
Зачастую просто напечатать полиграфию – недостаточно. Брошюра без фальцовки, каталог без скрепок или пружины не выглядят законченным рекламным продуктом, и лучше всего фальцевать и брошюрировать их на профессиональном оборудовании. Ежедневник, папка, визитка без тиснения или фольгирования выглядят как готовая продукция, но лишены изюминки, которую им придает выдавливание линий или создание на их поверхности объемных букв и изображений.
В полиграфии, кроме самой бумаги, большую роль играют технологии, которые можно задействовать при создании оригинальной печатной продукции. Это выбор типа ламинирования, сплошной или выборочной лакировки, тиснения фольгой, высечки, конгрев. Всё это, кроме того что расширяет поле деятельности для дизайнера, ещё и возлагает на него большую ответственность: некоторые послепечатные процессы достаточно дорогостоящие и при больших тиражах любая ошибка может принести существенные убытки.
Полиграфический дизайн, или дизайн полиграфической продукции — разновидность графического дизайна, в задачи которого входит разработка материалов под печатную продукцию. Чаще всего готовым продуктом является бумажный носитель
Послепечатная обработка
1.ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
1.1 Постпечатная обработка
Процесс изготовления любого изделия в полиграфии не заканчивается процессом печати. Для получения готового изделия необходимо проведение целого комплекса послепечатных работ.
Постпресс, или послепечатная обработка
1.2 Виды постпечатных работ в полиграфии и их описание:
- Ламинация (одно- или двухсторонняя, глянцевая, матовая, пакетная, рулонная)
- Фальцовка.
- Биговка.
- Перфорация.
- Вырубка.
- Тиснение фольгой, конгрев.
- Сборка.
- Персонализация.
- Резка
- Скругление углов.
- Установка пикколо.
- Брошюровка(пружина: металл, пластиковая, скрепка)
- Переплет (твердый, мягкий)
- Накатка на пенокартон.
ЛАМИНАЦИЯ – это процесс нанесения (припрессовки) специальной пленки на печатный лист для придания ему блеска, жесткости и создания защиты от внешних воздействий. Пленка может быть глянцевой, матовой и различаться по толщине. Различают пакетное и рулонное ламинирование. При пакетном ламинировании по краям листа остаются прозрачные края из ламината. При рулонном предполагается последующая обрезка в размер.
Производится на специальных устройствах – ламинаторах.
Технология обработки продуктов с использованием ВЧ
... HMT 8656 EU, HMT 8666). Принцип работы микроволновой печи основан на способности электромагнитных волн сверхвысокой частоты (2450 МГц) мгновенно проникать внутрь продукта до 5 см. Рис. 1 Диапазон ...
ФАЛЬЦОВКА –операция сгибания в определенном порядке запечатанного листа. Используется для бумаги плотностью до 150 гр/м2. Схема фальцовки представлена на рис.1.1.
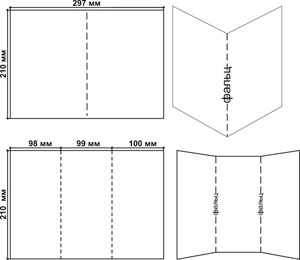
Рисунок 1.1- Схема фальцовки.
БИГОВКА – процесс нанесения прямолинейных углублений – бигов для облегчения сгиба страницы. Процесс биговки осуществляется на специальных машинах биговщиках (ручных и электрических).
От фальцовки отличается более четко выраженной линией сгиба, можно делать на плотных материалах. Схема биговки представлена на рис.1.2.
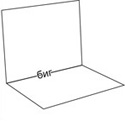
Рисунок 1.2- Схема биговки.
Используется для точных линий сгиба на приглашениях, открытках, флаерах. Применяется для бумаги плотностью от 150 гр/м2.
ВЫРУБКА — способ придания различных форм полиграфическим изделиям. Схема вырубки представлена на рис.1.3.

Рисунок 1.3.- Схема вырубки.
ТИСНЕНИЕ ФОЛЬГОЙ, КОНГРЕВ — создание изображения на бумаге, картоне или полимерном материале давлением штампом при нагреве с использованием фольги. Тиснение фольгой яркий способ отделки полиграфической продукции. Схема тиснения представлена на рис.1.4.
Рисунок 1.4 -Схема тиснения.
Конгрев – конгревное тиснение применяется для придания изображению выпуклой формы, и может использоваться как с покрытием фольгой, так и без него.
БОРКА (подборка) – это сортировка и раскладка листов тиража по порядку. Подборка применяется в основном для многостраничных изданий. Схема подборки представлена на рис.1.5.
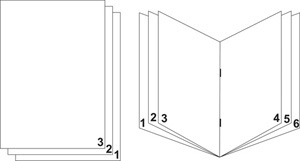
Рисунок 1.5-Схема подборки.
ПЕРСОНАЛИЗАЦИЯ – или, по-другому, печать переменных данных – это печать уникальной информации на каждом изделии (номер, штрих-код).Схема персонализации представлена на рис.1.6.

Рисунок 1.6- Схема персонализации.
РЕЗКА — технологический процесс, позволяющий с высокой точностью получать полиграфические изделия необходимой формы и размера.
СКРУГЛЕНИЕ УГЛОВ

Рисунок 1.7- Скругление углов.
Радиус закругления составляет обычно 5 мм. Для закругления используются различного вида механизмы – ручные или автоматические.
УСТАНОВКА ПИККОЛО

Рисунок 1.8- Установка пикколо.
БРОШЮРОВКА – Брошюровка или переплет представляют собой финальное оформление документа. Качественная брошюровка придаст документам солидный, опрятный внешний вид, сделает их практичными и функциональными в использовании и последующем хранении.
БРОШЮРОВКА С ПОМОЩЬЮ СКРЕПКИ – оптимальный метод переплета брошюр, буклетов, каталогов, дипломов, диссертаций и других документов объемом до 40 листов. При данном методе несколько предварительно сложенных страниц скрепляют механической скрепкой, получая подобие школьной тетради. Схема брошюровки с помощью скрепки представлена на рис.1.9.
Контрольная работа: Схема максимально-токовой защиты
... Схема максимально-токовой защиты и её описание Основным видом релейной защиты в электрических сетях промышленных предприятий является максимальная токовая защита ... токовая защита, выполненная на базе индукционных реле РТ-80 и РТ-90, называется МТЗ с зависимой от тока КЗ характеристикой времени срабатывания. Если МТЗ выполняется с помощью токовых ... Схема подключения к ПР станка, изображена на рисунке ...
Рисунок 1.9-Схема брошюровки с помощью скрепки., БРОШЮРОВКА ПЛАСТИКОВОЙ ПРУЖИНОЙ
Рисунок 1.10- Схема брошюровки с помощью пластиковой пружины., БРОШЮРОВКА МЕТАЛЛИЧЕСКОЙ ПРУЖИНОЙ
Схема брошюровки с помощью металлической пружины представлена на рис.1.11.
Рисунок 1.11- Схема брошюровки с помощью металлической пружины.
ПЕРЕПЛЕТ (МЯГКИЙ, ТВЕРДЫЙ) — самый представительный, долговечный и дорогой метод. Брошюровка диплома, курсовой работы, диссертации, отчета или каталога методом термопереплета придаст эффект солидности и серьезности вашему документу. Термопереплет – это скрепление отдельных листов внутреннего блока с помощью клея под воздействием высоких температур. Мы выполняем работы по термопереплету как с твердой, так и с мягкой обложкой. Схема переплета представлена на рис.1.12.
Рисунок 1.12-схема переплета твердого и мягкого., НАКАТКА НА ПЕНОКАРТОН
Схема накатки на пенакартон представлена на рис.1.13.

Рисунок 1.13-Схема накатки на пена картон.
ПЕРФОРАЦИЯ — процесс нанесения периодически повторяющихся отверстий или надсечек на бумаге для более легкого отрыва части листа по определенной линии перфорации. Схема перфорации представлена на рис.1.14.

Рисунок 1.14-схема перфорации.
Перфорация используется в различной разовой печатной продукции – отрывные календари, блокноты, приглашения, там, где нужна точная и ровная линия отрыва.
В этом разделе, мы поговорим о технологическом процессе, который называется перфорация листа или бумаги.
1.3 Перфорация
Перфорацией в полиграфическом производстве называют процесс пробивания (просечки) близко расположенных друг к другу отверстий одинакового диаметра и правильной формы на листе или ином запечатываемом материале. Схематический вид перфорации на бумаге представлен на рис.1.15.
ерфорация бумаги
Перфорация производится после отпечатывания тиража, поэтому является послепечатной операцией, завершающим звеном при изготовлении полиграфической продукции. Существуют много видов перфораций, один из которых в линию, при помощи специальных перфорационных ножей. Виды перфорационных ножей различны.
Иногда применяется вместо другого полиграфического процесса – биговки, что позволяет материалу высокой плотности аккуратно сгибаться и не переламываться.
К закрытой фигурной перфорации можно отнести марки, к отрытой- изготовление отрывных уголков ежедневников. Перфорацию возможно также приспособить при создании сгиба изделия, по перфорированной линии можно легко сложить изделие, при этом избежать дополнительных полепечатных операций, таких как биговка или фальцовка. Примером такой перфорации может быть изготовление открыток или обложек для дисков. Сгиб листа по линии перфорации будет аккуратным.
Перфорация применима на различных материалах – это может быть простая бумага, различной плотности, дизайнерская бумага с текстурным покрытием или без, а также картон и тонкий пластик.
Перфорацию в виде щелеобразных отверстий выполняют в фальцевальных машинах и в фальцаппаратах книжно-журнальных ротаций с целью устранения утолщений на сгибах и диагональных морщин, облегчения выхода воздуха из замкнутых полостей в процессах фальцовки и прессования тетрадей. Она выполняется дисковыми зубчатыми ножами с односторонней или двусторонней заточкой с углом заточки соответственно 20° и 30°.
Перфорация мелких круглых и щелеообразных отверстий делается для удобства пользования некоторыми видами документов (квитанционными и чековыми книжками), календарями-ежедневниками, марками — для отрыва по мере надобности листа от блока, уголка или марки от листа
Перфорация сравнительно крупных (от 4 до 8 мм) круглых, овальных и прямоугольных отверстий необходима при использовании скрепления блоков спиралями и гребенками в производстве различных изданий книжного типа и беловых товаров. Перфорацию можно осуществить практически на любом полиграфическом изделии. Линия перфорации может быть как горизонтальной, так и вертикальной. Виды перфораций:
- Точечная (или марочная) – перфорация из маленьких круглых отверстий.
- Насечками (или штрихами) или, другими словами, линия отрыва.
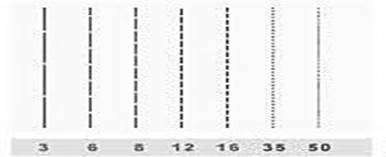
Рисунок 1.15-Схематичный вид перфорации на бумаге.
1.3.1 Область применения
Чаще всего перфорация применяется при изготовлении:
- отрывных календарей;
- почтовых марок;
- отрывных купонов;
- блокнотов;
- открыток;
- самокопирующихся бланках;
- некоторых видах брошюр;
- и другой полиграфической продукции.
1.4 Виды перфорационных ножей
Перфорационный (зубчатый) нож может быть изготовлен различной формы и конфигурации, с различным шагом перфорации, формой зуба и углами заточкив.
Возможные варианты перфорационных ножей:
- нож с прямоугольным зубом без заточки;
- нож с прямоугольным зубом с заточкой с одной или двух сторон;
- нож с треугольным зубом без заточки;
- нож с треугольным зубом с заточкой одной или двух сторон;
- дисковый перфорационный нож.
Полный комплект дисковых зубчатых ножей позволяет получить щелевые отверстия длиной от 1 до 48 мм с промежутками от 1 до 5 мм.
Твёрдость перфорационного ножа достигается в диапазоне 55…64 HRC в зависимости от выбранного материала. Перфорационные ножи часто применяются для перфорации бумаги, картона, плёнок, резины.
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Характеристики и требования к готовой продукции
В таблице 2.1 указаны технические характеристики изделия.
Таблица 2.1- Технические характеристики
| Технические характеристики открытки | |
| Формат листа, мм | 485х425 |
| Формат обрезанных листов, мм | 145х85 |
| Формат готового издания, мм | 125х65 |
| Плотность бумаги, г/м 2 | 280 (цифровая печать, мелованная бумага) |
| Красочность | 4+0 |
| Послепечатная обработка | Перфорация, обрезка |
| Тираж, шт. экз. | |
| Способ печати издания | Цифровая печать |
2.2 Характеристики основных и вспомогательных расходных материалов
1) Мелованная бумага — высококачественная бумага, используемая для производства глянцевых журналов, презентационных каталогов, буклетов и других материалов, для которых важна яркость красок и приятный внешний вид. Дает чёткие отпечатки и приятна на ощупь.
Основное отличие мелованной бумаги от прочих сортов заключается в её структуре: слои мелования, которыми покрыта бумага, состоят из белых пигментов (каолина и мела) и клеящих веществ. Благодаря мелованию создается исключительно гладкая поверхность, слабо впитывающая краску.
Описание:
Двухсторонний матовый мелованный бумажный материал. Представляет собой трёхслойную структуру из бумаги и PP-плёнки в качестве внутреннего слоя. Характеризуется высокой степенью сопротивления разрыву и непрозрачности, водонепроницаемостью и термостойкостью (до 180 °C).
Подходит для цифровой печати EnDURO Premium (275 г/м 2 ).
Не требует применения специальных красок. EnDURO Premium (145 г/м2 ) имеет сертификат FSC Лесного попечительского совета. Производитель компания «Берег», Россия.
2) Чернила Art Paper Ink для печати на мелованной бумаге.Данные чернила являются аналогом латексных чернил.Могут быть использованы в:
- настольных принтерах Epson
- широкоформатных принтерах Epson, Mimaki, Roland, Mutoh, Colors и пр., предназначенных для печати экосольвентными чернилами (т.е.
принтерах, которые имеют встроенную систему подогрева материала).
Особенности:
Печатать на мелованной бумаге без праймера и предварительной обработки
Изображение устойчиво к воде и механическому воздействию
Производитель Китай.
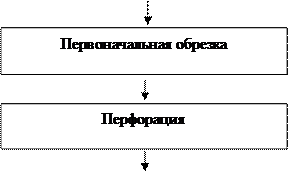
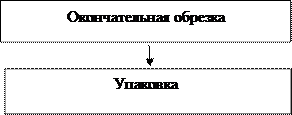
2.3 Технологическая схема процесса
На схеме показан технологический процесс послепечатной обработки.
|
|||
 |
|||
 |
2.4 Расчет материального баланса
2.5 Характеристика основного оборудования
Перфорацию фасонных отверстий в зависимости от формата листовой продукции и объема производства осуществляют на настольных перфорационных станках с ручным приводом, полуавтоматах типа 2УПБ-500 (Харьковский ЗПМ, Украина) и на автоматах АР-600 (фирма «Ренц Машиненбау», Германия) или ЕХ380/610/700 (фирма «Джеймс Берн Интернэшнл», Швеция).
Скорость работы автоматов — от 140 до 80 цикл/мин в зависимости от длины обрабатываемых листов (этот определяющий размер, выраженный в мм, указан в трехзначном шифре различных моделей оборудования).
За один цикл работы автоматы могут обрабатывать столку бумаги или картона толщиной до 2,5 мм. Исполнительными инструментами на перфорационном оборудовании являются перфорирующая гребенка, состоящая из металлического корпуса, в котором закреплено несколько десятков пуансонов, и работающая с ней в паре перфорирующая матрица, пластина со сквозными отверстиями, форма которых с минимальным зазором повторяет форму пуансонов гребенки. В процессе перфорирования перфорирующая матрица неподвижна, а перфорирующая гребенка совершает возвратно-поступательные движения, т.е. используется ножничный принцип реза. В комплекте оборудования имеются сменные перфорирующие инструменты с различной формой, размерами и шагом пробиваемых отверстий
При смене заказа переналадка оборудования включает следующие операции: 1) замену перфорирующих инструментов; 2) установку или наклейку упора, определяющего положение линии перфорации по отношению к верной кромке листа. При работе на автоматах регулируются передние и боковые упоры, фиксирующие точное положение листа или малой стопы при работе перфорирующей гребенки, положение перфорационного узла относительно передних упоров, а также плоскостапельный самонаклад и приемно-выводное устройство по формату и толщине листов или стопы.
2.6 Виды брака при перфорации
«Диамантная» или бриллиантовая зубцовка — очень мелкая зубцовка, образующаяся вследствие случайного вторичного перфорирования листа. Иглы перфорирующей машины при вторичном перфорировании чаще всего не попадают в ранее сделанные отверстия, поэтому зубцы получаются тонкие, как бы обтрёпанные. Изделия с такой перфорацией редко выходят за пределы полиграфического предприятия, так как в процессе контроля дефект легко обнаруживается и бракованный лист изымается.
Сдвиг перфорации — возникает в результате неправильной подачи марочного листа в перфорационную машину или неотрегулированности её хода. Различают вертикальные и горизонтальные сдвиги.
«Слепая» зубцовка — возникает в результате поломки одной или нескольких игл или одновременной подаче в перфорирующий аппарат чрезмерного количества листов. Это ведёт либо к пропускам зубцов, либо к тому, что отдельные отверстия не пробиты насквозь, а только намечены, вдавлены.
«Сумасшедшая» зубцовка также возникает в результате неправильной подачи листа в перфорационную машину (порой повторной, после нормального перфорирования).
В этом случае лист перфорируется по диагонали под непрямым углом и делит марки на неправильные части.
СТАНДАРТИЗАЦИЯ
ГОСТ 7. 1-2003. Система стандартов по информации, библиотечному и издательскому делу. Библиографическая запись. Библиографическое описание. Общие требования и правила составления [Текст]. – Введ. 2004–07–01. – М. : Изд-во стандартов, 2004. – 80 с.
ГОСТ 7.32-91. Система стандартов по информации, библиотечному и издательскому делу. Отчёт о научно-исследовательской работе. Структура и правила оформления [Текст]. – Введ. 1992–01–01. – М. : Изд-во стандартов, 1992. – 19 с.
ЗАКЛЮЧЕНИЕ
В данной курсовой работе рассмотрели все виды технологий послепечатного производства. Описаны теоретические основы и технологические стадии перфорации при изготовлении изделия, приведена характеристика исходного сырья и готовой продукции. Также ознакомились с конструкцией машин для перфорации, 2УПБ-500 (Харьковский ЗПМ, Украина) и АР-600 (фирма «Ренц Машиненбау», Германия) или ЕХ380/610/700 (фирма «Джеймс Берн Интернэшнл», Швеция), принципами их действия.