
В данном курсовом проекте необходимо разработать РТК сварки верхней дуги комбайна. Также разработка технологического процесса и вспомогательного оборудования, планировка РТК является одной из важнейших составляющих при планировки рабочей зоны робота. При проектирование робота также важной составляющей является калибровка и юстировка осей робота, которая в дальнейшем позволит работать роботу с заданной точностью позиционирования.
И заключительной частью является выбор вспомогательного оборудования.
Исходными данными к данной курсовой работе являются конструкторская и технологическая документация на изготовление верхней дуги кабины.
Годовая программа выпуска 4000 шт.
Деталь являющаяся предметом выпуска — верхняя дуга кабины комбайна.
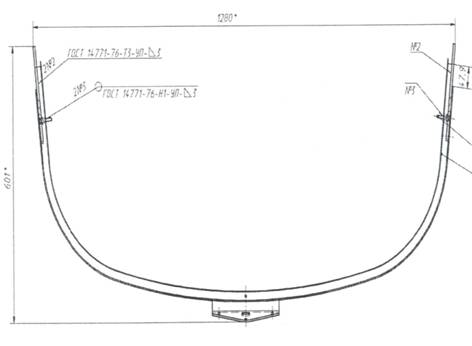
Рисунок 1 — Верхняя дуга кабины комбайна
Данное производство является массовым. Особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают несколько наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов.
Отдельные единицы выпускаемой продукции не отличаются друг от друга (могут быть только незначительные отличия в характеристиках и комплектации).
Время прохождения единицы продукции через систему относительно мало: оно измеряется в минутах или часах. Число наименований изделий в месячной и годовой программах совпадают.
Для изделий характерна высокая стандартизация и унификация их узлов и деталей. Массовое производство характеризуется высокой степенью комплексной механизации и автоматизации технологических процессов. Массовый тип производства типичен для автомобильных заводов, заводов сельскохозяйственных машин, предприятий обувной промышленности и др.
Значительные объемы выпуска позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии).
Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций.
Анализ производства продукции на предприятии
... В данной курсовой работе проведен анализ производства продукции на предприятии ООО «Дизайн Бетон». В первой главе работы рассмотрена теоретическая сторона вопроса, вторая глава посвящена анализу производства продукции этого предприятия, характеристика предприятия, приведены расчеты основных показателей работы предприятия, рассмотрен порядок ...
Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков. Изготавливаемой деталью является верхняя дуга кабины комбайна. Заготовки находятся в магазинах.
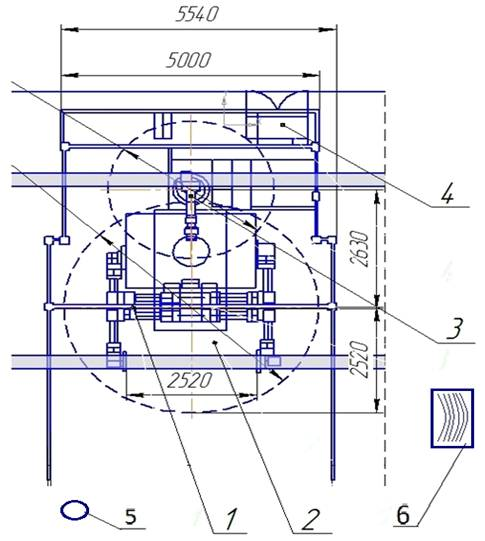
Рисунок 1 — Планировка сварочного участка: 1 — оснастка,2 — позиционер, 3 — промышленный робот KUKA,4 — система управления,5 — оператор,6 -базовые детали.
Планировка предлагаемого РТК приведена на рисунке 1.
Оператор (5) закладывает заготовки из магазина (6) в оснастку (1).
С помощью пневмозажимов он фиксирует детали в той позиции, в которой они будут привариваться друг к другу. Далее оснастка (1) с помощью позиционера (2) разворачивает заготовку к промышленному роботу (3) и выставляет её в позицию для сварки. Далее происходит процесс сварки детали. Разгрузка готового изделия происходит в обратном порядке: отвод манипулятора от заготовки, поворот позиционера и выставление оснастки в начальное положение. Выключение вакуума и отвод пневмозажимов. После чего оператор вынимает готовое изделие и вставляет заготовки для следующего процесса сварки.
Для данного РТК нам необходимо выбрать:
- Модель робота KUKA для сварочных работ
- Оснастку
- Позиционер или поворотный стол для разворота оснастки
- Систему управления
- Защитные кожухи и кнопки аварийного отключения и отключения питания.
В данном курсовом проекте необходимо выбрать подходящий манипулятор для дуговой сварки. Важно учитывать не только способность оснащать манипулятор сварочным устройством. Необходимо выбрать манипулятор, который будет осуществлять достижимость и доступность отдельных точек сварного шва. Так же необходимо соответствие точности позиционирования манипулятора для выполнения соответствия качеству работы.
По заданию необходимо выбрать манипулятор фирмы KUKA. Рассмотрим предлагаемые варианты и выберем подходящий нашей задаче: KR 5 ARC
Робот KR 5 arc дополняет ассортимент продукции KUKA в сегменте малой грузоподъемности. С грузоподъемностью 5 кг он отлично подходит для выполнения стандартных задач по дуговой сварке. Благодаря привлекательной цене и компактным размерам он подойдет для выполнения многих задач. Независимо от вида монтажа (на полу или на потолке) робот KR 5 arc фирма-производитель гарантирует надежность и соответствие заявленным характеристикам.

Рисунок 2 — Манипулятор KR 5 ARC
Нагрузки
Полезная нагрузка 5 кг;
- Дополнительная нагрузка 12 кг;
Рабочая зона
Макс. радиус действия 1412 мм;
Другие данные и исполнения
Количество осей 6;
- Стабильность повторяемости <± 0,04 мм;
- Вес 127 кг;
Монтажное положение На полу, потолке
Система управления KR C4
KR 16 ARC Специальный робот в области сварки в защитном газе — робот KR 16 arc HW (Hollow Wrist).
Этот новый тип робота содержит некоторые функции, делающие его абсолютно уникальным. Пропускное отверстие размером 58 мм в манипуляторе и руке позволяет безопасно перемещать в руке комплект шлангов для защитного газа. Таким образом, обеспечивается не только защита комплекта шлангов от механических воздействий, но и отсутствие нежелательных ударных движений при переориентации робота. Возможно использование комплектов гибких шлангов и комплектов бесконечно вращающихся шлангов для защитного газа. Это означает для эксплуатирующей организации не только улучшенную доступность деталей и оптимальную защищенность комплекта шлангов, но также упрощенное интерактивное программирование.

Рисунок 3 — Манипулятор KR 16 ARC HW
Нагрузки
Полезная нагрузка 16 кг;
- Дополнительная нагрузка 12 кг;
Рабочая зона
Макс. радиус действия 1636 мм;
Другие данные и исполнения
Количество осей 6
Стабильность Повторяемости <±0,05 мм;
- Вес 245 кг;
Монтажное положение Boden, Decke
Система управления KR C2 edition 2005
Тип защиты IP 54
Диапазон температур +10°C — +55°C.
Выбор манипулятора осуществляется из условия его точности, грузоподъемности и экономической выгоды, этим требованиям соответствует Манипулятор KR 16 ARC HW.
При этом максимальное расстояние между планшайбами составляет 3000 мм, а максимальный радиус инструмента — 1000 мм. Предлагаются модели в четырех различных классах грузоподъемности: 250 кг, 500 кг, 750 кг и 1000 кг. Устройство позиционирования возможно комбинировать со всеми роботами KUKA, работающими с системой KR C4.

Рисунок 4.1 — Двойной поворотный позиционер
Варианты исполнения в зависимости от грузоподъемности:
- KP3-V2H250
- KP3-V2H500
- KP3-V2H750
- KP3-V2H1000
Представим характеристики данной линейки моделей позиционеров:
|
KP3-V2H250 |
KP3-V2H500 |
KP3-V2H750 |
KP3-V2H1000 |
|
|
Максимальная грузоподъемность |
250кг |
500кг |
750кг |
1000кг |
|
Число степеней подвижности |
3 |
3 |
3 |
3 |
|
Загрузочная высота |
952мм |
952мм |
952мм |
952мм |
|
Радиус инструмента |
500-1000мм |
500-1000мм |
500-1000мм |
500-1000мм |
|
Расстояние между планшайбами |
1600-3000мм |
1600-3000мм |
1600-3000мм |
1600-3000мм |
|
Коэффициент нагрузки |
100:80 |
100:80 |
100:80 |
100:80 |
|
Повторяемость |
0,08мм |
0,08мм |
0,08мм |
0,08мм |
|
Монтажное положение |
На полу |
На полу |
На полу |
На полу |
|
Радиус рабочей зоны |
1880-2670мм |
1880-2670мм |
1880-2670мм |
1880-2670мм |
|
Вес позиционера |
1331кг |
1389кг |
1491кг |
1619кг |
|
Максимальный угол поворота |
185˚ |
185˚ |
185˚ |
185˚ |
|
Время поворота (180˚) |
3,7с |
3,7с |
3,3с |
Из конструктивных и экономических соображений выбираем позиционер KP3-V2H250, который удовлетворяет нашим требованиям по грузоподъемности, точности и быстродействия.
Выбираем оснастку модели ОР20, которая будет осуществлять надежный контакт в местах сварки.

Рисунок 4.2 оснастка модели ОР20.
Контроллер для управления данным позиционером KR C4
Метод обучения: KUKA SMARTpad.
Оборудование выбранное для данного курсового проекта управляется при помощи родной системы управления KR C4.
Плюсами, по сравнению с предыдущими системами управления от KUKA ROBOTICS (KR C2,C3), являются производительность, надежность, гибкость. Но главным преимуществом является то, что новая система более интеллектуальна. Революционная концепция KR C4 создает надежный фундамент для систем автоматизации современности и ближайшего будущего. Чтобы снизить расходы на интеграцию автоматизации, а также на техническое обслуживание и уход. И при этом постоянно повышать эффективность и гибкость систем. Для этого компания KUKA разработала принципиально новую, четко структурированную архитектуру системы, сфокусированную на открытых и эффективных стандартах данных. Архитектуру, в которой все интегрированные системы управления — SafetyControl, RobotControl, MotionControl и LogicControl — имеют общую базу данных и инфраструктуру, которые они рационально используют и распределяют. Для достижения максимальной мощности, масштабируемости и гибкости.
ОБЗОР ОСНОВНЫХ ХАРАКТЕРИСТИК
Простота планирования, управления и обслуживания
- Продолжение развития зарекомендовавших себя технологий управления на базе ПК
- Быстрое и легкое обслуживание за счет совершенствования апробированных стандартов
- Расширение набора команд для более комфортного программирования траекторий движения
- Высокая совместимость с существующими программами для KR C2
- Системы RobotControl, MotionControl, LogicControl и SafetyControl, объединенные в единой системе управления
- Взаимодействие и обмен данными между специализированными системами управления в режиме реального времени
- Максимальная целостность и согласованность данных благодаря центральным базовым сетевым службам
- Органично интегрированная техника безопасности для совершенно новых областей применения
- Интегрированный программный брандмауэр для повышения безопасности работы в сети
- Инновационные программные функции для оптимизированной энергоэффективности
- Технологическая платформа, соответствующая требованиям завтрашнего дня, без использования запатентованного оборудования
- Поддержка многоядерного процессора для масштабируемой мощности
- Быстрый обмен данными по сети Gigabit Ethernet
- Интегрированные карты памяти для сохранения важных системных данных
- Рассчитана на напряжение 380-480 В переменного тока
- Новая концепция вентилятора для максимальной энергоэффективности
- Не требующая техобслуживания система охлаждения без фильтрующих матов
- Максимальная мощность в минимальном пространстве
- Максимальная эксплуатационная готовность

Рисунок 5 — Контроллер KR 4C
Характеристики контроллера:
- Габаритные размеры 271х483х460 мм
- Многоядерный процессор
- SDD жесткий диск
- Поддерживаемый интерфейс USB3, GB Ethernet, DVI-I
- Число модулей 6+2 (с дополнительным блоком модулей)
- Напряжение рабочей сети AC 200-240В. 50Hz
- Степень защиты IP20
- Рабочая температура от 5˚ до 45˚
- Вес 33кг.
Существует также возможность выбора других блоков управления, отличающихся размерами, степенью защищенности и специализированные в работе в более жестких условиях (нестабильная сеть питания, высокие или низкие температуры эксплуатации и т.п.).
Для программирования основного оборудования и управления им будет использоваться панель управления KUKA SMARTPAD.

Рисунок 6 — панель управления KUKA SMARTPAD
Обзор основных характеристик:
- Простое, интуитивно понятное управление с помощью сенсорной панели с контекстно-зависимыми перемещаемыми окнами
- Прямое управление восемью осями/дополнительными осями (без необходимости переключения) с помощью специальных навигационных клавиш
- Эффективное программирование с помощью 6D-мыши и эргономичной клавиатуры сенсорной панели
- Последовательное совершенствование хорошо зарекомендовавшей себя концепции KUKA по управлению и программированию
- Не требуется никаких затрат на обучение
- Непосредственное сохранение и считывание конфигураций через USB-порт на планшете KUKA smartPAD
- Поддержка «горячего» подключения. Если планшет KUKA smartPAD не используется, его можно просто отсоединить. Комфорт для глаз при работе с планшетом благодаря высокому разрешению экрана и качественному антибликовому покрытию дисплея
Преимуществами данной системы управления так же являются совместимость с другими системами управления, например OMRON ONE NET, SIEMENS SIMATIC S7, Rockwell logic controller. Что позволяет совмещать работу всех компонентов РТК независимо от фирмы производителя и системы управления определенным оборудованием.
4 Выбор системы безопасности
Для безопасности работы данного РТК необходимо оснастить его несколькими модулями:
- Пожарная сигнализация
- Ограждение рабочей зоны РТК
- Защитные замки, входящие в единый электрический контур безопасности, применяемые для отключения работы оборудования, при открытии защитных ограждений.
- Аварийные кнопки типа «Красный гриб», для аварийного отключения оборудования оператором.
— Коммутационные устройства отключения питания, при возникших перегрузках двигателей, сверх нагрузках электрической сети (в т.ч. коротких замыканиях) и при нестабильной работе электрической сети (падение, возрастания или скачки напряжения и т.п.).
- Остерегающие знаки, таблички и инструкции положенные по технике безопасности.
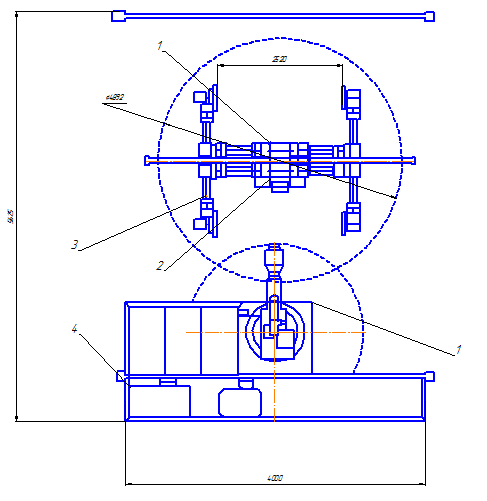
Рисунок 7 -планировка РТК. 1 — Сварочный робот, 2 — Позиционер, 3 — Оснастка, 4 — Блок системы управления.
Рисунок 8 — блок схема системы управления РТК. СУ- система управления, БУ- блок управления, О — оснастка, КБ — контур безопасности.
Юстировка(отнем. <https://ru.wikipedia.org/wiki/%D0%9D%D0%B5%D0%BC%D0%B5%D1%86%D0%BA%D0%B8%D0%B9_%D1%8F%D0%B7%D1%8B%D0%BA> justierenвымерять)- совокупность операций по выравниванию конструкций и конструктивных элементов (поверхностей, столбов, стоек и т.д.) вдоль некоторого направления («осевого»), а также по приведению меры, измерительного или оптического прибора, механизмов (или их части) в рабочее состояние, обеспечивающее точность, правильность и надёжность их действия.
При юстировке робот приводится в механическое нулевое положение, и значение датчика для каждой оси сохраняется. Это позволяет согласовать механическое и электрическое нулевое положение.
Существуют 2 метода юстировки робота:
- C помощью стрелочного индикатора
Выполним юстировку с помощью EMT — головки, данный способ является более удобным и точным.
При юстировке с помощью ЕМТ все оси робота перемещаются в механическое нулевое положение, система управления делает это автоматически. Вначале юстировка выполняется без нагрузки, а затем с нагрузкой. Имеется возможность сохранить несколько юстировок для различных нагрузок.
Юстировка посредством ЕМТ состоит из следующих шагов:
- Первичная юстировка. Выполняется без нагрузки.
- Обучение offset.
Выполняется с нагрузкой. Разность по отношению к первичной юстировке сохраняется в памяти.
- Проверка юстировки нагрузки со смещением (при необходимости).
1 Выбрать последовательность меню Запуск >Юстировка > ЕМТ > С корр. нагрузки > Первичная юстировка.
Открывается окно опции. Отображаются все юстируемые оси. Выделена ось с самым низким номером.
2 . Снять с оси, выделенной в окне опций, защитную крышку измерительного патрона. Навинтить ЕМТ на измерительный патрон. После этого подсоединить измерительный провод к ЕМТ и подключить его к разъему Х32 на коробке выводов станины.
3 Нажать программируемую клавишу Юстир..
1.4 Нажать переключатель подтверждения и клавишу пуска.
Когда ЕМТ обнаружит самую нижнюю точку измерительной насечки, механическое нулевое положение достигнуто. Робот автоматически останавливается. Значения сохраняются в памяти. Ось в окне опции затемняется.
5 Отсоединить измерительный провод от ЕМТ. Затем снять ЕМТ с измерительного патрона и снова установить защитную крышку.
6 Повторить шаги 1.2 — 1.5 для всех юстируемых осей.
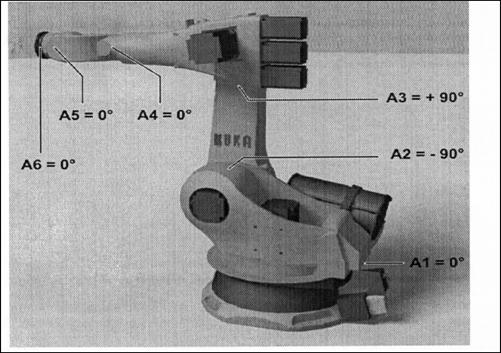
Рисунок 8- Общий вид робота и юстировки
роботизированный сварка технологический калибровка
1-ось А1=0 0 , 2- ось А2=00 , 3- ось А3=00 , 4-ось А4=00 , 5-ось А5=00 ,6-ось А6=00 . Калибровка осей робота может осуществляться 8 способами для нашей задачи более подходящим является способ «АВС унив.» который имеет два варианта калибровки 5D и 6D.
Описание Оси системы координат TOOL устанавливаются параллельно осям системы координат WORLD. Посредством этого системе управления роботом сообщается ориентация системы координат TOOL.
D — вариант: системе управления роботом сообщается только направление действия инструмента. Направлением действия является по умолчанию ось X. Направление других осей задается системой, и оператор не может определить их без дополнительных мер. Область применения: например, дуговая сварка в инертном/ активном газе, лазерная или гидравлическая резка.
D — вариант: 6D: системе управления роботом сообщается направление всех 6 осей.
Область применения: например, для сварочных работ, захвата или клеевых дюз.
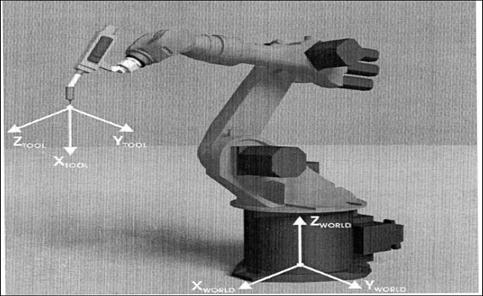
Рисунок 9 Общий вид робота и калибровка осе
Я в своей курсовой работе разработал роботизированный процесс сварки верхней дуги комбайна, выбрал технологическое оборудование, выбрал способ юстировки и калибровки робота, выбрал вспомогательное оборудование. Далее выполнена планировка РТК и составлена схема системы управления РТК.
Цель курсовой работы достигнута.
1. Зуев Ф.Г., Лотков В.А. Справочник по транспортным и погрузочно-разгрузочным машинам. М.: Машиностроение, 1983 г.
- Справочник технолога машиностроителя. В 2х т./Под ред. А.Г. Косиловой и Р.К. Мещерякова 4-е изд. перераб. и допол. — М.: Машиностроение, 1986г.
- Промышленные роботы.
Справочник. Козырев Ю.Г. 2-е изд. перераб. и допол. — М.: Машиностроение, 1988г.
- Проектирование автоматизированного производства и оборудования. Учебное пособие для ВУЗов. Кузнецов М.М. и др.- М.: Машиностроение, 1987г.
- Механика промышленных роботов.
Учебное пособие для ВУЗов.В Зх т./Под ред. К.В. Фролова., Е.И. Воробьева. т.З Основы конструирования.- М.: Высшая школа, 1989г.
- Карнаухов Н.Ф. Электромеханические модули мехатронных систем. Основы расчета и проектирования: Учебное пособие. — Ростов-на-Дону: Издательский центр ДГТУ, 2001 г.
- Гришин Механические захватные устройства промышленных роботов.
М.: Машиностроение, 1991 г.
- Промышленные роботы в машиностроении. Альбом схем и чертежей. Соломенцев Ю.М. М.:”Машиностроение” 1991 г.