положения фирмы Festo специально адаптированы и оптимизированы под приводы. Эта датчики можно ставить на
цилиндры непосредственно или с помощью монтажных наборов.

Датчик включается, когда к нему приближается постоянный магнит, установленный на поршне привода.Датчики механически регулируются на цилиндре и фиксируются в нужном положении. Как только поршень цилиндра окажется у датчика, он включится и даст сигнал.
7. Расчёт пневмоцилиндров
Расчетные данные пневмоцилиндра, осуществляющего перемещение плиты с вакуумными захватами:
автоматизация листовой вакуумный пневмоцилиндр
Расчетные данные бесштокового пневмоцилиндра, осуществляющего перемещение листа в рабочую зону:
- Расчёт вакуумного захвата
Вычисление основываются на следующих данных:
- материал: стальные листы, сложенные на паллете;
- поверхность: гладкая, плоская, сухая;
- масса 39 кг.
Усилие, создаваемое присоской
Для определения необходимой силы захвата, требуется провести вычисления массы, описанные выше. Кроме того, присоски должны уметь работать с силами ускорения, которые в полной автоматизированной системе отнюдь не незначительные.
Необходимо горизонтальное расположение присоски, вертикальная сила.
F тн — теоретическая сиа захвата, Н
m — масса заготовки, кг
g -ускорение свободного падения, 9.81 м/с 2
a — ускорение системы, 5 м/с 2
S — коэффициент запаса, 1.5
тн = S*m*(g-a);тн = 1.5*1,57*(9.8-5) = 11.3 Н
Выбор присоски
Присоски выбираются по следующим критериям:
Условия работы:
Условия работы (количество направлений перемещения, предполагаемый срок службы, рабочая среда, температура …) с точки зрения использования являются основным критерием при выборе присосок.
Поверхность:
В зависимости от характера поверхности выбирается вариант исполнения присоски. Номенклатура включает плоские сильфонные присоски.
Для захвата листа 1х1 буду использовать 4 присоски ESV-50-GT.
Таблица данных присоски ESV-50-GT:
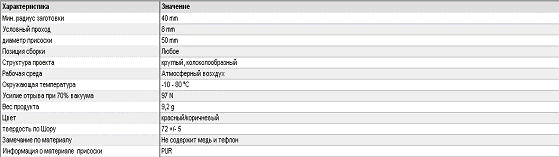

Проверим усилие захвата присоски. Для этого усилие, необходимое для подъема листа разделим на выбранное число присосок. При правильном подборе присосок расчётное усилие должно быть меньше отрывного усилия присоски по справочнику.
Разработка технологической карты на производство монтажных работ
... при различных высотах стрелы производить в соответствии с графиком грузоподъёмности. Монтажные работы не производить при ветре более 6 баллов. На строительной площадке создать условия ... управлению транспортными машинами допускать лишь лиц имеющих на это право. Погрузочно-разгрузочные работы выполнять с помощью крана. Кузова автомобилей, предназначенные для перевозки длинномерных грузов, оснастить ...
s = Fтн /n = 11.3/4 = 2.8Н.
Усилие отрыва выбранной присоски составляет 97Н.
Держатель вакуумного захвата
С длинным компенсатором длины, присоединение вакуума сбоку, крепление держателя двумя шестигранными гайками.

Циклограмма технологического процесса
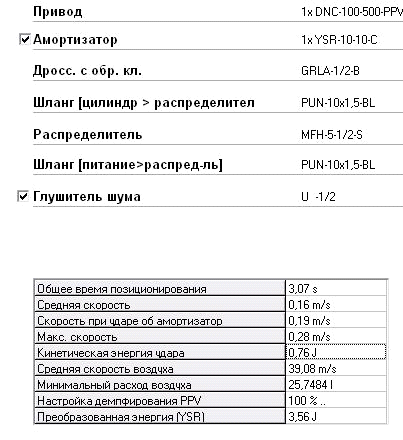
Циклограмма установки представляет собой логически-временную интерпретацию работы технологического комплекса, которая позволяет судить о том, насколько рационально используется время на преобразование сигналов, транспортировку деталей, процессы обработки и изменения формы. В циклограмму включены устройства, имеющие в своей структуре электронные и пневматические элементы или являющиеся ими. Расчет и корректировка значений, используемых в циклограмме, был произведен при помощи программного обеспечения фирм Camozzi и Festo. Входными параметрами являлись: давление воздуха в пневмомагистрали, диаметр и длина штока пневмоцилиндра, а также диаметр полости цилиндра. Также учитывалось усилие создаваемое пневмоцилиндром при выдвижении. Выходными параметрами циклограммы являлись: время и скорость выдвижения/втягивания штока пневмоцлиндра.
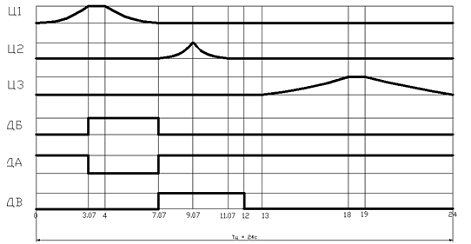
Данная циклограмма описывает только одну операцию, однако, это количество является достаточным, так как последующие операции, выполняемые данной технологической установкой, являются аналогичными предыдущей.
Это позволяет дать глобальную характеристику технологическому процессу, для дальнейшего анализа и рационализации затрат времени на осуществление необходимых операций.
Принцип работы и назначение схемы пневматической принципиальной
Задача разработки пневматической схемы заключается в том, чтобы наглядно изобразить процессы, протекающие в пневматических элементах, а также показать их взаимосвязь и показать по какому принципу работает данное устройство.
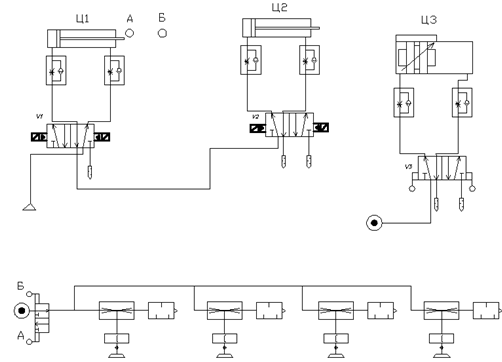
Шток пневмоцилиндра 1 перейдя в полностью выдвинутое положение контактирует с датчиком Б. Благодаря этому, распределитель V4 становится в открытое положение, тем самым в вакуумных присосках образуется вакуум. Затем, втянувшись, шток контактирует с датчиком А. Из-за этого присоски отпускают лист, который остаётся на весу благодаря магнитам. Так же, в момент, когда шток пневмоцилиндра 1 втянулся, начинает свою работу пневмоцилиндр 2, который обеспечивает поднимание штапеля с листами. В момент, когда лист находится над загрузочным столом управляемые электромагниты отключаются и лист падает на стол. Срабатывает датчик В, который разрешает движение бесштоковому пневмоцилиндру 3.
Заключение
В ходе выполнения данной курсовой работы были изучены метода анализа технологических систем на примере установки по сверлению труб. Анализ существующих решений позволил разработать компоновку, выбрать тип привода и элементную базу для реализации задачи. Исходя из разработанного иллюстратора технологического процесса, была спроектирована компоновка устройства, сконструированы отдельные узлы, с выполнением отдельных расчетов разработана циклограмма, на основе которой предложена пневматическая принципиальная схема системы управления устройством. Наличие циклограммы позволит в дальнейшем подобрать систему управления, тем самым получив полностью завершенный автоматизированный комплекс. Разработанное устройство полностью решает поставленную задачу, и обеспечивает производительность 150 заготовок в час.
Разработка технологического процесса изготовления пружины сжатия
... работы: разработка технологического процесса изготовления пружины первого класса точности, с использованием материала второй группы. 1. АНАЛИЗ ИСХОДНЫХ ДАННЫХ Темой курсового проекта является разработка технологического процесса изготовления упругого элемента - пружины ... линейка. ЗАКЛЮЧЕНИЕ В ходе работы был разработан технологический процесс изготовления цилиндрической пружины сжатия первого класса ...
В процессе выполнения КП были использованы теоретические знания, полученные при изучении всех разделов программы курса, а также ГОСТы, ЕСКД, справочная литература и др
Библиографический список
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/vakuumnyie-zahvatyi/
1. www.festo.com
2. www.tube-wire.ru
— Методические указания к выполнению курсового проекта по дисциплине «Автоматизация технологических процессов» для студентов специальностей 7.092501 — «Автоматизированное управление технологическими процессами» и 7.092502 — «Компьютерно-интегрированные технологические процессы и производства». / Сост. А.Г. Карлов, А.А. Вожжов, — Севастополь: Изд-во СевНТУ, 2009. — 50 с.
— Каталог компании FESTO PNEUMATIC, Пневматика для автоматизации, 2009.