
эскизирование дизайнер женский платье
Идеальная одежда сегодня — естественная и функциональная одновременно. Поэтому так велика, сегодня в ансамбле одежды роль ткани и работа конструктора-модельера над новой коллекцией начинается именно с выбора материалов, в наибольшей степени соответствующих образу одежды.
Для создания новой коллекции конструктору — модельеру необходимо понять, как складывалась мода на протяжении времени, необходимо проанализировать и сопоставить её формы и развитие.
Для выполнения курсового проекта была выбрана тема «Разработка технологического процесса производства женского платья», так как работа по этой теме является достаточно актуальной и теоритически значимой.
В соответствии с этим был выбран ассортимент основных материалов, пакет прикладных материалов (подкладочный, швейные нитки, фурнитура), которые в полной мере соответствуют тенденциям моды на предстоящий сезон, в которых были учтены цвет и фактура материалов, форма и силуэт, а также конструктивные особенности покроя изделия.
Как правило, в новых сезонах дизайнеры предпочитают темные цвета для холодного времени года, и светлые оттенки для летней поры. Однако в этом сезоне весна — лето 2013, Кутюрье решили сделать исключение. В новейших коллекциях с мировых подиумов уделяется много внимания цветовой гамме. Ведущие модные дома представили для нового сезона динамичные, красочные, яркие и сочные коллекции.
Цветовая гамма делового стиля не превышает четырех цветов. В основу делового стиля ложатся многофункциональные цвета: черный, темно-синий, синий, белый, серый, бежевый, белый.
Для тех, кто любит подчеркнуть талию, дизайнеры приготовили оригинальные корсеты и баски. Их предлагают носить как на работу, так и в качестве вечернего наряда.
Целью курсового проекта является самостоятельное изучения материала для разработки технологического процесса производства женского платья.
Задачи:
- Изучить направления женской моды на сезон весна — лето 2013 и разработать модель, выполнить художественный эскиз и техническое описание
- Подобрать пакет материалов
- Разработать поузловую последовательность изготовления модели и методы обработки
- Составить технологическую схему разделения труда
- Сделать анализ загрузки организационных операций
- Определить экономичность выполненной раскладки лекал
Теоретические разработки должны сократить затраты времени изготовления изделия, предупредить возможные дефекты и обеспечить качественную обработку изделия.
Производство строительных материалов, изделий и конструкций в ...
... строительства в Казахстане остается одной из самых высоких среди стран СНГ, основной причиной этого является дороговизна строительных материалов в ... материалов. Отраслевая «Программа развития промышленности строительных материалов, изделий и конструкций в Республике Казахстан ... аттестованная производственно-технологическая лаборатория, оснащенная современным испытательным оборудованием. В 2005 году ...
1. Описание объекта для составления схемы разделения труда, .1 Эскиз модели
Эскизирование — графический этап работы дизайнера над проектированием модной формы одежды. Эскиз — предварительный набросок, фиксирующий замысел художественного произведения. Эскиз нужен для разработки модели. Эскиз — быстро выполненный свободный рисунок, не предполагаемый как готовая работа, часто состоит из множества перекрывающих линий. Назначение эскиза передавать художественный образ модели, для этого используют различные выразительные средства. В эскизе должна быть передана фактура ткани. Существует несколько видов эскизов:
- Фор — эскиз — предварительный эскиз, набросок, рисунок, предваряющий подробную эскизную и проектную разработку композиции;
- Творческий эскиз — эскиз, выполненный с детальной прорисовкой одежды и её элементов;
- Рабочий эскиз — это рисунки, точно передающие силуэт, пропорции и детали костюмной формы, а также её
Для передачи детальной проработки модели делают технический рисунок.
Он отличается тем, что на эскизе одежды прорисовываются все конструктивные линии. По такому рисунку можно в дальнейшем разработать лекала и шить одежду.
Графическая работа в проектировании новой формы костюма начинается с фор — эскиза. Дальнейшие развитие и уточнение первоначальных идей дизайнера происходит в творческом или художественном эскизе.
1.2 Художественно — техническое описание модели
Женское повседневное платье для средневозрастной группы из гладкокрашеного трикотажного полотна «джерси» в черно — белой гамме длиной до колена, приталенного силуэта, классического стиля, без подкладки с застежкой на потайную тесьму-молнию в боковом шве, с притачной планкой.
Перед с рельефами от плечевых швов до боковых швов.
Верхняя боковая часть переда отрезная в виде фигурной кокетки.
Спинка с двумя талиевыми вытачками и двумя кокетками от горловины до боковых швов чуть ниже проймы.
Рукав в форме «крылышек».
Горловина квадратной формы
Декоративным элементом может служить съёмный кожаный ремень.
Рекомендуемые размерные признаки: рост 152 — 164, размер 80 — 88, полнота 94 — 102.
1.3 Спецификация лекал и деталей кроя
Лекало — это деталь изделия, которая вырезана из плотной бумаги или картона и оформлена определённым образом.
Существует три вида лекал, каждый из которых имеет своё назначение:
- Лекала — оригиналы — это лекала, полностью соответствующие подлинному образцу модели изделия на базовый размер и предназначенные для выполнения размножения лекал.
— Лекала эталоны — лекала, полученные по лекалам — оригиналам путем градации на все размеры и роста рекомендованной полнотно-возрастной группы и предназначенные для изготовления образцов — эталонов швейных изделий и для проверки точности и качества рабочих лекал.
- Рабочие лекала — это лекала, изготовленные по лекалам — эталонам и предназначенные для выполнения раскладок, их зарисовки или изготовления трафаретов для проверки качества кроя.
Требования к оформлению лекал:
— На каждой детали в ходящей в комплект лекал указывают наименование изделия, номер технического описания, размер изделия, наименование деталей и их количество, на одной из деталей составляют перечень лекал, входящих в комплект указанием их количества, выполняют зарисовку модели.
- На каждой детали указывают расчетные формулы, величины размерных признаков и прибавок, использованных для расчета контрольных участков.
Таблица 1 — Спецификация лекал и деталей кроя
|
Наименование деталей |
Количество лекал |
Количество деталей кроя |
|
Платье |
||
|
Детали из основного материала |
||
|
Верхняя часть переда |
1 |
1 |
|
Нижняя центральная часть переда |
1 |
1 |
|
Нижняя боковая часть переда и спинки |
1 |
2 |
|
Верхняя часть спинки |
1 |
2 |
|
Нижняя ентральная часть спинки |
1 |
2 |
|
Баска |
1 |
2 |
|
Декоративная планка |
1 |
1 |
|
Бейка горловины переда |
1 |
1 |
|
Бейка горловины спинки |
1 |
2 |
|
Обтачка проймы переда |
1 |
2 |
|
Обтачка проймы спинки |
1 |
2 |
|
Детали из подкладочного материала |
||
|
Баска |
1 |
2 |
|
Детали из прокладочного материала |
||
|
Клеевая прокладка в верхний припуск шлицы |
1 |
1 |
|
Клеевая прокладка в нижний припуск шлицы |
1 |
1 |
2. Выбор технологии и технологический режимов производства, .1 Выбор и характеристика материалов
Конфекционирование материалов в пакет швейного изделия осуществляется с учетом общих требований к одежде, которые устанавливаются в зависимости от вида изделия и его назначения. При выборе материалов для изготовления данной модели женского платья помимо его назначения, направления моды и особенностей заказчика учитываются конструктивные особенности модели, а также технологические и механические свойства материалов, влияющие на выбор методов обработки проектируемой модели.
Платье выполнено из плотного трикотажа «джерси», который обеспечивает плотное облегание фигуры при минимальных прибавках на свободу изделия. Благодаря хорошей растяжимости трикотажа платье будет удобно даже для каждодневного ношения.
Подкладочным материалом является шифон в цвет баски.
Швейные нитки являются основным материалом для создания деталей одежды, кроме того они служат и в качестве отделочного материала.
В качестве фурнитуры используется потайная молния в среднем шве спинки.
Волокнистый состав выбранных материалов: трикотаж белого цвета (100% полиэстер), трикотаж синего цвета (100% полиэстер), шифон(100% полиэстер).
Выбор материала представлен в Приложении Б (конфекционная карта).
Таблица 2 — Характеристика свойств материалов
|
Наим. материала |
Механические свойства |
Технологические свойства |
|
Трик. полотно |
Прочность — высокая Растяж. — высокая по ширине Сминаемость — средняя Драпируемость — средняя Износостойкость — средняя |
Усадка средняя одно цикловая Способность к формованию — средняя Скольжение — низкое Прорубаемость — низкая Раздвижка нитей в швах — средняя Сопротивление резанию — среднее t o нагрева утюга — 120о С. |
|
Шифон |
Прочность — средняя Растяжимость — средняя Сминаемость — высокая Драпируемость — высокая Износостойкость — средняя |
Усадка средняя одно цикловая Способность к формованию — средняя Скольжение — высокое Прорубаемость — высокая Раздвижка нитей в швах — высокая Сопротивление резанию — низкое t о нагрева утюга — 100о С. |
2.2 Выбор методов обработки
Выбор методов обработки — один из важнейших этапов проектирования изделия. Он позволяет определить приёмы выполнения различных операций, выявить особенности обработки каких-либо узлов и установить чёткую последовательность изготовления изделия, с учётом назначения изделия, его конструктивными особенностями, выбранными материалами и оборудованием.
В процессе пошива платья выполняются различные виды работ: ручные, машинные и влажно-тепловые. При ВТО требуется точное соблюдение тепловых режимов, чтобы не опалить ткань.
Особенностью обработки платья без подкладки является обработка пройм обтачкой, горловины подкрайной настрачной бейкой и декоративная планка по центру переда.
Графическое изображение обработки узлов изделия даёт наглядное представление обработки каждого узла.
Графическое изображение методов обработки представлено в Приложении В.
2.3 Характеристика строчек и швов
При изготовлении одежды детали скрепляют друг с другом различными швами. Машинный шов представляет собой соединение деталей одежды одной или несколькими ниточными строчками.
Классификация швов осуществляется в зависимости от их назначения (соединительные, краевые и отделочные) и способов выполнения (ручные и машинные).
Соединительные швы применяют для скрепления деталей одежды, краевые — для оформления краев и предохранения срезов ткани от осыпания нитей, с помощью отделочных швов выполняют складки, рельефы.
Основным параметром, характеризующим конструкцию шва, является припуск ткани на шов — расстояние от строчки до срезов соединяемых деталей. Припуск зависит от степени осыпаемости нитей из срезов тканей, способов закрепления срезов и конструкции шва.
Таблица 3 — Характеристика строчек и швов
|
Наим. маш. шва, ручного стежка пост. назначения |
Кон. маш. шва (схема) |
Тех. усл., мм |
Кол. ст. в 10 мм стр. |
Ном. ниток, наим. |
Применение в изделии (технологическая операция) |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Соединительный стачной взаутюжку |
|
||||
|
Соединительный стачной вразутюжку |
|
||||
|
Накладной с закрытым срезом |
|
Обтачной в кант  стр.1=0,5
стр.1=0,5
|
стр.2=0,14ИдеалОбработка пройм и баски |
2.4 Выбор и характеристика оборудования
Выбор машин универсального и специального назначения, обусловлен его эффективностью при выполнении внутрепроцессной и окончательной обработки изделия.
Классификация машин осуществляется в зависимости от их назначения, принципа действия, технических параметров, а также конструкции основных механизмов. В зависимости от скоростных характеристик они подразделяются на низкоскоростные, среднескоростные и высокоскоростные. В зависимости от назначения подразделяются на стачивающие, обмёточные, стачивающе-обметочные, машины потайного стежка, петельные и пуговичные машины автоматического и полуавтоматического действия, а также специальные швейные машины.
Подбор оборудования для ниточного соединения деталей проектируемого изделия осуществляется согласно его назначению и технических характеристик с целью повышения производительности труда и улучшения качества изделия.
Таблица 4 — Характеристика оборудования для ниточного соединения деталей
|
Класс машины, фирма -изготовитель |
Наименование выполняемой операции в изделии |
Вид |
Ск. Глав. вала, мин n |
Колич. игл |
Кол. нитей |
Допол. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
УМ 1022-М класса ОЗЛМ |
Стач. рельефов, среднего шва, притач. планки, бейки, обтачек, верхней части платья к нижней части, баски |
Челночный стежок |
4500 |
1 |
2 |
Влажно — тепловая обработка является одним из сложнейших этапов изготовления одежды, от качества, проведения которого зависит её формостойкость и внешний вид. Качество проведения влажно — тепловой обработки во многом зависит от квалификации работника, а также от типа гладильного оборудования и его состояния.
Таблица 5 — Характеристика оборудования для влажно — тепловых работ
|
Наим., класс об., фирма изготовитель |
Темп. гладильной поверхности, 0 С |
Усилие прессования, Кпа или вес утюга, кг. |
Время выдержки утюгом, сек. |
Увл., % |
Применение в изделии |
|
УТП 1000-1,8.220 |
140 0 — 1600 |
1,8 |
От 2 до 4 |
20 |
Внутрип. обработка, окончательное ВТО |
|
Гладильная доска |
— |
— |
— |
— |
Внутрип. обработка, окончательное ВТО |
3. Составление технологической схемы разделения труда, .1 Технологическая последовательность поузловой обработки модели
Начальная обработка деталей
.1 Проверить детали кроя
.2 Перенести меловые линии и контрольные знаки
Обработка отдельных деталей
.1 Обработка переда
.1.1 Обработка планок
.1.2 Обработка рельефов, соединение с планкой
.2 Обработка спинки
.2.1 Обработка вытачек
.2.2 Обработка кокеток
.3 Обработка рукавов — крылышек
Монтаж деталей
.1 Соединение боковых срезов переда и спинки, обработка застежки на т-м
.2 Обработка низа изделия
.3 Соединение плечевых срезов переда и спинки
.4 Соединение рукавов — крылышек с проймой
.5 Обработка горловины и проймы
Окончательная обработка изделия
.1 Чистка изделия
.2 Окончательное ВТО
.2 РЕДВАРИТЕЛЬНЫЙ РАСЧЕТ ПОТОКА
Неделимая операция — операция дальнейшее расчленение, которой невоз-можно или нерационально.
Каждая неделимая операция выполняется за определенное нормированное время. Сложив сумму всех неделимых операций получают время на изготовление изделия. После определения общего времени определяют такт потока.
Такт потока () — средняя продолжительность времени изготовления изделия одним рабочим в процессе.

где такт потока, мин.;
Тизд. — затраты времени на изготовление изделия, мин.;
- количество рабочих в потоке, чел.
Количество рабочих в потоке: N= 8 чел.
Такт потока равен: = 246/8 = 30,8 мин.
Мощность потока (М) — количество изделий выпускаемых в смену.
![]()
где М — мощность потока, ед.;см. — продолжительность смены, мин.;
такт, мин.
М=480/30,8=15,6 ед.
Организационная операция — ряд неделимых операций выполняемых на одном рабочем месте.
Комплектование — процесс подбора неделимых операций в организационные с соблюдением ряда требований.
Нагрузить каждого рабочего на время такта достаточно сложно так, как неделимые операции по времени очень различны. Поэтому вводят основное условие комплектования, которое разрешает не догрузить или перегрузить каждого рабочего на 10% от такта.
![]()
где tр — время расчетное на организационную операцию, мин.;
,91,1 — коэффициент допустимого отклонения времени выполнения операции от такта (±10%);
τ такт, мин.;
К — количество рабочих на операции (кратность операций)
3.3 Проектирование организационных операций
Таблица 6 — Технологическая схема одномодельного потока
|
Номер операции |
Наименование секций, группы (узла) |
Вид работ |
Разряд |
Норма Врем., мин. |
Количество рабочих |
Норма выр., шт. |
Класс (марка) обор., приспос. |
||
|
организац. |
неделимой |
расчетное |
Фактич. |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
|
|
01 |
1 |
Пров. наличие деталей |
Р |
2 |
2,2 |
— |
— |
— |
|
|
3 |
Пер. меловые линии на вторую половинку |
Р |
3 |
9,1 |
— |
— |
— |
Мел, линейка |
|
|
84 |
Нам. линию обр. низа |
Р |
4 |
2,2 |
— |
— |
— |
Линейка, мел |
|
|
85 |
Под. неровности низа |
Р |
4 |
1,3 |
— |
— |
— |
Ножницы |
|
Таблица
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|||||||||
|
01 |
89 |
Удалить нитки заметывания низа |
Р |
1 |
2,0 |
— |
— |
— |
Ножницы |
|||||||||
|
91 |
Чистка изделия: Очистить изделие |
Р |
1 |
5,5 |
— |
— |
— |
Ножницы, щетка |
||||||||||
|
93 |
Контрольно — установочные операции: проверить качество обработки выточек, рельефов, правильное соединение верхней части платья с нижней частью |
Р |
4 |
4,0 |
— |
— |
— |
Сантиметровая лента, мел |
||||||||||
|
94 |
Проверить качество обработки шлицы, низа пройм, горловины, изделия, правильное прокладывание отделочных строчек |
Р |
4 |
3,0 |
— |
— |
— |
Сантиметровая лента, мел |
||||||||||
|
ИТОГО |
Р |
1- |
29,3 |
0,95 |
1,0 |
16,4 |
Мел, лин., нож., щетка |
4 |
Сметать баску с подкладкой баски |
Р |
1 |
1,0 |
— |
— |
— |
Игла, ножницы, наперсток |
||
|
7 |
Вывернуть шов обтачивания баски |
Р |
3 |
2,2 |
— |
— |
— |
Игла, ножницы, наперсток |
||||||||||
|
10 |
Сметать выточки |
Р |
3 |
5,6 |
— |
— |
— |
Игла, ножницы, наперсток |
||||||||||
|
14 |
Сметать рельефы |
Р |
3 |
4,4 |
— |
— |
— |
Игла, ножницы, наперсток |
||||||||||
|
20 |
Наметать планку на перед |
Р |
4 |
1,5 |
— |
— |
— |
Игла, ножницы, наперсток |
||||||||||
|
24 |
Сметать боковые срезы верхней части платья |
Р |
3 |
2,5 |
— |
— |
— |
Игла, ножницы, наперсток |
||||||||||
|
34 |
Сметать средний срез спинки |
Р |
3 |
3,3 |
— |
— |
— |
Игла, ножницы, наперсток |
||||||||||
|
39 |
Приметать тесьму — молнию к разутюженным краям застежке |
Р |
3 |
3,7 |
— |
— |
— |
Игла, ножницы, наперсток |
||||||||||
|
64 |
Приметать бейку к горловине |
Р |
4 |
4,7 |
— |
— |
— |
Игла, ножницы, наперсток |
||||||||||
|
69 |
Выметать горловину |
Р |
4 |
5,0 |
— |
— |
— |
Игла, ножницы, наперсток |
||||||||||
|
ИТОГО |
Р |
1- |
33,9 |
1,1 |
1,0 |
14,2 |
Игла, ножницы, наперсток |
Таблица
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
03 |
5 |
Обтачать баску |
М |
3 |
2,9 |
— |
— |
— |
УМ 1022 кл. |
|
6 |
Убрать нитки сметывания баски |
Р |
1 |
1,0 |
— |
— |
— |
Игла, ножницы, наперсток |
|
|
8 |
Настрочить шов обтачивания баски |
М |
3 |
2,9 |
— |
— |
— |
УМ 1022 кл. |
|
|
11 |
Стачать выточки |
М |
3 |
1,6 |
— |
— |
— |
УМ 1022 кл. |
|
|
12 |
Удалить нитки сметывания выточек |
Р |
1 |
1,2 |
— |
— |
— |
Ножницы |
|
|
25 |
Стачать боковые срезы |
М |
3 |
1,1 |
— |
— |
— |
УМ 1022 кл. |
|
|
26 |
Удалить нитки сметывания боковых срезов |
Р |
3 |
0,6 |
— |
— |
— |
Ножницы |
|
|
40 |
Притачать тесьму — молнию |
М |
2 |
4,4 |
— |
— |
— |
УМ 1022 кл. |
|
|
41 |
Настрочить внутренние края тесьмы — молнии |
М |
2 |
3,1 |
— |
— |
— |
УМ 1022 кл. |
|
|
42 |
Удалить нитки приметывания тесьмы — молнии |
Р |
1 |
1,7 |
— |
— |
— |
УМ 1022 кл. |
|
|
62 |
Стачать части бейки |
М |
2 |
0,6 |
— |
— |
— |
УМ 1022 кл. |
|
|
65 |
Притачать концы бейки горловины к припускам застежки |
М |
3 |
1,2 |
— |
— |
— |
УМ 1022 кл. |
|
|
67 |
Обтачать горловину бейкой |
М |
3 |
1,9 |
— |
— |
— |
УМ 1022 кл. |
|
|
68 |
Удалить нитки приметывания |
Р |
1 |
1,0 |
— |
— |
— |
Ножницы |
|
|
70 |
Приметать свободный край бейки к изделию |
Р |
3 |
2,9 |
— |
— |
— |
Игла, наперсток, ножницы |
|
|
71 |
Настрочить приметанный край к изделью |
М |
4 |
2,2 |
— |
— |
— |
УМ 1022 кл. |
|
|
72 |
Удалить нитки приметывания бейки |
Р |
1 |
2,0 |
— |
— |
— |
Ножницы |
|
|
ИТОГО |
М/Р |
1-4 |
32,3 |
1,0 |
1,0 |
14,9 |
Игла, ножницы, УМ 1022 кл. |
||
|
04 |
2 |
Приутюжить детали раскроенного изделия |
У |
2 |
5,0 |
— |
— |
— |
Утюг |
|
9 |
Приутюжить баску |
У |
3 |
1,7 |
— |
— |
— |
Утюг |
Таблица
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
04 |
13 |
Заутюжить выточки |
У |
3 |
1,8 |
— |
— |
— |
Утюг |
|
18 |
Заутюжить рельефы |
У |
4 |
2,4 |
— |
— |
— |
Утюг |
|
|
19 |
Заутюжить края планки |
У |
3 |
2,2 |
— |
— |
— |
Утюг |
|
|
23 |
Приутюжить планку |
У |
3 |
1,1 |
— |
— |
— |
Утюг |
|
|
28 |
Разутюжить боковые швы |
У |
4 |
1,3 |
— |
— |
— |
Утюг |
|
|
38 |
Разутюжить средний шов |
У |
2,0 |
— |
— |
— |
Утюг |
||
|
43 |
Приутюжить застежку |
У |
4 |
2,0 |
— |
— |
— |
Утюг |
|
|
54 |
Приутюжить шлицу |
У |
3 |
1,1 |
— |
— |
— |
Утюг |
|
|
61 |
Разутюжить швы стачивания |
У |
4 |
1,9 |
— |
— |
— |
Утюг |
|
|
63 |
Разутюжить швы стачивания и заутюжить нижний край бейки |
У |
3 |
2,6 |
— |
— |
— |
Утюг |
|
|
90 |
Приутюжить низ изделия |
У |
4 |
2,8 |
— |
— |
— |
Утюг |
|
|
ИТОГО |
У |
2-4 |
27,9 |
0,9 |
1,0 |
17,2 |
Утюг |
||
|
05 |
15 |
Стачать рельефы |
М |
3 |
1,4 |
— |
— |
— |
УМ 1022 кл. |
|
16 |
Удалить нитки сметывания |
Р |
1 |
1,0 |
— |
— |
— |
Ножницы |
|
|
17 |
Обметать рельефы |
СМ |
3 |
2,0 |
— |
— |
— |
СМ 51 кл. |
|
|
27 |
Обметать боковые швы |
СМ |
3 |
1,2 |
— |
— |
— |
СМ 51 кл. |
|
|
29 |
Обметать верхний обрезанный край нижней части изделия |
СМ |
3 |
1,3 |
— |
— |
— |
СМ 51 кл. |
|
|
30 |
Обметать нижний край верней части изделия |
СМ |
3 |
1,2 |
— |
— |
— |
СМ 51 кл. |
|
|
31 |
Вложить верхнюю часть изделия в нижнею часть и приметать |
Р |
5 |
6,6 |
— |
— |
— |
Игла, наперсток, ножницы |
Таблица
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
05 |
32 |
Притачать верхнюю часть изделия к нижней части |
М |
3 |
2,6 |
— |
— |
— |
УМ 1022 кл. |
|
33 |
Удалить нитки приметывания |
Р |
1 |
1,6 |
— |
— |
— |
Ножницы |
|
|
35 |
Стачать средние срезы спинки |
М |
3 |
1,6 |
— |
— |
— |
УМ 1022 кл. |
|
|
36 |
Удалить нитки сметывания среднего среза |
Р |
1 |
0,9 |
— |
— |
— |
Ножницы |
|
|
37 |
Обметать обрезанные края среднего шва |
СМ |
3 |
1,9 |
— |
— |
— |
СМ 51 кл. |
|
|
58 |
Стачать плечевые срезы |
М |
3 |
2,3 |
— |
— |
— |
УМ 1022 кл. |
|
|
59 |
Удалить нитки сметывания плечевых срезов |
Р |
1 |
0,5 |
— |
— |
— |
Ножницы |
|
|
60 |
Обметать обрезанные края плечевых швов |
СМ |
3 |
1,6 |
— |
— |
— |
СМ 51 кл. |
|
|
74 |
Обметать внутренние края обтачек пройм |
СМ |
3 |
1,4 |
— |
— |
— |
СМ 51 кл. |
|
|
78 |
Обметать шов обтачивания пройм |
СМ |
3 |
2,5 |
— |
— |
— |
СМ 51 кл. |
|
|
86 |
Обметать срез низа изделия |
СМ |
3 |
1,4 |
— |
— |
— |
СМ 51 кл. |
|
|
ИТОГО |
Р/М/СМ |
1-5 |
31,8 |
1,1 |
1,0 |
15,1 |
СМ 51 кл., УМ 1022 кл., игла, ножницы |
||
|
06 |
57 |
Сметать плечевые срезы |
Р |
3 |
2,8 |
— |
— |
— |
Игла, ножницы, наперсток |
|
75 |
Приметать обтачки к проймам изделия |
Р |
4 |
6,6 |
— |
— |
— |
Игла, ножницы, наперсток |
|
|
80 |
Выметать проймы |
Р |
4 |
3,8 |
— |
— |
— |
Игла, ножницы, наперсток |
|
|
87 |
Заметать припуск на подгибку низа |
Р |
3 |
3,1 |
— |
— |
— |
Игла, ножницы, наперсток |
|
|
88 |
Подшить низ изделия |
Р |
4 |
17,1 |
— |
— |
— |
Игла, ножницы, наперсток |
|
|
ИТОГО |
Р |
3-4 |
33,4 |
1,1 |
1,0 |
14,4 |
Игла, ножницы, наперсток |
||
|
07 |
21 |
Настрочить планку на перед |
М |
3 |
1,7 |
— |
— |
— |
УМ 1022 кл. |
Таблица
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
07 |
22 |
Удалить нитки наметывания планки |
Р |
1 |
0,7 |
— |
— |
— |
Ножницы |
|
44 |
Застрочить край припуска верхней стороны шлицы |
М |
3 |
0,8 |
— |
— |
— |
УМ 1022 кл. |
|
|
45 |
Наметить линию обтачивания угла нижней стороны шлицы |
Р |
3 |
0,5 |
— |
— |
— |
Линейка, мел |
|
|
46 |
Обтачать нижний угол |
М |
3 |
0,4 |
— |
— |
УМ 1022 кл. |
||
|
47 |
Наметить линию стачивания угла верхней стороны шлицы |
М |
3 |
0,9 |
— |
— |
— |
Линейка, мел |
|
|
48 |
Сметать угол верхней стороны шлицы |
Р |
3 |
0,7 |
— |
— |
— |
Игла, ножницы, наперсток |
|
|
49 |
Стачать угол верхней стороны шлицы |
М |
3 |
0,6 |
— |
— |
— |
УМ 1022 кл. |
|
|
50 |
Удалить нитки сметывания верхней стороны шлицы |
Р |
1 |
0,4 |
— |
— |
— |
Ножницы |
|
|
51 |
Вывернуть угол верхней стороны шлицы и выметать |
Р |
3 |
0,8 |
— |
— |
— |
Игла, ножницы, наперсток |
|
|
52 |
Вывернуть угол нижней стороны шлицы |
Р |
3 |
0,5 |
— |
— |
— |
Игла, ножницы, наперсток |
|
|
53 |
Закрепить верхние концы шлицы |
М |
2 |
0,5 |
— |
— |
— |
УМ 1022 кл. |
|
|
55 |
Удалить нитки выметывания угла верхней стороны шлицы |
Р |
1 |
0,3 |
— |
— |
— |
Ножницы |
|
|
56 |
Удалить нитки выметывания угла нижней стороны шлицы |
Р |
1 |
0,4 |
— |
— |
— |
Ножницы |
|
|
76 |
Обтачать проймы обтачкой |
М |
3 |
2,9 |
— |
— |
— |
УМ 1022 кл. |
|
|
77 |
Удалить нитки приметывания |
Р |
1 |
1,4 |
— |
— |
— |
Ножницы |
|
|
79 |
Настрочить швы обтачивания пройм |
М |
4 |
2,9 |
— |
— |
— |
УМ 1022 кл. |
|
|
81 |
Прикрепить внутренние края обтачек пройм |
Р |
3 |
9,9 |
— |
— |
— |
Игла, ножницы, наперсток |
Таблица
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
07 |
82 |
Удалить нитки выметывания пройм |
Р |
1 |
2,4 |
— |
— |
— |
Ножницы |
|
ИТОГО |
М/Р |
1-3 |
28,7 |
0,9 |
1,0 |
16,7 |
Ножницы, игла, наперсток, УМ 1022 кл., линейка, мел |
||
|
08 |
66 |
Заутюжить шов притачивания концов бейки горловины |
У |
2 |
0,4 |
— |
— |
— |
Утюг |
|
73 |
Приутюжить горловину |
У |
4 |
1,9 |
— |
— |
— |
Утюг |
|
|
83 |
Приутюжить проймы |
У |
4 |
4,3 |
— |
— |
— |
Утюг |
|
|
92 |
Утюжка изделия: Отутюжить изделие |
У |
5 |
21,3 |
— |
— |
— |
Утюг |
|
|
ИТОГО |
У |
2-5 |
27,9 |
0,9 |
1,0 |
17,2 |
Утюг |
3.4 Анализ загрузки организационных операций
Анализ выполненных действий по комплектованию неделимых операций в организационные выполняют на основе графика согласования, который строится в системе координат ОХ и OY в произвольном масштабе.
При оси ОХ указывают номера организационных операций, а по оси OY — время такта, min и max отклонения от такта.
В графике отмечается продолжительность каждой организационной операции, а затем полученные точки соединяют.
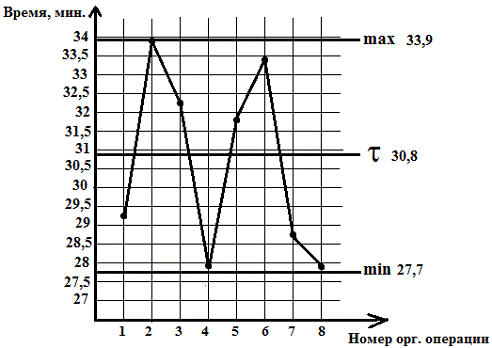
Рис. 1 — Оформление графика согласования.
Три организационные работы находятся примерно на максимуме, три организационные работы находятся на минимуме, две организационные работы находятся около такта. На основании графика степень загруженности операций является однородной.
4. Определение экономичности раскладки лекал, .1 Определение расхода материала на модель
Требования к раскладке лекал на ткани:
. Определяется вид раскладки (в сгиб или в разворот)
. Определяется направление нити основы
. Производится раскладка деталей:
- крупные — выпрямленными срезами к кромке или сгибу, срезом низа к срезу ткани
- мелкие — между крупными, соблюдая направление нити основы
. Проверяется расстояние между деталями для припусков на швы, равное удвоенной ширине шва + 0,2 — 0,3 см.
. Обводятся контуры деталей, уточняются припуски на швы, обводятся детали с учётом припусков
. Проверяется направление нити основы, припуски не накладываются один на другой и кромку.
Величины припусков на раскрой деталей изделия
Плечевое изделие:
- линия горловины — 1
- плечевой срез — 2
- верхний участок проймы до контрольного знака — 2
- нижний участок проймы — 1,5
- средний срез спинки — 2
- боковой срез — 2
- рельеф — 2
Изделие отрезное по линии талии:
- лиф — 2
- юбка — 1,5
- срез низа — 4
В производстве изделий по индивидуальным заказам раскладка считается экономичной, если количество межлекальных выпадов не более 20%.
Для изготовления проектируемого изделия раскладка выполняется на два вида материала: верхняя часть платья и баска (белый трикотаж) — в сгиб лицом к лицу; нижняя часть платья, декоративная планка и бейка горловины (синий трикотаж) — в разворот лицом к лицу. Ширина каждого из использованных материалов — 150 см.
= L∙b, где:
— площадь рамки раскладки, см2;
- длина раскладки, см;
- ширина раскладки, см.
Верхняя часть платья и баска (белый трикотаж): Sp=63,2*74=4676,8 см2.
Нижняя часть платья, бейки горловины и декоративная планка: Sp=50,5*74=3737 см2.
4.2 Определение площади лекал и процента межлекальных выпадов
Определение площади лекал выполнено геометрическим способом путем членения лекал на простейшие геометрические фигуры (прямоугольники, квадраты, прямоугольные треугольники).
На основании полученного расхода материала был определен процент межлекальных выпадов и экономичность раскладки лекал.
Таблица 7 — Определение площади лекал изделия
|
Наименование деталей |
Схема деталей с разбивкой на геометрические фигуры |
Формула площади геометрической фигуры и расчет |
Площадь лекал, S л , см2 |
|
1 |
2 |
3 |
4 |
Верхняя часть переда 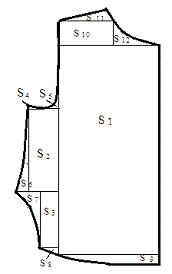 S1 =a*b=633,52 =a*b=111,83 =a*b=35,74 =2*(y1 +yn /2+y2 +…yn-1 )=0,85 =2*(y1 +yn /2+y2 +…yn-1 )=4,26 =2*(y1 +yn /2+y2 +…yn-1 )=11,47 =2*(y1 +yn /2+y2 +…yn-1 )=13,48 =2*(y1 +yn /2+y2 +…yn-1 )=1,99 =2*(y1 +yn /2+y2 +…yn-1 )=23,110 = a*b=61,211 =a*h/2=6,0
S1 =a*b=633,52 =a*b=111,83 =a*b=35,74 =2*(y1 +yn /2+y2 +…yn-1 )=0,85 =2*(y1 +yn /2+y2 +…yn-1 )=4,26 =2*(y1 +yn /2+y2 +…yn-1 )=11,47 =2*(y1 +yn /2+y2 +…yn-1 )=13,48 =2*(y1 +yn /2+y2 +…yn-1 )=1,99 =2*(y1 +yn /2+y2 +…yn-1 )=23,110 = a*b=61,211 =a*h/2=6,0
|
S 12 =2*(y1 +yn /2+y2 +…yn-1 )=21,0924 |
Нижняя центральная часть переда 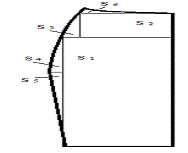 S1 =a*b=438,92 =a*b=67,03 =2*(y1 +yn /2+y2 +…yn-1 )=3,44 =2*(y1 +yn /2+y2 +…yn-1 )=8,05 =2*(y1 +yn /2+y2 +…yn-1 )=13,66 =2*(y1 +yn /2+y2 +…yn-1 )=2,8
S1 =a*b=438,92 =a*b=67,03 =2*(y1 +yn /2+y2 +…yn-1 )=3,44 =2*(y1 +yn /2+y2 +…yn-1 )=8,05 =2*(y1 +yn /2+y2 +…yn-1 )=13,66 =2*(y1 +yn /2+y2 +…yn-1 )=2,8
|
533,7 |
Таблица
|
1 |
2 |
3 |
4 |
Нижняя боковая часть переда и спинки (2 детали) 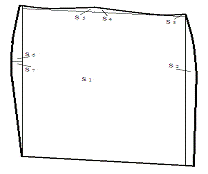 S1 =a*b=1215,02 =2*(y1 +yn /2+y2 +…yn-1 )=94,83 =2*(y1+yn/2+y2+…yn-1 )=0,64 =2*(y1 +yn /2+y2 +…yn-1 )=5,45 =2*(y1 +yn/ 2+y2 +…yn-1 )=6,46 =2*(y1+ yn /2+y2 +…yn-1 )=31,67 =2*(y1 +yn /2+y2 +…yn-1 )=33,0
S1 =a*b=1215,02 =2*(y1 +yn /2+y2 +…yn-1 )=94,83 =2*(y1+yn/2+y2+…yn-1 )=0,64 =2*(y1 +yn /2+y2 +…yn-1 )=5,45 =2*(y1 +yn/ 2+y2 +…yn-1 )=6,46 =2*(y1+ yn /2+y2 +…yn-1 )=31,67 =2*(y1 +yn /2+y2 +…yn-1 )=33,0
,8
Верхняя часть спинки (2 дет.) 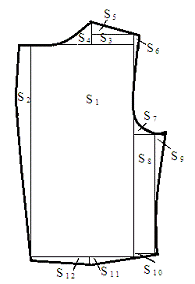 S1 =a*b=732,62 =2*(y1 +yn /2+y2 +…yn-1 )=68,93 =a*b=17,64 =2*(y1 +yn /2+y2 +…yn-1 )=11,25 =2*(y1 +yn /2+y2 +…yn-1 )=7,66 =2*(y1 +yn /2+y2 +…yn-1 )=1,47 =2*(y1 +yn /2+y2 +…yn-1 )=7,08 =a*b=93,29 =2*(y1 +yn /2+y2 +…yn-1 )=11,410 =2*(y1 +yn /2+y2 +…yn-1 )=1,611 =2*(y1 +yn /2+y2 +…yn-1 )=4,412 =2*(y1 +yn /2+y2+…yn-1 )=9,6966,5
S1 =a*b=732,62 =2*(y1 +yn /2+y2 +…yn-1 )=68,93 =a*b=17,64 =2*(y1 +yn /2+y2 +…yn-1 )=11,25 =2*(y1 +yn /2+y2 +…yn-1 )=7,66 =2*(y1 +yn /2+y2 +…yn-1 )=1,47 =2*(y1 +yn /2+y2 +…yn-1 )=7,08 =a*b=93,29 =2*(y1 +yn /2+y2 +…yn-1 )=11,410 =2*(y1 +yn /2+y2 +…yn-1 )=1,611 =2*(y1 +yn /2+y2 +…yn-1 )=4,412 =2*(y1 +yn /2+y2+…yn-1 )=9,6966,5
Нижняя центральная часть спинки (2 дет.) 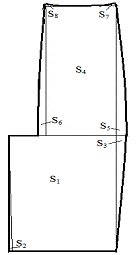 S1 =a*b=389,762 =2*(y1 +yn /2+y2 +…yn-1 )=3,33 =2*(y1 +yn /2+y2 +…yn-1 )=16,54 = a*b=282,245 =2*(y1 +yn /2+y2 +…yn-1 )=26,36 =2*(y1 +yn /2+y2 +…yn-1 )=19,97 =2*(y1 +yn /2+y2 +…yn-1 )=0,68 =2*(y1 +yn /2+y2 +…yn-1 )=0,3738,9
S1 =a*b=389,762 =2*(y1 +yn /2+y2 +…yn-1 )=3,33 =2*(y1 +yn /2+y2 +…yn-1 )=16,54 = a*b=282,245 =2*(y1 +yn /2+y2 +…yn-1 )=26,36 =2*(y1 +yn /2+y2 +…yn-1 )=19,97 =2*(y1 +yn /2+y2 +…yn-1 )=0,68 =2*(y1 +yn /2+y2 +…yn-1 )=0,3738,9
Таблица
|
1 |
2 |
3 |
4 |
|
Баска (2 дет.) |
S 1 =a*b=182 S2 =2*(y1 +yn /2+y2 +…yn-1 )=21,4 S3 =a*b=72 S4 =2*(y1 +yn /2+y2 +…yn-1 )=8,2 S5 = a*b=63,7 S6 =2*(y1 +yn /2+y2 +…yn-1 )=25,0 S7 =2*(y1 +yn /2+y2 +…yn-1 )=27,8 S8 =a*b=81,0 S9 =2*(y1 +yn /2+y2+ …yn-1 )=29,8 S10 = a*b=84 S11 =2*(y1 +yn /2+y2 +…yn-1 )=16,8 S12 =2*(y1 +yn /2+y2 +…yn-1 )=9,6 S13 = a*b=84 S14 =2*(y1 +yn /2+y2 +…yn-1 )=12,5 S15 =2*(y1 +yn /2+y2 +…yn-1 )=21,9 S16 =2*(y1 +yn /2+y2 +…yn-1 )=47,0 |
786,7 |
Декоративная планка  S1 =a*b=4,7*38,0=178,6/2=89,3
S1 =a*b=4,7*38,0=178,6/2=89,3
|
89,3 |
Бейка горловины переда 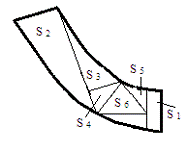 S1 =a*b=5,62 =2*(y1 +yn /2+y2 +…yn-1 )=26,03 =2*(y1 +yn /2+y2 +…yn-1 )=14,84 = a*h/2=4,05 = a*h/2=3,06 =2*(y1 +yn /2+y2 +…yn —1 )=9,8
S1 =a*b=5,62 =2*(y1 +yn /2+y2 +…yn-1 )=26,03 =2*(y1 +yn /2+y2 +…yn-1 )=14,84 = a*h/2=4,05 = a*h/2=3,06 =2*(y1 +yn /2+y2 +…yn —1 )=9,8
|
S 7 =2*(y1 +yn /2+y2 +…yn-1 )=6,870 |
Таблица
|
1 |
2 |
3 |
4 |
Бейка горловины спинки (2 дет.) 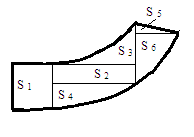 S1 =a*b=17,222 = a*b=15,83 =2*(y1 +yn /2+y2 +…yn-1 )=9,84 = 2*(y1 +yn /2+y2 +…yn-1 )=10,85 = a*h/2=1,986 =2*(y1 +yn /2+y2 +…yn-1 )=12,868,4
S1 =a*b=17,222 = a*b=15,83 =2*(y1 +yn /2+y2 +…yn-1 )=9,84 = 2*(y1 +yn /2+y2 +…yn-1 )=10,85 = a*h/2=1,986 =2*(y1 +yn /2+y2 +…yn-1 )=12,868,4
Обтачка проймы переда (2 дет.) 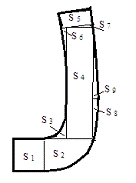 S1 =a*b=17,22 =2*(y1 +yn /2+y2 +…yn-1 )=17,83 =2*(y1 +yn /2+y2 +…yn-1 )=4,24 = a*b=50,45 = a*b=7,66 =2*(y1 +yn /2+y2 +…yn-1 )=1,27 =2*(y1 +yn /2+y2 +…yn-1 )=0,78 =2*(y1 +yn /2+y2 +…yn-1 )=2,4
S1 =a*b=17,22 =2*(y1 +yn /2+y2 +…yn-1 )=17,83 =2*(y1 +yn /2+y2 +…yn-1 )=4,24 = a*b=50,45 = a*b=7,66 =2*(y1 +yn /2+y2 +…yn-1 )=1,27 =2*(y1 +yn /2+y2 +…yn-1 )=0,78 =2*(y1 +yn /2+y2 +…yn-1 )=2,4
|
S 9 =2*(y1 +yn /2+y2 +…yn-1 )=2,8104,3 |
Обтачка проймы спинки (2 дет.) 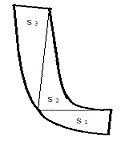 S1 =2*(y1 +yn /2+y2 +…yn-1 )=29,72 =2*(y1 +yn /2+y2 +…yn-1 )=35,5
S1 =2*(y1 +yn /2+y2 +…yn-1 )=29,72 =2*(y1 +yn /2+y2 +…yn-1 )=35,5
|
S 3 =2*(y1 +yn /2+y2 +…yn-1 )=50,7115,9 |
Вм.в. = (Sp — Sл ) / Sр ∙ 100%, где:
Вм.в. — процент межлекальных выпадов;
Sp — площадь раскладки, см2 ;
Sл — сумма площадей лекал всех деталей изделия, см2 .
Sл (трикотаж белого цвета)=2897,4 см2 ,
Вм.в . = (4676,8-2897,4)/4676,8*100% = 38%.
Sл (трикотаж синего цвета)=2887,1 см2 ,
Вм.в = (3737-2887,1)/3737*100% = 22%.
Раскладка не экономична, так как ткань комбинированная. Раскладка верхней части переда и спинки не экономична, так как баска более эстетична без боковых швов. Раскладка нижней части переда и спинки не экономична из-за декоративной планки переда.
Заключение
Одежда в наше время играет огромную роль. Современный рынок товаров народного потребления насыщен большим количеством одежды, созданной лучшими дизайнерами нашего времени, но основной объем всей производимой одежды выпускается массовым способом. Современный человек стремится к уникальности и неповторимости своего образа, хочет отличиться от остальных людей. Именно поэтому сейчас востребовано изготовление изделий по индивидуальным заказам.
Целью данного курсового проекта являлась разработка технологического процесса производства женского платья.
Для достижения этой цели был выполнен ряд задач: разработан комплект лекал, при помощи которого была произведена раскладка лекал и определен расход материала на изготовление изделия, а также был выявлен процент экономичности раскладки лекал. Выбор материалов для изготовления данной модели был обусловлен назначением изделия, конструктивными особенностями и направлением моды. Были учтены механические и технологические свойства материалов и их влияние на дальнейшую обработку изделия. Выбор оборудования для ниточного соединения деталей и ВТО осуществляется с целью повышения производительности труда и улучшения качества изделия в соответствии с его эффективностью при выполнении внутрепроцессной и окончательной обработке изделия. При выборе методов обработки проектируемого изделия была разработана поузловая последовательность изготовления модели, была разработана технологическая схема разделения труда.
Проектирование модели — важнейший этап производства изделия, ведь именно на этом этапе возможно определить рациональность методов обработки и раскроя изделия с наибольшей точностью.
Список литературы
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/tehnologiya-izgotovleniya-jenskogo-platya/
.Зевакова Л Н., Дашкевич Л. М. Техника раскроя одежды по индивидуальным заказам: Учебное пособие. — Ростов н/Д: Феникс, 2001. — 416 с (Серия «Учебники ХХI века».)
.Кокеткин П.П. Промышленная технология одежды: Справочник/П.П. Кокеткин, Т.Н. Кочегура, В.И. Барышникова и др. — М.: Легпромбытиздат, 1988. — 640 с.
.Силаева М А. Пошив изделий по индивидуальным заказам: Учебник для нач. проф. образования — 2-е изд., стер. — М.: Издательский центр «Академия», 2003. — 528 с.
.Технология швейных изделий: учебник для студ. учреждений сред. проф. образования / Э.К. Амирова, А.Т. Труханова, О.В. Сакулина, Б.С. Сакулин. — 6-е изд., испр. — М.: Издательский центр «Академия», 2012. — 512 с.
.Единый метод конструирования женской одежды различных покроев, изготовляемой по индивидуальным заказам населения. — М. ЦБНТИ, 1991. — 109с.
.ГОСТ 12807 — 88 «Классификация стежков, строчек и швов». М.: изда-тельство стандартов, 1989. — 42 с.
.ГОСТ 20521 — 75 «Технология швейного производства. Термины и определения». М.: издательство стандартов. 1987. — 10 с.
.#»700154.files/image020.gif»>
Рис.
Приложение Б
Таблица Б.1
|
Образец |
Наименование материала |
|
|
Материал верха |
Трикотаж «Джерси» |
|
|
Подкладочный материал |
Шифон |
|
|
Скрепляющий материал |
Нитки «Идеал» |
|
|
Фурнитура |
Молния потайная |
Приложение В
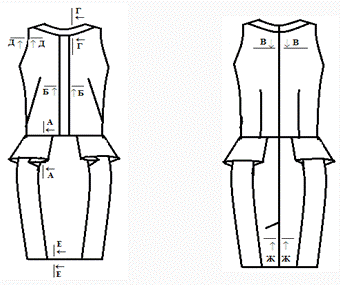
Рисунок В.1 — Техническая зарисовка платья
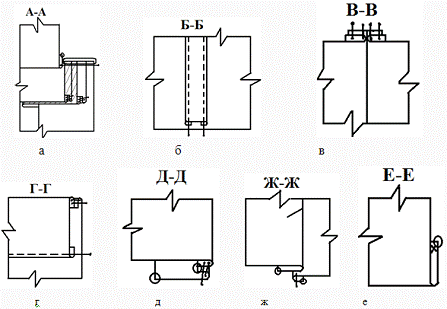
Рисунок В.1.1 — Графическое изображение обработки узлов платья:
а) соединение верхней части платья с нижней частью; б) настрачивание планки на перед; в) обработка застежки; г) обработка горловины; д) обработка пройм; ж) обработка шлицы; е) обработка низа платья
Приложение Г
Таблица Г.1 — Последовательность обработки модели
|
Ном. нед.. опер. |
Наименование операций |
Вид работ |
Разряд |
Норма времени, мин. |
Оборудование |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Проверить наличие деталей |
Р |
2 |
2,2 |
|
|
2 |
Приутюжить детали раскроенного изделия |
У |
2 |
5,0 |
Утюг |
|
3 |
Перенести меловые линии на вторую пол. |
Р |
3 |
9,1 |
Линейка, мел |
|
4 |
Р |
1 |
1,0 |
Игла, ножницы, наперсток |
|
|
5 |
Обтачать баску |
М |
3 |
2,9 |
УМ 1022 кл. |
|
6 |
Удалить нитки сметывания баски |
Р |
1 |
1,0 |
Ножницы |
|
7 |
Вывернуть шов обтачивания |
Р |
3 |
2,2 |
Игла, наперсток, ножницы |
|
8 |
Настрочить шов обтачивания баски |
М |
3 |
2,9 |
УМ 1022 кл. |
|
9 |
Приутюжить баску |
У |
3 |
1,7 |
Утюг |
|
10 |
Сметать выточки |
Р |
3 |
5,6 |
Игла, наперсток, ножницы |
|
11 |
Стачивание выточек |
М |
3 |
1,6 |
УМ 1022 кл. |
|
12 |
Удалить нитки сметывания выточек |
Р |
1 |
1,2 |
Ножницы |
|
13 |
Заутюжить выточки |
У |
3 |
1,8 |
Утюг |
|
14 |
Сметать рельефы |
Р |
3 |
4,4 |
Игла, наперсток, ножницы |
|
15 |
Стачать рельефы |
М |
3 |
1,4 |
УМ 1022 кл. |
|
16 |
Удалить нитки сметывания рельефов |
Р |
1 |
1,0 |
Ножницы |
|
17 |
Обметать рельефы |
СМ |
3 |
2,0 |
СМ 51 кл. |
|
18 |
Заутюжить рельефы |
У |
4 |
2,4 |
Утюг |
|
19 |
Заутюжить края планки |
У |
3 |
2,2 |
Утюг |
|
20 |
Наметать планку на перед |
Р |
4 |
1,5 |
Игла, наперсток, ножницы |
|
21 |
Настрочить планку на перед |
М |
3 |
1,7 |
УМ 1022 кл. |
|
22 |
Удалить нитки наметывания планки |
Р |
1 |
0,7 |
Ножницы |
|
23 |
Приутюжить планку |
У |
3 |
1,1 |
Утюг |
|
24 |
Сметать боковые срезы верхней части платья |
Р |
3 |
2,5 |
Игла, наперсток, ножницы |
|
25 |
Стачать боковые срезы |
М |
3 |
1,1 |
УМ 1022 кл. |
|
26 |
Удалить нитки сметывания боковых срезов |
Р |
3 |
0,6 |
Ножницы |
Таблица
|
1 |
2 |
3 |
4 |
5 |
6 |
|
27 |
Обметать боковые швы |
СМ |
3 |
1,2 |
СМ 51 кл. |
|
28 |
Разутюжить боковые швы |
У |
4 |
1,3 |
Утюг |
|
29 |
Обметать верхний обрезанный край нижней части изделия |
СМ |
3 |
1,3 |
СМ 51 кл. |
|
30 |
Обметать нижний край верней части изделия |
СМ |
3 |
1,2 |
См 51 кл. |
|
31 |
Вложить верхнюю часть изделия в нижнею часть и приметать |
Р |
5 |
6,6 |
Игла, наперсток, ножницы |
|
32 |
Притачать верхнюю часть изделия к нижней части |
М |
3 |
2,6 |
УМ 1022 кл. |
|
33 |
Удалить нитки приметывания |
Р |
1 |
1,6 |
Ножницы |
|
34 |
Сметать средний срез спинки |
Р |
3 |
3,3 |
Игла, наперсток, ножницы |
|
35 |
Стачать средние срезы спинки |
М |
3 |
1,6 |
УМ 1022 кл. |
|
36 |
Удалить нитки сметывания среднего среза |
Р |
1 |
0,9 |
ножницы |
|
37 |
Обметать обрезанные края среднего шва |
СМ |
3 |
1,9 |
СМ 51 кл. |
|
38 |
Разутюжить средний шов |
У |
4 |
2,0 |
Утюг |
|
39 |
Приметать тесьму — молнию к разутюженным краям застежке |
Р |
3 |
3,7 |
Игла, ножницы, наперсток |
|
40 |
Притачать тесьму — молнию |
М |
2 |
4,4 |
УМ 1022 кл. |
|
41 |
Настрочить внутренние края тесьмы — молнии |
М |
2 |
3,1 |
УМ 1022 кл. |
|
42 |
Удалить нитки приметывания тесьмы — молнии |
Р |
1 |
1,7 |
ножницы |
|
43 |
Приутюжить застежку |
У |
4 |
2,0 |
Утюг |
|
44 |
Застрочить край припуска верхней стороны шлицы |
М |
3 |
0,8 |
УМ 1022 кл. |
|
45 |
Наметить линию обтачивания угла нижней стороны шлицы |
Р |
3 |
0,5 |
Линейка, мел |
|
46 |
Обтачать нижний угол |
М |
3 |
0,4 |
УМ 1022 кл. |
|
47 |
Наметить линию стачивания угла верхней стороны шлицы |
М |
3 |
0,9 |
Линейка, мел |
|
48 |
Сметать угол верхней стороны шлицы |
Р |
3 |
0,7 |
Игла, ножницы, наперсток |
|
49 |
Стачать угол верхней стороны шлицы |
М |
3 |
0,6 |
УМ 1022 кл. |
|
50 |
Удалить нитки сметывания верхней стороны шлицы |
Р |
1 |
0,4 |
ножницы |
|
51 |
Вывернуть угол верхней стороны шлицы и выметать |
Р |
3 |
0,8 |
Игла, ножницы, наперсток |
|
52 |
Вывернуть угол нижней стороны шлицы |
Р |
3 |
0,5 |
Игла, ножницы, наперсток |
Таблица
|
1 |
2 |
3 |
4 |
5 |
6 |
|
53 |
Закрепить верхние концы шлицы |
М |
2 |
0,5 |
УМ 1022 кл. |
|
54 |
Приутюжить шлицу |
У |
3 |
1,1 |
Утюг |
|
55 |
Удалить нитки выметывания угла верхней стороны шлицы |
Р |
1 |
0,3 |
ножницы |
|
56 |
Удалить нитки выметывания угла нижней стороны шлицы |
Р |
1 |
0,4 |
ножницы |
|
57 |
Сметать плечевые срезы |
Р |
3 |
2,8 |
Игла, ножницы, наперсток |
|
58 |
Стачать плечевые срезы |
М |
3 |
2,3 |
УМ 1022 кл. |
|
59 |
Удалить нитки сметывания плечевых срезов |
Р |
1 |
0,5 |
ножницы |
|
60 |
Обметать обрезанные края плечевых швов |
3 |
1,6 |
СМ 51 кл. |
|
|
61 |
Разутюжить швы стачивания |
У |
4 |
1,9 |
Утюг |
|
62 |
Стачать части бейки |
М |
2 |
0,6 |
УМ 1022 кл. |
|
63 |
Разутюжить швы стачивания и заутюжить нижний край бейки |
У |
3 |
2,6 |
Утюг |
|
64 |
Приметать бейку к горловине |
Р |
4 |
4,7 |
Игла, ножницы, наперсток |
|
65 |
Притачать концы бейки горловины к припускам застежки |
М |
3 |
1,2 |
УМ 1022 кл. |
|
66 |
Заутюжить шов притачивания концов бейки горловины |
У |
2 |
0,4 |
Утюг |
|
67 |
Обтачать горловину бейкой |
М |
3 |
1,9 |
УМ 1022 кл. |
|
68 |
Удалить нитки приметывания бейки |
Р |
1 |
1,0 |
Ножницы |
|
69 |
Выметать горловину |
Р |
4 |
5,0 |
Игла, ножницы, наперсток |
|
70 |
Приметать свободный край бейки к изделию |
Р |
3 |
2,9 |
Игла, ножницы, наперсток |
|
71 |
Настрочить приметанный край к изделью |
М |
4 |
2,2 |
УМ 1022 кл. |
|
72 |
Удалить нитки приметывания |
Р |
1 |
2,0 |
Ножницы |
|
73 |
Приутюжить горловину |
У |
4 |
1,9 |
Утюг |
|
74 |
Обметать внутренние края обтачек пройм |
СМ |
3 |
1,4 |
СМ 51 кл. |
|
75 |
Приметать обтачки к проймам изделия |
Р |
4 |
6,6 |
Игла, ножницы, наперсток |
|
76 |
Обтачать проймы обтачкой |
М |
3 |
2,9 |
УМ 1022 кл. |
|
77 |
Удалить нитки приметывания обтачки |
Р |
1 |
1,4 |
Ножницы |
|
78 |
Обметать шов обтачивания пройм |
СМ |
3 |
2,5 |
СМ 51 кл. |
|
79 |
Настрочить швы обтачивания пройм |
М |
4 |
2,9 |
УМ 1022 кл. |
Таблица
|
1 |
2 |
3 |
4 |
5 |
6 |
|
80 |
Выметать проймы |
Р |
4 |
3,8 |
Игла, ножницы, наперсток |
|
81 |
Прикрепить внутренние края обтачек пройм |
Р |
3 |
9,9 |
Игла, ножницы, наперсток |
|
82 |
Удалить нитки выметывания |
Р |
1 |
2,4 |
Ножницы |
|
83 |
Приутюжить проймы |
У |
4 |
4,3 |
Утюг |
|
84 |
Наметить линию обрезки низа |
Р |
4 |
2,2 |
Линейка, мел |
|
85 |
Подрезать неровности низа |
Р |
4 |
1,3 |
Ножницы |
|
86 |
Обметать срез низа изделия |
СМ |
3 |
1,4 |
СМ 51 кл. |
|
87 |
Заметать припуск на подгибку низа |
Р |
3 |
3,1 |
Игла, ножницы, наперсток |
|
88 |
Подшить низ изделия |
Р |
4 |
17,1 |
Игла, ножницы, наперсток |
|
89 |
Удалить нитки заметывания низа |
Р |
1 |
2,0 |
Ножницы |
|
90 |
Приутюжить низ изделия |
У |
4 |
2,8 |
Утюг |
|
91 |
Чистка изделия: Очистить изделие |
Р |
1 |
5,5 |
Ножницы, щетка |
|
92 |
Утюжка изделия: Отутюжить изделие |
У |
5 |
21,3 |
Утюг |
|
93 |
Контрольно — устан. операции: проверить качество обработки выточек, рельефов, правильное соединение верхней части платья с нижней частью |
Р |
4 |
4,0 |
Сантиметровая лента, мел |
|
94 |
Проверить качество обработки шлицы, низа пройм, горловины, изделия, правильное прокладывание отделочных строчек |
Р |
4 |
3,0 |
Сантиметровая лента, мел |