
1. САПР технологических процессов механической обработки
Система автоматизированного проектирования технологических процессов (САПР ТП) представляет комплекс средств автоматизации проектирования, взаимосвязанных с необходимыми подразделениями проектной организации или коллективом специалистов (пользователей системы), выполняющий автоматизированное проектирование.
Основной областью применения САПР ТП является механообрабатывающее производство различной степени автоматизации. Допускается применение системы для автоматизированной разработки ТП листоштамповки, сварки, сборки и других, а также использование инструментальных средств системы для решения различных прикладных задач (экономические, информационно-поисковые и т.п.).
Главным выходным продуктом САПР ТП является библиотека ТП, которая представляет собой не систематизированный набор файлов ТП. В перспективе будет разработан банк технологических процессов (БТП), т.е., принята ориентация на «безбумажную» технологическую документацию. БТП это совокупность информационных моделей индивидуальных (единичных), типовых и групповых ТП. Информационная модель ТП (ИМТП) это набор специальным образом организованных данных, в котором содержится вся информация о ТП, состав которой определяется соответствующими стандартами. Дополнительно в ИМТП хранится информация, предназначенная для использования самой САПР ТП, а также другими смежными автоматизированными системами технологической подготовки и управления производством.
В САПР ТП обеспечивается автоматическая подготовка текстовых технологических документов в соответствии со стандартами ЕСТД-2 и управляющих программ в формате систем ЧПУ.
САПР ТП обеспечивает повышение производительности труда технологов по разработке ТП и управляющих программ в 3…10 раз, в отдельных случаях до 50 раз.
Состав системы. САПР ТП представляет комплекс средств программного и информационного обеспечения. При разработке системы была принята ориентация на создание инструментальных средств (структурированный набор программных средств) для разработки конкретных САПР ТП. Эти инструментальные средства дают возможность разработки САПР ТП специалистами-предметниками (технологами), не имеющих глубоких знаний в области программирования. Такие возможности предоставляют специально разработанные язык технологических алгоритмов и язык описания данных.
Понятие производственного, технологического и трудового процесса
... по операциям технологического процесса; квалификации работ; видам работ - основные и вспомогательные. Организации трудовых процессов предшествует работа по изучению, обобщению и распространению ... перечисленных разновидностей технологического процесса производства оказывает большое влияние на его производственную структуру. Так, при синтетических процессах разветвленная система заготовительных цехов, ...
Инструментальные средства САПР ТП представляют собой развитую систему программирования, проблемно ориентированную на технологические САПР, в состав которой входят ряд подсистем:
- транслятор с языка технологических алгоритмов;
система подготовки баз данных:
- описание данных в диалоговом режиме;
- описание данных в пакетном режиме;
- транслятор таблиц баз данных;
- извлечение таблиц из баз данных;
- занесение таблиц в исходную базу данных;
- построитель базы знаний, предназначенный для создания и модификации базы знаний;
- редактор связей, предназначенный для установки связей (в виде адресов таблиц и столбцов) базы знаний с информационной моделью технологического процесса (ИМТП) и с базой данных;
- уравнитель ИМТП, дающий возможность при модификации ИМТП в сторону увеличения использовать ранее спроектированный ТП;
- подсистема оперативного просмотра результатов проектирования;
- подсистема проверки структуры ТП;
- подсистема графического отображения, предназначенная для графического контроля результатов проектирования;
- исполняющая система, служащая для реализации алгоритмов базы знаний;
- отладчик исполняющей системы (для отладки программ, написанных на языке технологических алгоритмов).
Не исключается возможность использования инструментальных средств в различных смежных прикладных задачах.
Базовый комплект системы состоит из информационного обеспечения базы данных (БД) и базы знаний (БЗ).
2. Автоматизация расчетов режимов резания
Для обработки каждой из поверхностей деталей в случае применения станков с ЧПУ необх рассчитать траектории движения иснтрументов.
Очевидно, что при этом необх обеспечить заданную точность обраб-мых поверхностей с минимальными затратами, учитывая технологические возможности станка и инструмента. Для токарной обработки в общем случае необходимо определить траекторию движения инструмента, его подачу и обороты шпинделя станка.
Затем на 2-м этапе определяются режимы обработки. Поиск производится с целью достижения минимума затрат на обработку поверхности.
Поиск оптимального режима резания:
Для расчета режимов резания предварительно должны быть известны траектории движения инструментов и характеристики качетва поверхности деталей. Поиск оптимальных режимов может осуществлятся при известных математических зависимостях между режимами обработки, действующими силами, качеством и надежностью деталей, и ограничениями в системе станка по прочности его элементов, мощности приводов и диапазонов допустимых подач и оборотов. В противном случае оптимизация по режимам обработки не выполнима и они выбираются на основании рекомендуемых опытных данных, применяя ИПС ЭВМ.
Для поиска оптимальных режимов обработки поверхности наиболее просто использовать методы линейного программирования. Это обусловлено тем, что действующие ограничения и целевая функция путем логарифмирования приводится к линейным зависимостям.
Разработка конструкции и технология изготовления приспособления ...
... Обоснование разработки работы Создание надежных агрегатов и устройств с высокими технико-экономическими показателями связано с неуклонным повышением требований к точности и качеству изготовления деталей. Поэтому необходимо развивать ...
Для расчета режимов резания предварительно должны быть известны траектории движения инструментов и характеристики качетва поверхности деталей. Поиск оптимальных режимов может осуществлятся при известных математических зависимостях между режимами обработки, действующими силами, качеством и надежностью деталей, и ограничениями в системе станка по прочности его элементов, мощности приводов и диапазонов допустимых подач и оборотов. В противном случае оптимизация по режимам обработки не выполнима и они выбираются на основании рекомендуемых опытных данных, применяя ИПС ЭВМ.
Для поиска оптимальных режимов обработки поверхности наиболее просто использовать методы линейного программирования. Это обусловлено тем, что действующие ограничения и целевая функция путем логарифмирования приводится к линейным зависимостям.
Известно, что оптимизация режимов резания позволяет использовать более производительные режимы по сравнению с нормативными. Применение оптимальных режимов резания позволяет на 5-7%, а в некоторых случаях и больше, повысить производительность труда. В условиях единичного и мелкосерийного производства, как раз характерного для приборостроения, работы по оптимизации режимов резания обычно не проводятся. Экономический эффект, полученный от оптимизации режимов резания при обработке малых партий деталей невелик и чаще всего не может компенсировать затраты на оптимизацию. Поэтому опытный рабочий обычно сам эмпирически подбирает режимы резания, позволяющие добиться максимальной производительности труда, при заданном качестве продукции. В тоже время оптимизация режимов резания, выполненная в САПР ТП, позволяет рабочему уменьшить период настройки станка на оптимальную производительность, что особенно важно при обработке малых партий деталей на дорогостоящем металлорежущем оборудовании с ЧПУ.
Рассмотрим кратко принципы оптимизации режимов резания. Для определения режимов резания необходимо иметь математическую модель процесса обработки, т.е. иметь систему уравнений, в которой связываются V, S и t с параметрами системы СПИД. Впервые такая модель была предложена проф. Г.К. Горанским. Модель представляет собой систему неравенств. Каждое неравенство выражает некоторое ограничение области допустимых режимов резания. Например, ограничения по допустимой скорости резания, по допустимой шероховатости поверхности и так далее.
Автоматизация технологических норм времени
Нормирование технологического процесса состоит в определении величины штучного времени Тш для каждой операции. Ниже приведен алгоритм для одного из распространенных случаев последовательной обработки поверхностей деталей на металлорежущих станках.
Обозначения: t уст , tснят — время на установку и снятие детали на станке; ti — время выполнения i-ого перехода; Тк — время выполнения к-ой операции; Ск — количество поверхностей и элементов деталей, обрабатываемых на к-ой операции; P, S — промежуточные переменные.
Штучного время включает время установки, снятия и время переходов.
В алгоритме (рис 2.1) предусмотрена обработка информации для заданной последовательности ТП. Признаком конца вектора С является нулевое значение последней компоненты. Анализ на конец вектора выполняется с помощью 5-ого действия алгоритма. Накопление штучного времени по каждой операции производится с помощью действий 7-11. Переменная Р служит счетчиком количества переходов в операции. Начальное значение Р выбирается из вектора С с помощью действия 6. Штучное время рассчитывается для каждой из операций ТП. Технолог имеет возможность на основании получаемых результатов изменять состав операций с помощью вектора С.
Реферат инструменты и оборудование для кузницы
... кузницы должно быть светлым и просторным, высотой 4 м. Кузница должна иметь: горновое оборудование, манеж, помещение для хранения угля, кладовую для кузнечных материалов, раздевальную комнату, умывальную и ... инструменты: лопатка для подкладывания угля, кочерга, жигало для прочистки отверстия в фурме и швабра для смачивания угля и ... Устанавливают наковальню и прочно закрепляют на деревянной подставке ...
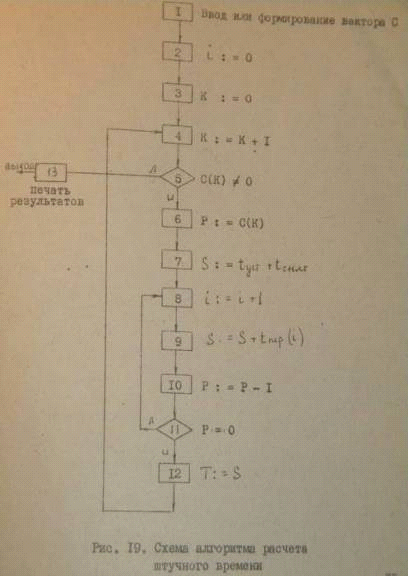
Рис. 2.1. Схема алгоритма расчета штучного времени
автоматизация технологический резание
3. Подготовьте исходные данные для разработки ТП МО
Исходная деталь — ступенчатый вал.
Материал Сталь 45 ГОСТ 1050-88
Заготовка — поковка
Производство — среднесерийное
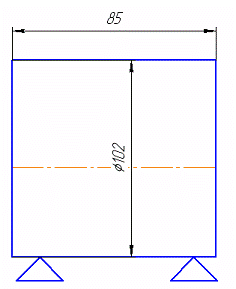
- Операция заготовительная
Отрезание заготовки нужной длины
Оборудование — круглокопировальный автомат 8Г642
Оснастка — тиски
Режущий инструмент — резец отрезной
Эскиз:
- Операция: токарно-подрезная
Черновая, чистовая обработка наружных цилиндрических поверхностей с припуском под шлифовку, подрезание торцов, фасок.
Оборудование: Станок токарно-винторезный 16К20Ф3
Оснастка: Трехкулачковый самоцентрирующийся патрон 7100-0009 ГОСТ 2675-80
Центр вращающийся А-1-4-НП ЧПУ ГОСТ 8742-75
Режущий инструмент:
1. Резец проходной с механическим креплением пластины из твердого сплава правый 2103-0713 ГОСТ 20872-80
- Резец проходной с механическим креплением пластины из твердого сплава правый 2103-0713 ГОСТ 20872-80
- Резец проходной с механическим креплением пластины из твердого сплава левый 2103-0714 ГОСТ 20872-80
- Резец проходной с механическим креплением пластины из твердого сплава правый 2103-0713 ГОСТ 20872-80
- Резец токарный для проточки угловых канавок с механическим креплением пластины из твердого сплава левый К.01.4528.000-01
Измерительный инструмент: штангенциркуль ШЦ-2-160-0,05 ГОСТ 166-90
Эскиз:
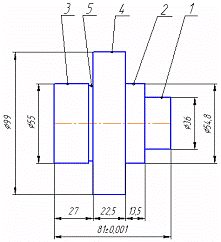
- Точить диаметр 54,8 мм на длине 13,5 мм с припуском под шлифовку 0,5 мм.
- Точить диаметр 55 мм на длине 27 мм с припуском под шлифовку 0,5 мм.
- Точить диаметр 99 мм на длине 22,5 мм с припуском под шлифовку 0,5 мм.
- Выполнить проточку длиной 3 мм на глубину 1,5 мм
030 — Операция: сверлильная
Сверление сквозного отверстия, снятие фасок.
Оборудование: Станок токарно-винторезный 16К20Ф3
Оснастка: Трехкулачковый самоцентрирующийся патрон 7100-0009 ГОСТ 2675-80
Центр вращающийся А-1-4-НП ЧПУ ГОСТ 8742-75
Режущий инструмент:
6. Сверло диаметром 18 мм. ОСТ 2 И41-14
- Резец проходной ц = 45 с механическим креплением пластины из твердого сплава правый 2102-0191 ГОСТ 21151-75
- Резец проходной ц = 45 с механическим креплением пластины из твердого сплава левый 2102-0192 ГОСТ 21151-75
Измерительный инструмент: штангенциркуль ШЦ-2-160-0,05 ГОСТ 166-90
Токарные станки, классификация резцов
... станки без ходового винта. На таких станках можно выполнять практически все виды токарных работ, за исключением нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, ... 1) предназначен для перемещения режущего инструмента, закрепленного в резцедержателе во время обработки ... можно перемещать по радиальному пазу, тем самым изменяя расстояние А между ...
Эскиз:
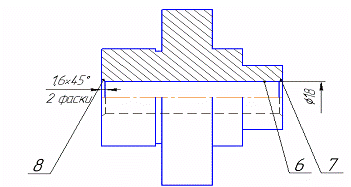
- произвести сверление сквозног отверстия диаметром 18 мм
- Нарезание фаски 1,6х45
- Нарезание фаски 1,6х45
Операция 040 — сверлильная
Сверление трех ступенчатых сквозных отверстий
Оборудование: Станок консольный вертикально-фрезерный ВМ-127М
Оснастка: Головка делительная УДГ-Д250
Режущий инструмент:
9. Сверло диаметром 9 мм. ОСТ 2 И41-14
- Концевая фреза диаметром 14 мм ГОСТ 17026-71
Измерительный инструмент: штангенциркуль ШЦ-2-160-0,05 ГОСТ 166-90, микрометр.
Эскиз:
- Произвести сверление сквозных отверстий диаметром 9 мм
- Произвести сверление глухих отверстий диаметром 15 мм на глубину 7 мм
Операция 045 — Слесарная
Опиливание заусенцев, притупление
Оборудование: верстак слесарный
Инструмент: напильник.
Операция 050 — Шлифование диаметров 55h6, 36h6 с подшлифовкой торца Ra0,8.
Оборудование: круглошлифовальный станок модели 3151.
Инструмент: круг шлифовальный.
Измерительный инструмент: штангенциркуль ШЦ-2-160-0,05 ГОСТ 166-90, микрометр.
Операция 050 — Моечная
Оборудование: машина моечная.
Операция 055 — Контрольная
Оборудование: стол ОТК.
Литература
[Электронный ресурс]//URL: https://inzhpro.ru/kontrolnaya/na-temu-obzor-otechestvennyih-mashinostroitelnyih-sapr/
1. Ступаченко А.А. САПР технологических операций — Л. Машиностроение — 1988
— Криворученко Е.М., Лапицкий Д.И., Гребенюк Г.Г. Автоматизированная система управления обеспечением производственных заказов инструментом и технологической оснасткой. // Научная сессия МИФИ-2006. Сборник научных трудов. В 16 томах. Т.2. Программное обеспечение. Информационные технологии. М.: МИФИ, 2006. 168 с.