
1. Аргонно-дуговая сварка: общие положения.
- Аргонно-дуговая сварка алюминиевых сплавов.
- Сварочные материалы, применяемые при сварке алюминиевых сплавов.
- Технология аргонно-дуговой сварки алюминиевых сплавов.
- Оборудование для аргонно-дуговой сварки.
- Библиографический список.
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/svarka-dyuralyuminiya/
Аргонно-дуговая сварка — дуговая сварка в среде инертного газа аргона. Различают два варианта аргонно-дуговой сварки: неплавящимся вольфрамовым электродом, когда дуга, горящая между вольфрамовым электродом и изделием, расплавляет присадочный и основной металл; при сварке соединений с отбортованными кромками присадочный материал не применяют; плавящимся электродом — дуга горит между деталью и концом сварочной проволоки (электродом), которая непрерывно подается в зону дуги. Схема аргонно-дуговой сварки представлена на рисунке 1.
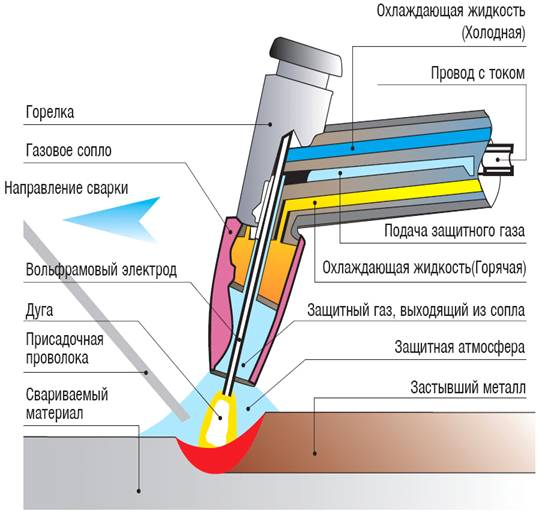
Рисунок 1. Схема аргонно-дуговой сварки.
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама).
Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен. Схема аргонно-дуговой сварки неплавящимся электродом приведена на рисунке 2.
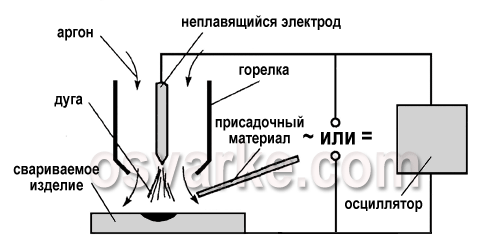
Рисунок 2. Схема аргонно-дуговой сварки неплавящимся электродом.
При автоматическом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонно-дуговой сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу).
Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонно-дуговой сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Сварка неплавящимся электродом
... на электроде и изделии, примерно одинаково. Электропроводность дуги различна в различные полупериоды полярности переменного тока. Она выше в те полупериоды, когда катод на электроде (прямая полярность} и дуговой ... специфическую бочкообразную форму, определяемую тем, что дуга горит ниже верхней плоскости металла. Сварку погруженной дугой можно осуществлять и в вертикальном положении на подъем. В этом ...
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонно-дуговая сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
Основная область применения аргонно-дуговой сварки неплавящимся электродом — соединения из легированных сталей и цветных металлов. При малых толщинах аргонно-дуговая сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Сварка неплавящимся электродом — один из основных способов соединения титановых и алюминиевых сплавов.
Аргонно-дуговая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Аргонно-дуговая сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика. Для ручной сварки используют неплавящиеся вольфрамовые электроды и специальные держатели.
Автоматическую сварку ведут неплавящимися и плавящимися электродами с помощью специальных автоматов. Сварка неплавящимся электродом, в свою очередь, может быть без подачи и с подачей присадочного материала.
Аргонно-дуговую сварку вольфрамовым электродом выполняют на постоянном токе прямой полярности или на переменном токе. В качестве источников питания дуги постоянного тока применяют обычные сварочные генераторы. Балластный реостат РБ-200 и РБ-300 подключают в сварочную цепь для регулирования и получения низких значений силы тока (при использовании генератора повышенной мощности), также для обеспечения устойчивости горения дуги.
- Аргонно-дуговая сварка алюминиевых сплавов
Аргонно-дуговую сварку применяют при изготовлении конструкций из нержавеющих и жаропрочной сталей, цветных металлов (алюминий, медь, магний, титан, цирконий, тантал, ниобий) и их сплавов. Этим же способом сваривают и разнородные сплавы, как, например 30ХГС, с нержавеющей или жаропрочной сталью, медь с латунью или со сталью и т.п. Рассмотрим подробнее аргонно-дуговую сварку алюминиевых сплавов.
Алюминиевые сплавы используют в сварных конструкциях различного назначения. Основными достоинствами их как конструкционных материалов являются малая плотность, высокая удельная прочность, высокая коррозионная стойкость. Технически чистый алюминий в технике имеет сравнительно ограниченное применение вследствие низкой прочности и высокой пластичности. Большей частью в технике применяют сплавы алюминия — дюралюмины и силумины. Дюралюминий отличается своей прочностью и устойчивостью к возможным перегрузкам. Выплавляется на основе алюминия с привнесением около 5% меди, 1,5% магния, 0,7 железа и малой части марганца. Силумин — это сплав алюминия с кремнием. По сравнению с алюминием обладает большей прочностью и износостойкостью, но уступает по своим свойствам дюралюминию. Основные затруднения при сварке алюминия и его сплавов следующие:
Электродуговая сварка: технология процесса и безопасность труда
... Длина дуги. Сварку обычно выполняют короткой дугой. При сварке длинной дугой происходит сильное разбрызгивание, окисление капель расплавленного металла, что ... безопасности технологического процесса является наиболее актуальным, является отрасль металлообработки, где не последнее место занимает процесс сварки. Сваркой ... стойкие и жаропрочные стали и сплавы Алюминий и его сплавы Титан и его ...
- на поверхности расплавленного металла постоянно образуется тугоплавкая пленка окиси алюминия Al2O3, препятствующая сплавлению между собой частиц металла;
- учитывая, что температура плавления окиси алюминия 2050 0С, а температура плавления алюминия 6580С, окисная пленка не расплавляется в процессе сварки и покрывает металл прочной оболочкой, затрудняющей образование общей ванны;
- высокая теплопроводность алюминия и его сплавов требует применения специальных технологических приемов, а при массивных деталях — предварительного подогрева.
Основное преимущество способа аргонно-дуговой сварки состоит в том, что отпадает необходимость во флюсах и электродных покрытиях.
Для осуществления сварки должны быть приняты меры по разрушению и удалению пленки и защите металла от повторного окисления. Для сварки применяется осушенный от влаги аргон с чистотой не менее 99,8%. Аргон — химический элемент, инертный газ. Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой. Для улучшения борьбы с пористостью сварного шва к аргону иногда добавляют кислород в количестве 3-5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Сварочная проволока.
При дуговой сварке большинства соединений требуется проволока, металл которой заполняет зазоры, а также обеспечивает формирование шва в соответствии с размерами, установленными ГОСТ 14806-80. Кроме того, проволока позволяет изменять металл шва, что особенно важно при сварке различных алюминиевых сплавов. Требуемый для легирования состав проволоки выбирают с учетом химического состава свариваемых кромок и доли участия проволоки в образовании шва.
Доля проволоки в металле шва зависит от типа соединения, толщины свариваемых кромок, формы и размеров шва, зазоров.
Под действием высоких температур часть легирующих элементов улетучивается с поверхности расплавленного металла сварочной ванны и электродной проволоки. Эти потери учитывает суммарный коэффициент усвоения элемента металлом шва, который учитывает, какое количество данного элемента перешло в шов. Величина потерь зависит от способа и режима сварки, физико-химических свойств элемента и его содержания в проволоке. Обычно коэффициент усвоения kY определяют экспериментальным путем, сравнивая фактическое содержание элемента шва с расчетным.
Определенный по уравнению состав проволоки чаще всего не совпадает с составом проволок, выпускаемых промышленностью. В связи с этим для сварки подбирают ту марку проволоки, у которой состав наиболее соответствует расчетному.
Технология сварки металлов
... пластичности. 2. Технология сварки металлов сталь электродуговой сварка пайка Сварка - технологический ... даёт возможности использовать сплавы более простых составов, расширить ... теплотой столба дуги. г) Сварка трехфазной дугой, при которой дуга горит ... сварки представляют собой стержни с нанесенными на них покрытиями. Стержень изготовляют из сварочной проволоки повышенного качества. Сварочную проволоку ...
С введением легирующих элементов прочность металла шва повышается, а пластичность и коррозионная стойкость снижаются. Для большинства алюминиевых сплавов суммарное содержание в шве или зоне сплавления 5-8% легирующих элементов достаточно, чтобы по границам зерен образовался сплошной ободок из вторичных фаз. При такой структуре дальнейшее легирование не только не увеличивает, а даже несколько снижает прочность в результате концентрации напряжений по малопластичным вторичным фазам. Таким образом, для получения пластичных коррозионно-стойких соединений алюминиевые сплавы целесообразно сваривать менее легированными проволоками. Когда требуются сварные соединения повышенной прочности, наоборот, применяют более легированные проволоки с суммарным содержанием легирующих элементов не выше 6-7%.
Наличие максимума трещинообразования при сварке алюминиевых сплавов в каждой системе легирования определяет выбор проволоки, способной обеспечить соединениям повышенную стойкость против терещин. Чтобы повысить стойкость соединений против образования горячих трещин, при сварке сплавов менее легированных, чем сплав с максимальным показателем трещинообразования ,применяют проволоку с пониженным содержанием легирующих элементов, тогда как более легированные сплавы сваривают проволоками с более высок содержанием легирующих элементов.
В зависимости от предъявляемых к соединениям требований, для сварки каждого их алюминиевых сплавов обычно применяют несколько марок проволок. Наиболее простым подходом является применение универсальной проволоки, которая обеспечивает сварным соединениям достаточно высокие значения всех основных характеристик: стойкость против горячих трещин, прочность, пластичность и коррозионную стойкость. Остальные рекомендованные проволоки обеспечивают соединениям повешенные значений в одной из названных характеристик при удовлетворительных значениях всех остальных.
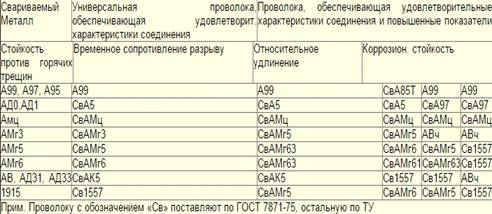
Таблица 1. Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов.
Проволока может применяться в двух назначениях:
- Как электродная проволока при полуавтоматической или автоматической сварке в защитных газах;
- Как присадочный материал при аргонодуговой сварке неплавящимся электродом.
Применяют также импортную сварочную проволоку фирмы «ESAB» (Швеция).
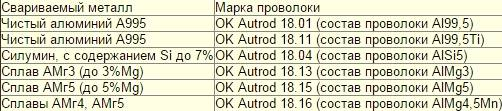
Таблица 2. Рекомендуемые марки проволок фирмы «ESAB» для сварки распространенных алюминиевых сплавов.
- Технология аргонно-дуговой сварки алюминиевых сплавов
сварка алюминиевый сплав аргонный
1.Ручной процесс.
Зажигание дуги переменного тока непосредственным касанием вольфрамовым электродом поверхности алюминия затруднительно. Для зажигания дуги в начале сварного шва укладывают угольный или графитовый стерженек, на котором зажигают дугу. После разогрева вольфрамового электрода дугу легко возбуждают на основном металле. Зажигание дуги на угольном стержне происходит легко, так как ввиду малой теплопроводности угля в момент короткого замыкания происходит очень быстрый разогрев угля и конца вольфрамового электрода. Уголь и вольфрам характеризуются мощной термоэлектронной эмиссией с их поверхности, благодаря которой при отводе вольфрамового электрода возбуждается устойчивая дуга. Раскаленный конец вольфрамового электрода испускает мощный поток электронов, поддерживающий горение дуги при переносе ее на алюминий, или облегчающий зажигание дуги на алюминии.
Деформированные алюминивые сплавы
... особенно если конструкции не подвергаются частому намоканию. Деформируемые алюминиевые сплавы делят на упрочняемые и неупрочняемые. Это ... (Д16, Д19), заклепок (В65, Д18) и др. Высокопрочные сплавы системы Al-Zn-Mg-Cu(В93, В95, В96Ц) харак ... Они упрочняются термической обработкой, хорошо свариваются точечной сваркой, удовлетворительно обрабатываются резанием ( в термоупрочненном состоянии); ...
В отличие от сплавов АМц и технически чистого алюминия при сварке сплавов В95 и Д16 в начале шва иногда образуются трещины. Для избежания этого необходимо в начале шва производить предварительный разогрев стыка, для чего на длине 30- 40 мм дважды прогревают стык дугой, горящей в среде инертного газа, затем уже производят сварку с максимально возможной скоростью.
Ориентировочные режимы ручной аргонно-дуговой сварки алюминиевых сплавов приведены в табл. 1.
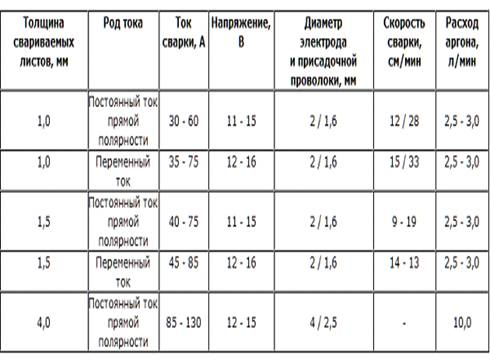
Таблица 3. Режимы аргонно-дуговой сварки алюминиевых сплавов.
При помощи дуговой сварки в атмосфере инертного газа можно производить заварку алюминиевого литья. Для предупреждения образования трещин отливки перед сваркой обычно подвергаются предварительному нагреву приблизительно до 400°. Заварку производят при помощи присадочного металла, состав которого должен соответствовать составу металла отливки. Места, подлежащие заварке, предварительно защищают механическим способом. После окончания заварки отливку помещают в кожух с тепловой изоляцией и подвергают ее медленному охлаждению.
- Механизированный процесс.
При механизированной аргонно-дуговой сварке алюминия и его сплавов должна быть выдержана определенная скорость подачи присадочной проволоки. При минимальной скорости должен быть предупрежден перегрев и окисление присадочной проволоки. Эта скорость составляет 0,25- 0,4 м/мин.
Присадочную проволоку можно подавать любым способом, обеспечивающим равномерную скорость подачи и изменение ее по мере необходимости. Как и при ручном процессе, механизированную аргонно-дуговую сварку следует производить на подкладке.
Применение газовой защиты с обратной стороны соединения при сварке алюминия и его сплавов не дает положительных результатов.
При механизированной однопроходной аргонно-дуговой сварке алюминиевых сплавов с отбортовкой при переменном токе применяются режимы, приведенные в табл. 2.
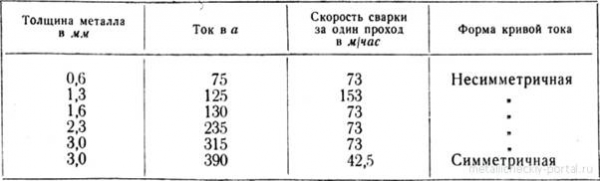
Таблица 4. Режимы механизированной сварки алюминиевых сплавов с отбортовкой (переменный ток).
- Оборудование для аргонно-дуговой сварки
Источник питания сварочной дуги должен быть рассчитан на работу, в процессе которой имеют место часто повторяющиеся короткие замыкания цепи. Зажигание дуги начинается с короткого замыкания; при работе с металлическими электродами расплавленные капли материала электрода периодически (10-40 капель в секунду) накоротко замыкают промежуток между основным металлом и электродом; кроме того, колебания силы тока в процессе работы вызываются изменением длины сварочной дуги, размер которой сварщик не может держать все время одинаковым. Поэтому генераторы, питающие сварочную дугу должны быть построены так; чтобы обеспечивать ограничение силы тока короткого замыкания. Такому требованию удовлетворяют генераторы, имеющие падающую статическую (внешнюю) характеристику. Чем круче характеристика генератора, тем меньше меняется сила тока с изменением напряжения.
Механизированная дуговая сварка
... тока, реостат регулировки скорости подачи электродной проволоки, выключатель, амперметр, вольтметр и розетка для подключения подогревателя газа. 3. Основные параметры режимов механизированной сварки ... процесса, необходимое проплавление свариваемого металла и оптимальную скорость сварки. механизированный дуговой сварка Диаметр электродной проволоки выбирают в зависимости от конструктивных и ...
Для получения шва хорошего качества необходимо, чтобы источник питания током легко реагировал на все изменения режима дуги. Динамические качества источника тока характеризуются временем, в течение которого напряжение источника возрастает от нуля при коротком замыкании до напряжения холостого хода; оно не должно превышать 0,3 сек., при этом восстановление напряжения до 25 в должно происходить не более чем за 0,05 сек. Время восстановления напряжения холостого хода в ряде современных сварочных генераторов постоянного тока не превышает 0,02 сек.
При сварке постоянным током для питания дуги применяют генераторы постоянного тока, при сварке переменным током-сварочные трансформаторы. Постоянный ток в сварочной практике применяют реже, чем переменный, так как капитальные затраты на оборудование для сварки переменным током приблизительно в 4 раза меньше затрат на оборудование для работы на постоянном токе, а расход электроэнергии на 1 кг расплавленного металла при переменном токе составляет около 4 против 6-10 квт-ч при постоянном. К недостаткам сварочной аппаратуры для переменного тока следует отнести низкий cos ф.
Электросварочные генераторы постоянного тока. Электросварочные генераторы постоянного тока можно классифицировать по различным признакам: по назначению, по режиму работы, по характеру установок, по роду привода. На рисунке 3 приведена схема их классификации.
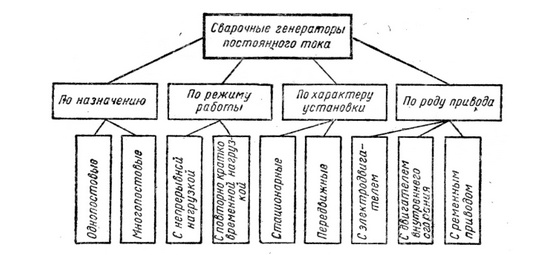
Рисунок 3. Схема классификации сварочных генераторов постоянного тока.
Серия FoxTig AC/DC Pulse — современные инверторные аргонодуговые установки с полеостью цифровым управлением, позволяющие работать как на постоянном (сварка деталей ,меди, титана и пр.), так и на переменном токе (сплавы алюминия, магния, медные сплавы больших толщин и пр., где требуется удаление окислов со свариваемой поверхности).
Все установки FoxTig 2100/2500/2600/3100/ AC/DC Pulse имеют функцию импульсного режима на постоянном и переменном токе. По сравнению с обычным режимом, импульсный уменьшает тепловложение, улучшает стабилизацию дуги особенно на малых токах. Также предусмотрено использование дистанционного управления (ДУ) — ножной педали для управления током.

Рисунок 3. Сварочный инвертор аргонно-дуговой сварки FoxWeld FoxTIG 2100 AC DC Pulse.
- Библиографический список
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/svarka-dyuralyuminiya/
1. http://metallicheckiy-portal.ru/articles/svarka/argonno-dygovaya/argonno-dugovaa_tig_svarka_alyminia/5
- Дальский А.М. Технология Конструкционных Материалов. М., «Машиностроение, 2004.