
Подавляющее большинство термопластов представляет собой гомогенные (ненаполненные) материалы, свойства которых определяются свойствами самого полимера. Небольшие количества других компонентов (пластификаторы, понижающие температуру перехода в вязкотекучее состояние и вязкость расплава полимера, стабилизаторы, замедляющие его старение и термодеструкцию, красители и др.), как правило, растворены в полимере и не вызывают резкого изменения его свойств. Поэтому очень важно подробно ознакомиться со свойства термопластичных полимеров, их связь со способами и режимами синтеза и условиями формования.
Наряду с хорошими технологическими свойствами термопластичные полимеры обладают в ряде случаев уникальным сочетанием эксплуатационных свойств: легкостью, стойкостью к действию агрессивных сред, отличными диэлектрическими, оптическими, фрикционными свойствами.
Одним из важных представителей термопластов является полиамид. Полиамиды представляют огромный по числу представителей и очень важный по своему научному и практическому значению класс высокомолекулярных соединений. Полиамиды представляют огромный по числу представителей и очень важный по своему научному и практическому значению класс высокомолекулярных соединений. Полиамиды представляют собой высокомолекулярные соединения линейной структуры с молекулярной массой до 30 тысяч. Макромолекулы состоят из гибких метиленовых цепочек и регулярно расположенных вдоль цепи полярных амидных групп. Наличие амидных групп, способных образовывать водородные связи, определяет физико-химические свойства, общие для всех полиамидов. В настоящее время практическое значение имеют лишь некоторые из большого числа синтезированных полиамидов.
Процесс переработки служит для получения изделий или полуфабрикатов с заданным комплексом свойств, определяемым условиями эксплуатации изделий. Таким образом, назначение материала, изделий, полуфабрикатов и условия их эксплуатации определяют направленность процесса переработки.
Целью данной работы является рассмотрение метода экструзии — как основного метода, для получения пленок из полиамидов.
Среди многочисленных методов получения полимеров из термопластов наибольшей производительностью отличается экструзия. Экструзионное оборудование при сравнительно небольшой металло- и энергоёмкости обеспечивает непрерывное проведение технологических процессов переработки полимеров в поточных линиях с высокой степенью автоматизации.
В настоящее время имеется огромное множество видов полимеров, пригодных для получения полимерных материалов и изделий из полимеров. Однако две трети всего производства полимеров составляют так называемые крупнотоннажные полимеры: полиэтилен, полипропилен и поливинилхлорид.
Усовершенствование технологии получения изделий из полиамида ...
... волокна имеют практически все положительные свойства стеклянных волокон, но отличаются при ... по этой технологии работают 10 производств. [5]. Наиболее известный и распространенный способ получения ... необходимости применения в процессе дорогостоящих изделий из драгметаллов; не позволяет перерабатывать ... струю гомогенизированного расплава. [4]. Ресурс работы водоохлаждаемых тиглей до их ремонта ...
Рассмотрим некоторые из них.
Полиамид 11
Этот полиамид образуется при конденсации аминокислоты и впервые был получен в 1935 г. Карозерсом. В настоящее время он производится в основном Французской фирмой «Aquitaine Organico» под торговым названием «рильсан». Основным сырьем для производства ПА 11 является е-аминоундекановая кислота, которую получают из касторового масла через рицинолевую кислоту. Поликонденсацию аминокислоты проводят в расплаве при 215°С под азотом. Процесс получения этого полимера может быть непрерывным.
При промышленном производстве водная суспензия мономера с регулятором длины цепи и другими добавками поступает в вертикальный трубчатый реактор. Конденсация происходит по мере повышения температуры, а избыток воды в виде пара поднимается в верхнюю часть реактора. Равновесные условия достигаются в нижней части аппарата, где завершается конденсация.
ПА 11 отличается высокой термостабильностью в расплавленном состоянии. Благодаря этому он широко применяется для изготовления изделий методами экструзии, литья под давлением и т. п.[10]
Полиамид 12
Наряду с ПА 11 в настоящее время в промышленности широко применяют ПА 12. По свойствам оба полимера очень близки, но цены на бутадиен — сырье для получения лауриллактама — более стабильны, чем на касторовое масло — сырье для ПА 11.
ПА 12 в промышленном масштабе начал выпускаться в ФРГ фирмой «Chemische Werke Hills «AG» под торговым названием «вестамид». Фирмы «Plate GmbH» в ФРГ и «Aquitaine Organico» во Франции также производят этот полимер.
ПА 12 получают из лауриллактама, который производят из бутадиена по схеме, описанной на стр. 39. Так как цикл лауриллактама, содержащий 12 атомов углерода, является не напряженным, то вероятность его расщепления под действием воды очень невелика, так же как и в случае лактамов с еще меньшим числом атомов углерода в цикле. К тому же небольшая растворимость воды в полимеризующейся смеси уменьшает возможность расщепления цикла.
Реакция полиприсоединения проходит медленно в присутствии свободной аминокислоты и значительно ускоряется при добавлении кислот, используемых в качестве регуляторов молекулярной массы.
Несмотря на все многообразие полимеров, перерабатываемых методом экструзии, в настоящей работе основное внимание будет уделено термопластичным материалам (поливинилхлориду, полиэтилену и полипропилену).
Переработка ПМ и ПКМ представляет собой сложный технологический процесс, включающий в себя совокупность различных технологических операций, по мере выполнения, которых происходит изменение состояния, формы и свойств исходного ПМ до достижения заранее заданных эксплуатационных свойств [10].
1. Экструзия
Экструзия — метод формования длинномерных полимерных деталей с постоянным поперечным сечением путём непрерывного выдавливания расплава полимера сквозь формообразующее отверстие головки с последующей фиксацией фазы охлаждения расплава.
Теоретические основы экструзии. Виды экструдеров
... экструзии расплавов должны применяться полимеры с довольно узким интервалом колебания вязкости. Основными технологическими характеристиками одношнекового экструдера ... различные по сложности профили, наносят полимерную изоляцию на провода, производят многослойные разнообразные по конструкции и сочетанию применяемых пластмасс гибридные погонажные изделия. Переработка вторичных полимеров ... воды ...
В мировой практике до 40% термопластичных полимеров перерабатывают в изделия методом экструзии с использованием червячных прессов (экструдеров) различных типов.
Под экструзией понимается метод непрерывного выдавливания полуфабриката полимера, находящегося в вязко-текучем состоянии сквозь формующую головку, имеющую конфигурацию поперечного сечения детали, с
Давление на расплав перед формующей головкой может создаваться разными механизмами; шнеком, плунжером, шестерёнчатым насосом, дисками и другими устройствами. Производство различных видов изделий методом экструзии осуществляется путем подготовки расплава в экструдере и придания экструдату той или иной формы посредством, как было сказано, продавливания его через формующие головки соответствующей конструкции с последующими охлаждением, калиброванием и т. д.
По устройству и принципу работы основного узла, продавливающего расплав в головку, экструдеры подразделяются на шнековые, бесшнековые и комбинированные.[1]
В отдельных случаях применяются бесшнековые, или дисковые, экструдеры, в которых рабочим органом, продавливающим расплав в головку, является диск особой формы. Движущая сила, продавливающая расплав, создается в них за счет развития в расплаве нормальных напряжений, направленных перпендикулярно касательным (совпадающим с направлением вращения диска).
Дисковые экструдеры применяются, когда необходимо обеспечить улучшенное смешение компонентов смеси. Из-за невозможности развивать высокое давление формования такие экструдеры применяются для получения изделий с относительно невысокими механическими характеристиками и небольшой точностью размеров. Полимеры, перерабатываемые на дисковых экструдерах, должны иметь повышенную термостабильность расплава.
Комбинированные экструдеры имеют в качестве рабочего органа устройство, сочетающее щнековую и дисковую части, и называются червячно-дисковыми. Применяются для обеспечения хорошего смесительного эффекта, особенно при переработке композитов. На них перерабатываются расплавы пластмасс, имеющие низкую вязкость и достаточно высокую эластичность.
Шнековые экструдеры могут быть различных типов: одно- и двухшнековые; одно- и двухступенчатые; универсальные и специанализированные; с осциллирующим (вдоль оси) и одновременно вращающимся шнеком; с зоной дегазации и без нее; с вращением шнеков в одну и в противоположные стороны и т. п.[1].
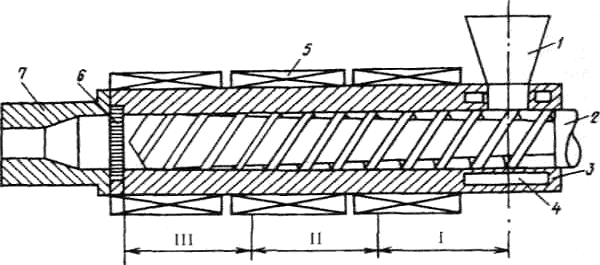
Рисунок 1 — Схема одношнекового экструдера:
- бункер;
- 2 — шнек;
- 3 — цилиндр;
- 4 — полость для циркуляции воды;
- 5 — нагреватель;
- б- решетка с сетками;
- 7 — формующая головка;
- 1, II, III — технологические зоны (пояснения в тексте).[1]
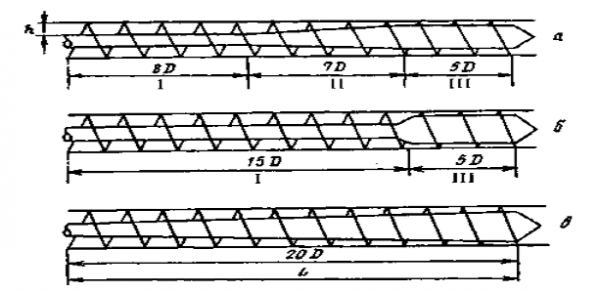
Рисунок 2 — Основные типы шнеков:
Проект участка производства материала «спанбонд» поверхностной ...
... изменением количества оборотов шнека дозаторов и регулируется изменением частоты привода дозатора. Бункер смесителя оборудован прибором для измерения уровня материала; когда бункер смешивания материалов заполняется до отказа, ... С и зависит от ПТР перерабатываемого полимера. Мощность нагревательных элементов 1-го контура обогрева - 96 кВт. спанбонд нетканый ассортимент продукция Рис. 14 Отсос ...
- а — шнек общего назначения с тремя (I, II, III) геометрическими зонами;
- б — шнек для переработки высококристаллических полимеров;
- в — шнек для экструзии ПВХ;
- наружный диаметр;
- L — длина (технологическая) шнека;
- h — глубина нарезки шнека [1].
Наиболее простым является одношнековый экструдер без зоны дегазации. Основными элементами экструдера являются обогреваемый цилиндр, шнек
(с охлаждением или без него), сетки, размещаемые на решетке, и формующая головка. В зависимости от природы полимера, технологических режимов переработки применяются шнеки различного профиля, в частности с различным характером изменения глубины h нарезки по длине шнека.
В зависимости от вида выпускаемого изделия применяют либо коротко-, либо длинношнековые машины, т.е. с малым или большим отношением длины L к диаметру D шнека (L/D) (см. рис 2).
Значения D и L/D являются основными характеристиками одношнекового экструдера. Параметрический ряд отечественных экструдеров построен по диаметрам шнека: D = 20; 32; 45; 63; 90; 125; 160; 200; 250; 320 мм. В наименовании типоразмера червячного пресса указываются D и L/D. Например, ЧП-45 х 20 означает следующее: ЧП — червячный пресс, D = 45 мм, L/D = 20[2].
1 Процессы, происходящие при экструзии
Технологический процесс экструзии складывается из последовательного перемещения материала вращающимся шнеком в его зонах (см. рис. 2): питания (I), пластикации (II), дозирования расплава (III), а затем продвижения расплава в каналах формующей головки и охлаждения экструдата.
Деление шнека на зоны I-III осуществляется по технологическому признаку, и название зоны указывает на то, какую операцию в основном выполняет данный участок шнека. Разделение шнека на зоны условно, поскольку в зависимости от природы перерабатываемого полимера, температурно-скоростного режима процесса и других факторов начало и окончание определенных операций могут смещаться вдоль шнека, захватывая различные зоны или переходя из одного участка в другой.
Цилиндр также имеет зоны обогрева определенной длины. Длина этих зон определяется расположением нагревателей на его поверхности и их температурой. Границы зон шнека I-III и зон обогрева цилиндра могут не совпадать. Для обеспечения успешного перемещения материала большое значение имеют условия продвижения твердого материала из загрузочного бункера и заполнение межвиткового пространства, находящегося под воронкой бункера.
Рассмотрим поведение материала последовательно на каждом этапе
экструзии [2].
Исходное сырье для экструзии, подаваемое в бункер, может быть в виде порошка, гранул, лент. Последний вид сырья характерен для переработки отходов промышленного производства пленок, которая осуществляется на специальных экструдерах, снабженных принудительными питателями-дозаторами, устанавливаемыми в бункерах. Равномерное дозирование материала из бункера обеспечивает хорошее качество экструдата.
Переработка полимера в виде гранул — наилучший вариант питания экструдера. Это объясняется тем, что гранулы полимера меньше склонны к «зависанию», образованию пробок в бункере,
чем порошок.
Порошкообразный материал может слеживаться в процессе хранения и транспортировки, в том числе и при прохождении через бункер. Гранулированный материал в отличие от порошка имеет постоянную насыпную массу.
Технология изготовления полимерных материалов
... прессование Рис. 3. Литьевая машина: 1 - материальный цилиндр; 2 - нагревательные элементы; 3-винт (шнек); 4 - каналы охлаждения; 5 - бункер для материала; 6 - гидродвигатель; 7 - редуктор; 8 - гидроцилиндр узла ... 16 - гайки; 18 - упор; 19 - сопло Давление в литьевой форме при заполнении расплавом полимера повышается постепенно (в конце выдержки под давлением достигает 30-50% от давления ...
При переработке многокомпонентных материалов для загрузки их в бункер применяются индивидуальные дозаторы: шнековые (объемные), вибрационные, весовые и т. п.
Если при применении порошкообразных материалов последние имеют непостоянную сыпучесть, то в бункерах образуются «своды», зависающие на стенках бункера. Питание шнека материалом прекращается. Для устранения этого необходимо в бункер помещать ворошители.
Сыпучесть материала зависит в большой степени от влажности: чем больше влажность, тем меньше сыпучесть. Поэтому материалы должны быть вначале подсушены.
Для увеличения производительности машины гранулы можно предварительно подогреть. Применяя приспособления для принудительной подачи материала из бункера на шнек, также удается существенно повысить производительность машины (в 3-4 раза).
При уплотнении материала в межвитковом пространстве шнека вытесненный воздух выходит обратно через бункер. Если удаление воздуха будет неполным, то он останется в расплаве и после формования образует в изделии полости. Это является браком изделий.
Изменение уровня заполнения бункера материалом по высоте также влияет на полноту заполнения шнека. Поэтому бункер снабжен специальными автоматическими уровнемерами, по команде которых происходит загрузка бункера материалом до нужного уровня. Загрузка бункера экструдера осуществляется при помощи пневмотранспорта.
Питание шнека зависит от формы частиц сырья и их плотности. Гранулы, полученные резкой заготовки на горячей решетке гранулятора, не имеют острых углов и ребер, что способствует их лучшей сыпучести. Гранулы, полученные холодной рубкой прутка-заготовки, имеют острые углы, плоское сечение среза, что способствует их сцеплению и, как следствие, ухудшению сыпучести. При длительной работе экструдера возможен перегрев цилиндра под воронкой бункера и самого бункера. В этом случае гранулы начнут слипаться, и прекратится их подача на шнек (образуется так называемый «козел»).Для предотвращения перегрева этой части цилиндра в нем делаются полости для циркуляции охлаждающей воды[2].
1.2 Зона питания (I)
Поступающие из бункера гранулы заполняют межвитковое пространство шнека зоны I и уплотняются. Уплотнение и сжатие гранул в зоне I происходит, как правило, за счет уменьшения глубины нарезки шнека. Продвижение гранул
осуществляется вследствие разности значений силы трения полимера о внутреннюю поверхность корпуса цилиндра и о поверхность шнека. Поскольку поверхность контакта полимера с поверхностью шнека больше, чем с поверхностью цилиндра, необходимо уменьшить коэффициент трения полимера о шнек, так как в противном случае материал перестанет двигаться вдоль оси шнека, а начнет вращаться вместе с ним. Это достигается повышением температуры стенки цилиндра (нагревом) и понижением температуры шнека (охлаждением водой в зоне I).
В зону подается тепло от нагревателей, расположенных по периметру цилиндра.
Если температура цилиндра такова, что начинается преждевременное плавление полимера у его стенки, то материал будет проскальзывать по этой поверхности, т. е. вращаться вместе со шнеком. Поступательное движение материала прекращается. При оптимальной температуре полимер спрессован, уплотнен и образует в межвитковом пространстве твердую пробку. Лучше всего, если такая скользящая пробка образуется и сохраняется на границе зон I и II. Свойства пробки во многом определяют производительность машины, стабильность транспортировки полимера, величину максимального давления и т. д.
С увеличением частоты вращения шнека производительность экструдера должна возрастать в соответствии с уравнением= apvN
где Q — производительность машины; р — плотность полимера; v — объем нарезки одного витка шнека; N — частота вращения шнека; а — коэффициент заполнения шнека (0,15-0,50).Точность расчета Q по данному уравнению определяется правильным выбором величины а, которая зависит от формы и размеров частиц исходного полимера (гранулы, порошок) и способа заполнения им межвиткового пространства [3].
1.3 Зона пластикации и плавления (II)
В начале зоны II происходит подплавление полимера, примыкающего к поверхности цилиндра. Расплав постепенно накапливается и воздействует на убывающую по ширине пробку. Поскольку глубина нарезки шнека уменьшается по мере продвижения материала от зоны к зоне III, то возникающее давление заставляет пробку плотно прижиматься к горячей стенке цилиндра, где и происходит плавление полимера.
В зоне пластикации пробка плавится также и под действием тепла, выделяющегося вследствие внутреннего, вязкого трения в материале в тонком слое расплава, где происходят интенсивные сдвиговые деформации, — материал пластицируется. Последнее обстоятельство приводит к выраженному смесительному эффекту. Расплав интенсивно гомогенизируется, а составляющие композиционного материала перемешиваются [3].
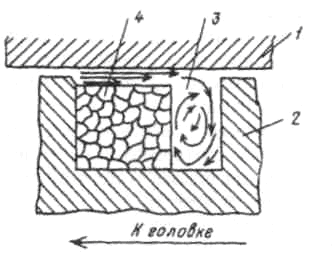
Рисунок 3 — Схема плавлении я пробки материала в зоне II в межвитковом сечении шнека :
- стенки цилиндра;
- гребень шнека;
- потоки расплава полимера;
- спрессованный твердый полимер (пробка) в
Конец зоны II характеризуется распадом пробки на отдельные фрагменты. Далее расплав полимера с остатками твердых частиц попадает в зону дозирования. Уменьшающаяся глубина нарезки шнека создает давление, которое необходимо для продавливания расплава через фильтрующие сетки, подачи его в головку, уплотнения и в итоге — для выхода сформованного изделия.
Основной подъем давления расплава происходит на границе зон I и II. На этой границе образующаяся пробка из спрессованного материала как бы скользит по шнеку: в зоне I это твердый материал, в зоне II — плавящийся. Наличие пробки и создает основной вклад в повышение давления расплава. Запасенное на выходе из цилиндра давление расходуется на преодоление сопротивления сеток, течения расплава в каналах головки и формования изделия [3].
1.4 Зона дозирования (III)
Продвижение гетерогенного материала (расплав, частички твердого полимера) сопровождается выделением внутреннего тепла, которое является результатом интенсивных сдвиговых деформаций в полимере. Расплавленная масса продолжает гомогенизироваться, что проявляется в окончательном плавлении остатков твердого полимера, усреднении вязкости и температуры расплавленной части. В межвитковом пространстве расплав имеет ряд потоков, основными из которых являются продольный и циркуляционный. Величина продольного потока (вдоль оси шнека) определяет производительность экструдера Q, а циркуляционного — качество гомогенизации полимера или смешения компонентов. В свою очередь, продольный поток складывается из трех потоков расплава: прямого, обратного (по шнеку) и потока утечек.
На рисунке 4 показаны эпюры распределения скоростей прямого (а), обратного (б) и результирующего (в) потоков расплава в межвитковом пространстве шнека. Если бы не было сопротивлений потока (например, при отсутствии сеток и головки), то распределение скоростей V результирующего потока изобразилось бы рисунке 4, а: у поверхности шнека V- max, у неподвижной поверхности цилиндра V= 0.
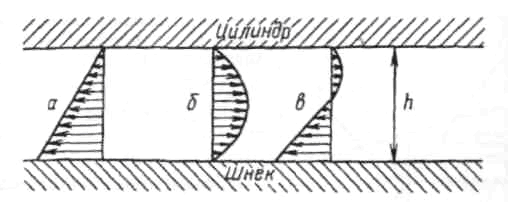
Рисунок 4 — Эпюры скоростей расплава:
- а — прямой поток;
- б — обратный поток;
- в — результирующий поток;
- расстояние между движущейся (шнек) и неподвижной (цилиндр) поверхностями [3].
При наличии сеток, оснастки, трения о поверхность цилиндра и шнека создается обратный поток, или противоток (рис. 4, б).
Результирующий поток, изображенный на рисунке 4, в, представляет собой сумму эпюр, приведенных на рисунке 4, а и б. При отсутствии сопротивления расплава (сняты головка, сетки) давление чуть больше атмосферного; при максимальном сопротивлении (заглушка вместо головки) давление максимально, а величины прямого и обратного потоков равны [3].
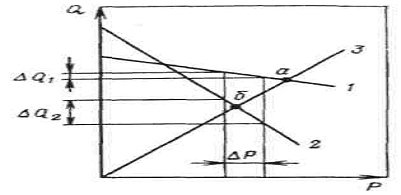
Рисунок 5 — Зависимость производительности Q от давления Р расплава на выходе из экструдера: 1,2 — характеристики шнека; 3 — характеристика головки;
- а и б — рабочие точки [3].
1.1.5 Течение расплава через сетки и формующую оснастку
Расплав вращающимся шнеком продавливается через решетку, к которой прижаты металлические сетки. Сетки фильтруют, гомогенизируют и создают сопротивление движению расплава, на них теряется часть давления. Проходя через систему фильтрующих сеток, порции полимерного расплава с большей вязкостью задерживаются на сетках. Этого времени должно хватить для того, чтобы порция расплава достигла нужной температуры. Сверхвысокомолекулярные фракции полимера и различные примеси задерживаются сетками и через некоторое время их вместе с сеткой удаляют из цилиндра экструдера.
После прохождения сеток гомогенизированный расплав под остаточным давлением (Р = 5,0+35 МПа) продавливается в формующую оснастку и, приобретая определенный профиль, выходит практически под очень небольшим избыточным давлением из фильерной части головки.
Кривая 3 на рисунке 5 показывает зависимость Q от Р. Количество расплава Qгол выходящего через головку, можно представить
Qгол = ![]()
где ΔР= Р — Рвых перепад давления в головке (здесь Р — давление на входе в головку — конец зоны III, Рвых — давление на выходе из головки); — вязкость расплава в головке; К — постоянная, характеризующая сопротивление течению расплава в каналах и формующей части головки.
Если в головке имеется только один цилиндрический канал, например для изготовления прутка, то
= ![]() ,
,
а уравнение преобразуется в известное уравнение Пуазейля. Для участков головки с плоской формующей щелью
= , δ = δщ
с кольцевой
K = π(RH + RB)(RH — RB)3/(12lϕ),
где RH — наружный радиус щели ; RB — внутренний радиус щели; w — ширина щели; δщ — толщина щели; lϕ — длина формующей части щели.
Таким образом, из этих трех основных форм сечений участков головок можно рассчитать К головки, состоящей из их сочетаний.
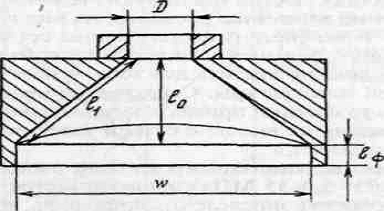

Рисунок 6 — Схема листовальной головки:D — ширина (диаметр) подводящего канала от экструдера; w — ширина формующей щели; l0 и l1 — длины пути расплава; lϕ — длина плоской формующей части щели; δщ — толщина формующей щели [4].
Для получения качественных изделий необходимо, чтобы заключительный отрезок пути lϕ расплава перемещался при постоянной толщине 5Щ формующей части (рис. 6).
В этом случае происходит наиболее полное выравнивание скоростей движения расплава, проходят релаксационные процессы, ликвидируется пульсация и т. д. Чем длиннее lϕ (больше lϕ/δщ), тем меньше пульсация расплава. В зависимости от типа выпускаемого изделия и требований к точности его размеров значения lϕ/δщ находятся в пределах 20-60 [4].
2 Основные параметры процесса
К технологическим параметрам относятся температура переработки полимера, давление расплава, температура зон головки и температурные режимы охлаждения сформованного экструдата.
Основными технологическими характеристиками экструдера являются L, D, L/D, частота вращения шнека N, геометрический профиль шнека, степень изменения объема канала шнека.
Основной характеристикой формующей оснастки (вместе с фильтрующими сетками) является коэффициент сопротивления течению расплава К.
Нарастание давления на фильтрующих сетках служит показателем засорения, т. е. увеличения сопротивления сеток и, следовательно, сигналом к их замене.
Показателем работы экструдера является его эффективность — отношение производительности к потребляемой мощности [4]
2.1 Материалы и ассортимент изделий
Большинство термопластов и композиций на их основе могут перерабатываться экструзией. Для этого достаточно, чтобы время пребывания расплава в экструдере при данной температуре было меньше времени термостабильности полимера при той же температуре. Наиболее широко применяется экструзия крупнотоннажных полимеров следующих типов: ПЭ, ПП, ПС, ПК, ПА, ПВХ (пластифицированный и непластифицированный), ПЭТФ, а также смеси с неорганическими и полимерными наполнителями и более сложные композиции на их основе.
2.2 Технологические свойства полимеров перерабатываемых методом экструзии
Это свойствa полимера определяет основные технологические параметры экструзии, а также вид получаемого изделия. Решающее значение при оценке технологичности имеет вязкость и величина высокоэластической составляющей деформации расплава. Из маловязких расплавов невозможно получить сплошную экструзионную заготовку в виде пленки, трубы, профиля. Для экструзии применяются материалы и режимы переработки, при которых ПТР меняется в пределах 0,3-12 г/10 мин. Если же используются литьевые марки полимера, то из них можно получить экструзией лишь отдельные типы изделий, так как ПТР у них находится в пределах 0,8-20 г/10 мин.При слишком высокой вязкости расплава получать изделия методом экструзии трудно из-за большого сопротивления течению расплава, возникновения неустойчивого режима движения потока. Все это приводит к образованию дефектов изделий. Повышение температуры переработки может привести к термодеструкции расплава, а увеличение давления, мощности привода при более низких температурах — к механодеструкции, т. е. для экструзии расплавов должны применяться полимеры с довольно узким интервалом колебания вязкости. Выходящий из головки экструдат должен обладать формо-устойчивостью. Требования к формоустойчивости зависят от последующих технологических операций: деформации расплава в свободном состоянии либо в калибрующем приспособлении. В свою очередь формоустойчивость зависит от температуры и молекулярной массы полимера. Поэтому для получения различных видов изделий рекомендуется перерабатывать расплав с различным ПТР.
Так, трубы, кабельные покрытия производят из расплава полимера с ПТР от 0,3 до 1 г/10 мин. Это связано с выбором полимера большой молекулярной массы. Последняя определяет эксплуатационные свойства изделий — повышенные физико-механические характеристики. Пленки, листы изготавливают экструзией расплава с ПТР в пределах 1-4 г/10 мин. Дискретные изделия, производимые экструзией расплава с последующим раздувом в форме, получают из расплава с ПТР = I,5V7,0 г/10 мин. Ламинирование с помощью экструзии происходит при ПТР расплава в пределах 7-12 г/10 мин.
В таблице 1 представлен ряд полимеров, перерабатываемых в различные виды изделий методом экструзии. Наибольшая трудность возникает при экструзии расплава через кольцевую, трубчатую формующую часть головки. В этом случае полимерная расплавленная заготовка должна иметь наибольшую формоустойчивость. Поэтому марочный состав полимеров для такого типа изделий ограничен.[7]
Таблица 1. Предпочтительные способы экструзии различных полимеров[7]
|
Полимер |
Экструзия расплава через профильную щель (плоскую, цилиндрическую, монолитную) |
|
|
Полиэтилен |
++ |
++ |
|
Полипропилен |
++ |
++ |
|
Ацетилцеллюлоза |
++ |
+ |
|
Поливинилхлорид: пластифицированный непластифицированный |
++ + |
++ + |
|
Полистирол |
+ |
++ |
|
Полиэтилентерефталат |
+ |
++ |
|
Поликарбонат |
+ |
++ |
|
Полиамид |
++ |
++ |
|
Поливинилфторид |
+ |
++ |
|
Поливинилиденхлорид |
++ |
++ |
* Успешно применяемый способ (++); осваиваемый, возможный способ (+).[7]
Фракции полимера с большой молекулярной массой труднее плавятся, что приводит к образованию мест оптической неоднородности и ухудшению свойств изделий.
2.3 Ассортимент изделий , области применения
Все изделия, получаемые на основе термопластов методом экструзии, могут иметь в принципе неограниченную длину. Поперечник изделий ограничивается главным образом диаметром шнека экструдера. Чем больше D, тем шире, толще могут получаться изделия. Наиболее распространенными изделиями, получаемыми методом экструзии, являются пленки, листы, трубы, профили различного сечения и конфигурации, сетки.[7]
Изготовление труб
Благодаря химической стойкости ко многим агрессивным средам, полиамиды успешно применяют для изготовления экструзией тонкостенных трубопроводов для транспортировки жидких продуктов под низким давлением или усиленных гибких шлангов гидравлических линий высокого давления.
В качестве весьма специфического примера можно привести использование полиамидов для изготовления воздушных линий подачи типографской краски в прессах для печатания газет. В данном случае полиамиды успешно заменили медь. Полиамидные трубы выдерживают давление порядка 40-180 кгс/см2. Трубопроводы из полиамидов применяют в качестве питающих линий пневматических и гидравлических переносных устройств и зажимных приспособлений. Полиамидные трубопроводы могут легко окрашиваться в любой цвет, что весьма удобно, а их эластичность устраняет необходимость в использовании различных поддерживающих и зажимных устройств. При изготовлении трубопроводов необходимо в соответствии с конкретными условиями эксплуатации правильно выбрать тип полиамида. Например, ПА 66 и 6 обладают высокой прочностью и меньшей эластичностью — их лучше использовать в трубопроводах высокого давления, а ПА 11 и 12 — менее прочны, но более эластичны и обладают большей химической стойкостью.
В автомобильной промышленности полиамиды (в основном ПА 11 и 12) нашли широкое применение для изготовления бензиновых шлангов, кабельной изоляции, сливных труб маслоотстойников, а также вакуумных линий, идущих от распределителя к карбюратору.
Полиамидные трубопроводы нашли применение в пищевой промышленности для транспортировки сиропов и различных напитков и в химической промышленности для транспортировки щелочей. Следует учитывать, что соли цинка оказывают вредное влияние на ПА 66.
Для перемещения и нагнетания жидкостей под высоким давлением, например в установках кондиционирования, лучше использовать гибкие шланги из усиленного полиамида. Одна из предложенных конструкций таких шлангов состоит из полиамидной сердцевины, усиленной оплеткой из полиамидных волокон, и внешнего слоя, изготовленного из стойкого к абразивному износу полиуретана. Полиамидная оплетка химически взаимодействует с полиамидной сердцевиной, а наружная оболочка — с оплеткой. Шланги такого типа применяют вместо обычных резиновых шлангов благодаря таким преимуществам полиамидов, как небольшая плотность и низкая стоимость. Еще одним преимуществом является меньшая скорость диффузии охлаждающих органических агентов, составляющая всего 1/10 от скорости диффузии через резиновые шланги с той же пропускной способностью. При использовании усиленных полиамидных шлангов могут создаваться эффективные системы охлаждения, включающие менее громоздкие, чем в других случаях, конденсаторы, компрессоры и остальные устройства.
Изготовление упаковочных материалов
Из полиамидов получают разнообразные упаковки. Благодаря белому цвету, сочетанию высокой прочности и эластичности, полиамиды применяют для изготовления жестких и полужестких упаковочных контейнеров. Жесткие контейнеры и бочки для транспортировки органических веществ часто футеруют однослойными листовыми или пленочными материалами, полученными из ПА 6 или 66. Медицинские инструменты герметично упаковывают в полиамидную пленку, а затем в таком виде стерилизуют.
Теплостойкую рукавную пленку используют для упаковки продуктов питания, которые можно разогревать вместе с упаковкой, при этом сохраняются все вкусовые качества свежего продукта.
Полиамиды 6, 610, 11 и 12 применяются для вакуумной упаковки мяса и рыбы. При этом пленка плотно облегает упакованный продукт и затем заваривается для предотвращения порчи продуктов. Стерилизованные медикаменты одноразового пользования также упаковывают аналогичным образом в полиамидную пленку. Тонкослойными пленками из ПА 11 и 12 покрывают копченые колбасные изделия.
Пленка из ПА 6, дублированная с полиэтиленом, получила широкое применение для изготовления вакуумной эластичной упаковки скоропортящихся продуктов питания. Такая упаковка обладает высокой механической прочностью. Кроме того, она не пропускает кислород и какие-либо запахи, устойчива к воздействию жиров и масел. Слой полиэтилена повышает стойкость упаковки к действию влаги и прочность сварного шва. Свойства дублированной пленки в основном сохраняются как при низких, так и при высоких температурах.
Широкое использование полиамидные пленки, дублированные полиэтиленом, получили для изготовления мешков для упаковки мясных туш, поступающих на холодильные установки, а также хранение молотого кофе, различных замазок и мастик.
Изготовление деталей с повышенной химической стойкостью
Полиамиды очень часто применяют для изготовления деталей, подвергающихся воздействию химических реагентов. В качестве примера можно привести поплавки карбюраторов, клапаны аэрозольных упаковок, уплотнения насосов и различные фотопринадлежности. Кроме того, в настоящее время на ряде предприятий из полиамидов получают различные детали трубопроводов и фиттинги, например тройники, коленчатые трубы и муфты, ранее изготовлявшиеся из металлов [10].
3 Экструзия пленок
Экструзионное формование пленок из полиамидов может осуществляться как рукавным (экструзия с последующей раздувкой), так и плоскощелевым методами. Для получения рукавной пленки применяют высоковязкие полиамиды (их вязкость должна быть примерно в 10-12 раз больше вязкости полиамидов, используемых для нанесения кабельной изоляции).
Температура в оформляющей головке должна быть на 5°С выше температуры плавления полиамида.
Обычно производство рукавной пленки включает наполнение экструдируемого рукава сжатым воздухом, поступающим через центральное отверстие в торпеде, и равномерное охлаждение заполненного воздухом рукава с его внешней стороны. Размеры пленки — ее толщина и ширина — регулируют давлением воздуха с внутренней стороны рукава и скоростью намотки на приемном устройстве. После охлаждения раздутого рукава полученная пленка складывается в плоское двойное полотно, протягивается между вытяжными валками и наматывается на бобины.
Получение пленки плоскощелевым способом осуществляется путем выдавливания расплава через широкую щель формующей головки с последующим охлаждением экструдата на поверхности вращающегося барабана или водяной ванне. Для получения тонкой пленки используют полиамиды со средней вязкостью. Температуру оформляющей головки поддерживают на 15-20°С выше температуры плавления перерабатываемого полиамида. Из-за более резкого охлаждения степень кристалличности пленки, полученной плоскощелевым способом, обычно ниже степени кристалличности рукавной пленки, изготовленной из того же полимера.
Преимущества рукавного метода производства пленок состоят в универсальности и простоте регулирования как размеров, так и свойств, в минимуме отходов, возможности выпуска пленок с термоусадочными свойствами [10].
3.1 Технологическая схема производства
Экструзия — технология получения изделий путём продавливания расплава материала через формующее отверстие. Обычно используется в производстве полимерных, ферритовых изделий , а также в пищевой промышленности, путем продавливания расплава материала через формующее отверстие экструдера.
Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании материала, обладающего высокой вязкостью в жидком состоянии, через формующий инструмен, с целью получения изделия с поперечным сечением необходимой формы. В промышленности , с помощью переработки полимеров методом экструзии изготавливают различные погонажные изделия, такие ,как трубы, листы, пленки, оболочки кабелей, элементы оптических систем светильников — рассеиватели , и т. д. Основным технологическим оборудованием для переработки полимеров в изделия методом экструзии являются одночервячные, многочервячные, поршневые и дисковые
Экструдер — машина для формования пластичных материалов, путем придания им формы, при помощи продавливания через профилирующий инструмент.
Данная курсовая работа подразумевает более детальное рассмотрения метода экструзии для получения пленок, поэтому рассмотрим схему агрегата ,для получения рукавной пленки, представленного на рисунке 7.[11]
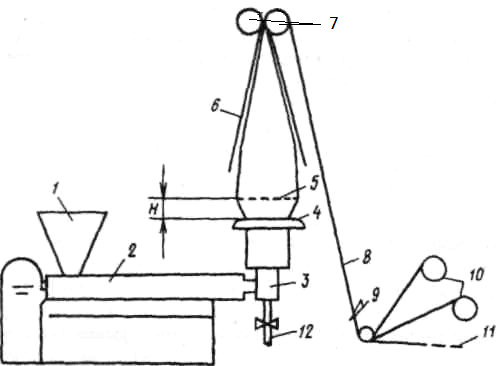
Рисунок 7 — Схема агрегата для получения рукавной пленки:
- бункер;
- экструдер;
- кольцевая угловая головка;
- полое кольцо для воздушного охлаждения рукава пленки;
- линия кристаллизации высотой Н;
- складывающие щеки;
- прижимные тянущие валки;
- пленка;
- ножи для обрезания кромок;
- кромки, отрезанные от пленки;
- патрубок подачи сжатого воздуха для раздува рукава.
Под действием силы тяжести гранулы продвигаются вниз и заполняют межвитковое пространство шнека в зоне I. Вращающийся шнек продвигает полимер вдоль цилиндра во II, III зоны и в формующую кольцевую угловую головку. В головке расплав рассекается дорном и, выходя, имеет форму рукава. Для придания экструдату формоустойчивости он охлаждается снаружи воздухом, поступающим из щели полого кольца 4. Момент затвердевания расплава (а для кристаллизующегося полимера — кристаллизации) фиксируется появлением характерной границы помутнения рукава, так называемой линии кристаллизации 5. До этой линии экструдат-рукав растягивается по длине тянущими валками 7 и раздувается воздухом, находящимся внутри рукава по диаметру. Для начала раздувания рукава в дорне головки имеется специальный канал для воздуха 12, который соединен с воздуходувкой. Внутрь рукава воздух подается периодически по мере его диффузии через пленку и утечки через неплотности слоев пленки между тянущими валками. Вытянутая в двух либо в одном направлении, пленка после линии кристаллизации продолжает охлаждаться воздухом окружающей среды, а затем постепенно складываться расходящимися под некоторым углом складывающими щеками 6, выравнивающими длину пути различных участков по периметру рукава и предотвращающими появление поперечных складок. Движение пленки и ее вытяжка осуществляются обрезиненной, плотно прижатой к пленке парой валков 7. Далее рукав в сложенном виде может либо разрезаться по бокам ножами 9 и наматываться в две бобины 10 одинарным слоем, либо не разрезаться и наматываться двойным слоем на одну бобину. Отрезанные две кромки 11 поступают на переработку в гранулятор и вновь добавляются в первичный полимерный материал.
На рисунке 7 представлен один из вариантов получения рукавной пленки с отводом рукава вверх. Однако наряду с этой схемой существуют и другие: отвод рукава горизонтально и вниз (на воздухе или в воде).
Все названные варианты имеют свои преимущества и недостатки.
Отвод рукава вверх экономит производственные площади; рукав равномерно охлаждается по всему периметру и высоте; пленки могут получаться большой толщины, так как рукав принимается (удерживается) тянущими валками. Поворот потока расплава на 90° в головке несколько удорожает стоимость изготовления оснастки [8]
Отвод рукава в горизонтальном направлении значительно удешевляет стоимость формующей головки, потоки расплава более равномерно выходят из формующей части по всему периметру. Поскольку тепловые потоки движутся снизу вверх, то при остывании экструдата и его деформировании верхняя часть будет иметь более высокую температуру, что и приведет к большей вытяжке и раздуву этой части пленки. Рукав будет иметь большую разнотолщинность.
При получении толстых пленок рукав прогибается под действием силы тяжести, что приводит либо к его обрыву, либо к большой разнотолщинности.
При отводе рукава вниз можно использовать ту же угловую головку, что и при схеме отвода вверх. При получении толстых пленок наблюдаются значительная самопроизвольная вытяжка экструдата или даже обрыв его под действием силы тяжести пленочного рукава. Поэтому данный способ применим к получению тонких пленок. При приеме рукава в воду резко уменьшается время его охлаждения, процесс интенсифицируется. Кроме того, при очень быстром охлаждении расплава происходит большая аморфизация кристаллизующихся полимеров. Применение охлаждающей циркуляционной воды и соответствующего оборудования удорожает установку.
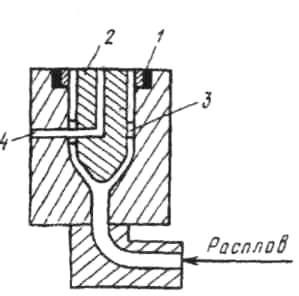
Рисунок 8 — Схема угловой кольцевой головки:
- регулируемые губки головки;
- дорн;
- дорнодержатель;
- канал для подачи воздуха на раздув рукава [8]
3.2 Основное оборудование
При производстве пленок применяются экструзионные установки с длинными шнеками для устранения пульсации расплава; экструдеры — с L/D = 20ч-25 и с D от 20 до 90 мм (иногда до 120 мм).
Пленки получаются после вытяжки и раздува толщиной от 10 до 300 мкм с колебанием толщины ±10 %.
Основным требованием к экструзионным головкам является постоянство сопротивления текущему расплаву в каналах формующего инструмента и, как следствие этого, постоянство скорости выхода экструдата по всему периметру формующей щели.
Точность регулирования зазора формующей части головки определяет в дальнейшем величину разнотолщинности пленок. Схема угловой головки показана на рисунке 8.
Конструкция головки должна предусматривать полное выравнивание скорости течения расплава по периметру щели. Щелевой зазор регулируется при помощи микровинтов, воздействующих на положение губок 1.
По мере забивания сеток (металлических или металлокерамических) посторонними включениями их сопротивление возрастает, что служит сигналом для их смены. Сетки могут меняться либо с остановкой машины и демонтажем, либо без остановки. Во втором случае фильтрующие ленточные сетки должны непрерывно двигаться, входя чистыми в экструдер и выходя из него загрязненными. Современные установки оснащены аппаратурой, обеспечивающей:
- контроль и автоматическое регулирование температур по зонам;
- контроль давления расплава до и после сеток;
- контроль толщины экструдата, формующего зазора, толщины пленки;
- бесступенчатое регулирование частоты вращения шнека;
- контроль за потребляемой мощностью экструдера;
- бесступенчатое, плавное изменение скорости приемно-тянущих валков;
- автоматическую подкачку воздуха внутрь рукава для постоянства его раздува.
Желательно иметь установку для обеспечения циркуляции воздуха, сам воздух должен быть осушен и охлажден.
Для точного регулирования щелевого кольцевого зазора применяют микровинты, управляемые автоматизированными системами контроля толщины пленки. Для интенсификации процесса охлаждения пленки выше линии кристаллизации применяют дополнительные обдувочные кольца или ряд вентиляторов с индивидуально регулируемыми частотами вращения вала двигателя, а также складывающие пленку щеки с полостями для циркуляции охлаждающей воды.
Для получения пленок с постоянным диаметром рукава с целью интенсификации процесса производства используют охлаждаемые водой металлические насадки. При контакте горячей пленки с холодной поверхностью насадки пленка быстро охлаждается, после чего она сразу складывается и наматывается.
Для разрезания рукава в продольном направлении при получении широкого однослойного полотна применяют нож, разрезающий рукав только с одной стороны (бескромочный способ).
Специальное устройство разворачивает рукав и сматывает его в один рулон. В этом случае плоская пленка имеет двойную ширину.
Для уменьшения разнотолщинности экструдата и/или дополнительной ориентации макромолекул на стадии получения экструдата применяют головку с вращающимся дорном, что создает потоки полимерного расплава на внутренней стороне рукава, имеющего благодаря этому ориентацию молекул в радиальном направлении (по спирали с учетом скорости выхода рукава из щели) [5].
3.3 Режимы экструзии рукавных пленок
В таблице 2 представлены температурные режимы экструзии рукавной заготовки из ПО. Из таблицы видно, что температура зоны I выше температуры плавления, хотя полимер здесь не должен плавиться. Причина этого заключается в том, что температурные диапазоны, приведенные в таблице 2, соответствуют показаниям термопар, расположенных в теле цилиндра близко к нагревательным элементам. Поэтому они не отражают истинной температуры полимера в этой зоне. Для машин с диаметром шнека более 60 мм предусмотрено охлаждение последнего водой, и, следовательно, температура гранул, примыкающих к его поверхности, ниже.
Таблица 2. Температурные режимы экструзии пленок[5].
|
Тип полимера |
Температура по зонам, 0С |
Температура плавления полимера, 0С |
||||
|
цилиндр |
головка |
|||||
|
I |
II |
III |
IV |
V |
||
|
ПЭНП |
120 -130 |
130 -135 |
140 -150 |
140 -150 |
140 -150 |
105 -108 |
|
ПЭВП |
130 -140 |
150 -180 |
200 -225 |
230 -235 |
230 -235 |
125 -130 |
|
ПП |
180 -190 |
190 -220 |
230 -240 |
240 -250 |
245 -255 |
165 -170 |
Температурные режимы, приведенные в таблице 2, зависят также от конструкции машин, типа нагревательной системы, месторасположения термодатчиков и т. п. и могут колебаться в широких пределах. Большое значение имеют величины давления расплава до сеток и после них (в головке).
При переработке ПЭНП давление до сеток может быть в пределах 15-25 МПа, после сеток 10-15 МПа; для ПЭВП — соответственно 18-28 и 13-18; для ПП — 20-30 и 15-20.Частота вращения шнека зависит от его геометрии, от L/D, от D, размеров пленки и т. д. [5].
3.4 Раздув , вытяжка и охлаждение заготовки-рукава
Выходящая под небольшим давлением с определенной скоростью Vэ экструзионная трубчатая заготовка подвергается охлаждению воздухом через кольцо 4 (см. рис. 8) и в большинстве случаев вытягивается по длине тянущими валками и раздувается по ширине воздухом, подаваемым внутрь рукава. Поэтому рукав должен обладать максимальной деформационной способностью, которая достигается за счет применения расплава с меньшим ПТР.
Процесс деформирования рукава происходит в интервале между головкой и линией затвердевания, а охлаждение продолжается вплоть до сжатия пленки тянущими валками. Таким образом, до линии кристаллизации происходит: 1) разбухание (увеличение толщины) экструдата относительно размера кольцевого зазора головки; 2) растяжение и/или раздув трубчатой заготовки; 3) охлаждение расплава; 4) кристаллизация (для кристаллизующихся полимеров).
Вытяжка и раздув рукава приводят к утонению заготовки и к ориентации цепей макромолекул в пленке (упрочнению).
Количественно вытяжка может быть оценена степенью вытяжки ɛв:
ɛв = Vпл/Vэ ,
Где скорость движения пленки после тянущих валков, равная линейной скорости вращения тянущих валков; Vэ — скорость
выхода экструдата из головки.
Соответственно, степень раздува р определяется как
ɛр = Dp/dэ ,
где Dp — диаметр раздутого рукава; dэ — диаметр рукава, выходящего из кольцевого зазора головки.
Толщина пленки ![]() может быть рассчитана по формуле:
может быть рассчитана по формуле:
δпл = δэ/(ɛрɛв) ,
Общая величина деформации экструзионной рукавной заготовки оценивается как
ɛобщ = δэ/δпл = ɛрɛв .
Предварительно рассчитав производительность экструдера Q можно подсчитать скорость Vэ:
э = Q/(ρdэδщ),
Охлаждение и кристаллизация полимерного рукава необходимы для регулирования скорости ориентации и кристаллизации до линии кристаллизации, а выше ее — для охлаждения твердой пленки до температур, при которых полотно не будет повреждаться и слипаться, проходя между складывающими щеками и далее в зазор между тянущими валками. Время охлаждения пленки лимитирует скорость ее отбора, т. е. производительность экструдера. Для увеличения интенсивности охлаждения при тех же габаритах установки и здания можно применять дополнительные вентиляторы, воздуходувки, охлажденный воздух ит.п.
Охлаждение рукава — обычный процесс передачи тепла от горячей поверхности к окружающей среде. Для расчета времени охлаждения используются обычные формулы, по которым можно определить высоту линии кристаллизации и уровень расположения тянущих валков. Последнее особенно важно, так как пленка, например из ПЭНП, не может иметь температуру выше 50-60 °С к моменту ее попадания в зазор между тянущими валками. С учетом силы сжатия рукава при более высоких температурах будет происходить слипание рукава.
Большая часть вытяжки в продольном направлении реализуется ближе к формующей части головки, а раздува — ближе к линии кристаллизации.
Изменяя скорость вытяжки, температуру и интенсивность охлаждения рукава, форму рукава, а следовательно и свойства пленки, можно получить следующие формы рукава (рисунке 9).
Форма а соответствует высокому расположению линии кристаллизации, что приводит к недостаточному охлаждению деформируемого рукава. Пленка вначале растягивается в длину, а затем в ширину. Это сопровождается частичной переориентацией макромолекул в перпендикулярном направлении.
Форма б соответствует нормальной величине Я при хорошей интенсивности охлаждения. Продольная и поперечная ориентации при вытяжке и раздуве осуществляются почти одновременно. Пленка получается равнопрочной и равнотолщинной.
Форма в соответствует резкому интенсивному охлаждению рукава, высота линии Я мала. Пленка имеет меньшую кристалличность; процесс малоустойчив, велика вероятность «осадки» рукава на поверхность головки.
Форма г соответствует неравномерному обдуву пленки охлаждающим воздухом по периметру. Пленка разнотолщинна, рукав несимметричен.
Для большинства пленок, отвечающих общим требованиям к свойствам, в зависимости от их толщины значение Н колеблется в пределах 0,3-2 м.
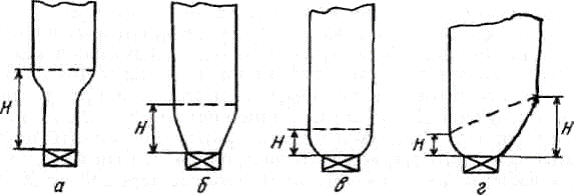
Рисунок 9 — Некоторые типичные формы рукавов пленки (а-г) пояснены в тексте: Н — высота линии кристаллизации [6].
Чем толще пленка (и соответственно, экструзионная заготовка), тем больше Н, и наоборот.
1.3.5 Влияние параметров переработки на свойства рукавных пленок
Как было сказано ранее, для экструзии полимерной пленки применяют материалы с весьма ограниченным диапазоном ПТР, ММР и т. п. Основные технологические параметры также меняются в узких пределах, чтобы обеспечить формоустойчивость рукава. При варьировании H, ɛВ и ɛр происходят самые значительные изменения механических и других свойств готовых пленок.
На рисунках 10 — 12 показано влияние Тэ и N на некоторые характеристики пленки при условии постоянства других технологических параметров процесса. Увеличение глянца и уменьшение коэффициента трения пленок с ростом Тэ позволяют говорить о том, что при этом уменьшается эластическая турбулентность расплава, полнее проходят релаксационные процессы. При увеличении Тэ уменьшаются макродефекты (продольные полосы, локальные утолщения, дефекты типа «рыбий глаз», «гелики» и т. д.), изменяется надмолекулярная структура, определяемая температурой и временем кристаллизации. Повышение Тэ, а также увеличение ПТР ведет к улучшению оптических свойств пленок. Поэтому для получения одновременно гладких и блестящих пленок рекомендуется повышать Тэ или снижать значение N (рисунок 12).
Для этих целей лучше применять полимер с минимально допустимой молекулярной массой.
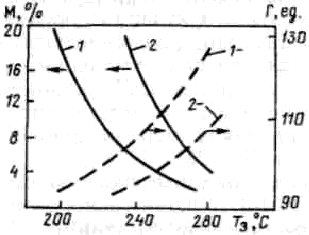
Рисунок 10 — Зависимость мутности (М), глянцевитости коэффициента трения (Г) рукавной ПП-пленки от средней температуры Тэ головки:
, -быстрое;
, -медленное охлаждение рукава [7].
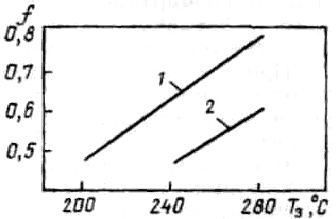
Рисунок 11 — Зависимость коэффициента трения, ПП-пленки от Тэ экструзии (в головке): 1 — быстрое, 2 — медленное охлаждение рукава [7].
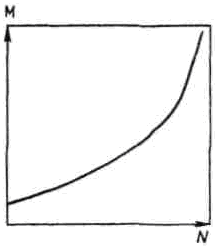
Рисунок 12 — Зависимость мутности М от числа Н оборотов шнека N при экструзии рукавной пленки из ПЭНП [7].
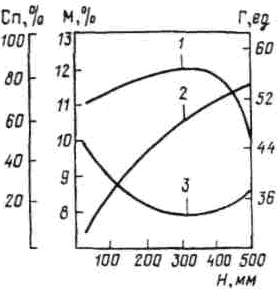
Рисунок 13 — Влияние высоты линии кристаллизации на глянец Г (1), мутность (2) и светоиспускание Сп (3) рукавных пленок из ПЭНП. [7].
Изменение режимов охлаждения пленки существенно влияет на ее оптические свойства и отражается на такой комплексной характеристике, как высота линии кристаллизации Н (рисунок 13).
Чем выше Н, тем дольше расплав охлаждается. С учетом того, что в это же время происходит одно- или двухосная вытяжка пленки, структура изделия претерпевает значительные изменения.
Так, с увеличением Н (см. рисунок 13) за счет либо уменьшения интенсивности обдува заготовки, либо увеличения частоты вращения шнека![]() растет мутность пленки из ПЭНП. Это связано с тем, что возрастает время кристаллизации полимера, происходит формирование более крупных надмолекулярных образований, т. е. возрастает структурная неоднородность пленок. Начиная с
растет мутность пленки из ПЭНП. Это связано с тем, что возрастает время кристаллизации полимера, происходит формирование более крупных надмолекулярных образований, т. е. возрастает структурная неоднородность пленок. Начиная с![]() мм и выше глянец пленки также уменьшается. При условии постоянства
мм и выше глянец пленки также уменьшается. При условии постоянства![]() с увеличением Н прочность практически не меняется, но несколько возрастает модуль упругости, что свидетельствует о небольшом росте степени кристалличности. Наиболее существенное влияние на прочностные свойства пленок оказывают величины
с увеличением Н прочность практически не меняется, но несколько возрастает модуль упругости, что свидетельствует о небольшом росте степени кристалличности. Наиболее существенное влияние на прочностные свойства пленок оказывают величины ![]() (рисунок 14).
(рисунок 14).
Действительно, с увеличением, например, благодаря возрастанию ориентации макромолекул существенно возрастает прочность . При одновременном возрастании прочность пленок увеличивается в обоих направлениях. С возрастанием разрывное удлинение образцов несколько уменьшается. Возрастание ![]() при раздуве или вытяжке у пленок относительно невелико, так как в расплавленном состоянии доля высокоэластической деформации мала из-за интенсивных процессов релаксации ориентированных макромолекул.
при раздуве или вытяжке у пленок относительно невелико, так как в расплавленном состоянии доля высокоэластической деформации мала из-за интенсивных процессов релаксации ориентированных макромолекул.
Существенной характеристикой качества пленки является ее разнотолщинность. Универсальной зависимости влияния тех или иных параметров технологии на разнотолщинность нет, так как значительное влияние оказывают равномерность охлаждения, тип машин, качество выполнения щелевой кольцевой головки, точность регулирования зазора щели, гомогенность расплава и т. д. Однако опыт подсказывает некоторые общие закономерности.
На рисунке 15 показано, как меняется разнотолщинность А полиэтиленовых пленок в зависимости от ширины зазора в головке
![]() и степени раздува рукава ɛр. Из этого рисунка следует: 1) при очень малом или слишком большом зазоре
и степени раздува рукава ɛр. Из этого рисунка следует: 1) при очень малом или слишком большом зазоре ![]() значение Д больше, чем при оптимальном
значение Д больше, чем при оптимальном![]() ; 2) с увеличением вытяжки пленок Д возрастает. Последнее связано с тем, что чем больше ɛр , ɛв расплава, тем в большей степени сказываются разнотолщинность экструдируемого рукава, его температурная неоднородность: участки с меньшей толщиной или большей температурой утончаются в большей степени, чем соседние — толстые или менее нагретые.
; 2) с увеличением вытяжки пленок Д возрастает. Последнее связано с тем, что чем больше ɛр , ɛв расплава, тем в большей степени сказываются разнотолщинность экструдируемого рукава, его температурная неоднородность: участки с меньшей толщиной или большей температурой утончаются в большей степени, чем соседние — толстые или менее нагретые.
Большое влияние на геометрическую стабильность при повышенных температурах оказывает ориентация пленок. Чем выше ориентация (и прочность), тем больше усадка пленок. Это свойство может быть полезным для специально получаемых усадочных пленок, применяемых для упаковки различных предметов [7].
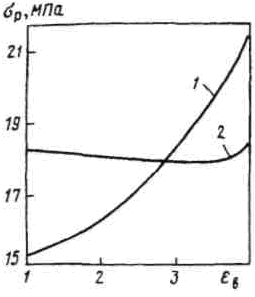
Рисунок 14 — Зависимость разрывной прочности ![]() от степени вытяжки
от степени вытяжки ![]() рукавной пленки из ПЭНП: 1 — в продольном, 2 — в поперечном направлении вытяжки [7].
рукавной пленки из ПЭНП: 1 — в продольном, 2 — в поперечном направлении вытяжки [7].

Рисунок 15 — Зависимость колебания средней Δ разнотолщинности пленки из ПЭНП от, толщины формующей щели ![]() (1, 2) и степени раздува рукава (, ) :
(1, 2) и степени раздува рукава (, ) :
, — в поперечном, 2, — в продольном направлении вытяжки [7].
3.6 Виды брака при производстве рукавной пленки
Как следует из предыдущего раздела, при изменении технологических параметров процесса свойства пленок могут даже выходить за рамки, оговоренные в технических условиях.
Причинами понижен ной прочности пленок могут служить:
- недостаточно высокие значения ер;
- перегрев расплава полимера, приводящий к термодеструкции;
- некондиционное сырье (повышенная влажность, остатки летучих).
Повышенная разнотолшинность пленок может быть обусловлена:
неравномерностью зазора по периметру и как следствие этого — исходной разнотолщинностью рукавной заготовки; в этом случае говорят о продольной разнотолщинности;
- повышенным уровнем пульсации расплава (поперечная разнотолщинность) и/или колебаниями скорости вращения тянущих валков;
- при очень больших ер и ев (как следует из рисунка 15) пленка может быть разнотолщинной в разной степени в зависимости от гомогенности расплава и его исходной разнотолщинности;
- нестабильностью геометрического положения раздуваемого рукава, его подвижностью относительно оси симметрии (помимо разнотолщинности образуются складки при намотке).
Оптические дефекты типа «гелики», «рыбий глаз» возникают по нескольким причинам:
- попадание непроплавленных порций полимера в головку;
- слишком большое количество фракций полимера с высокой молекулярной массой;
- появление искажения пленки ввиде “дымчатости” , по причине значительного эластического разбухания расплава;
- плохая гомогенизация расплава во II и III зонах экструдера и на сетках;
- «сшивание» макромолекул при повышенных температурах расплава;
- излишнее содержание вторичного полимера;
- действие УФ-облучения при хранении гранул.
Грубые дефекты в виде пузырей или сплошных отверстий возникают в пленках из-за большого содержания влаги в исходном сырье и других летучих компонентов.
Наиболее частым видом брака является образование искривленных складок рукава в поперечном направлении. Пленка, вступая в контакт с поверхностью складывающихся щек, должна иметь минимальное трение по их поверхности, и угол их расхождения должен быть таким, чтобы длины пути по боковым и центральным линиям были равны. Если трение велико и велика разность между длинами этих путей, то по мере складывания рукава на поверхности будут образовываться складки. Пленка не будет гладкой. Для предотвращения этого дефекта рекомендуется обеспечивать по возможности минимальный угол расхождения щек. Однако уменьшение угла неизбежно вызовет увеличение эффективной длины контакта поверхности щек с пленкой. С увеличением эффективной длины щек растет поверхность соприкосновения их с пленкой, увеличивается сила трения, и посредине рукава также образуются складки. Для устранения этого необходимо либо уменьшить длину щек, либо применить специальную распорно-разглаживающую вилку, находящуюся внутри рукава на уровне складывания пленки.
полимер
1.3 Соэкструзия
Технологический процесс получения ПМ методом соэкструзии состоит из следующих стадий:
- получение расплавов полимеров;
- формование многослойного полотна при плоскощелевом способе или многослойной трубчатой заготовки при рукавном способе;
охлаждение плоского ПМ на валках с помощью охлаждающих устройств
(обдувочных колец и т. п.) .
Соэкструзия- совмещение слоёв, в зависимости от конфигурации головки, может происходить как в формующем канале головки, так и на выходе из него
( при наличии двух каналов).
В последнем случае формирование адгезионной связи осуществляется до охлаждения системы, то есть до момента кристаллизации полимеров.
При соэкструзии плоских плёнок расплавы двух полимеров из отдельных экструдеров поступают в коллекторный канал, который является общим, либо разделяется на две половинки таким образом, что слияние двух потоков происходит у самого выхода из головки. В случае общего канала потоки расплава не смешиваются из-за ламинарного характера течения и совмещение плёнок происходит по выходе из головки, благодаря давлению валков.
Важнейшей проблемой в производстве ПМ способом соэкструзии является конструкция головок. При их выборе необходимо учитывать:
значительное различие в реологических свойствах перерабатываемых полимеров, от почти ньютоновского течения(ПА) до неньютоновского течения
( сополимеры акрилонитрила);
- необходимость тщательного контроля толщины каждого слоя, во избежание разнотолщинности и по экономическим соображениям;
- повышенную предрасположенность адгезивов и некоторых полимеров к деструкции при высоких температурах ( ПВДХ, ПВХ, сополимер акрилонитрила и другие).
Обязательным требованием к головке любого типаявляется отсутствие застойных зон и обеспечение плавного течения материала. В производстве плёнок используют головки с высоким сопротивлением, в которых давление достигает 20-30 Мпа. Необходимым условием изготовления рукавных плёнок является формоустойчивость расплава. выходящего из головки; поэтому температура его ниже, чем при формовании плёнки плоскощелевым способом. При получении соэкструзией плоских многослойных плёнок применяются два конструктивных решения. В первом случае распределительное устройство (адаптер) представляет собой тетраэдр, вдоль одной из плоскостей которого вводят потоки расплавов полимеров, которые направляются по щелевым пазам внутри тетраэдра и сходятся у его противоположного ребра, перпендикулярного первому. Вдоль этого ребра расположена выходная щель, из которой выходит многослойная плёнка.
Во втором случае многослойный материал получают в форме чулка. Подача расплава осуществляется сквозь отверстия , расположенные по окружности. Потоки расплавов поступают в зазор между коаксиальными цилиндрами, один из которых непрерывно вращается относительно другого. Благодаря такому вращению потоки расплавов размываются в коаксиальные слои и на противоположном конце выходят из зазора в виде рукава, который может быть раздут или каландрован. Производительность процесса соэкструзии рукавной плёнки составляет 0,6-0,83 м/с , а плоской выше 1,7 м/с. Соотношение слоёв в многослойной плёнке, получаемой соэкструзией, устанавливают опытным путём. При этом для каждого из полимеров строят калибровочные кривые- зависимость массовой производительности от частоты вращения червяка при выбранной оптимальной температуре [9].
4 Многослойная экструзия
Сущность данного метода заключается в том, что расплав термопласта выходя сквозь плоскощелевую головку экструдера попадает на полимерную плёнку, которая подаётся к экструдеру и перемещается при помощи валкового устройства. Совмещенные расплав полимера и плёнка проходят через уплотняющие валки, для обеспечения лучшей адгезии. Сформированный таким образом пленочный материал подвергается дальнейшей ориентации, для улучшения прочностных свойств и подаётся на аппарат для обрезания кромок. После этого МППМ поступает на намоточное устройство, где и приобретает транспортабельный вид [9].
Заключение
Одним из методов изготовления ПМ из термопластов является экструзия — способ формования длинномерных деталей, с постоянным поперечным сечением, путём непрерывного выдавливания расплава полимера сквозь формообразующее отверстие головки и последующим охлаждением.
В промышленности методом экструзии перерабатывается около 40% термопластичных материалов.
Основной проблемой при изготовлении ПМ данным методом является конструирование головок экструдеров. При прохождении сквозь них расплав полимера не должен оседать в застойных зонах, т.к. это приведет к его деструктированию.
Экструзия — наиболее экономически выгодный метод изготовления длинномерных изделий из термопластов, который применяется в различных областях промышленности и непрерывно развивается.
В промышленности методом экструзии перерабатывается около 40% термопластичных материалов. Многослойные плёнки изготавливают методами основанными на экструзии: соэкструзией и многослойной
Список использованных источников
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/ekstruziya/
1. А.Ф. Николаев. Синтетические полимеры и пластические массы на их основе. М.:Химия, 1966г.
- Изделия из пластмасс. Справочное руководство по выбору, применению и переработки. — М.: НПКП Радиопласт, 1992.
- Э.Фишер.
Экструзия пластических масс. М.:Химия, 1970г.
- Г.В. Сагалаев, В.М.Виноградов, Г.В.Комаров. Основы технологий изделий из пластмасс. Москва-1974г.
- В.К.Завгородний.
Оборудование для переработки пластмасс.М.: Машиностроение, 1976г.
- Сагалаев Г.В. , Абрамов В.В., Кулезнев В.Н., Власов С.В., Технология изделий из пластмасс. Справочник. — М.: Химия. 2000г.
- Катаева В.М.
Попова В.А., Сажина Б.И.,Пластические массы. Справочник.- М, Химия, 1975г.
- Энциклопедия полимеров. ред. коллегия: Кабанов В. А. и др. М.: «Советская энциклопедия» 1974г. т. 2.
- Химическая энциклопедия т.
3 — М.: Химия, 1977г.
- У. Е. Нельсон. Технология пластмасс на основе полиамидов. — Пер с англ/ под ред. А.Я.Малкина.-М.: Химия, 1979.-256 с., ил. Лондон,Бостнон, 1976.
11. <http://4108.ru/u/ekstruziya_tehnologicheskiy_protsess>