
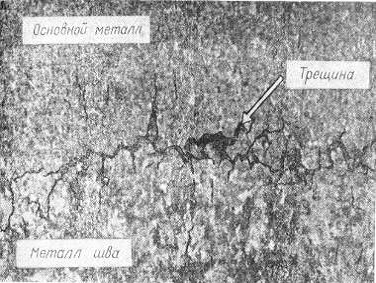
Трещиной называется дефект сварных швов, представляющий собой макроскопические и макроскопические межкристаллические разрушения, образующие полости с очень малым начальным раскрытием. Под действием остаточных и рабочих напряжений трещины могут распространяться с высокими скоростями. Поэтому вызванные ими хрупкие разрушения происходят почти мгновенно и очень опасны
В зависимости от ориентации трещины делятся на (Приложение 1):
- продольные (ориентированные параллельно оси сварного шва);
- поперечные (ориентированные поперек оси сварного шва);
- радиальные (радиально расходящиеся из одной точки).
Они могут быть расположены в металле сварного шва, в зоне термического влияния, в основном металле.
Также выделяют следующие виды трещин:
- групповые раздельные;
- групповые разветвленные;
- микротрещины, обнаруживаемые физическими методами не менее чем при 50-тикратном увеличении.
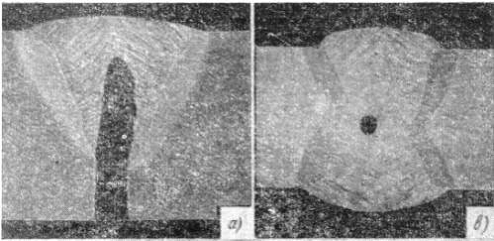
Газовая полость — это полость произвольной формы, не имеющая углов, образованная газами, задержанными в расплавленном металле. Порой (Приложение 2) — называется газовая полость обычно сферической формы.
Поры могут подразделяться на
- равномерно распределенные по сварному шву;
- расположенные скоплением;
- расположенные цепочкой.
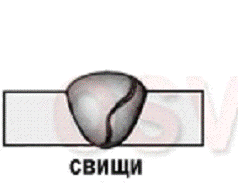
К продолговатым полостям относятся разрывы, вытянутые вдоль оси сварного шва. Свищи (Приложение 3) — продолговатые трубчатые полости, вызванные выделением газа.
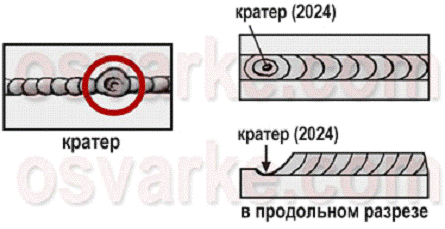
К полостям также относятся усадочные раковины и кратеры. Усадочная раковина — это полость, которая образуется вследствие усадки при затвердевании. Кратером (Приложение 3) называется незаваренная усадочная раковина в конце валика сварного шва.
Твердые включения — это твердые инородные вещества металлического или неметаллического происхождения, оставшиеся в металле сварного шва. Остроугольными включениями называются включения с хотя бы одним острым углом. Виды твердых включений:
- шлаковые включения (Приложение 3) — линейные, разобщенные , прочие;
- флюсовые включения — линейные, разобщенные, прочие;
- оксидные включения;
- металлические включения — вольфрамовые, медные, из другого металла.
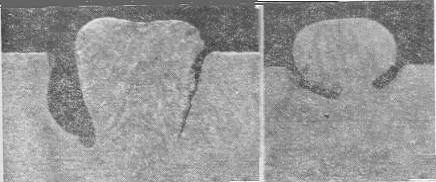
Несплавлением (Приложение 4) — называется отсутствие соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва.
Дипломная работа сварка цветных металлов и их сплавов
... металле шва созданием его соединений, нерастворимых в металле. Свариваемостью называются способность металлов образовывать при установленной технологии сварки сварное соединение, металл ... металлов требуется приложение энергии. Металлы малой твёрдости (свинец, олово и ... 35 лет работы по мостам ... и Н.Г.Славянов первыми применили «дугу Петрова» для сварки. Интенсивная разработка новых способов сварки и их ...
Типы несплавлений:
- по боковой поверхности;
- между валиками;
- в корне сварного шва.
Непровар (Приложение 4) или неполный провар — это несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения (заполнить зазор между деталями).
Нарушение формы сварного шва — это отклонение формы наружных поверхностей шва или геометрии соединения от заданного значения. К нарушениям формы шва относятся:
- подрезы;
- усадочные канавки;
- превышения выпуклости стыкового и углового швов;
- неправильный профиль шва;
- наплав;
- линейное и угловое смещения свариваемых элементов;
- натек;
- прожог;
- не полностью заполненная разделка кромок;
- чрезмерная асимметрия углового шва;
- неравномерная ширина шва;
- неровная поверхность;
- вогнутость корня сварного шва и др.
Подрезы — это продольные углубления на наружной поверхности валика шва. Подрезы со стороны корня одностороннего шва из-за усадки вдоль границы называются усадочными канавками. Превышение проплава — избыток наплавленного металла на обратной стороне стыкового сварного шва. Вогнутость корня шва — неглубокая канавка со стороны корня шва, возникшая из-за усадки.
Смещение между свариваемыми элементами при их параллельном расположении на разном уровне называется линейным смещением, а при расположении кромок элементов под углом — угловым смещением. Чрезмерной асимметрией углового шва называется значительное превышение размеров одного катета над другим.
Наплав — это избыток наплавленного металла шва, натекший на поверхность основного металла. Натек — это металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натеки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
Прожог — вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия. При неправильном профиле шва угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
Все дефекты, не перечисленные выше, относятся к прочим дефектам:
- местное повреждение металла из-за случайного зажигания дуги;
- брызги металла;
- поверхностные задиры — повреждения поверхности из-за удаления временно приваренного приспособления;
- утонение металла и др.
Данную классификацию целесообразно применять при статическом учете дефектов и оценке их опасности, расшифровке результатов неразрушающего контроля, а также в ряде других случаев. В то же время она не отражает должным образом механизм образования дефектов в металлах. Поэтому при анализе металлургических и технологических причин образования дефектов используют другую классификацию.
ДП ПЗ. Разработка технологии сборки и сварки емкости для хранения ...
... сварки цистерны Оборудование для сборки-сварки цистерны Контроль качества сварных соединений 54 2 Экономический раздел Определение капиталообразующих инвестиций Определение технологических норм времени на сварку продольных 55 швов обечаек, кольцевых швов ... или работе конструкции при повышенных температурах. Образование горячих трещин характерно для крупнозернистой структуры металла шва, Изм. ...
Внешние дефекты
Искажение размеров и формы швов; швы имеют завышенные или заниженные размеры. Завышение размеров швов приводит к увеличению расхода сварочных материалов и повышению сварочных деформаций; при заниженных размерах швов прочность их может быть недостаточной. Искажения размеров шва вызываются разными причинами (так, например, неправильные колебательные движения электрода при ручной сварке или чрезмерная скорость автоматической сварки приводят к неодинаковой ширине шва по его длине).
При недостаточной силе тока и малой скорости сварки швы получаются утолщенными; при чрезмерно большой силе тока (при автоматической сварке) шов приобретает резко выпуклую форму. Большая сила тока и длинная дуга при большом угле раскрытия шва обусловливают получение швов с уменьшенным сечением. Частым дефектом формы швов является их неравномерная чешуйчатость и наличие кратеров.
Неравномерная чешуйчатость — дефект преимущественно ручной сварки, вызываемый неравномерностью перемещения электрода вдоль шва. Незаверенные кратеры имеют форму углублений в шве и образуются, когда дугу резко обрывают, не отводя ее на предыдущий участок шва. Нарушения формы швов нежелательны, так как они создают в сварном соединении ослабленные сечения и места концентрации напряжений. Внешние дефекты часто возникают не только на самом шве, но и в сварном соединении как целом элементе. К таким дефектам относятся наплывы (натеки), подрезы, прожоги, наружные трещины и поры.
Наплывы образуются в результате стекания жидкого металла шва на холодный основной металл, с которым он не сплавляется. Это обычно происходит при чрезмерной силе тока и смещении конца электрода (особенно часто при вертикальном положении шва).
Наплывы приводят к неверной оценке размеров швов и создают в сварном соединении места концентрации напряжений.
Подрезы образуются в виде выемок в основном металле, в месте его перехода в металл шва; они ослабляют рабочее сечение соединения и создают места концентрации напряжений. Подрезы вызываются повышенной силой тока, при которой часть металла (шва и основного) выдувается дугой (стыковые швы) или стекает под действием силы тяжести (угловые швы).
Прожоги образуются обычно на тонком металле в виде сквозных отверстий в шве. Причины их возникновения — чрезмерная сила тока и малая скорость сварки, или длинная дуга.
Наружные трещины и поры образуются при нарушениях технологии сварки или попадании влаги, ржавчины и грязи в зону сварки.
Внешние дефекты выявляются наиболее простыми средствами — внешним осмотром и обмером швов.
Внутренние дефекты
К внутренним дефектам обычно относят непровары, неметаллические включения, пористость металла шва, трещины в шве и основном металле.
Непровары — это местные нарушения сплошности металла шва, образующиеся в результате отсутствия сплавления с основным металлом или отдельных слоев шва между собой. Особую опасность представляет скрытый характер этих дефектов. Непровары уменьшают рабочее сечение соединения и создают места концентрации напряжений.
Технологические процессы сборки и сварки трубопровода диаметром ...
... тепла электрической дуги металл свариваемых деталей и электрода плавится. При этом металл электрода формирует сварочный шов, упрочняющий место сварки. В полевых условиях сварку труб магистральных трубопроводов ... что и определяет актуальность темы настоящей дипломной работы. Целью дипломной работы является изучение технологических процессов сборки и сварки трубопровода диаметром 50 мм в поворотном ...
Причинами возникновения непроваров могут быть малая сила тока, чрезмерный диаметр электрода при сварке первого прохода, недостаточный зазор или малый угол разделки, наличие загрязнений в шве, неправильные наклон и движение электродов.
Неметаллические включения в виде шлаковых включений нарушают сплошность и однородность металла шва, вызывая этим снижение его прочности и пластичности. Они возникают вследствие загрязнения свариваемых кромок окалиной, из-за недостаточной очистки слоев шва от шлака, применения неподходящих марок электрода или флюсов, а также нарушений технологии и режима сварки.
Газовые поры могут быть либо внутренними, либо наружными (в виде ноздреватости).
Поры нарушают сплошность и однородность металла шва, что ухудшает его механические качества, а также создают места концентрации напряжений. Кроме того, наличие пор в шве может нарушить непроницаемость соединения. Пористость металла шва появляется вследствие загрязнения кромок ржавчиной, маслом или красками; из-за влажности кромок, покрытия электродов или флюса; при неправильно выбранном составе покрытия и флюса, когда из-за недостаточной раскисленности металла шва происходит значительное газовыделение (обычно окиси углерода и водорода), в результате которого при высоких скоростях сварки металл шва быстро затвердевает и не все газы успевают выйти из сварочной ванны.
Трещины могут возникнуть в шве и в основном металле; они могут быть сквозными (наружными) и внутренними. Трещины — особенно опасный и часто скрытый дефект. Трещины значительно ослабляют прочность соединения и могут вызвать серьезные аварии, а также служат причиной нарушения непроницаемости соединения.
Дефекты сварных швов и соединений выявляются следующими способами:
- внешним осмотром и обмером швов;
- испытанием непроницаемости;
- специальными приборами;
- лабораторными испытаниями образцов или испытанием опытных конструкций на прочность.
Внешний осмотр готового сварного соединения производится только после очистки шва и прилегающего к нему основного металла от шлака, брызг металла и других загрязнений. Проверяются правильность формы и размеры швов, отсутствие кратеров, натеков, подрезов, прожогов, свищей и трещин.
Размеры швов проверяют различными универсальными шаблонами, которые обычно служат также для контроля правильности подготовки кромок. Испытание непроницаемости соединений позволяет выявить такие дефекты, как сквозные непровары, трещины, поры и свищи.
Испытание керосином — простой и широко применяемый способ, особенно для контроля сварных швов в секциях. Так же имеются и другие способы испытания: гидравлическое, пневматическое, вакуум-испытание, испытание аммиаком, испытания с помощью течеискателей, цветная дефектоскопия, радиографический метод контроля, ультразвуковой метод контроля, магнитографический метод контроля, магнитопорошковый метод дефектоскопии.
Все дефекты сварного шва подлежат обязательному устранению, а если это невозможно, сварное изделие бракуется. В конструкциях из стали допускается устранение дефектов плазменно-дуговой или воздушно-дуговой строжкой с последующей обработкой поверхности абразивами. Можно устранять наружные дефекты шлифовкой. Если производится заварка выборок в швах, подлежащих обязательной термической обработке (из легированных и хромистых сталей), то приступать к исправлению дефектов следует только после отпуска сварного соединения (при 450-650°С).
Дефекты сварных соединений
... термического влияния. Рисунок 1.1. Сварное соединение Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Металл шва - сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом. Основной металл - металл подвергающихся сварке соединяемых ...
При удалении дефектных мест целесообразно соблюдать определенные условия. Длина удаляемого участка должна быть равна длине дефектного места плюс 10- 20 мм с каждой стороны, а ширина разделки выборки должна быть такой, чтобы ширина шва после заварки не превышала его двойной ширины до заварки. Форма и размеры подготовленных под заварку выборок должны обеспечивать возможность надежного провара в любом месте. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При заварке дефектного участка должно быть обеспечено перекрытие прилегающих участков основного металла. После заварки участок необходимо зачистить до полного удаления раковин и рыхлости в кратере, выполнить на нем плавные переходы к основному металлу.
Удаление заглубленных наружных и внутренних дефектов (дефектных участков) в соединениях из алюминия, титана и их сплавов следует производить только механическим способом — вышлифовкой абразивным инструментом или резанием, а также вырубкой с последующей зашлифовкой.
Подрезы принято устранять наплавкой ниточного шва по всей длине дефекта. Однако это ведет к повышению расхода сварочных материалов. В таких случаях целесообразно применять оплавление подреза аргонодуговыми горелками, что позволяет «сгладить» дефекты без дополнительной наплавки.
Наплывы и неравномерности формы шва исправляют механической обработкой дефекта по всей длине.
Кратеры швов заваривают.
Прожоги в швах наблюдаются редко, их зачищают и заваривают.
Заварку дефектного участка производят одним из способов сварки плавлением (ручной дуговой, дуговой в среде инертных газов и др.).
Исправленные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями, предъявляемыми к качеству изделия. Если при этом вновь будут обнаружены дефекты, то производят их повторное исправление с соблюдением необходимых требований. Число исправлений одного и того же дефектного участка, как правило, не превышает трех раз.
дефект сварное соединение
Как уже было упомянуто в начале, если допущенные в изделии отклонения не превышают установленных допусков, изделие (сварной шов) может быть принято в эксплуатацию. Здесь важно знать, на что влияет допущенное отклонение, как при этом изменяется характеристика изделия (конструкции).
К примеру, усиление шва не снижает прочности при статических нагрузках, однако сильно влияет на вибрационную прочность. Чем больше усиление шва и, следовательно, меньше угол перехода от основного металла к наплавленному, тем сильнее оно снижает предел выносливости.
Кратеры, как и прожоги, во всех случаях — недопустимые дефекты и подлежат исправлению. Часто кратер является очагом развития трещин.
Наплывы, резко изменяя очертания швов, образуют концентраторы напряжений и тем самым снижают выносливость конструкций. Наплывы, имеющие большую протяженность, следует считать недопустимыми дефектами, так как они нередко сопровождаются непроварами. Небольшие местные наплывы считают допустимыми дефектами.
Контроль качества сварных швов
... сварки либо полученные изделия. В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля. К неразрушающим методам контроля качества сварных соединений ... электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении ...
Опасным дефектом является подрез. Он не допускается в конструкциях, работающих на выносливость. Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок, можно считать допустимыми.
Трещины — наиболее опасный дефект сварных швов. Они являются сильными концентраторами напряжений. Выявленные трещины оставлять без исправления (подварки) обычно не разрешается. Сварные швы с трещинами исправляют по специальной технологии, гарантирующей надежную работу сварного соединения.
Непровары снижают работоспособность сварного соединения за счет ослабления рабочего сечения, создают концентрацию напряжений в шве. При вибрационных нагрузках мелкие непровары снижают прочность соединения до 40%. Большие непровары корня шва могут снизить прочность на 70%.
Поры, газовые и шлаковые включения. Этот вид дефекта незначительно влияет на прочность соединения в целом. Но расположенные в виде цепочки поры уже представляют опасность, существенно снижая прочность. Так что здесь очень важно геометрическое расположение пор и включений, чем более они упорядочены, тем большую опасность представляют. Если шлаковые включения расположены в глубине шва, это тем более опасно.
В заключение следует сказать, что изготовить ряд швов, не имеющих дефектов вообще, практически невозможно. Все дело в том, чтобы было минимум допустимых дефектов.
Библиографический список
[Электронный ресурс]//URL: https://inzhpro.ru/kontrolnaya/defektyi-svarochnyih-soedineniy-i-ih-ispravleniya/
1. В.В.Овчинников, Дефекты сварных соединений — М. Академия, 2010 — 64с.
2. Г.Г.Чернышов, Сварочное дело. Сварка и резка металлов — М. Академия, -2010 — 496с.

Продольная трещина по шву

Поперечная трещина по шву
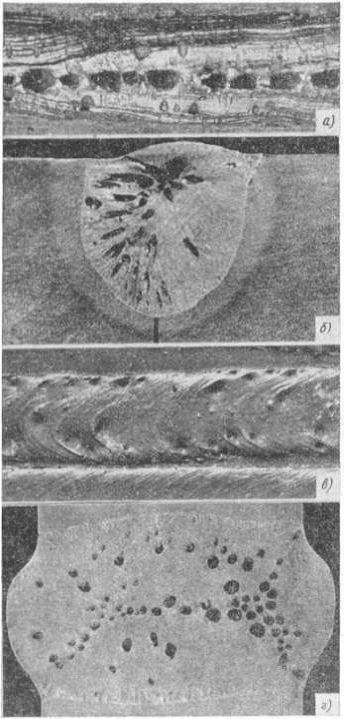
А) Выходящие на поверхность шва
Б) Не выходящие на поверхность шва
В) Групповое расположение шва
Г) Расположение пор при электрошлаковой сварке
Приложение 3
а — в корне одностороннего шва; б — в корне двустороннего шва
Приложение 4
 Несплавления
Несплавления
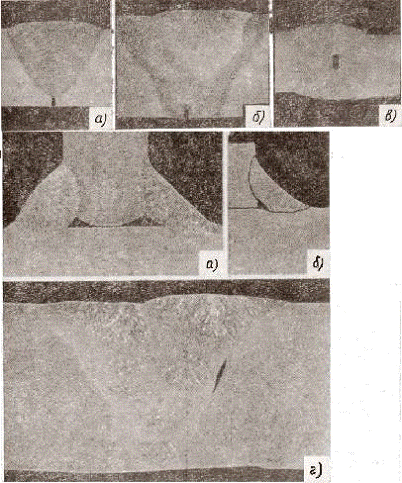
Непровары: а, б, в — в корне одностороннего и двустороннего стыкового шва; г — по кромке между основным и наплавленным металлом
Визуальный и измерительный контроль сварных соединений
... сточном соединении; — размеров (длина, высота) прихваток и их расположения по длине (периметру); Визуальному контролю подлежит каждая прихватка в соединении. Измерительному контролю ... прочность сварных соединений предел текучести, относительное удлинение и относительное сужение. Статический изгиб проводят для определения пластичности соединения по величине угла изгиба до образования первой трещины ...