
Актуальность темы: Листовым стеклом называются изделия из стекла, вырабатываемые в виде плоских листов, толщина которых мала по отношению к длине и ширине. В соответствии с разными способами выработки листовое стекло бывает тянутое, прокатное и полированное. Ассортимент листового стекла, разнообразен служит для остекления оконных и дверных проемов, фонарей верхнего света и витрин, а также является исходным материалом для стёклопакетов, стевита и стемалита.
Заводы вертикального вытягивания стекла находят свою нишу на рынке: поставки стекла для ремонтных целей, для остекления теплиц, выпуск стекла тонких номиналов, поставки стекла для электронной промышленности, но эта ниша сокращается.
В силу изношенности оборудования и его морального старения С 1981 года -по 88 завод находился в.составе производственного объединения «Токмакстройматериалы» включающего в себя производства стекла. С целью улучшения качества стекла получения поверхности листов стекла, а также увеличение до 33,2 млн. кв. м. в условиях 2 –х мм исчислении в 1990 — 91 гг. было проведено техническое перевооружение производства стекла с переходом на прогрессивный способ формования стекла на расплаве олова.
20 декабря 1991 года была пущена лента стекла 3,8 мм. Стекло листовое выпускалось по ГОСТу 111-90 марок М4, М5, Мб, М7, М8/
С 22.08. 1995 завод — листового .стекла был преобразован в Государственное Акционерное Общество «Айнек».
26 ноября 1999 года был Произведен слив стекломассы из — за отключения природного газа 15.01.2000 Чуйским Арбитражным судом АООТ-«Айнек» было объявлено банкротом. С 17 января на заводе начала работать спецадминистрация. На заводе начала работу спецадминистрация.- было оставлено 243 работающих, остальные все отправлены а отпуск с разрешения администрации. 15 февраля было проведено собрание кредиторов, которое приняло решение о восстановлении стекольного завода.
19 февраля 1999 года FAO «Айнек» было перерегистрировано вАООТ «Айнек».
14 сентября 2000 года Германская компания приобрела у спецадминистратора «Айнек» Сейдылдаева А.О. на открытом конкурсе право собственности на имущественный комплекс стекольного завода.
ОсОО «Интергласс» зарегистрировано 26 сентября 2000 года какпредприятиесо стопроцентныминостранным капиталом,производственной мощностью 18 млн. кв. м. стекла в год.
Технология производства и потребительские свойства стекла листового
... по заданной теме, анализируя её и выбирая основную информацию. Исходя из цели работы были поставлены следующие задачи: изучить применение, потребительские свойства, классификацию стекла армированного листового; изучить технологию производства стекла армированного листового; ...
За период ремонтно-восстановительных работ 2000-02 гг, проведенных немецкой компанией «SteinertIndustries СО KG», проведена модернизация основного производства повышен уровень технического оснащения предприятие с обновлением основных фондов для Достижения эффективных показателей и выдвижения производства на высокий уровень рентабельности в кратчайшие сроки.
Автоматизирована ‘ система управления и телеконтроля за стекловарением.
Автоматизирована система подачи шихты.
Реконструирована система газоснабжения и аварийного, резервного жидкого топлива.
Для точного раскроя стекла приобретена и смонтирована технологическая линия немецкой фирмы «GRENZEBACH».
Принято решение провести техническое перевооружение’ предприятия по автоматизации концевых операций. Для этого запланировано приобрести автоматические линии для раскроя, разломки и упаковки листов стекла в ящики. Пакеты и пирамиды. Заключены договора и произведена проплата на поставку импортного оборудования.
На 01.03.2002 г. Общая сумма затрат вложенных, в ремонт предприятия, составила 262 527 828 тыс. сом.
Решены вопросы по обеспечению завода топливом сырьевыми- иматериальными ресурсами.
Производится ритмичная поставка, всех-видов сырья, тары, дляупаковки готовой продукции.
Численность работников на 01.09 2002 г. Составило 1170 человек. Кадрами завод обеспечен на 100 % проведено теоретическое и практическое обучение вновь принятых рабочих главными специалистами на учебной баз предприятия.
14.06.2002 г. Произведен розжиг стекловаренной печи.
Первое стекло получили 26.0-7.02 с-этого периода началось поэтапноеосвоение проектной мощности предприятия по производительности 18,0млн. кв.м. стекла в год. Коэффициент использования мощности оставил0,42.
С 01.08.02 г. по 31.08.02 произвели 623 779,5 кв. м. годовой продукции. В связи с установкой технологической линий фирмы «GRENZEBACH» .по точному раскрою стекла. Предприятие имеет возможность выполнять единичные заказы на выпуск видоразмеров листов стекла партий не менее 6 тыс. кв.м.
Сегодня завод производит стекло марки М2, МЗ, М4 толщина 3 мм, 3,5 мм, 4 мм, 5мм, 6мм, а на сегодняшний день еще 8 мм и 10 мм. С высокой прозрачностью светопропусканием и соответствует мировым стандартам.
Вся производимая продукция сертифицирована. На сегодняшний день возрождается участок промпереработки по производству тонированного стекла.
Но есть и определенные трудности; 95 % годовой продукции отправляется на экспорт и завод неоднократно обращался с просьбой об освобождении от уплаты НДС на ввозимое сырье.
Завод обращался с просьбой о безвозмездной передачи ОсОО «Интергласс» права собственности на пансионат «Дружба» в Иссык Кульской области, что позволило бы руководству предприятия на льготных условиях круглосуточно предоставлять работникам путевки по льготной цене для восстановления и поддержки здоровья трудящихся на предприятии. Но руководство завода стоит на пути преодоления всех трудностей.
Технические возможности завода в настоящее время таковы-что он способен обеспечить рынок широким спектром стекла оконного, витринного, для мебельной промышленности, основой для производства зеркала, бронированного, декоративного и тонированного.
Организация поточного производства на предприятии
... цеха фордовского завода. Все предприятия, вовлеченные Фордом в его производство, также должны были переходить на поточный метод. Купив однажды стекольный завод, Форд предложил местным специалистам производить зеркальное стекло для автомобилей ...
Одна из основных задач ОсОО «Интергласс» обеспечение листовым стеклом стран Центральноазиатского региона и городов Сибири, расширение рынка сбыта продукции «Интергласс» с выходом на страны азиатского континента.Для достижения конкурентоспособности на заводе «Интергласс» постоянно происходят преобразования.
На данный момент на заводе одновременна стартуют сразу несколько проектов: идет, установи немецкого оборудования, для Автоматического контроля качества, стекла, строительство нового цеха и установка Дизель — генераторов.
Это нововведение на заводе устанавливают немецкие специалисты фирмы «GIS — Glasinvest». Системе контроля качества говорит сами за себя, на предприятии будет вестись круглосуточный контроль с помощью видеонаблюдения, что позволит в будущем сократить штат и улучшить, систему качества стекла.
С начала этого года начато строительство нового — цеха «Цех
Серебряного Зеркала», что позволит компании еще больше зарекомендовать себя на внутреннем и внешнем рынках как предприятие с высококачественной продукцией и большим ассортиментом. Линия серебряного зеркала, также разработана немецкими специалистами фирмы «GIS — Glasinvest» в настоящее время на завод поступает оборудование для производства зеркал проводится его тестирование и установка. Что позволит в будущем также конкурировать на внешнем рынке с Российскими, Польскими и Китайскими компаниями. Компания «Интергласс» зарекомендовало себя как надежного поставщика. На Российских – рынкахпродукция компании ОсОО «Интергласс» значительно доминирует Третий проект, который начал разработку еще с прошлого года это установка, дизель генераторов. Компания «Интергласс» подписала договор на поставку дизель генераторов с Московской фирмой «Копитан» Установка ДГУ позволит значительно экономить электроэнергию, и постоянно иметь резервный запас топлива независимо от государственных поставок электричества и газа.
Все эти проекты в скором будущем окупят себя и будут приносить значительную прибыль заводу.
Целью работы является определить новейшие оборудование для производства листового стекла, обозначить наиболее значимые и стратегически важные из них, сделать анализ эффективности производства. Объектом работы является изучение стекольной промышленности с использованием учебно-методической и научной литературы.
Задачами являются:
- Анализ оборудований для производства листового стекла
- Анализ заводов выпускающих листового стекла в странах СНГ и Кыргызстане
- Изучить структуру оборудования
- Определить важность и роль применения листовых стекол в быту
- Изучение историю развития стеклоделия в Кыргызстане, России и мире.
- Изучение разновидности стекла.
- Изучение технологии изготовления различных видов стекла.
- Изучение различные свойства и характеристики стекла.
- Разработка и изготовление установки проверки прочности стекла на прогиб.
Методы работы для выполнения поставленных задач:
Анализ научно-методической литературы по стеклоделию, химии, сопротивления материалов.
Структура: Данная работа состоит из введения, двух глав, заключения и списка литературы. В первой главе три параграфа, во второй главе два параграфа.
Краткое изложение работы: Во введении изучены вопросы контроля качества листового стекла, правила приёмки, транспортирования и хранения готовой продукции.
Определены потребительские свойства листового армированного стекла. В первой главе рассматривается, виды оборудования для производство листового стекла. Изучены и описаны технологии производства листового армированного стекла дана характеристика сырья для их получения, основные стадии производства, приведена блок – схема производства, выявлено влияние технологии, сырья на качество продукции.
Технология обработки древесины на токарном станке
... вырезаемые участки? 3. Что называют пороками древесины? 3. Изложение нового материала Тема: Технология обработки древесины на токарном станке. Цель: Изучить устройство токарного станка и его особенности 4. Закрепление ... быстрее и точнее можно сделать такую деталь на токарном станке. Токарные станки предназначены для изготовления (точения) деревянных изделий, имеющих в поперечном сечении форму ...
Глава 1. Развитие производства листового стекла
§ 1.1 Виды оборудования для производства листового стекла
Оборудование для порезки и обработки листового стекла — Z.BAVELLONI
Z. Bavelloni — одна из ведущих в мире производителей станков и оборудования для обработки листового стекла и камня. В широкий ассортимент её продукции входят станки для резки, заточки, обработки кромки, сверления и мойки стекла и CNC центры, представленные в виде автономных решений, а также в виде интегрированных линий для стеклообрабатывающей промышленности
Гамма продуктов компании «Z.Bavelloni» включает оборудование для резки стекла, оборудование для обработки стекла и инструменты для обработки стекла и камня. Благодаря своему 60–летнему опыту в данной области, компания в настоящее время является одним из ведущих поставщиков линий для предварительной обработки стекла. Z.Bavelloni постоянно инвестирует в разработку продукта и в сеть обслуживания своих клиентов для оказания услуг по всему миру.
Z. Bavelloni относится, вместе с Tamglass, к подразделению Glaston Technologies финской Kyro Group. GlastonTechnologies – ведущий поставщик стеклообрабатывающего оборудования с полным ассортиментом продукции, включающей предварительную обработку для оборудования по производству защитного стекла, с обширным ноу-хау в области обработки стекла. Сеть обслуживания потребителей филиала – самая крупная в стекольной промышленности, имеющая 34 местных подразделений во всём мире. GlastonTechnologies – это группа KyroGlass и подразделения Технологии камня Корпорация Kyro- сильная растущая технологическая компания, входящая в перечень HelsinkiExchanges.
Стол для резки листового стекла — серия столов для прямолинейной и фигурной резки флоат стекла.

Линии резки для флоат стекла — широкая гамма автоматических станков для резки и перемещения плоского стекла, которые могут быть скомпонованы для создания систем «под заказ». Имеются станки для больших листов и для средних, а также в исполнении для обработки стекла Low-E.

Прямолинейный фацет — линия прямолинейных фацетных станков, включающая две модели: MAX 80 и B 75.
Фигурный фацет (Криволинейный фацет) — линия фацетных станков для обработки фигурной кромки
Горизонтальное сверление листового стекла — серия полностью автоматических горизонтальных сверлильных и фрезеровальных станков с возможностью объединения со шлифовальной линией, а также использования полуавтоматического сверлильного станка.
Прямолинейная обработка кромки стекла:
GEMY: Ряд вертикальных станков для обработки прямолинейной кромки и фасок. Спроектированная и изготовленная с учетом самых современных технологических решений, серия Gemy включает 4 модели, которые позволяют удовлетворять любым требованиям.
Точность обработки изделий в машиностроении и методы ее достижения
... оборудования, оснащения, механизации и автоматизации должны решаться одновременно Точность обработки изделий в машиностроении и. методы ее достижения. Основные погрешности при механической обработке и сборке Качество продукции - это совокупность ее свойств, ...
GEMY V: Серия прямолинейных станков для обработки кромки с переменным углом, состоящая из двух моделей: Gemy V10 и Gemy V14. Оба станка могут обрабатывать толщину до 51 мм и оснащаться бакелитовыми кругами и системой полировки оксидом церия для получения обработки высочайшего качества.
Двусторонняя обработка кромки листового стекла
Станок для двусторонней обработки кромки — полная гамма отдельных станков с чашечными или периферийными кругами
Линия для двусторонней обработки кромки. Благодаря модульной конструкции станков для двусторонней обработки кромки серий V и VX, возможна компоновка линий, включающих автоматические погрузчики, укладчики на стеллажи, роликовые конвейеры, угловые передаточные столы, которые удовлетворяют конкретным требованиям клиента.
ЧПУ Alpa. Линия многофункциональных обрабатывающих центров, предназначенная для использования, в основном, в секторе декорирования. Чрезвычайная гибкость центра обеспечивает выполнение любого вида обработки — обработку кромки, фрезерование, резку пилой, сверление, надпись, полированную гравировку и фацетирование.
Оборудование для матирования стекла НОВЫЙ МДМ 23/2250
Станок с ЧПУ для матирования листового стекла и зеркал
На станке МдМ 23/2250 в отличие от традиционной методики перемещения стекла конвейером, есть подвижная матировальная камера. Недвижимость стекла обеспечивает возможность работы с заготовками сложной формы и исключает возможность возникновения царапин на задней стороне письма. Граница области матирования и скорость перемещения камеры и каретки задаются с помощью системы ЧПУ.
Есть возможность ручного управления с сохранением автоматических параметров, которые значительно повышают эффективность использования станка.
Существует возможность нанесения орнаментов при использовании соответствующих масок.
Абразив циркулирует в замкнутом круге. Выбросы в окружающую среду предотвращаются благодаря системе фильтрации.
Максимальный размер стекла…………………..3000 х 2250мм
Производительность……………………………….5..9 мин/м.кв.
Габаритные размеры станку……………………..4000 х 2300 х 3100 мм
Мощность электрооборудования……………….4,5кВт
Потребление краткого воздуха……………………2000л/мин.
Станок прошел сертификацию в Украине: ТУУ 29. 21622065

§ 1.2 Применение листового стекла в сфере производства и потребление
Стекло – один из самых распространенных материалов, широко используемых в народном хозяйстве и в быту. Прозрачными листами стекла заполняют световые проемы зданий и остекляют средства транспорта.
Широчайшее применение находит стекло в современном строительстве. Прозрачные изделия из стекла – листы с узорчатой поверхностью или армированные металлической сеткой, профильное стекло в виде швеллеров и коробок – применяют для кладки наружных стен и внутренних перегородок.
Первоначальное назначение стекла было чисто бытовым . В бронзовом веке из природного вулканического стекла – обсидиана делали зеркальца, ножи, бритвы. Стеклоделие появилось 4-5 тыс. лет тому назад в странах Ближнего Востока (Месопотамии, Финикии, Египте).
На огне костров сплавляли смесь песка с золой и получали вязкую, пластическую массу, из которой при помощи щипцов делали бусы, браслеты, статуэтки и сосуды. После завоевания Ближнего Востока Римской империей в 1 в. до н.э. в Риме появились стекольные мастерские с примитивными печами-горнами, в которых можно было сплавлять горячую жидкотекучую массу. Из нее с помощью впервые примененной стеклодувной трубки были получены выдувные изделия; тогда же начали отливать стекло в пластины, шлифовать и полировать их.
Одновременно стеклоделие распространялось по другим территориям Римской Империи.
На Киевской Руси с III в. н.э. делали эмали для ювелирных изделий, а стеклоделие как ремесло появилось в Х-ХI в., видимо, благодаря связям с Византией.
Первый стекольный завод в России появился в 1639 году и был запущен шведом Елисеем Коетом в Духанино, близ Воскресенска (под Москвой).
В настоящее время стекольная промышленность развивается динамично, так как возрастает спрос в таком материале и в изделиях, особенно из листового стекла.
Изделия из листового стекла применяются практически во всех сферах жизни человека. Ассортимент выпускаемого стекла в наше время довольно широк.
Основным видом листового стекла является оконное стекло – применяется для застекления оконных проемов жилых зданий, промышленных предприятий.
Стеклопакеты – для остекления окон, витрин, зенитных фонарей и балконных дверей общественных, производственных и вспомогательных зданий промышленных предприятий, а также жилых зданий.
Витринное стекло – применяется для застекления продовольственных витрин и больших световых проемов в торговых и общественных зданиях. Полированное витринное стекло используют преимущественно в строительстве первоклассных и уникальных зданий.
Техническое стекло – используют для остекления автомобилей, самолетов, судов, а также для других технических целей.
Листовым стеклом называют изделия из стекла, вырабатываемые в виде плоских листов, толщина которых мала по отношению к длине и ширине.
В соответствии со способом выработки листовое стекло классифицируют на:
- тянутое;
- прокатное;
- полированное.
По назначению стекло классифицируют на:
— Оконное – бесцветное прозрачное тянутое листовое стекло с гладкими поверхностями. Основными требованиями предъявляемыми к оконному стеклу, являются высокая светопрозрачность (в зависимости от толщины от 84 до 87 %), достаточная механическая прочность, высокая химическая устойчивость, минимальные неровности на поверхности (полосность или волнистость), вызывающие искажения просматриваемых через стекло предметов, минимальное содержание инородных включений (пузыри, камни).
- Витринное – представляет собой бесцветное прозрачное листовое стекло с гладкими плоскостями больших размеров.
- Техническое – наиболее высококачественное тянутое полированное стекло.
- Мебельное – преимущественно бесцветное прозрачное листовое стекло, неполированное или полированное.
- Зеркальное – прозрачное листовое стекло толщиной 4-7,6 мм, высококачественное тянутое, полированное или полученное флоат-способом.
- Фотостекло – тонкое тянутое бесцветное листовое стекло, предназначенное для изготовления фотопластинок.
Материалы и изделия из стекла, применяемые в строительстве, в зависимости от назначения разделяются на следующие группы:
1) материалы для заполнения проемов зданий и сооружений — наиболее обширная группа строительных материалов из стекла — включающая листовые стекла различных видов и стеклопакеты; в сбою очередь листовое стекло подразделяется на листовое оконное, витринное (полированное и неполированное), армированное, узорчатое, увиолевое, трехслойное, закаленное и др.
2) материалы для строительных конструкций — профильное стекло, стеклоблоки;
3) облицовочные и отделочные материалы — марблит, стемалит; плитки стеклянные облицовочные, коврово-мозаичные и ковры из них; смальта;
4) теплоизоляционные материалы — пеностекло, стеклянная вата и изделия из нее, стекловолокно.
Классификация по ТНВЭД
Раздел XIII. Изделия из камня, гипса, цемента, асбеста, слюды и из подобных материалов; керамические изделия; стекло и изделия из него.
Группа 70. Стекло и изделия из него.
Позиция 70.03. Стекло литое и прокатанное, в листах или профилированное, с нанесенным абсорбирующим или отражающим слоем или без него.
Классификация по ОКП РБ
Секция D. Продукция перерабатывающей промышленности.
Подсекция DI. Прочие неметаллические минеральные изделия.
Раздел 26. Прочие неметаллические минеральные изделия.
Группа 26.1. Стекло и изделия из стекла.
Класс 26.11. Листовое стекло.
Потребительские свойства листового стекла зависят от свойств самого стекла.
Плотность стекла – представляет собой отношение массы к объему. Плотность стекол изменяется от 2200 до 7000 кг/м 3 в зависимости от атомной массы элементов, входящих в их состав. Самые тяжелые стекла содержат много оксида свинца, а самые легкие стекла – оксиды малой атомной массы (оксиды лития, бериллия, бора).
Механические свойства:
Упругие свойства. Нагрузка , приложенная к твердому телу, может вызвать его упругую или пластическую деформацию. Упругая деформация исчезает сразу после снятия нагрузки, пластическая в той или иной степени остается. Модуль упругости стекол различного состава колеблется от 48000 до 83000 Мпа.
Предел прочности при сжатии. Предел прочности стекла при сжатии определяется разрушающей силой сжатия, действующей на поперечное сечение образца в направлении оси последнего, равномерно по всему сечению. Предел прочности отожженных стекол при сжатии составляет 500-2000 Мпа.
Предел прочности при растяжении и изгибе. Предел прочности стекла при растяжении, измеряется отношением нагрузки, разрывающей образец, к площади его поперечного сечения. При поперечном изгибе в стекле со стороны действия усилия возникают напряжении сжатия, а с противоположной – напряжения растяжения. Теоретически прочность стекла должна составлять не менее 10000 Мпа.
Твердость стекла – это сопротивление его поверхности прониканию в нее инородных тел. Чем выше твердость, тем больше требуется времени для механической обработки стекла и тем меньше его износ при истирании.
Хрупкость – характерное свойство твердых стекол. Твердое стекло разрушается сразу после достижения им предела упругой деформации. Поэтому хрупкость стекла характеризуется его сопротивлением мгновенной нагрузке – удару. Хрупкость стекла зависит от его формы, размеров, толщины; с увеличением толщины сопротивление удару возрастает.
Термические свойства:
Теплопроводность стекла – способность передавать теплоту в направлении от более нагретой части обьема или поверхности к менее нагретой. Теплопроводность стекла повышается с возрастанием его температуры, удваиваясь при температуре размягчения.
Термическая стойкость. Стеклянные изделия нередко эксплуатируют в условиях изменяющихся температур. Термостойкость стекла зависит прежде всего от температурного коэффициента линейного расширения.
Оптические свойства:
Отражение света – отношение количества света отраженного от поверхности стекла, к количеству света, падающего на его поверхность.
Рассеивание света – если свет падает на стекло, имеющее шероховатую поверхность или содержащее в массе много мелких инородных включений, он многократно отражается в разных направлениях и выходит из стекла в виде рассеянного пучка.
НТД на листовое стекло, нормируемые показатели качества в соответствии с требованиями стандартов
ГОСТ 7481-78 «Стекло армированное листовое. Технические условия»
нормируемые показатели качества по ГОСТ 7481-78 «Стекло армированное листовое. Технические условия»
ГОСТ 7481-78 «Стекло армированное листовое. Технические условия» распространяется на бесцветное и цветное стекло, армированное металлической сеткой, предназначенное для заполнения световых проемов и устройства ограждений в зданиях и сооружениях различного назначения.
Размеры
Размеры листов стекла должны быть, мм:
- от 800 до 2000 — по длине;
- от 400 до 1600 — по ширине;
- 5,5 — по толщине для бесцветного стекла;
- 6,0 — по толщине для цветного стекла.
Допускается по соглашению изготовителя с потребителем изготавливать листы стекла других размеров.
Отклонения от размеров листов стекла не должны превышать, мм:
- ±3 — по длине и ширине;
- ±0,6 — по толщине — для бесцветного стекла;
- ±1,0 — по толщине — для цветного стекла.
Технические требованияпоГОСТ 7481-78 «Стекло армированное листовое. Технические условия»
Листы стекла должны иметь прямоугольную форму. Разность длин диагоналей листов стекла не должна превышать 7 мм.
Листы стекла должны иметь равномерную толщину. Разнотолщинность, т.е. колебание толщины одного и того же листа стекла, не должна превышать 1 мм для бесцветного и 1,2 мм — для цветного стекла. Разнотолщинность листов стекла высшей категории качества не должна превышать 0,6 мм.
Листы стекла должны иметь ровные кромки и целые углы.
Сколы и щербины в кромках листа не допускаются длиной (считая от края к центру листа) более 5 мм и глубиной по толщине стекла более 3 мм.
Повреждения углов листов стекла не допускаются размером более 5 мм по биссектрисе.
Поверхности листов стекла могут быть гладкими (коваными) или одна поверхность гладкой (кованой), а другая рифленой или узорчатой.
Рифленой считают поверхность с рифлениями высотой менее 0,3 мм, а узорчатой — с рифлениями высотой более 0,3 мм.
Поверхность листов стекла не должна иметь радужных и матовых пятен и других следов выщелачивания.
На одной из поверхностей листа стекла допускаются неровности от заглубления сетки в виде незначительных складок в пределах допускаемых отклонений по толщине стекла.
Бесцветное стекло может иметь зеленоватый или голубоватый оттенки, не снижающие коэффициент общего светопропускания стекла.
Цвет, а также рисунок рифленой или узорчатой поверхности стекла должны соответствовать эталонам, утвержденным в установленном порядке.
Допускается по соглашению изготовителя с потребителем поставка стекла переходных цветов.
По показателям внешнего вида (порокам) листы стекла должны соответствовать требованиям, указанным в табл. 1.
Таблица 1. Нормируемые показатели внешнего вида
| Наименование показателя | Норма на 1 кв.м стекла | ||
| высшей категории | 1-й категории | ||
| Пузыри размером от 3 до 6 мм включ. | Не допускаются более 5 шт. | Не допускаются в сосредоточенном виде | |
| Пузыри вытянутые шириной до 1 мм | Не допускаются | Не допускаются длиной более 15 мм | |
| Инородные разрушающие включения (частицы огнеупорных или других материалов) | Не допускаются | ||
| Инородные неразрушающие включения (непроваренные частицы шихты, закристаллизовавшееся стекло, свиль узловая) размером до 2 мм | Не допускаются более | ||
| 3 шт. | 5 шт. | ||
| Заделанные разрывы проволоки | Не допускаются | Не допускаются более 1 шт. | |
| Местное окрашивание стекла, вызванное металлической сеткой | Не допускается | Не допускается снижающее коэффициент общего светопропускания, указанный в п.2.9 | |
| Непровары проволок в металлической сетке | Не допускаются в сосредоточенном виде более | ||
| 1% | 2% | ||
| от общего числа ячеек | |||
Коэффициенты общего светопропускания бесцветного стекла должны быть не менее указанных в табл. 2.
Для армирования стекла должна применяться сварная сетка по нормативно-технической документации, утвержденной в установленном порядке. Сварная сетка должна иметь квадратные ячейки размерами 12,5 и 25 мм. Для армирования стекла высшей категории качества должна применяться сварная сетка из стальной проволоки с защитным алюминиевым покрытием.
Таблица 2. Коэффициенты общего светопропускания бесцветного стекла
| Характеристика поверхности листового стекла | Вид сетки | Размер ячейки сетки, мм | Коэффициент общего светопропускания бесцветного стекла | |
| высшей категории | 1-й категории | |||
| Обе поверхности гладкие (кованые) | Сварная с квадратными ячейкам | 12,5 | 0,65 | 0,60 |
| 25 | 0,75 | 0,68 | ||
| Одна поверхность гладкая (кованая), другая — рифленая или узорчатая | 12,5 | 0,60 | 0,55 | |
| 25 | 0,70 | 0,65 | ||
| Обе поверхности гладкие (кованые) | Крученая с шестиугольными ячейками | 20 и 25 | 0,75 | 0,68 |
| Одна поверхность гладкая (кованая), другая — рифленая или узорчатая | 0,70 | 0,65 | ||
Сетка должна быть расположена по всему листу на расстоянии не менее 1,5 мм от поверхности стекла.
Допускается вдоль одного или обоих краев листа стекла свободная от сетки полоса шириной не более 15 мм и не более 10 мм — для листов стекла высшей категории качества.
Поставка листов стекла должна производиться по спецификации заказчика, при отсутствии спецификации — в заводском ассортименте.
Листы стекла в заводском ассортименте должны иметь размеры по длине и ширине кратные 25.
Правила приемки по ГОСТ 7481-78 «Стекло армированное листовое. Технические условия»
Листы стекла должны быть приняты техническим контролем предприятия-изготовителя в соответствии с требованиями настоящего стандарта.
Приемку листов стекла производят партиями. В партию должны входить листы стекла одинакового цвета и лицевой поверхности. Размер партии стекла не должен превышать 5000 кв.м.
При проверке листов стекла на соответствие требованиям ГОСТ 7481-78 «Стекло армированное листовое. Технические условия» применяют двухступенчатый контроль, для чего от партии отбирают листы в выборку в соответствии с табл.3.
Таблица 3. Определение выборки листов
| Объем партии листов, шт. | Ступени контроля | Объем одной выборки листов, шт. | Объем двух выборок листов, шт. | Приемочное число | Браковочное число |
| До 50 |
Первая Вторая |
5 5 |
10 |
0 3 |
3 4 |
| 51-90 |
Первая Вторая |
8 8 |
16 |
1 4 |
4 5 |
| 91-150 |
Первая Вторая |
13 13 |
26 |
2 6 |
5 7 |
| 151-280 |
Первая Вторая |
20 20 |
40 |
3 8 |
7 9 |
| 281-500 |
Первая Вторая |
32 32 |
64 |
5 12 |
9 13 |
| 501-1200 |
Первая Вторая |
50 50 |
100 |
7 18 |
11 19 |
| 1201-3200 |
Первая Вторая |
80 80 |
160 |
11 26 |
16 27 |
| 3201-10000 |
Первая Вторая |
125 125 |
250 |
11 26 |
16 27 |
Партию листов стекла принимают, если количество дефектных листов в первой выборке меньше или равно приемочному числу, и бракуют без назначения второй выборки, если количество дефектных листов больше или равно браковочному числу.
Если количество дефектных листов в первой выборке больше приемочного числа, но меньше браковочного, производят вторую выборку.
Партию листов стекла принимают, если количество дефектных листов в двух выборках меньше или равно приемочному числу, и бракуют, если количество дефектных листов в двух выборках больше или равно браковочному числу.
Если при приемке листов стекла высшей категории качества количество дефектных листов в первой выборке будет больше приемочного числа, то стекло приемке по высшей категории качества не подлежит.
Неперпендикулярность сторон листов стекла определяют на 5 листах.
Коэффициент общего светопропускания стекла определяют на трех листах не реже одного раза в шесть месяцев.
Если при проверке образцов, отобранных в соответствии с требованиями, окажется хотя бы один, неудовлетворяющий требованиям настоящего стандарта по неперпендикулярности сторон и коэффициенту общего светопропускания, производят повторные испытания удвоенного количества образцов, отобранных от той же партии. В случае неудовлетворительных результатов повторной проверки, партия листов стекла приемке не подлежит.
Потребитель имеет право производить контрольную проверку соответствия листов стекла требованиям настоящего стандарта, соблюдая при этом приведенный порядок отбора образцов и применяя указанные методы испытаний.
Методы испытаний по ГОСТ 7481-78 «Стекло армированное листовое. Технические условия»
Длину и ширину листов стекла и длину их диагоналей измеряют металлической рулеткой с погрешностью до 1 мм.
Результаты каждого измерения длины и ширины листов стекла должны находиться в пределах допускаемых отклонений.
Толщину листов стекла измеряют микрометром с погрешностью до 0,01 мм в середине каждой стороны листа на расстоянии от кромки не менее его толщины.
За толщину листа стекла принимают среднее арифметическое значение результатов измерений.
Сколы, щербины и повреждения углов измеряют металлической линейкой с погрешностью до 1 мм.
Показатели внешнего вида листов стекла (пороки) определяют визуально в проходящем свете при рассеянном освещении.
При этом, лист стекла устанавливают вертикально на расстоянии 0,6-0,8 м от наблюдателя. Пороки стекла измеряют металлической линейкой с погрешностью до 1 мм.
За размер порока принимают наибольший результат измерения.
Определение коэффициента общего светопропускания бесцветного стекла
Сущность метода заключается в определении коэффициента общего светопропускания бесцветного стекла в шаровом диффузометре.
Аппаратура
Шаровой диффузометр диаметром 1,5-2 м с диафрагмой толщиной не более 8 мм. Схема диффузометра указана на чертеже.
В центре диафрагмы должно быть квадратное отверстие размерами 200х200 мм.
Рефлектор.
Люксметр Ю-16.
Стабилизатор напряжения.
Внутренняя поверхность диффузометра и поверхность всех приспособлений, находящихся в нем (диафрагма, экран, рефлектор и др.), должны быть окрашены белой диффузно отражающей краской.
Вся установка должна бать центрирована.
Подготовка образцов и проведение испытания 4
Из отобранных листов стекла вырезают по три образца размерами 250х250 мм.
Образцы должны быть чистыми, без царапин и трещин.
Полусферы диффузометра 3 и 4 раздвигают. Образец 2 закрепляют на поверхности диафрагмы 1 в рабочем положении. Устанавливают фотоэлемент 6 люксметра 7 в рабочее положение. Источники света 8 включают в сеть и диффузометр закрывают. Производят отсчет по шкале люксметра, который показывает величину ![]() .
.
Диффузометр открывают, образец вынимают. Диффузометр закрывают. Производят отсчет по шкале люксметра, который показывает величину ![]() .
.
Каждый образец подвергают не менее чем трехкратным испытаниям. Коэффициент общего светопропускания каждого образца определяют как среднее арифметическое значение результатов трех измерений
За величину коэффициента общего светопропускания стекла, входящего в состав партии, принимают среднее арифметическое значение результатов испытаний трех образцов.
Определение положения сетки по толщине стекла производят штангенциркулем. Рассмотрим метод определения оптических искажении стекла по ГОСТ 111-90 «Стекло листовое. Технические условия» Метод определения оптических искажений основан на уменьшении величины импульсов видеосигнала телекамеры, «просматривающей» экран (сетка черных линий на белом фоне) через лист стекла, при наличии в чем дефектов, приводящих к оптическим искажениям.
Аппаратура Установка, состоящая из:
- телевизионной установки с разрешением не менее 200 линий; частотомера с входным сопротивлением не менее 10 МСм,
- минимальным значением напряжения регистрируемого сигнала не более 0,2 В и диапазоном измерений от 0 до 1 МГц;
- электронного устройства, выделяющего из телевизионного сигнала импульсы.
соответствующие разности между уровнями белого и черного, сигнал на входе устройства должен иметь положительную полярность и амплитуду не менее 0,3 В;
- экрана размером не менее (600х800) мм. На белом поле экрана должны быть нанесены черной матовой краской клетки, размером (50х50) мм с допускаемым отклонением ±2 мм;
- линии, их образующие, наклонены под углом (45+1)° к горизонту и имеют толщину (0±0,5) мм;
- освещенность экрана в пределах 100-1000 лк при неравномерности не более 50 лк по полю экрана:
- держателя образцов, снабженного лимбом для отсчета углов между плоскостью образца стекла и направлением наблюдения телекамеры с ценой деления 1°;
- 0° при совпадении направления наблюдения с плоскостью листа стекла;
- объектива с фокусным расстоянием (135±5) мм и диафрагменным числом не менее 3,5.
Изменяя диафрагмениое число, регулируют установку так, чтобы для стекол марок М 1 -М3 она регистрировала наличие оптических искажений при оптической силе дефектов-0,08 дптр, а для стекол марок М4 -М8 при-0,2 дптр.
Отбор образцов
Испытания проводят на образцах стекла шириной (200±50) мм вдоль направления вытягивания и длиной 400-1600 мм. Листы отекла больших размеров разрезают на образцы указанных размеров.
Проведение испытаний
Перед установкой образца на дисплее частотомера считывают показания (число N 0 ).
Ставят образец в держатель образцов так, чтобы направление вытягивания было вертикальным. Затем считывают показания частотомера (число NX ).
Образец просматривают телекамерой по всей длине, последовательно перемещая каретку.
Обработка результатов
Образец стекла соответствует заданному показателю качества, если выполняется условиеhttp://stroyinf.ru/indexfr.html
Листы стекла упаковывают в контейнеры или дощатые ящики.
В каждую камеру контейнера или в ящик должны быть установлены листы стекла одинаковых размеров.
Торцы листов стекла должны быть выравнены. Листы стекла устанавливают так, чтобы исключалась возможность их смещения.
Пространство между листами стекла и стенками ящика должно быть заполнено уплотняющим материалом (древесной стружкой, гофрированным картоном, древесноволокнистой плитой и др.).
В каждый контейнер или ящик должен быть вложен ярлык, в котором указывают:
- наименование организации, в системе которой находится предприятие-изготовитель;
- наименование или товарный знак предприятия-изготовителя;
- наименование и цвет стекла;
- размеры листов стекла, мм;
- количество листов стекла в шт. и кв.м;
- номер упаковщика и дату упаковки;
- обозначение ГОСТ 7481-78 «Стекло армированное листовое. Технические условия».
Правила маркировки контейнеров и ящиков должны соответствовать ГОСТ 14192-77 «Маркировка транспортных грузов».
Маркировка ящиков должна содержать предупредительные знаки, означающие «Осторожно, хрупкое», «Верх, не кантовать», «Боится сырости» и следующие данные:
- наименование или товарный знак предприятия-изготовителя;
- размеры листов стекла, мм;
- количество листов стекла, шт. и кв.м;
- обозначение ГОСТ 7481-78 «Стекло армированное листовое. Технические условия».
Предприятие-изготовитель должно гарантировать соответствие листов стекла требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и указаний по эксплуатации, установленных настоящим стандартом, и сопровождать каждую партию листов стекла паспортом, в котором указывают:
- наименование организации, в системе которой находится предприятие-изготовитель;
- наименование и адрес предприятия-изготовителя;
- наименование и цвет стекла;
- количество контейнеров или ящиков;
- размеры листов стекла, мм;
- количество стекла, кв.м;
- дату выдачи паспорта;
- обозначение ГОСТ 7481-78 «Стекло армированное листовое. Технические условия».
Вся товаросопроводительная документация на листы стекла высшей категории качества должна иметь изображение государственного Знака качества.
Контейнеры или ящики с листами стекла транспортируют любым видом транспорта.
При транспортировании, погрузке и выгрузке стекла должны быть приняты меры, обеспечивающие его сохранность от механических повреждений.
Ящики с листами стекла при транспортировании должны быть защищены от атмосферных осадков.
При транспортировании контейнеры или ящики с листами стекла должны быть установлены торцами по направлению движения и закреплены так, чтобы была исключена возможность их передвижения и качания.
Ящики с листами стекла и распакованные листы должны храниться в сухих закрытых помещениях.
При хранении листы стекла должны быть установлены на пирамиды или стеллажи на резиновые, войлочные или деревянные подкладки, в наклонном положении, с углом наклона к вертикали 10-15°.
При хранении ящики с листами стекла также должны быть установлены в наклонном положении.
§ 1.3 Характеристика листового стекла различного ассортимента
Несмотря на то, что стекло как искусственный материал используется человеком свыше 6 тыс. лет, машинный способ вертикального вытягивания листового стекла был изобретен бельгийским инженером Э. Фурко лишь в 1902 г., а в 1913 г. этот способ был реализован в промышленности.
Наибольшее количество стекла (свыше 50%) в мире вырабатывается в виде листового стекла.
Листовым стеклом называются изделия из стекла, вырабатываемые в виде плоских листов, толщина которых мала по отношению к длине и ширине. В соответствии с разными способами выработки листовое стекло бывает тянутое, прокатное и полированное. Ассортимент листового стекла, разнообразен служит для остекления оконных и дверных проемов, фонарей верхнего света и витрин, а также является исходным материалом для стёклопакетов, стевита и стемалита.
Оконное стекло — бесцветное прозрачное тянутое листовое стекло с гладкими поверхностями. Основными требованиями к оконному стеклу, являются высокая светопрозрачность в зависит от толщины от 84 до 87%, достаточная механическая прочность, высокая химическая стойкость, минимуи неровности на поверхности, минимум содержания пузырьков и и др. В соответствии с ГОСТ 111-90 оконное стекло поставляется листами шириной 400.. .1600 мм, длиной 400.. .2200 мм и толщину 2.. .6 мм
Витринное стекло, как и оконное, бесцветно и прозрачно и отличается от оконного большими размерами. Полированное витринное стекло применяют для остекления витрин и больших световых проемов в торговых и общественных зданиях. Его вырабатывают неполированным в соответствии с ГОСТ 7380-77 и полированным (ГОСТ 13454-77).
полированное стекло подвергаю! упрочнению закалкой или изготавливают в виде много слойного стекла- триплекс..
Мебельное стекло — преимущественно прозрачное листовое не полированное или полированное стекло. Толщина листов стекла — 3…9 мм, длина — 300… 1800 мм, ширина — 800…600 мм. Оно может быть также цветным или узорчатым.
Зеркальное стекло — прозрачное листовое стекло толщиной 4…7,6 мм, высококачественное, тянутое, полированное или полученное флоат-способом на поверхности расплавленного олова. Оно предназначено для изготовления зеркал, главным образом мебельных.
Безопасные и упрочненные листовые стекла. Безопасными на зывают такие стекла, которые при разбивании от удара не дают острых осколков. К безопасным относят армированное, закаленное и безосколочное многослойное стекло.
Армированное стекло —- это листовое стекло, внутри которого параллельно плоскости поверхности проложена металлическая сетка Армированное стекло относится к группе безопасных стекол, так как его разрушение не дает падающих осколков. Это позволяет применять его для устройства фонарей промышленных зданий и остекления помещений с повышенными требованиями к безопасности и огнестойкости остекления. Металлическая сетка для армированного стекла должна применяться из проволоки со светлой поверхностью из малоуглеродистой стали ГОСТ 7481-78. Армированное стекло изготовляется также и узорчатое.
Закаленное стекло представляет собой стекло, подвергнутое специальной термической обработке — закалке, в результате чего равномерно распределенные внутренние напряжения, повышается механическая прочность.
При испытании на удар при толщине стекла 5 мм оно выдерживает удар стальным шаром массой 800 г с высоты более 1200 мм.
Особенностью закаленного стекла является «безопасный» характер его разрушения — с образованием мелких осколков с тупыми нережущими краями. Оптические свойства, теплофизические и морозостойкость — после закаливания практически не изменяются.
Закаленное листовое стекло получают двух видов — плоское и гнутое и широко применяют для остекления скоростного транспорта. В строительстве применяют крупногабаритные панели размером 1200…2500 мм: двери, перегородки, ограждения, полы, потолки. При этом такие панели могут быть прозрачными или непрозрачными, матовыми, узорчатыми идр. Закаленные крупногабаритные окрашенные стеклопанели получили название стемалита.
Безосколочное многослойное стекло состоит из нескольких листов стекла, прочно склеенных между собой прозрачной эластичной пленкой органического происхождения.
Наибольшее распространение получило безосколочное трехслойное стекло триплекс., С помощью закалки или ламинирования это стекло становится безопасным с прочностью, во много раз превышающем прочность обычного стекла.
Ламинирование — метод, при котором листы стекла и расположенная между ними пленка из бутафоль-поливинилбутерали (ПВЬ) в процессе сжатия соединяются между собой под воздействием высокой температуры и вакуума. В результате этого получается безопасное стекло, выдерживающее высокие механические нагрузки, пожаростойкое и высококачественное по оптическим свойствам.
Безопасное стекло применяется в зданиях и сооружениях. Это:
- стекла фасадов;
- стекла для светопрозрачных перекрытий;
- окна, кровельные и стеклянные двери;
- остекление балконов;
- теплицы и оранжереи;
- дверные и промежуточные стены;
- стеклянные дверцы и полки для мебели;
- душевые стенки и кабины;
- стекла для телефонных будок, киосков;
- панорамные лифты и стекла для лифтов;
- остекление спортивных помещений;
- остекление подводных построек;
- § 1.4 Листовое стекло со специальными свойствами
Благодаря уникальным возможностям стекла изменять свои свойства учеными и работниками стекольной промышленности получены в производстве широкий ассортимент стекол со специальными свойствами.
Такие стекла позволяют ультрафиолетовой радиации проникнуть и помещение, снизить перегрев помещений лучистым излучением, устранить дискомфортные явления, возникающие в непосредственной близости от остекления в холодное время года и снизить теплопотери через светопрозрачные ограждения.
Для получения стекол со специальными свойствами изменяют химический состав или применяют способы нанесения на поверхность стекла различных пленочных и других покрытий, в том числе пленок металлов и их оксидов. Ряд таких стекол приведен ниже.
Увиолевые стекла с повышенной прозрачностью в ультрафиолетовой (УФ) области спектра с длиной волн 280…320 нм. Эти стекла пропускают УФ лучи в отличие от обычного стекла, которое их поглощает. Поэтому эти лучи называют биологическими, или лучами жизни, так как благотворно действуют на развитие и жизнедеятельность человека, животных и растений.
Применяются в строительстве для остекления лечебных учреждений, детских садов, инкубаторов, парников. По размерам и внешним показателям увиолевое стекло должно соответствовать ГОСТ 111-90 на оконное стекло. По химическому составу такие стекла делятся на силикатные, боросиликатные и фосфатные табл. 2.
Таблица 4
| Стекло | № стекла | Содержание оксидов, % по массе | ||||||||||
| ЗЮ 2 | В 2 О3 | Р 2 О5 | АЬОз | СаО | М§0 | ВаО | № 2 О | К 2 О | и 2 о | Аз 2 О3 | ||
| Силикатное | Г | 69,5 | — | — | — | 5,5 | 3,5 | 5,0 | 12,5 | 4,0 | — | — |
| 2 | 72,5 | — | — | 1,5 | 7,0 | 4,0 | — | 15,0 | — | — | — | |
| Боросиликатное | 3 | 67,5 | 21,0 | — | 5,2 | — | — | — | 5,0 | — | 1,5 | — |
| 4 | 79,4 | 11,97 | — | 2,52 | 0,16 | 0,06 | — | 4,65 | 0,4 | — | 0,42 | |
| Фосфатное | 5 | — | 5,0 | 70,0 | 10,0 | — | — | 10,0 | — | — | — | — |
| 6 | — | 3,0 | 70,0 | 10,5 | — | 4,0 | — | — | 1,2 | — | — | |
| Черное увиолевое силикатное | 7 | 68,3 | 10,0 | 12,0 | 4,0 | N10 5,0 | СоО 2 0,7 |
Стекла, поглощающие ультрафиолетовые лучи, служат для пое, поглощающие УФ;
- бесцветны Химический состав увиолевых стекол
- слабо-желтые, поглощающие все УФ лучи;
- желтые, поглощающие УФ и фиолетовые лучи.
Стекла, поглощающие инфракрасные лучи (теплозащитные) предназначены для ослабления перегрева помещений на солнечной стороне зданий в летнее время. Для этого применяют специальное теплозащитное стекло, поглощающее или отражающее часть инфракрасных (ИК) лучей. Теплозащитные стекла широко применяются в строительстве, а также для остекления автомобилей. Стекла делятся на теплопоглощающие и тепло-отражающие. Теплопоглощающие поглощают тепловое излучение во всей массе стекла. Теплоотражающие отражают тепловые лучи благодаря тонким металлическим пленкам нанесенным на поверхность.
Существуют два вида: силикатные и фосфатные.
Силикатного стекла пропускают 20…40% ИК лучей.
Фосфатные теплопоглощающие стекла по сравнению с силикатными имеют преимущества в том, что они бесцветны или слабо окрашены в желтоватые или сероватые тона. и пропускают ИК лучей 80…85% .
Стекла с металлическими покрытиями. Для получения стекол с тонкими пленками металлов используют золото, серебро, никель, хром, и др. Тонкие пленки металлов характеризуются сравнительно высоким светопропусканием поэтому они являются отражающими теплозащитными и солнцезащитными стеклами. Толщина металлических пленок не превышает 0,1…0,2 мкм. При длительном употреблении пленки стираются. Для их сохранения наносят защитные прозрачные слои, органических материалов или при использовании в остеклении монтируют в стеклопакеты металлическими слоями внутрь.
Металлические слои на стекле, как и при производстве зеркал, наносят испарением соответствующего металла в вакууме.
Стекла с оксидно-металлическими пленками имеют большую прочность и химическую стойкость. Оксидные пленки прочно закрепляются на поверхности стекла, увеличивая его прочность на 20…30%.
По областям применения с такими пленками различают следующие виды стекол:
- поглощающие ультрафиолетовое излучение;
- поглощающие ту или иную часть видимой области спектра (цветные, тонированные);
- задерживающие тепловую радиацию солнца (теплозащитные);
- отражающие длинноволновую ИК радиацию (теплоотражающие);
- токопроводящие;
— Теплоотражающие прозрачные бесцветные стекла получают с применением пленок из оксидов олова. Эти стекла отражают от 60 до 90%, сохраняя светопрозрачность в пределах 70…80%. Они используются в качестве тепловых экранов на предприятиях с интенсивным вьщелением тепла. В строительстве используются в качестве теплоизоляционного остекления в районах Крайнего Севера.
Солнцезащитные, или теплозащитные, стекла получают путем нанесения на поверхность стекла пленок оксида олова с примесью оксида сурьмы. Это стекло может иметь светопропускание от 75 до 45 % независимо от его толщины. Оно имеет цвет от серо-голубого до сине-фиолетового. Пропускание тепловой радиации солнечного спектра не зависит от плотности окраски и составляет 40…50 %.
Токопроводящие стекла получают на основе оксидов олова, индия, цинка, и др. Чаще всего используют пленки оксида олова, модифицированного примесями сурьмы, фосфора, цинка, фтора и др. Эти пленки прозрачны, бесцветны, их удельное поверхностное сопротивление может быть от 100 м/см 2 и выше, толщина пленки не превышает 1 мкм.
Бесцветные полупрозрачные зеркала получены на основе стекол с пленкой оксида титана. Эти стекла отражают до 40% видимого света и используются как декоративные для архитектурной отделки зданий.
Цветное листовое декоративное стекло применяется в строительстве для изготовления витражей, декоративного остекления общественных зданий, детских учреждений, декорирования мебели и других целей.
Накладное стекло, получаемое путем вытягивания одновременно бесцветной и цветной стекломассы в виде одной двухслойной ленты, используется в строительстве. Накладное стекло с толстым накладным слоем используют преимущественно для облицовки, а с тонким — в световых проемах, в том числе для витражного стекла.
Марблит — непрозрачное утолщенное окрашенное в массе или глушеное стекло, вырабатываемое способом проката. Марблит служит для облицовки внутренних стен, перегородок жилых и общественных зданий, магазинов, а также для отделки мебели.
Марблит обычно вырабатывают двух видов — толщиной 5… 10 мм; его наружная лицевая сторона может быть полированной, узорчатой, а обратная сторона имеет мелкую продольную нарезку или рифления для закрепления листа при облицовке.
Марблиты изготавливают самых разных цветов и преимущественно глушеными: желтые, молочные, кремовые, зеленые, розовые, а также мраморовидные и др.
Стемалит — листовое стекло толщиной 5… 12 мм различной фактуры, покрытое с одной стороны силикатной краской и подвергнутое термообработке для упрочнения стекла и закрепления краски на его поверхности.
Стемалит резке не поддается. Его изготавливают из оконного стекла различных цветов: черного, белого, синего и др., используя, эмалевые краски. Стемалит применяется для наружной и внутренней облицовки зданий, изготовления многослойных навесных панелей. Размер панели стемалита 3,2×1,2 м и более, площадь — 3,8…7 м 2 .
Узорчатое стекло — это листовое прокатное бесцветное или цветное стекло, имеющее по всей поверхности на одной или обеих сторонах рельефный закономерно повторяющийся узор Сочетая в себе свойства светорассеивания и богатые декоративные качества, узорчатое стекло позволяет создавать выразительные интерьеры. Применяют для остекления дверей, мебели и других объектов, где не допускается сквозная видимость и требуется рассеянное освещение. Стекло выпускается толщ. 4, 5 и 6 мм. 1200×2500 мм.
Стекло «мороз» изготавливают из листового оконного или витринного неполированного стекла путем специальной обработки, в результате которой на поверхности образуется узор. Его выпускают в виде листов толщ. 4 и 5 мм с 1000×1800 мм. Применяют для остекления внутренних и наружных световых проемов.
Стекло «метелица» получают методом формования ленты на расплаве металла –олова. Оно может быть бесцветным, цветным. Одна поверхность стекла термически полированная, другая имеет неповторяющийся узор в виде выступающих над поверхностью листа волнистых участков, характер и регулярность которых могут быть заданы при производстве. Узор из линий может быть окрашен или на поверхность может быть напылен металлический зеркальный слой. Размер выпускаемых листов «метелица» 1900×800 мм и 1500×800 мм при толщине 6,5 мм. Используется для остекления дверей, перегородок, а также для декоративной отделки интерьеров.
Глава 2. Технология производства листового стекла
§ 2.1 Процесс формирования шихты с новейшими оборудованиями
К составам листового оконного стекла 5 предъявляется ряд требований:
1. высокая скорость варки;
2. оптимальная скорость твердения, для обеспечения высокой скорости формования;
3. температура кристаллизации должна быть ниже температуры формования;
4. низкая склонность расплава к кристаллизации;
5. придание стеклу необходимых физико-механических свойств и химической устойчивости.
Современное листовое стекло в своем составе имеет следующие оксиды
SiO 2, Na2 O, Al2 O3, CaO, MgO, Fe2 O3, SO3.
Для производства листового стекла используют шихту.
Шихта представляет собой однородную увлажненную смесь предварительно подготовленных сырьевых материалов, составленную в соответствии с заданным рецептом. Рецепт шихты рассчитывается ЦЛ исходя из заданного состава стекла с учетом химического состава сырьевых материалов (кварцевого песка, кальцинированной соды, доломита, карбоната кальция, полевого шпата, сульфата натрия, гранулированного угля).
Увлажнение шихты до 4 – 5% уменьшает пыление и предупреждает или уменьшает расслоение шихты при ее хранении и транспортировании.
Массовая доля влаги в шихте после смешивания, % — 5,0 + 0,2
Массовая доля влаги в шихте на загрузочных карманах ЛТФ-1,2,4, % — 4,6+0,1
В процессе стекловарения происходит угар шихты. Величина угара шихты составляет 17%, соответственно коэффициент угара равен 0,83.
Шихту загружают в печь, где из нее при соответствующей температуре получают расплав – стекломассу, которую выдерживают в печи достаточное время для того, чтобы она приобрела необходимую однородность. Затем температуру расплава снижают. Это увеличивает его вязкость и дает возможность формовать ленту стекла. После формования ленту стекла подвергают термической обработке, которую проводят медленно и постепенно (отжиг).
Окончательная обработка изделий предусматривает резку ленты стекла на заданные размеры и упаковку готового стекла.
Сырьевые материалы
Сырьевые материалы, применяемые для производства стекла, условно делят на основные и вспомогательные.
На ОсОО «Интерглаз» для приготовления шихты используются следующие сырьевые материалы: песок, карбонат кальция, доломит, полевой шпат, сода, сульфат натрия, уголь.
К основным сырьевым материалам для производства листового стекла относятся кварцевый песок, сода, доломит, полевой шпат, карбонат кальция. К вспомогательным сырьевым материалам относится сульфат натрия, уголь.
Кремнезем SiO 2 – главная составная часть всех силикатных стекол. SiO2 повышает вязкость стекломассы, улучшает механические и химические характеристики, повышает тугоплавкость стекла и затрудняет его гомогенизацию, уменьшает показатель преломления, температурный коэффициент линейного расширения и плотность, повышает термостойкость, увеличивает склонность к кристаллизации. Для введения SiO2 используется кварцевый песок. На ОсОО «Интергласс» применяется песок марок ВС-040 1, ВС-050-1, С-070-1.
Оксид натрия Na 2 O(плавень) наряду с кремнеземом является важнейшей составной частью стекла.
Na 2 Oускоряет стеклообразование, понижает температуру плавления и вязкость стекла, облегчает процесс осветления. Вместе с тем, Na2 O повышает плотность и температурный коэффициент линейного расширения, снижает химическую устойчивость и микротвердость стекла. Сырьевыми материалами, посредством которых в стекло вводится Na2 O, являются сода (Na2 СО3 ) (ГОСТ 5100-85) и сульфат натрия (Na2 SO4 ) (ТУ 21-249-00204168-92).
Сода может быть тяжелая и легкая. На ОсОО «Интергласс» используется тяжелая сода.
Преимущества тяжелой соды:
1) лучшая теплопроводность за счет меньшей пористости, поэтому быстрее, легче и полнее происходит расплавление шихты;
2) большая объемная масса, что уменьшает пыление соды, шихты;
3) малая гигроскопичность, в связи с чем снижается опасность получения шихты нестабильного состава;
4) меньшая склонность к комкованию и расслоению, что способствует получению однородной шихты.
Легкая сода – имеет высокую дисперсность частиц соды (менее 0,1мм) что ведет к пылению, способствует расслоению шихты, ухудшает условия труда, ускоряет износ стекловаренной печи и т.д.
Оксид магния MgO вводят в состав стекла доломитом (MgCO 3 xCaCO3 ) (ГОСТ 23672-79).
МgО уменьшает температуру плавления стекломассы и склонность к кристаллизации при концентрации до 6% (с увеличением концентрации температура плавления и склонность к кристаллизации повышаются), повышает поверхностное натяжение. При содержании в стекле более 2% оксида магния время провара и осветления увеличивается. Несколько снижает устойчивость стекла к действию воды. Повышает температурный коэффициент линейного расширения, но меньше, чем СаО.
Оксид кальция CaO вводят в состав стекла карбонатом кальция (CaCO 3 ) (ТУ 113-08-667-98) . СаО снижает температуру плавления и вязкость, улучшает механические и химические свойства, но усиливает склонность к кристаллизации, повышает плотность.
Оксид алюминия Al 2 O3 вводят в состав стекла Оксид алюминия Al2 O3 (ТУ5726-036-00193861-96).
Al2 O3 повышает температуру плавления, вязкость и температуру размягчения, повышает поверхностное натяжение, ухудшая проваривание стекломассы и ее гомогенизацию, увеличивает химическую стойкость, улучшает механические свойства и теплопроводность, уменьшает температурный коэффициент линейного расширения и агрессивность расплава, снижает склонность стекла к кристаллизации.
Установлено, что оптимальными для стекловарения являются кварцевые пески с размером зерен от 0,1 до 0,4мм. Согласно требованиям ГОСТ 22551-77, содержание зерен крупностью более 0,8мм в обогащенных стекольных песках не должно превышать 0,5%, а в природных – 5%. Для зерен размером менее 0,1мм эти показатели составляют соответственно 5 и 15%. Для доломита требования к гранулометрическому составу следующие – от 0,6 1,0мм не более 5%; менее 0,1мм не более 10%. Для полевого шпата – более 0,8мм не допускаются вообще; от 0,7 до 0,8мм не более 5%; менее 0,06мм не более 5%.
Если размеры зерен сырьевых материалов будут больше 0,8мм, то во время варки стекла могут появиться непровары, т.к. крупные зерна провариваются трудно и медленно. Пылевидные зерна – комкуются и в такой стекломассе много «мошки».
Обработка сырьевых материалов и подготовка шихты осуществляется в производстве подготовки шихты № 10.
стеклоделие листовой кыргызстан
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА ПОДГОТОВКИ ШИХТЫ
Примечание – Транспортирование шихты: на загрузочные площадки ванных стекловаренных печей ЛТФ-1, ЛТФ-2, ЛТФ-4 – ленточными конвейерами;
На ОсОО «Интергласс» вырабатывают стекло следующего химического состава:
- SiO 2 – 72,7 +0,2 %
- Al 2 O3 – 1,0 +0,05 %
- СаО – 8,8 +0,2 %
- MgO – 3,7 +0,2 %
- Na 2 O – 13,3 +0,1 %
- Fe 2 O3 – не более 0,1%
- SО 3 – не более 0,4%
Поступающие на предприятие сырьевые материалы взвешиваются на вагонных весах для взвешивания в движении. Входной контроль качества сырьевых материалов осуществляется бюро внешней приемки ОТК. Сырьевые материалы хранятся в предназначенных для каждого из них складах, отсеках, силосах. В зимнее время мерзлый песок перед выгрузкой предварительно рыхлится в полувагоне бурорыхлительной установкой.
Обработка песка
Из железнодорожного транспорта или отсеков склада кварцевый песок грейферным краном подается в приемные бункера отделений сушки песка для ЛТФ-1,2 и ЛТФ-6 (в каждом отделении имеется по две линии обработки песка).
В зимнее время производится предварительный разогрев песка на решетке бункера с помощью газовых горелок. Из приемных бункеров песок поступает на лотковый питатель, предназначенный для равномерной подачи песка на ленточный конвейер. По ленточному конвейеру песок поступает в сушильные барабаны, которые отапливаются природным газом. Температура отходящих газов должна быть не более 150 о С, а температура песка, выходящего из сушильного барабана, должна быть не более 100о С. Из сушильных барабанов песок по течке поступает для просева на грохот. Просеянный песок поступает в расходные бункера дозировочных линий, из которых затем поступает на весовые дозаторы линий дозирования. Из весового дозатора песок проходит через страховочную сетку поступает на сборочный ленточный конвейер.
Отсевы песка, как после сушильных барабанов, так и после грохотов ссыпаются на складе в специально отведенное место в соответствии с утвержденной схемой склада. Затем грейферным краном грузятся в полувагоны и вывозятся со склада. Отсевы песка с участка ЛТФ подвергаются повторной обработке на участке ДСО. Применение отсевов песка, после повторного просева на участке ДСО, в производстве шихты не допускается.
Поступающие на предприятие мел, сульфат натрия, полевой шпат, кальцинированная сода, гранулированный уголь дополнительной обработке не подвергаются.
Подготовка шихты для линий ЛТФ-1,2,4
Шихта представляет собой однородную увлажненную смесь, полученную при смешивании дозированных обработанных сырьевых материалов (кварцевого песка, кальцинированной соды, доломита, мела, полевого шпата, сульфата натрия, гранулированного угля).
Технологический процесс подготовки шихты производится на дозировочно-смесительных линиях. Дозирование компонентов шихты производится в соответствии с циклограммой отвеса шихты, рассчитанной согласно заданному химическому составу стекла и химическому анализу сырьевых материалов в соответствии с СТП-307.
Подача шихты на стекловаренные печи должна производиться ритмично в соответствии с заданным уровнем стекломассы в ванных печах и съемом стекломассы.
Давление компрессорного воздуха на линии дозирования должно быть 5 кгс/см 2 .
Воздух должен быть осушен, точка росы должна быть не выше минус 20 о С.
Технологическая схема подготовки шихты:
Дозирование компонентов шихты
Транспортирование их в смеситель
Увлажнение, смешивание компонентов шихты
Выгрузка из смесителя
Транспортирование готовой шихты в бункер-накопитель
Транспортирование шихты к загрузочным карманам ванных печей
Дозирование стеклобоя на шихту
Подача смеси шихта-стеклобой в загрузочные карманы ванных печей
Подготовка шихты производится для линий:
- ЛТФ-1,2 на ДСЛ-1 и ДСЛ-2 на участке ДСО-1;
- ЛТФ-4 на ДСЛ-1 на участке ДСО-2.
В состав шихты для линий ЛТФ-1,2,4 входит гранулированный уголь, который выполняет роль восстановителя при стекловарении.
ДСЛ оборудованы автоматическими дозаторами с тензометрическими датчиками.
Приготовление отвесов шихты осуществляется в соответствии с циклограммой работы ДСЛ. Циклограмма отвеса шихты включает:
- время дозирования компонентов шихты;
- время разгрузки компонентов шихты в смеситель;
- время смешивания;
- порядок разгрузки компонентов шихты.
Просыпание материалов на пути движения сборочного ленточного конвейера не допускается.
Смешивание и транспортировка шихты
Дозированные по заданному рецепту компоненты шихты сборочным ленточным конвейером подаются в смеситель, где они смешиваются и увлажняются. Время смешивания шихты – согласно циклограмме. Вода для увлажнения подается на песок. Включение и выключение насосов для подачи воды производится автоматически в соответствии с циклограммой и заданной влажностью шихты. По истечении времени смешивания в соответствии с циклограммой производится разгрузка смесителя. Из смесителя готовая шихта с помощью винтовых конвейеров и элеваторов подается в бункер-накопитель шихты.
Из бункера-накопителя шихта подается в загрузочные карманы ЛТФ-1,2,4 по ленточным конвейерам с автоматическим дозированием обработанного стеклобоя. В процессе транспортировки шихта подвергается очистке от металлических включений с помощью электромагнитных сепараторов.
Ритмичность загрузки смеси шихта-стеклобой в загрузочные карманы ванных печей ЛТФ-1,2,4 регулируется датчиками управления уровнем смеси шихта-стеклобой.
Допустимые отклонения дозирования компонентов шихты не должны превышать следующих значений:
| Наименование компонента | Допустимые отклонения, в % |
| 1. Кварцевый песок | + 0,25 |
| 2. Полевой шпат | + 0,5 |
| 3. Карбонат кальция (мел) | + 0,5 |
| 4. Доломит | + 0,5 |
| 5. Кальцинированная сода | + 0,5 |
| 6. Сульфат натрия | + 0,5 |
| 7. Гранулированный уголь | +0,1 |
§ 2.2 Стекловаренная печь
Варка стекла производится в ванной регенеративной стекловаренной печи непрерывного действия с поперечным направлением пламени, отапливаемой природным газом, с удельным съемом стекломассы с отапливаемой части:
- для ЛТФ-2 1899,1 кг/м 2 ,
Фактическая производительность стекловаренной печи на ОсОО «Интергласс»:
- на ЛТФ-2 350 т/сут;
Расчет количества сваренной стекломассы
По количеству засыпанной шихты и стеклобоя в стекловаренную печь:
Q = количество шихты(тн) х коэф.угара + количество стеклобоя (тн), (тн)
Пример
В стекловаренную печь засыпали за сутки 290тн шихты и 67тн стеклобоя
Угар шихты = 17,08%
Коэффициент угара = (100 – 17,08) : 100 = 0,8292
Q = 290 х 0,8292 + 67 = 307,468тн
По вытянутому стеклу:
Q = вытянуто стекла (м 2 ) х толщина (м) х плотность стекла (тн/м3 ),(тн)
Пример
Скорость выработки = 720м/ч
Ширина ленты стекла с бортами = 1840мм = 1,84м
За сутки вытянуто стекла 720 х 1,84 х 24 = 31795,2м 2
Толщина = 3,84мм = 0,00384м
Плотность стекла = 2,5т/м 3
Q = 31795,2 х 0,00384 х 2,5 = 305тн
КИС (коэффициент использования стекломассы)
вытянуто(м 2 ) х толщина (м) х плотность(кг/м3 )
КИС =
съем (кг) х КИО
КИО – коэффициент использования оборудования
Количество вытянутого стекла с учетом КИС и КИО
съем (кг) х КИС х КИО
Вытянуто = , м2
толщина (м) х плотность (кг/м 3 )
Пример
Съем составил 310т/сут
КИС = 0,78
КИО = 0,995
Толщина = 3мм
Плотность = 2,5т/м 3
310 х 0,78 х 0,995
Вытянуто = = 32079м2
0,003 х 2,5
Рассмотрена ванная печь непрерывного действия. Тип печи-регенеративная ,проточная с подковообразным направлением пламени. Конструктивно печь имеет варочный и выработочный бассейн, соединенные между собой по стекломассе протоком.
Для загрузки шихты и стеклобоя печь оборудована двумя герметизированными загрузочными карманами ,расположенными по ее боковым сторонам.
Выбор удельного съема и расчет основных геометрических размеров печи.
Химический состав стекла:
SiO 2 -72 %
Fe 2 O3 +AL2 O3-2,3 %
Na 2 O+К2 О-14%
CaO+MgO-11,5%
SO 3 -0,2%
Максимальная температура варки-1500˚C
В температурном интервале от 23 до 1500˚С вязкость стекол изменяется на 18 порядков. В твердом состоянии вязкость составляет примерно 10 19 Па с, в расплавленном состоянии-10 Па с. При низких температурах вязкость меняется незначительно. Наиболее резкое снижение вязкости происходит в интервале 1015 -107 Пас.
Определяем основные размеры рабочей камеры.
Площадь варочной части печи, м 2 :
F=G* 10 3 /g;
- Где G-производительность печи, кг/сутки;
g-удельный съем стекломассы с зеркала варочной части, кг/(м 2 *сут).
Принимаем g=1381 кг/(м 2 *сут.).
Тогда F=70000/1381=50,68 м 2 .
Длина варочной части для печи с подковообразным направлением пламени рассчитывается из соотношения
L:B=1,2:1
L:B=1,2
L*B=50,68
1,2*х*х=50,68
х2=50,68:1,2
х=6,5м (ширина B)
6,5*1,2=7,8 м (длинаL)
Соотношение длины и ширины L/B=7,8/6,5=1,2
Ширина пламенного пространства на 120 мм больше ширины бассейна, т.е. 6,5+0,12=6,62 м
Высота подъема свода f=6,62/8=0,83 м.
Длина пламенного пространства 7,8+0,2=8 м.
Глубина бассейна: студочного мм , варочного мм.
Площадь студочной части при температуре варки 1500С принята равной площади варочной части:Fст= 50,68м 2 .
Ширина студочной части составляет 80% ширины варочной части: 6,5*0,8=5,2 м. Принимаем ширину загрузочных карманов (6,5-0,9)/2=2,8 м, где 0,9 м – ширина разделительной стенки. Длина загрузочного кармана 1 м.
4 Обоснование распределения температур в печи
Термический процесс, в результате которого смесь разнородных компонентов образует однородный расплав, называется стекловарением.
Сыпучую или гранулированную шихту нагревают в ванной печи, в результате чего она превращается в жидкую стекломассу, претерпевая сложные физико-химические взаимодействия компонентов, происходящие на протяжении значительного температурного интервала.
Различают пять этапов стекловарения: силикатообразование, стеклообразование, осветление (дегазация), гомогенизация (усреднение), студка (охлаждение).
Отдельные стадии процесса стекловарения следуют в определенной последовательности по длине печи и требуют создания необходимого температурного режима газовой среды, который должен быть строго неизменным во времени. Распределение температур по длине и ширине ванной печи зависит от свойств стекла и условий варки. При варке темнозеленого стекла температура в начале зоны варки (у загрузочного кармана) 1400-1420˚С, так как в этой части бассейна печи происходят нагрев, расплавление и провар шихты, т. е. завершение стадий силикатообразования, стеклообразования и частичное осветление стекломассы. Температура стекломассы у загрузочного кармана 1200-1250˚С. В зоне осветления температура газовой среды поддерживается максимальной-1500˚С, так как при такой температуре вязкость стекломассы снижается, происходит интенсивное осветление и завершается гомогенизация. В зоне студки температура газовой среды плавно понижается до 1240˚С, что приводит к увеличению вязкости стекломассы. В зоне выработки температурный режим устанавливается в зависимости от требований, необходимых для нормальной выработки стекломассы и формования из нее стеклоизделий.
Для установления стационарного температурного режима газовой среды в печи необходимо регулировать количество и соотношение топлива и воздуха, подаваемого в печь, тщательно их смешивать и своевременно отводить отходящие дымовые газы.
Возможность установления определенного температурного режима предусматривается конструкцией ванной печи.
На изменение температурного режима оказывает влияние давление газов в рабочей камере печи. Повышение давления до определенных пределов способствует более равномерному прогреву отдельных частей печи, так как объем рабочей камеры максимально заполняется пламенем. Создание разряжения в печи приводит к уменьшению распространения пламени и присосу холодного воздуха через отверстия. Это ухудшает равномерность распределения температур и вызывает понижение температур в тех участках печи, куда проникает холодный воздух.
Температурный режим печи зависит также и от температуры факела пламени и ее распределения по длине факела. Температура факела регулируется подачей воздуха.
5 Расчет горения топлива, действительной температуры и минимальной температуры подогрева воздуха.факела
Теплоту сгорания топлива определяют по его составу:
Qн=358CH 4 +637C2 H6 +912C3 H8 +1186C4 H10 ;
Qн=358*93,2+637*0,7+912*0,6+1186*0,6=35200 кДж/м 3
Уравнения реакций горения составных частей топлива:
CH 4 +2O2 =CO2 +2H2 O+Q;
C 2 H6 +3,5О2 =2СО2 +3Н2 О+Q;
C 3 H8 +5O2 =3CO2 +4H2 O+Q;
C 4 H10 +6,5O2 =4CO2 +5H2 O+Q.
Коэффициент избытка воздуха L=1,1.
Расчет горения сводим в таблицу:
| Состав топлива, % | Содержание газа, м 3 /м3 | Расход воздуха на 1м 3 топлива, м3 | Выход продуктов горения на 1 м 3 топлива,м3 | |||||||
| О2Т | О2Д | N2Д | VL | CO2 | H2O | N2 | O2 | VД | ||
| CH4-93,2 | 0,932 | 1,864 | 1,96х1,1 |
2,16х х3,76 |
2,16+ +8,10 |
0,932 | 1,864 | — | — | 2,796 |
| С2Р6-0,7 | 0,007 | 0,025 | 0,014 | 0,021 | Из воздуха | Из воздуха | 0,035 | |||
| С3H8-0,6 | 0,006 | 0,030 | 0,018 | 0,024 | 8,1 | 0,2 | 8,142 | |||
| C4H10-0,6 | 0,006 | 0,039 | 0,024 | 0,030 | — | — | 0,054 | |||
| N2-4,4 | 0,044 | — | — | — | — | — | — | 0,044 | — | 0,044 |
| СО2-0,5 | 0,005 | — | — | — | — | 0,005 | — | — | — | 0,205 |
| Сумма-100 | 1 | 1,96 | 2,16 | 8,1 | 10,26 | 0,993 | 1,939 | 8,144 | 0,2 | 11,276 |
О 2Т иО2Д -расход кислорода соответственно теоретический и действительный, при L=1,1; N2Д — действительный объем азота из воздуха; VL -действительный расход воздуха для горения 1 м3 газа; VД -объем продуктов горения на 1 м3 газа.
Объемный состав продуктов горения, %:
CO2=0,993*100/11,28=8,80
H2O=1,939*100/11,28=17,20
N2=8,144*100/11,28=72,23
O2=0,2*100/11,28=1,77
Сумма-100
Определим расход топлива:
Составим тепловой баланс варочной части печи.
Приходная часть
1.Тепловой поток ,поступающий при сгорании топлива, кВт:
Ф 1 =QнХ,
где Qн-теплота сгорания топлива,кДж/м 3 ;
Х- секундный расход топлива, м 3 /с.
Ф 1 =35200Х кВт.
2. Поток физической теплоты, поступающий с воздухом, кВт:
Ф2=V L cв tв Х,
где V L -расход воздуха для горения 1 м2 топлива,м3 ;
t в — температура нагрева воздуха в регенераторе-горелке˚,С;
с в -удельная теплоемкость воздуха при температуре нагрева(данные взяты из приложения), кДж/(м3 ˚С).
Принимаем температуру подогрева воздуха в регенераторе1100˚С и повышение температуры в горелкена 50˚С. Тогда
Ф 2 =10,26*1150*1,455=17150Х кВт
Потоками физической теплоты топлива, шихты и боя пренебрегаем ввиду их незначительности.
Общий тепловой поток будет равен:
Ф прих. =35200Х+17150Х=52350Х кВт.
Расходная часть
1. На процессы стеклообразования, кВт:
Ф 1 =ng,
где п- теоретический расход теплоты на варку 1 кг стекломассы, кДж/кг;
- g- съем стекломассы, кг/с.
Так как состав стекла и шихты в расчете не учитываются, то по данным Крегера, можно принять расход теплоты на получение 1 кг стекломассы и продуктов дегазации равным 2930 кДж/кг:
- g=70*1000/24*3600=0,81 кг/с;
Ф 1 =2930*0,81=2373 кВт
Площадь стен бассейна. Верхний F 1 и средний F2 ряды имеют одну и ту же площадь
F 1 , F2 =(7,92+1,6)*0,6*2+6,9*0,6=11,42+4,14=15,56 м2 .
Складываем площади двух продольных и поперечной стены с учетом площади продольных стен загрузочного кармана.
Нижний ряд F 3
F 3 =(7,92+1)*0,4*2+6,9*0,4=9,89 м2
1) Площадь стен пламенного пространства
F п.п. =2Fпрод .+Fторц .-Fвл.
Принимаем предварительно высоту стены пламенного пространства равной 1 м.
F прод .=8,2*1=8,2 м2 .
Площадь F торц . Определяют по эскизу.
Определяем площади F 1 ,F2 ,Fк : при этом
F торц. =F1 +F2 -2Fк.
Где F 1 ,F2 и Fк – площадь сегмента, прямоугольника и под арками загрузочных карманов.
Для определения площади сегмента применяем упрощенную формулу
F сегм. =2/3bf,
где b-длина хорды;
- f-стрела подъема свода, равная 1,02м.
Тогда
F сегм. = F1=2/3*7,02*1,2 =5,76м2 ;
- Минимальный срок эксплуатации печи – не менее 5 лет. Стекловаренная печь должна быть выполнена:
- с применением рациональной кладки печи из высококачественных огнеупоров: а) дно печи — многошамотные брусья, на которые уложена бакоровая плитка;
- б) стены бассейна, сыпочная арка, влеты горелок – бакор;
- в) подвесные стены, свод печи, верхняя часть рубашек регенераторов – динас;
- г) насадки регенераторов – нижние 6 рядов шамотные, затем 16-18 рядов периклазо-хромитовые и 5-6 рядов периклазо-шпинелидные огнеупоры.
- с изоляцией поверхности варочного бассейна печи;
- с применением средств интенсификации процессов стекловарения, нижний подвод газогорелочных устройств с позонной регулировкой;
- с применением рациональной конструкции студочного бассейна (пережим, холодильник, заглубленный в стекломассу).
Конструкция печи делится на верхнее и нижнее строение. К верхнему строению относятся – бассейн с подвесными стенами и сводом, т.е. варочный бассейн, студочный бассейн, пережим и загрузочный карман. Для разделения варочного и студочного бассейна в качестве разделительного устройства применяют протоки, пережим, холодильники. На печах ОсОО «Интергласс» применяют пережим и холодильники. В наших печах глубина варочного бассейна более 1,5 м не применяется:
- ЛТФ-1 : глубина 1450мм, ширина 9800мм, длина 60200мм;
- от 5-ой горелки до пережима 9050мм, длина 44680мм.
К нижнему строению относятся – регенераторы, подрегенеративные камеры, борова, шиберная система, переводные клапаны, каналы для отвода отходящих газов, фундамент и колонны. Регенераторы – камеры для уменьшения потерь тепла, т.е. горячие отходящие газы, проходя через регенератор нагревают кирпичную кладку, которая в свою очередь после перевода пламени отдает тепло проходящему через регенератор воздуху.
Горелки – устройства для приема и смешивания топлива и воздуха и подачи смеси в пламенное пространство и организации факела, а также связывающие элементы между верхним и нижним строениями. На наших печах по 6 пар горелок. Для равномерного нагрева шихты и стекломассы делают перевод пламени с одной стороны на другую :
- на ЛТФ-1,2 через 20 мин
Печь отапливается природным газом.
На наших печах расход газа по зонам следующий:
- на ЛТФ-1 Iзона – 1750+50 нм 3 /ч;
- IIзона – 2150+50 нм3 /ч;
- III зона – 200+30 нм3 /ч;
- общий расход 4240+50 нм3 /ч.
Стекловаренная печь оснащена автоматизированной системой управления и контроля.
Варка стекла начинается с загрузки шихты и стеклобоя в стекловаренную печь через загрузочный карман с помощью роторных (ЛТФ-1,2,6) и стольного типа (ЛТФ-4) загрузчиков. Содержание боя составляет 15 – 35%. По мере продвижения вдоль стекловаренной печи под действием высоких температур в шихте происходят различные процессы.
Процесс стекловарения состоит из пяти стадий:
1. силикатообразование;
2. стеклообразование;
3. осветление;
4. гомогенизация;
5. студка.
Силикатообразование – на этом этапе образуются силикаты и другие промежуточные соединения, появляется жидкая фаза за счет плавления эвтектических смесей и солей. Шихта в период нагревания претерпевает изменения. Из нее испаряется влага, обезвоживаются гидраты, разлагаются некоторые соли. Сульфат натрия и кремнезем переходят в другие кристаллические модификации. В процессе полиморфных превращений зерна кварца увеличиваются в объеме и растрескиваются. При температуре 300-400 о С начинают взаимодействовать между собой карбонаты и сульфаты образуются промежуточные сложные соединения и жидкие эвтектики. При дальнейшем повышении температур вступают в реакцию песок и глиноземистые материалы, образующие с солями различные силикаты. Одновременно образуется жидкая фаза, с появлением которой протекание реакций резко ускоряется. Возникшие в шихте силикаты и не прореагировавшие компоненты вместе с жидкой фазой образуют к концу этапа плотную спекшуюся массу. Этап завершается при 950 – 1150о С – для стекол обычного состава.
На стадии стеклообразования происходит растворение зерен кварцевого песка в силикатном расплаве и одновременно взаимное растворение силикатов друг в друге. Этот процесс имеет двойную природу – химическую и физико-химическую. Зерна песка растворяются в расплаве с образованием силикатов щелочных материалов, но реакция замедляется из-за накапливания продуктов реакции (силикатов) вокруг зерна кварца. Освобождение зерна кварца от силикатов происходит медленно вследствие движения потоков масс и диффузионных процессов. Скорость стеклообразования зависит от вязкости расплава и поверхностного натяжения. Высокая вязкость затрудняет диффузию, а при увеличении поверхностного натяжения ухудшается смачиваемость зерен песка. На растворение зерен кварца оказывают влияние гранулометрический состав, форма зерен, содержание в зернах кварца примесей. К концу процесса стеклообразования, завершающегося при температурах 1200 – 1250 о С, стекломасса становится прозрачной, в ней отсутствуют не проваренные частицы, однако содержится большое количество пузырей и свилей.
Процесс стеклообразования протекает медленнее, чем силикатообразование и составляет 60 – 70% общего времени, затраченного на процесс стекловарения. Скорость процесса стеклообразования зависит от состава стекла и температуры варки.
Осветление -характеризуется выделением из расплава газов, пересыщающих стекломассу после завершения процессов стеклообразования, и протекает при максимальной температуре варки 1560 – 1600 о С. Практически на ОсОО «Интергласс» максимальная температура по верхнему строению печи: на ЛТФ1,2 1560о С, на ЛТФ-4 1540о С. Главный источник газов – шихта, в которой газы находятся в химически связанном виде и в виде гидратной влаги. При протекании реакций силикато- и стеклообразования газы выделяются в атмосферу печи, однако часть пузырьков самых разных размеров остается в расплаве. Скорость освобождения стекломассы от пузырей определяется вязкостью стекломассы, размером пузырей, давлением газов в пузырьках. Когда в стекломассе остаются только крупные пузыри температуру постепенно снижают, чтобы прекратить образование новых пузырей, а крупные пузыри выходят из стекломассы и при более низкой температуре. К концу этой стадии стекломасса освобождается от видимых газовых включений.
Гомогенизация – на этом этапе происходит усреднение расплава по составу, он становится химически однородным. Гомогенизация и осветление протекают одновременно при одних и тех же температурах. Гомогенизации способствуют выделяющиеся из стекломассы газовые пузыри, повышение температуры и связанные с этим понижение вязкости, повышение скорости диффузии и массообмена.
Студка – это завершающий этап стекловарения. На данном этапе происходит подготовка стекломассы к формованию, для чего равномерно снижают температуру на 300 – 400 о С и добиваются необходимой для выработки вязкости стекла.
Главное условие во время охлаждения – непрерывное медленное снижение температуры без изменения состава и давления газовой среды. Нарушение этого условия может вызвать сдвиг установившегося равновесия газов и образование так называемой вторичной мошки.
Схема процесса варки стекла представлена на рис. 1
В стекломассе, находящейся в ванной печи, существуют различные конвекционные потоки. Основные два цикла конвекционных потоков – сыпочный и выработочный, которые направлены по продольной оси бассейна.
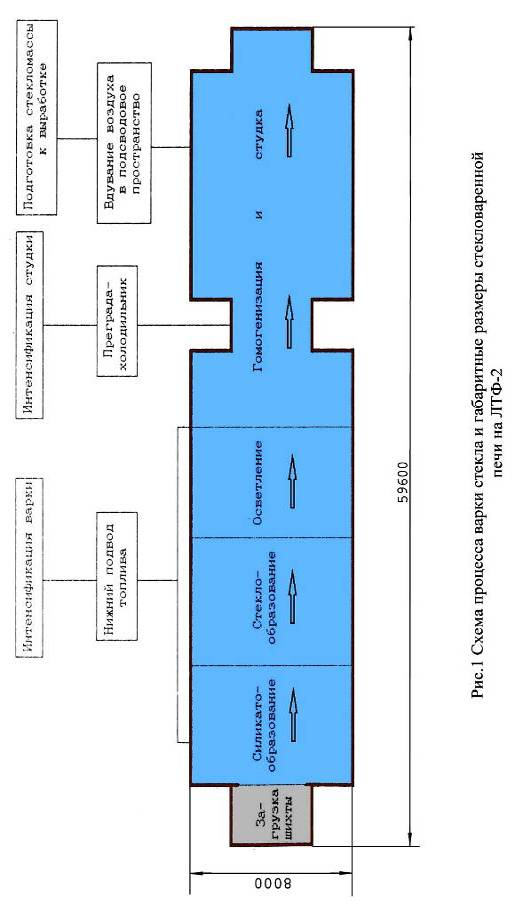
Внутри сыпочного цикла стекломасса движется сначала по верху от зоны максимальных температур к загрузочной части печи, тормозя продвижение шихты и варочной пены в сторону выработки и отдавая им часть своего тепла, затем опускается вниз и движется в обратном направлении к зоне максимальных температур, где снова поднимается кверху и замыкает цикл. Внутри выработочного цикла стекломасса движется также, но уже в противоположную сторону – к выработке. Часть стекломассы вырабатывается, а остальная часть опускается вниз и движется обратно в варочную часть печи к зоне максимальных температур, где поднимается кверху и замыкает выработочный цикл.
Вертикальная граница раздела этих циклов в зоне максимальных температур называется квельпунктом.
Процесс гомогенизации стекломассы протекает одновременно с процессами стеклообразования и осветления при высоких температурах. Чем полнее протекают диффузионные процессы в силикатном расплаве на стадиях стеклообразования и осветления, тем однороднее получается стекломасса, а поскольку для заданного состава стекла скорость диффузии определяется уровнем температур и вязкости, решающим фактором обеспечения химической однородности стекломассы, является повышение температур варки. После окончания процесса осветления, протекающего при максимальных температурах, процесс химической гомогенизации продолжается и при последующем понижении температуры, но менее интенсивно и постепенно затухает.
В конце варочного бассейна температура стекломассы достигает 1390 – 1400 о С. Для интенсификации процесса студки стекломассы на пережиме печи используют заградительное устройство типа холодильник, который погружают в стекломассу на глубину до 450 мм, что в свою очередь, позволяет снизить температуру.
По мере продвижения стекломассы к выработке происходит постепенное ее охлаждение. Понижение температуры стекломассы определяется конструкцией студочного бассейна и закладывается при разработке проекта печи.
Для подготовки стекломассы к выработке, выравнивания термической однородности стекломассы применяют вдувание воздуха в подсводовое пространство студочной части печи, что позволяет снизить колебания температуры стекломассы.
ПОРОКИ СТЕКЛОМАССЫ
ГАЗОВЫЕ ВКЛЮЧЕНИЯ. Пузыри могут быть различных размеров и формы. Мельчайшие пузыри, размером менее 0,8мм называют «мошкой». Располагаются они на поверхности стекла или в его толще.
Первичные пузыри образуются в результате неполного удаления газообразных продуктов разложения шихты, остаются в стекломассе при затянувшемся осветлении. Это происходит при неравномерном зерновом составе песка, недостатке осветлителей, сухой шихте, недостаточном времени пребывания стекломассы в зонах варки и осветления, низких температурах в зоне осветления, завышенных съемах стекломассы, недостаточном количестве теплоты или ее неправильном распределении по длине зон варки и осветления, что ведет к ослаблению потоков сыпочного цикла. Первичные пузыри обычно имеют мелкие размеры.
Вторичные пузыри чаще всего возникают при вторичном нагревании стекломассы, содержащей остатки карбонатов и сульфатов натрия. Опасная температура разложения этих остатков 1150-1200 о С. Если вторичный нагрев неизбежен, то необходимо избегать перегрева и вспенивания стекломассы. Вторичные пузыри образуются на границе фаз:
- стекломасса – включение;
- стекломасса – шихтные остатки;
- стекломасса свили. Источником пузырей служат также и огнеупоры (вкрапления в огнеупорах железа, углерода и т.д.).
Чем ближе к месту выработки образуются пузыри, тем больше их размер.
СТЕКЛОВИДНЫЕ ВКЛЮЧЕНИЯ. Свили – включения стекла другого состава, отличаются от основного стекла по химическому составу и физико-химическим свойствам. Причины их образования – неполное растворение и гомогенизация зерен кварца; неточное дозирование компонентов шихты; плохое смешивание шихты; загрузка боя другого химического состава; вовлечение застойных зон в выработочный поток; неправильное распределение теплоты; свили от огнеупорных материалов; продукты взаимодействия огнеупоров с пылевидными компонентами шихты. Способность свилей растворяться зависит от поверхностного натяжения.
ТВЕРДЫЕ ВКЛЮЧЕНИЯ. Это опасный порок стекломассы. Они вызывают локальные напряжения, которые снижают механическую прочность и термическую устойчивость изделий и часто приводит к самопроизвольному разрушению. Твердые включения могут быть:
- шихтными – непроварившиеся компоненты шихты, которые образуются в результате содержания примесей тяжелых минералов в песке, неоднородности шихты, не хватки плавней, расслоения шихты, неправильного режима варки, образования кремнеземистая пленка;
- огнеупорными – образуются в результате использования некачественного огнеупора, нарушения эксплуатации стекловаренной печи (перелеты пламени, колебание уровня стекломассы и др.), а также в случае попадания огнеупора в печь со стеклобоем;
- сульфатными (щелочными);
- продуктами кристаллизации стекломассы;
- посторонними загрязнениями («черные точки», металл и др.).
§ 2.3 ПРОЦЕСС ФОРМОВАНИЯ ЛИСТОВОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА
Способ формования листового стекла на поверхности расплавленного металла (флоат – процесс) впервые предложили американцы Хил и Хичкок независимо друг от друга в 1902г. Хичкок усовершенствовал свое изобретение в 1925г.
Сущность этого способа непрерывного производства листового стекла состоит в том, что регулируемое количество стекломассы в виде струи поступает из стекловаренной печи на поверхность расплавленного металла и, продвигаясь по ней, превращается в ленту стекла с огненно – полированными поверхностями.
В результате контакта нижней поверхности ленты стекла с идеально гладкой поверхностью расплавленного металла и огневой полировки ее верхней поверхности (под действием поверхностного натяжения) достигается исключительное качество поверхности листового стекла.
Критерии выбора металла: металл должен быть жидким при температурах 600 – 1050 о С; должен иметь плотность больше плотности стекла, т.е. больше 2500кг/м3 ,чтобы удерживать ленту на поверхности; упругость пара при1027 о С должна быть меньше 13,33Па. Этим требованиям отвечает олово (Sn):
- температура плавления — 232 о С;
- температура кипения 2623 о С;
- плотность при 1050 о С составляет 6500 кг/м3 ;
- упругость пара при1027 о С равна 0,25Па.
Первые образцы флоат-стекла были получены в 1953г. английской фирмой «Пилкингтон».
Процесс формования ленты стекла на расплаве металла осуществляется в ванне расплава, представляющей собой тепловой агрегат, содержащий слой расплавленного металла, защитную восстановительную атмосферу, средства подачи стекломассы и вывода ленты из ванны расплава в печь отжига.
Подача стекломассы из стекловаренной печи в ванну расплава осуществляется через сливной узел, состоящий из мелкого выработочного канала, сливного лотка, отсекающего и дозирующего шиберов. С помощью отсекающего шибера производится прекращение подачи стекломассы в ванну расплава. Дозирующим шибером осуществляется регулируемая подача стекломассы в ванну расплава на формование.
Дно мелкого выработочного канала и лоток выполняются из плавленного огнеупора типа бакор со сроком службы не менее 3-х лет. Шибера изготовлены формованием из порошка кварцевого стекла на кремнеземистой связке. Срок службы шиберов не менее 3-х месяцев.
Температура стекломассы в выработочном канале поддерживается:
- на ЛТФ-1 1100 — 1115 о С (в зависимости от задания)
- на ЛТФ-2 1095 – 1115 о С (в зависимости от задания)
- на ЛТФ-4 1095 — 1160 о С (в зависимости от задания)
Температура на выходе из ванны расплава:
- на ЛТФ-1 590-610 о С (16 зона по пирометру 620+1о С)
- на ЛТФ-2 610-620 о С (в зависимости от задания)
- на ЛТФ-4 620 +5 о С
Ванна расплава имеет огнеупорную футеровку, выполненную из шамотных брусьев. Срок службы огнеупоров ванны расплава до капитального ремонта не менее 10 лет. Проектные длина ванн расплава и уровень олова на ОсОО «Интергласс» составляют:
- ЛТФ-1 длина 49,709 м, уровень олова 50 мм в мелкой части, 70 мм в средней, 100-110 мм в глубокой части;
- ЛТФ-2 длина 40,4 м, уровень олова 55 мм в мелкой части и 105 мм в глубокой;
- ЛТФ-4 длина 30,769 м, уровень олова 50 мм в мелкой части и 100 мм в глубокой.
Ванна расплава снабжена:
- сводовыми нагревателями, обеспечивающими в период разогрева ванны температуру по газовому пространству не менее 1000 о С и имеющими срок службы не менее 2-х лет;
- системой контроля и плавного регулирования электрической мощности нагревателей;
- системой регулирования потоков расплавленного олова (рассекатели, ограничители);
- системой телевизионного контроля границ стекломассы в зоне ее максимального растекания, в зонах формования ленты стекла с помощью утоняющих устройств;
- стационарными контрольно-измерительными приборами для контроля температуры стекла в выработочном канале, температуры олова в ванне, скоростей растягивания ленты утоняющими устройствами, количества и параметров качества защитной атмосферы.
Процесс формования ленты стекла на расплаве металла делится на следующие технологические операции, которым соответствуют последовательные участки ванны расплава:
- непрерывная регулируемая подача стекломассы из выработочного канала стекловаренной печи и ее слив на расплав олова в головном участке ванны расплава;
- растекание стекломассы на поверхности расплава олова до образования плоского слоя стекла равновесной толщины;
- «активное» формование ленты стекла, где под действием сил вытягивания, прилагаемым к формуемой ленте, она приобретает заданную толщину и ширину;
- охлаждение формуемой ленты до температуры ее выхода из ванны расплава на тянущие валы.
Стекломассу сливают на расплав олова в головной части с носика лотка. Растекание стекломассы ограничивается задним смачиваемым брусом, рестрикторами и боковыми ограничителями. Стекломасса, которая течет от носика лотка к заднему брусу, образует «затек». Важнейшим требованием в процессе формования ленты стекла, является постоянное движение стекломассы в «затеке», чтобы не допустить ее застоя и кристаллизации. В конце участка растекания поток стекломассы под действием сил тяжести и поверхностного натяжения формуется в плоскопараллельный слой толщиной около 7мм. При свободном растекании равновесие сил, действующих на стекломассу, приводит к установлению толщины слоя 6,5-6,8мм, называемого равновесной толщиной. Непременным требованием для получения ленты стекла с высоким качеством по разнотолщинности является достаточная завершенность процесса растекания.
На участке «активного» формования ленту стекла в вязком состоянии подвергают действию сил вытягивания. Существует два способа вытягивания стекла: способ прямого вытягивания и способ продольно-поперечного вытягивания. Продольное вытягивание осуществляют действием сил, передаваемых от роликов печи отжига вдоль затвердевающей ленты. Продольно-поперечное растягивание ленты выполняют с помощью утоняющих машин.
На участке охлаждения теплосъем осуществляется через футеровку ванны и дополнительно холодильниками различных конструкций. Величину теплосъема регулируют изменением количества холодильников. Выравнивание температуры олова по ширине ванны может быть достигнуто изменением электронагрева по участкам и установкой ограничителей потоков олова и холодильников.
Для защиты металлического расплава олова от окисления в ванну расплава подается защитная газовая атмосфера, состоящая из азота и водорода. Подача защитной атмосферы в ванну расплава осуществляется через свод.
Станция получения азотно-водородной смеси (АВС) состоит из 8 установок АВУ-450 общей мощностью 3600м 3 /ч. Станция предназначена для выработки азотно-водородной смеси, которая содержит от 2 до 12% водорода, до 0,0005% кислорода, СО2 – 0,005%, СО – 0,01%, NO 0,0001%, содержание азота от 76 до86%. Давление на выходе со станции до 0,3кгс/см2
Природный газ и компрессорный воздух подается в цех АВС с давлением до 6кгс/см 2 . РДУКами (регулятор давления универсальный Казанцева) давление понижается и удерживается до рабочего давления 0,9кгс/см2 . Далее газ очищается от примесей серы и сернистых соединений на сероочистках. Очищенный от сернистых соединений природный газ подают через инжекционную горелку в смеситель камеры сжигания. Туда же поступает и компрессорный воздух. Продукты сжигания из камеры подаются в конвектор, где происходит окисление окиси углерода до двуокиси углерода. После конвектора полученный газ проходит систему холодильников, циклонных каплеуловителей, где происходит отделение влаги от газа. Полученный газ подается на адсорберы для очистки от двуокиси углерода и оставшейся влаги.
Защитная атмосфера должна отвечать следующим требованиям по содержанию газов и примесей:
- азота – 99-84%;
- водорода – 1-16%;
- кислорода не более 0,0005%;
- влаги – 0,001г/м 3 или точка росы – минус 60о С.
Азотно-кислородная станция (АКС) предназначена для получения азота высокой чистоты и оснащена 8 азотными установками типа А-0,6 с производительностью по азоту 600 м 3 /час при давлении 5 – 6 кгс/см2 (0,5 – 0,6 мПа) и периодической выдачи 50м3 /час азота той же концентрации под давлением 11 – 13 кгс/см2 . Получение азота происходит путем охлаждения воздуха с последующим разделением на азот и кислородную фракцию.
Воздух, очищенный в воздушном фильтре от механических примесей и сжатый в компрессоре до давления Р=50 – 70 кгс/см 2 , после холодильника направляется в блок теплообменников, который состоит из двух параллельно работающих теплообменных аппаратов, имеющих по три секции: ожижительную, детандерную и основную – все три секции смонтированы друг над другом. В качестве обратного потока в первом теплообменнике используется отбросный газ (кислородная фракция после разделения с содержанием кислорода около 60%), во втором – 6-ти атмосферный продукционный азот.
В секциях ожижителя воздух охлаждается до температуры +6-+15 о С при этом основная масса содержащихся в воздухе паров воды конденсируется. Из ожижителей воздух поступает во влагоотделитель, где из воздуха выделяется сконденсированная капельная влага и затем периодически удалается через продувочный вентиль. После влагоотделителя воздух направляется в цеолитовый блок очистки. Очищенный воздух возвращается в детандерные секции блока теплообменников, где охлаждается до температуры около –50о С и разделяется на два потока: примерно 27% воздуха отбирается в турбодетандер, а оставшаяся часть дополнительно охлаждается в основных секциях теплообменников. В турбодетандере воздух расширяется до рабочего давления нижней колонны 8 11 кгс/см2 и за счет совершения внешней работы при расширении охлаждается до температуры около –90о С.
Разделение воздуха происходит в аппарате двукратной ректификации. Ректификация в нижней колонне протекает при давлении 8 –11 кгс/см 2 , в верхней колонне при давлении 5-6 кгс/см2 . Воздух поднимается вверх по колонне в виде насыщенного пара. Навстречу ему по тарелкам стекает жидкость из трубок конденсатора. В результате многократно повторяющегося процесса массообмена пара и жидкости на тарелках колонны происходит постепенное обогащение пара азотом, а жидкости — кислородом.
В верхней части верхней колонны собирается чистый азот с концентрацией 0,0005% кислорода. Часть этого азота конденсируется в трубках верхнего конденсатора, образуя дополнительную флегму для орошения верхней колонны. Несконденсированный чистый азот из верхней колонны поступает в межтрубное пространство второго теплообменника, нагревается до температуры на 4-6 о С ниже, чем температура входящего воздуха и в виде продукта направляется потребителю.
Водородная станция предназначена для получения водорода и оснащена 8 электролизерами СЗУ-40 с производительностью по водороду 40м 3 /час каждый.
Электролиз – это окислительно-восстановительный процесс, протекающий на электродах при прохождении постоянного электрического тока через водный раствор щелочи.
Выделяющиеся при электролизе воды водород и кислород вместе с циркулирующим в системе электролитом поступает в разделительные колонки, которые предназначены для отделения газов от щелочи, охлаждения электролита и обеспечения его непрерывной циркуляции. Из разделительных колонок газы поступают в промыватели, где очищаются от щелочного тумана и охлаждаются. Из электролизных отделений водород поступает на очистку от кислорода, которая осуществляется на палладиевом катализаторе в контактном аппарате. На поверхности катализатора кислород, содержащийся в водороде, реагирует с водородом, образуя воду. Понижение в контактном аппарате температуры (температуры выходящего водорода) ниже 100 о С недопустимо, т.к. становится возможной конденсация водяных паров на катализаторе.
Перед подачей водорода на первую ступень осушки его необходимо охладить: для чего водород проходит холодильник и влагоотделитель.
Первая ступень осушки водорода осуществляется в отрегенерированном адсорбере с силикагелем. Горячий водород проходит снизу вверх через слой силикагеля, десорбируя из него влагу. Далее водород охлаждается и через влагоотделитель идет на вторую ступень осушки, в предварительно отрегенерированный осушитель. Водород второй ступени осушки поступает в один из осушительных баллонов, заполненных цеолитом. В адсорберах второй ступени осушки осуществляется глубокая осушка водорода, а также очистка водорода от примесей СО и СН. Очищенный и осушенный водород через фильтры подается в газгольдеры, а оттуда потребителю.
Содержание кислорода в газовом пространстве ванны не должно превышать 0,0008%, а содержание влаги не более 0,3г/м 3 , что соответствует точке росы не выше минус 30о С.
Избыточное давление в ванне расплава должно быть не менее:
- 2,5 – 0,3/+1 кгс/м 2 на ЛТФ-1;
- 2,0 кгс/м 2 на ЛТФ-2;
- 2,0 кгс/м 2 на ЛТФ-4.
Выход ленты из ванны расплава на валы печи отжига осуществляется через секцию примыкания (ЛТФ-1).
Попадание кислорода воздуха через выходную щель предотвращается путем установки герметизирующих шторок над лентой стекла.
На ЛТФ-2,4 вывод ленты из ванны расплава осуществляется с перегибом при поднятии ленты стекла на приемные валы шлаковой камеры. Высота подъема ленты стекла относительно уровня олова и поверхности приемного вала 35-40мм. Шлаковая камера предназначена для защиты выходного отверстия ванны расплава от проникновения окисляющих примесей (кислорода, сернистых соединений), и создания оптимальных температурных и физико-механических условий перевода ленты стекла с поверхности расплава олова на металлические валы. Приемные валы шлаковой камеры и печи отжига выставлены по радиусу, обеспечивающему равномерное распределение веса ленты стекла на несколько валов при ее выводе из ванны расплава.
Камера состоит из металлического кожуха, который имеет две самостоятельные части: нижнюю и верхнюю, герметично приваренные к торцевым стенкам ванны расплава. Система герметизации шлаковой камеры состоит из специальных шлюзовых (графитовых) устройств в нижней части и трех регулируемых по высоте шторок в верхней части. В шлаковую камеру перед первым валом снизу подается 50-70м 3 защитной атмосферы.
В печь отжига с помощью перфорированных трубок между первыми двумя валами осуществляется подача сернистого газа – SO 2 , который служит для защиты нижней поверхности ленты стекла от повреждений. На нижней поверхности стекла образуется налет, представляющий собой аморфный безводный тонкозернистый Na2 SO4 . Сам факт образования на поверхности стекла Na2 SO4 указывает на то, что процесс взаимодействия сернистого газа со стеклом сводится к извлечению щелочи из его поверхностного слоя. Налет, который образуется при температуре 600о С и ниже легко удаляется со стекла, оставляя его поверхность абсолютно прозрачной. При более высоких температурах он может вжигаться и тогда его трудно удалить даже при последующей полировке.
СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ВЫТЯГИВАНИЯ
Вытягивающая сила лера, действующая в продольном направлении производит уменьшение ширины и толщины вытягиваемой ленты. Сочетание сил в реальном процессе приводит к тому, что увеличение скорости лера вызывает большее уменьшение ширины, чем толщины. Это явление ограничивает производство стекла тонких номиналов способом прямого вытягивания.
Для получения увеличенной ширины ленты используется способ продольно-поперечного вытягивания. При этом подвижные элементы растягивающих машин (РУ) заглубляются в бортовые участки ленты и удерживают их на определенном расстоянии от борта ванны. Направление вращения вала машин совпадает с направлением движения ленты, но линейная скорость ролика меньше скорости ленты, что создает тормозящий эффект, усиливающий продольное вытягивание ленты. Используя несколько пар машин, установленных последовательно по длине ванны, возможно получить широкую ленту тонкого стекла. Скорость растягивающих машин определяется исходя из заданных ширины и толщины конечной ленты стекла. Температура олова в районе установки машин поддерживается на уровне 800-880 о С.
Способ продольно-поперечного вытягивания, помимо достижения большей конечной ширины ленты, дает возможность быстро изменять ширину и толщину ленты стекла.
Каждая растягивающая машина должна иметь следующие механизмы:
- подъема и опускания роликов относительно ленты стекла с ручным и электрическим приводом управления;
- установки горизонтальности роликов;
- разворота роликов в горизонтальной плоскости на определенный угол к продольной оси ванны;
- перемещения машин перпендикулярно продольной оси ванны;
- привода вращения роликов с заданной скоростью.
Количество растягивающих устройств на линиях ОсОО «Интергласс» различно и зависит от скорости выработки, толщины ленты стекла :
- на ЛТФ-1 от 1-ой до 5-и пар машин соответственно в 3, 4, 5, 6,7-ой зонах;
- на ЛТФ-2 от 1-ой до 3-х пар машин соответственно в 3, 4 + 2 резервные в 5-ой зоне;
- на ЛТФ-4 от 1-ой до 3-х пар машин соответственно в 3, 4-ой зонах.
Для наблюдения за процессом формования ленты стекла ванна расплава должна оснащаться телевизионной аппаратурой. В системе наблюдения используют промышленные телевизионные установки. Положение ленты в ванне определяется путем оценки по телеэкрану размера свободных полос (расстояние от края ленты до роликов).
Для регулирования потоков олова используют ограничители флажкового типа, устанавливаемые друг против друга с двух сторон ванны. Схема расстановки оборудования в ванне расплава представлена на рис. 2.
ПОРОКИ СТЕКЛА, ВОЗНИКАЮЩИЕ В ВАННЕ РАСПЛАВА
При выработке стекла флоат-способом протекают сложные физико химические процессы взаимодействия между расплавленным стеклом и оловом в условиях защитной атмосферы из смеси азота и водорода.
Если содержание кислорода в олове превышает 0,005%, то при снижении температуры в конце флоат-ванны образуется двуокись олова SnO 2 , которая в виде точек небольшого размера (дросс) прилипает на нижней поверхности ленты стекла в зоне отрыва ленты стекла от расплавленного олова. Часть их переносится на валы печи отжига, вследствие чего на нижней поверхности стекла могут образовываться мелкие выколки.
За время, которое лента стекла находится в контакте с оловом, поверхность стекла при наличии кислорода поглощает двухвалентное олово. При термической обработке флоат-стекла двухвалентное олово окисляется до четырехвалентного, и на поверхности стекла образуется голубоватый налет (блюм).
Налет представляет собой скопление микроскопических морщинок, возникающих в результате расширения поверхностного слоя стекла в связи с поглощением кислорода.
Во флоат-ванне, особенно в зоне низких температур, на поверхности олова, а также между лентой стекла и оловом всегда имеются окислы олова, что является причиной появления на поверхности стекла тончайшей пленки (матовости), которая уменьшает светопрозрачность стекла.
Радикальное решение вопроса ликвидации пороков – блюма, дросса и матовости на нижней поверхности ленты стекла – состоит в полном исключении кислорода и серы из атмосферы флоат-ванны.
В случае горения водорода, попадающего из ванны расплава за шибер, через неплотности в зоне контакта шибера с кладкой или в самой кладке, а также в случае попадания мелких частичек пористого огнеупора на поверхность стекломассы в зоне шиберов могут образовываться мельчайшие пузырьки, называемые «мошкой».
Стекломасса содержит растворенную серу, кислород и его соединения. При контакте горячего стекла с расплавленным оловом сера и кислород, находящиеся в поверхностных слоях стекла, могут вступать во взаимодействие с оловом, образуя окислы и сульфид олова. Сера, находящаяся в олове, может взаимодействовать с водородом, содержащимся в атмосфере ванны, давая сероводород.
Защитная атмосфера состоит в основном из азота и водорода. В ней имеются примеси кислорода, водяных паров и др. Назначение водорода – локализовать действие кислорода, который попадает в ванну через неплотности ванны расплава и со стекломассой. Повышение концентрации водорода в атмосфере более 4% в начале ванны и 6-8% в ее конце благоприятно сказывается на уменьшении содержания кислорода. Так как водород хорошо растворим в олове, олово пересыщается водородом и может выделять водород в виде пузырей на контакте со стеклом или огнеупором дна ванны расплава.
В этом случае на нижней поверхности ленты стекла могут образовываться открытые пузыри. Поэтому в защитной атмосфере должно содержаться оптимальное количество водорода, обеспечивающее наиболее выгодные условия эксплуатации ванны расплава.
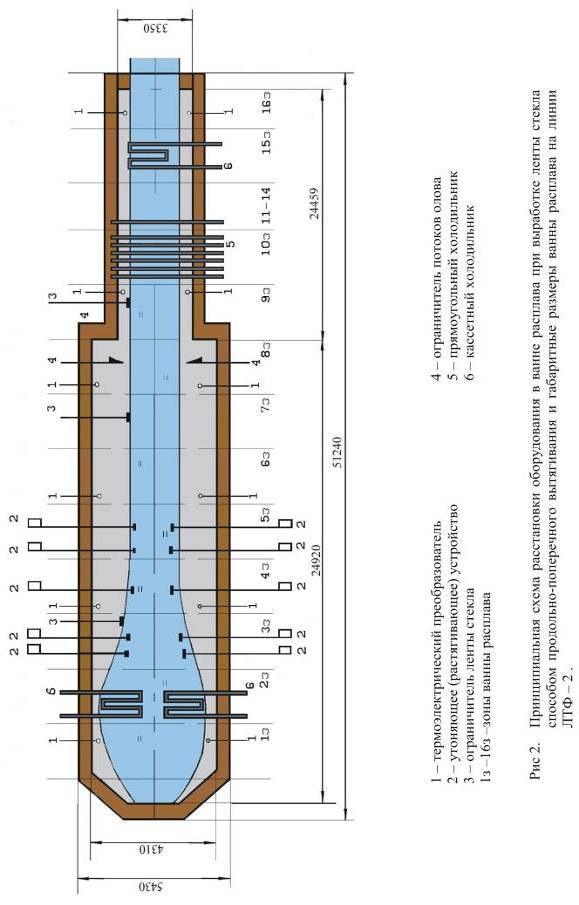
ОТЖИГ ЛИСТОВОГО СТЕКЛА
Отжигом называют процесс устранения остаточных напряжений в стекле путем регулируемого охлаждения (по заданному режиму) от температуры формования до температуры цеха. Отжиг позволяет предотвратить образование временных напряжений, а остаточные напряжения — ослабить до величины, безопасной с точки зрения прочности изделий.
В интервале температур (440-595 о С), называемом интервалом стеклования, происходит преобразование стекла из вязко-текучего состояния в твердое (хрупкое).
В этом же интервале происходят и основные изменения физических свойств стекла, в частности уменьшение коэффициента термического расширения примерно в два раза.
При образовании перепада температур или его изменении в этом интервале в стекле возникают временные напряжения, которые релаксируют (уменьшаются) вследствие вязкого течения (смещения) слоев относительно друг друга, причем скорость релаксации достаточно велика (минуты) в высокотемпературной области и резко снижается (часы) – в низкотемпературной области. При температуре ниже 440 о С напряжения в стекла остаются неизменными пока сохраняется вызвавший их перепад температур.
После окончательного охлаждения стекла до температуры окружающей среды и исчезновения перепада температур, центральные слои стекла теоретически должны были бы изменить (уменьшить) собственные линейные размеры, но, поскольку стекло уже находится в хрупком состоянии и вязкое течение отсутствует, в нем возникают остаточные напряжения (упругие сокращения).
Напряжения в стекле возникают также из-за химической или термической неоднородностей.
Химическая неоднородность – это стекло другого химического состава и, соответственно, других химических свойств, чаще всего проявляющееся в виде свили. Предельный случай этого явления – это включения в стекле.
Термическая неоднородность – это стекло, сформированное в другом термическом цикле стекловарения и обладающее отличающимися от основного стекла физико-химическими свойствами.
Напряжения, возникающие вследствие неоднородностей, производственным отжигом не устраняются.
Остаточные и временные напряжения в ленте стекла подразделяются на «торцевые», представляющие собой напряжения, распределенные по толщине стекла, и «плоскостные», представляющие собой напряжения, распределенные в плоскости ленты стекла по ее ширине.
Последние («плоскостные») напряжения существенно влияют на целостность ленты, качество поперечного раскроя и отбортовку ленты.
«Торцевые» напряжения всегда присутствуют в стекле любой толщины и любого размера и именно они, при всех остальных одинаковых параметрах, определяют качество раскроя листов стекла.
На основании заданной величины «торцевых» остаточных напряжений рассчитывается температурная кривая листового стекла и, соответственно, длина печи отжига.
Режим отжига зависит от состава и свойств стекла, размеров и толщины изделий. Чтобы определить этот режим, нужно установить две его крайние точки, т.е. тот интервал температур, внутри которого возникают и релаксируют остаточные напряжения. Эти крайние температуры отвечают значениям вязкости стекла 10 12 Па х с (ВТО – высшая температура отжига) и 1014 Па х с (НТО – низшая температура отжига).
Режим отжига должен обеспечивать величину остаточных напряжений, определяемую исходя из значения двойного лучепреломления, до 10нм/см на 1мм толщины стекла.
Для получения заданной величины остаточных напряжений стекла медленно охлаждается в интервале температур ответственного отжига.
Режим отжига листового стекла включает три стадии:
- предварительное охлаждение до ВТО (600(610)-570 о С);
- ответственный отжиг – это медленное охлаждение до НТО (570-510 о С);
- ускоренное охлаждение (510-60 о С).
Из ванны расплава лента стекла попадает в печь отжига (лер).
Печь отжига предназначена для транспортирования и равномерного охлаждения ленты стекла по заданному режиму от температуры 600 о С до 50о С. Процесс отжига является неотъемлемой частью общего технологического процесса выработки листового стекла и полностью определяет качество раскроя ленты стекла и отдельных листов на заданные заготовки.
Для отжига флоат-стекла применяют печи отжига с принудительной циркуляцией воздуха в воздуховодах и интенсивным охлаждением ленты стекла ниже температуры 250 о С на открытом рольганге при помощи воздушного душирования.
Тоннель печи отжига состоит из отдельных секций, выполненных из листовой стали. Секции соединены между собой болтами. Внутренний каркас туннеля (в зонах нагревателей) изготовлен из жаропрочной стали, в остальных зонах из обычной стали. Для теплоизоляции печи используют каолиновую или минеральную вату (рабочая температура до 750 о С), которым заполняют пространство между наружным и внутренним металлическими кожухами.
Система транспортирования ленты стекла состоит из металлических и асбестированных валов. В зоне ответственного отжига устанавливаются валы из жаропрочной стали. Система транспортирования ленты должна обеспечивать синхронность движения отдельных частей рольганга во всем диапазоне скоростей выработки ленты стекла.
Охлаждение ленты осуществляется муфельной и воздухоструйной системами.
Система электронагрева обеспечивает разогрев перед пуском и плавную настройку термического режима печи отжига во всем диапазоне нагрузок.
Температура в печи отжига поддерживается:
- на ЛТФ-1 в1-ой секции 585+10 о С, в 8-ой секции 475 +10о С
- на ЛТФ-2 в «0» зоне 580+15 о С, в 8-ой зоне 310+10 о С (в зависимости от толщины вырабатываемого стекла)
- на ЛТФ-4 в 1-ой зоне 590+20 о С, в 8-ой зоне 360+20 о С ( в зависимости от толщины вырабатываемого стекла)
Система КИП и автоматики обеспечивает стационарный контроль температуры по зонам печи и скорости транспортирования ленты стекла.
Печь отжига обеспечивается системой автоматического переключения приводов на питание от аккумуляторной батареи.
Для защиты нижней поверхности ленты стекла от возможных повреждений предусматривается:
- подача сернистого газа в начале печи отжига;
- установка графитовых устройств для снятия скопления «дросса» с валов конвейера печи отжига;
- периодическая выемка первых валов и полирование их поверхности.
§ 2.4 РЕЗКА И УПАКОВКА СТЕКЛА
После отжига лента стекла подвергается резке, упаковке и отгрузке.
Надрез ленты производится с помощью роликов из твердых сплавов, закрепленных в специальных устройствах. По мере необходимости производится замена и заточка режущих роликов. Ролики не должны иметь отклонений от правильной геометрической формы, должны иметь определенный угол заточки, подобранный для каждой толщины стекла. Для более толстого стекла следует применять ролики с большим углом заточки, чем для тонкого стекла.
Нормальной следует считать резку при соблюдении следующих условий:
- рез по стеклу должен быть ровный;
- не должна образовываться стеклянная стружка и пыль;
- стекло должно разламываться по линии реза без образования сколов и т.п.;
- рез должен наноситься при равномерной, постоянной скорости движения стеклореза;
- наклон стеклореза при его движении не должен изменяться;
- рез должен наноситься при постоянном давлении ролика на стекло;
- резка должна проводиться стеклорезом, смоченным в керосине.
Маркировка нарезанного стекла осуществляется в соответствии с требованиями нормативной документации (ГОСТ 111-2001).
Стекло в соответствии с его оптическими искажениями и допускаемыми пороками подразделяется на марки М0, М1, М2, М3, М4, М5, М6, М7.
Стекло в зависимости от категории размеров подразделяют на:
- стекло твердых размеров (ТР) – стекло, изготовленное и поставленное по спецификации потребителя.
- стекло свободных размеров (СВР) – стекло, изготовленное и поставленное в заводском 7 ассортименте размеров.
В соответствие с ГОСТом на ОсОО «Интергласс» выпускаются следующие марки стекла:
- в производстве № 40 на ЛТФ-4 — М3, М4;
- в производстве № 45 на ЛТФ- М2, М3, М7;
- в производстве № 55 на ЛТФ-2 — М2, М3.
В соответствие с ГОСТом стекло должно иметь прямоугольную форму, ровные кромки и целые углы.
Разность диагоналей не должна превышать следующих значений:
| Длина диагоналей | Разность длин диагоналей, мм | |
| ТР | СВР | |
|
До 1000мм включ. От 1000 до 3500мм включ. Свыше 3500мм |
2 3 5 |
7 |
По количеству и размерам допускаемых пороков стекло должно соответствовать следующим требованиям:
| Марка стекла | Общее количество допускаемых пороков размером более 0,5 мм на один лист стекла площадью, м 2 | Размеры пороков, мм, не более | |||||
| до1 | св.1 до5 | св.5 до10 | св.10 до15 | св.15 | локальные | линейные | |
| М0 | 0 | 0 | 1 | 2 | 3 | 2 | 5 |
| М1 | 1 | 2 | 3 | 4 | 5 | 2 | 10 |
| М2 | 1 | 3 | 4 | 6 | 7 | 3 | 20 |
| М3 | 1 | 4 | 5 | 8 | 12 | 3 | 30 |
| М4 | 1 | 5 | 6 | 10 | 15 | 3 | 30 |
| М5 | 2 | 7 | 10 | 15 | 20 | 3 | 50 |
| М6 | 2 | 10 | 15 | 20 | 30 | 3 | 100 |
| М7 | не нормируется | не нормируется | |||||
Примечания:
1. Разрушающие пороки не допускаются.
2. Количество пороков размером до 0,5 мм не нормируются, если расстояние между ними не менее 500 мм. Если расстояние менее 500 мм, количество этих пороков включается в общее количество допускаемых пороков.
3. Допускается по согласованию изготовителя с потребителем устанавливать дополнительные требования к порокам в крае стекла.
Визуальный осмотр листа стекла на предмет определения пороков производится с расстояния 600мм.
Толщина, предельные отклонения по толщине и разнотолщинность одного и того же листа стекла должны соответствовать следующим значениям:
| Номинальная толщина, мм | Предельные отклонения по толщине, мм | Разнотолщинность стекла, не более, мм |
|
1,0 1,5 |
+ 0,1 | 0,05 |
|
2,0 3,0 4,0 |
+ 0,2 | 0,10 |
|
5,0 6,0 7,0 |
+0,3 | 0,20 |
|
8,0 10,0 |
+ 0,4 | 0,30 |
|
12,0 15,0 |
+ 0,6 | 0,40 |
|
19,0 25,0 |
+ 1,0 | 0,50 |
Примечание: Стекло толщиной 2,0-7,0 мм марок М4, М5, М6, М7 допускается изготавливать с предельными отклонениями (+0,2 / -0,4) мм и разнотолщинностью 0,3 мм.
Предельные отклонения размеров по длине и ширине листа не должны превышать следующих значений:
| Длина и ширина, мм | Предельные отклонения по длине и ширине, мм | |
| ТР | СВР | |
|
До 1000 включ. Св.1000 до 3500 включ. Свыше 3500 |
+ 1,0 + 2,0 + 4,0 |
+ 5,0 |
Отклонение от плоскостности листа стекла не должно быть более 0,1% длины наименьшей стороны.
Оптические искажения для разных марок стекла должны соответствовать следующим требованиям:
| Наименование показателя | Норма ограничения для стекла марок | |||||||
| М0 | М1 | М2 | М3 | М4 | М5 | М6 | М7 | |
|
Оптические искажения, видимые в проходящем свете для стекла толщиной: до 2,5 мм св. 2,5 мм |
Не допускаются искажение полос экрана | не нормируется | ||||||
| «зебра» | «кирпичная стена» | |||||||
| Под углом, град., | ||||||||
| менее или равным | более или равным | равным | ||||||
|
45 50 |
40 45 |
35 40 |
30 35 |
45 | 60 | 90 | ||
| Оптические искажения, видимые в отраженном свете | Не допускаются отклонения показателя отраженного растра, мм, более | не нормируется | ||||||
| 3 | 5 | 7 | 9 | |||||
Коэффициент направленного пропускания света должен соответствовать следующим значениям:
| Толщина, мм | Коэффициент направленного пропускания света для марок стекла, не менее |
| 1,0 | 0,90 |
|
2,0 3,0 |
0,89 |
|
3,5 4,0 5,0 |
0,88 |
| 6,0 | 0,87 |
| 7,0 | 0,85 |
| 8,0 | 0,83 |
| 10,0 | 0,81 |
| 12,0 | 0,79 |
| 15,0 | 0,76 |
| 19,0 | 0,72 |
| 25,0 | 0,67 |
Величина остаточных внутренних напряжений стекла, характеризуемая разностью хода лучей при двулучепреломлении, не должна быть более 70 нм/см.
Стекло упаковывают в дощатые ящики по ГОСТ 4295, специализированные контейнера для листового стекла. При упаковывании в тару должны быть приняты меры по обеспечению сохранности стекла от механических повреждений и атмосферных осадков. Листы стекла должны быть переложены прокладочным материалом. В качестве прокладочного материала применяют бумагу по ГОСТ 16711, ГОСТ 8273 (кроме марок Ж и Е) или любой вид бумаги, не содержащий царапающих включений, порошковые материалы, прокладки на основе полимеров и другие материалы, не содержащие царапающие включения. В качестве упаковочного материала используют бумагу по ГОСТ 515, ГОСТ 8828, полиэтиленовую пленку по ГОСТ 10354 и др., при этом стопу стекла с обеих сторон закрывают упаковочным материалом по влей поверхности стекла, края загибают, образуя пакет. В качестве уплотняющего материала используют древесную стружку по ГОСТ 5244, древесно-волокнистые плиты по ГОСТ 4598, гофрированный картон по ГОСТ 7376 и др. В каждую стопу стекла контейнера или ящика устанавливают листы стекла одной марки, одного размера и толщины. Допускается по согласованию изготовителя с потребителем устанавливать в одну единицу тары листы стекла разных марок, размеров и толщины. Листы устанавливают так, чтобы исключить возможность смещения отдельных листов стекла относительно стопы.
На каждую единицу тары прикрепляют ярлык, в котором указывают:
- наименование и/или товарный знак предприятия изготовителя;
- условное обозначение стекла;
- количество листов стекла, шт., и общую площадь, м 2 ;
- идентификационный номер продукции, установленный в данную единицу тары, или обозначение упаковщика;
- дату отгрузки.
Допускается в ярлыке указывать дополнительную информацию, расшифровку которой приводят в технической документации изготовителя.
Стекло транспортируют любым видом транспорта в соответствии с правилами перевозок грузов, действующих на данном виде транспорта. При транспортировании тара со стеклом должна быть размещена так, чтобы торцы листов стекла были расположены по направлению движения транспорта, и закреплена так, чтобы исключалась возможность ее перемещения и качания в процессе транспортирования.
Стекло должно храниться в закрытых, сухих, отапливаемых помещениях в распакованном виде, переложенное бумагой или другими прокладочными материалами. При хранении листы стекла должны быть установлены на пирамиды или стеллажи на резиновые, войлочные или деревянные подкладки в наклонном положении с углом наклона к вертикали 10 – 15 о .
Допускается хранить стекло в таре (кроме контейнеров) при условии, что прокладочные, уплотняющие и упаковочные материалы не подвергались увлажнению, при выполнении остальных требований.
§ 2.5 Обзор производство листового стекла в Кыргызстане
За последние десять лет в производстве и потреблении листового стекла для строительства в Кыргызстане произошли существенные изменения. Изменилось само отношение к этому продукту: если десять лет назад основным его назначением было остекление деревянных рам в жилищном строительстве и розничная продажа, то сейчас основная часть стекла поступает на вторичную переработку, такую как нанесение покрытий, закалка, изготовление многослойных стекол и стеклопакетов. Как говорят в странах Западной Европы, листовое стекло стало базовым продуктом для производства конечной продукции. Это вызвало изменение требований, предъявляемых потребителями к качеству листового стекла, особенно к стабильности показателей качества.
Произошедшие изменения в структуре потребления листового стекла, резкое сокращение объемов промышленного производства в Кыргызстане 1993-94 годах привели к формированию точки зрения о крахе отечественного производства листового стекла, его неспособности обеспечивать выполнение современных требований к качеству продукции. Одновременно много говорилось об отсутствии спроса на листовое стекло в, о Кыргызстане перенасыщенности рынка стеклом как отечественного, так и зарубежного производства. Возникает ощущение некоторой внутренней противоречивости сложившейся обстановки. Целью данной статьи является попытка представить еще одну точку зрения на ситуацию, на базе ряда реальных фактов.
В Кыргызстане (и СНГ) требования к качеству листового стекла определяются ГОСТ 111-90 «Стекло листовое. Технические условия». В этом стандарте предусмотрено восемь марок листового стекла (М1 — М8), различающихся требованиями к внешнему виду (допустимому количеству и размерам пороков стекла) и оптическим характеристикам. М7 и М8 отличаются от других марок еще и толщиной (от 6,5 мм и больше), поэтому их называют витринным стеклом. Аналогичное деление стекла по маркам есть и в Европейских стандартах (EN 572) и стандартах США. Существует два основных способа производства листового стекла: горизонтальный на расплаве металла (флоат-стекло, термически полированное стекло) и вертикального вытягивания (ВВС, БВВС, тянутое стекло), различающихся как производительностью, так и качеством выпускаемой продукции. Эти способы производства применяются как в России, так и в остальном мире. К сожалению, в России и Кыргызстане большинство стекольных заводов до сих пор использует устаревший метод вертикального вытягивания, не позволяющий выпускать листовое стекло высшего качества. В развитых странах Европы и США в основном используется флоат-процесс, обеспечивающий высокую производительность и качество выпускаемой продукции.
Сопоставляя эти данные с потреблением листового стекла по регионам страны, нетрудно понять, что это реальная характеристика сложившегося распределения деловой активности (в том числе в области строительства) в различных регионах.
Второе — разница в загрузке завода, производящих термически полированное стекло, и завода вертикального вытягивания. Если флоат-заводы загружены практически полностью, начиная с лета 1997 г. все работают на пределе своих технических возможностей (особенно, если учесть износ производственных мощностей), то заводы вертикального вытягивания понесли очень большие потери — половина из них полностью остановлена, на многих даже демонтировано оборудование.
Именно из остановки этих заводов часто делается вывод об избытке листового стекла в Кыргызстане, поэтому эта ситуация требует более подробного анализа. Экономическая ситуация складывается так, что себестоимость производства флоат-стекла стала сравнима с себестоимостью стекла вертикального вытягивания, а для многих регионов даже ниже его. То есть, более качественное стекло на рынке может стоить дешевле низкокачественного. В-третьих, как уже отмечалось, изменилась структура потребления листового стекла: вместо прямых поставок на стройки и в розничную торговлю основная часть листового стекла идет на вторичную переработку. Но производство стекол с покрытиями, многослойных стекол, стеклопакетов требует высококачественного стекла марок М1, М2 — в противном случае резко падает качество этой продукции, она не соответствует требованиям соответствующих стандартов, да и потребители за свои деньги хотят иметь высококачественное остекление (все эти виды продукции стоят существенно дороже, чем стекло, из которого они сделаны).
Совместное действие этих факторов и привело к снижению спроса на продукцию заводов вертикального вытягивания стекла.
Заводы вертикального вытягивания стекла находят свою нишу на рынке: поставки стекла для ремонтных целей, для остекления теплиц, выпуск стекла тонких номиналов, поставки стекла для электронной промышленности, но эта ниша сокращается.
В этот импорт шел нарастающими темпами с 1995 по 1998 годы из Европейских стран, а также Украины и Белоруссии. После 17 августа 1998 года сложилась ситуация, когда цены на импортное листовое стекло резко превысили отечественные цены (для сравнения: цены в Москве за 1 м2 стекла толщ. 4 мм — отечественного ~ 1 $, из стран СНГ ~ 1,5 — 2 $, из дальнего зарубежья ~ 4,5 — 5,5 $).
Казалось бы, импорт стекла должен резко упасть, но упал только импорт стекла из стран СНГ, а высококачественное стекло известных мировых фирм (Pilkington, Saint-Gobain, Glaverbel) закупается примерно в тех же объемах.
Это связано с несколькими причинами. Во первых, резко возрос экспорт российского стекла, особенно М1, в дальнее зарубежье из-за низких цен на него. Во вторых, потребители уже привыкли к определенным стандартам качества и не хотят их снижать. В третьих, стекло из стран СНГ по своему качеству зачастую уступает или равно ему, но стоит дороже. Стекло ведущих мировых производителей заметно превосходит по качеству требования ГОСТ 111-90, особенно в части отсутствия дефектов внешнего вида и остаточных напряжений, что облегчает его переработку и снижает количество отходов, поэтому оно пользуется спросом у потребителей и переработчиков стекла, особенно имеющих импортные автоматизированные линии.
Во всем мире широко выпускается и применяется (для изготовления стеклянных перегородок, придания большей выразительности зданиям и сооружениям) флоат-стекло, окрашенное в массе. Поэтому такое стекло импортируется в больших количествах из стран дальнего зарубежья.
Таким образом, можно констатировать, есть дефицит высококачественного термически полированного стекла и падает спрос на стекло вертикального вытягивания.
Для строительства флоат-линии нужны очень большие капитальные затраты (от 60 до 160 млн. $, в зависимости от места строительства, наличия производственных корпусов, инфраструктуры и других факторов).
Однако сложившийся дефицит высококачественного листового стекла в СНГ и разница в цене между отечественным и импортным стеклом делают оправданными такие вложения, поскольку обещают их быструю отдачу. Есть надежда, что инвесторы найдутся.
ОсОО «Интергласс» стабильно подтверждают качество своей продукции по выпускаемым маркам листового стекла и имеют на нее Государственные сертификаты соответствия, что гарантирует их потребителям качество получаемой продукции.
§ 2.6 Техника безопасности
1. Общие положения
1.1. Слесарь КИПиА должен знать и выполнять требования настоящей инструкции. За несоблюдение и невыполнение их он несёт ответственность в установленном законом порядке, в зависимости от характера нарушений и их последствий.
1.2. К работе слесарем КИПиА допускаются лица не моложе 18 лет, прошедшие специальное обучение, изучившие и освоившие правила ТБ, сдавшие экзамен квалификационной комиссии.
1.3. Перед началом работы слесарь по КИПиА должен получить инструктаж по ТБ по предстоящей работе. Без инструктажа приступать к работе не разрешается.
1.4. Запрещается выполнять работу, не входящую в круг обязанностей слесаря КИПиА без дополнительного инструктажа по данной работе.
1.5. Заметив нарушение правил безопасности другим рабочим или какую-либо опасность для окружающих, не оставайтесь безучастным, а предупредите рабочих (мастера) о необходимости соблюдения требований, обеспечивающих безопасность труда.
1.6. При получении травмы немедленно обратитесь в медпункт и сообщите о случившемся своему руководителю, а при его отсутствии, попросите товарищей по работе проинформировать о случившемся руководителя.
1.7. Содержите в чистоте и порядке рабочее место.
1.8. Не допускайте присутствия на рабочем месте посторонних, так как это ослабляет Ваше внимание, что может привести к травмированию, и представляет потенциальную опасность несчастного случая с окружающими.
1.9. Не уходите от работающих станков даже на короткое время без предварительного их отключения.
1.10. Слесарь по контрольно – измерительным приборам и автоматике должен знать и уметь выполнять общие правила по технике безопасности, а также ПТЭ и ПТБ при эксплуатации электроустановок потребителей.
2. Обязанности перед началом работы
2.1. О всех замеченных неисправностях на рабочем месте немедленно сообщите своему руководителю и не приступайте к работе до их устранения.
2.2. Перед началом работы с электроинструментом убедитесь в его исправности, проверьте правильность подключения и наличие заземления.
2.3. Приведите в порядок свою спецодежду: застегните рукава, полы куртки, оденьте головной убор и приберите под него волосы.
2.4. Перед началом работы на наждачном, сверлильном, токарном станках убедитесь в исправности оборудования:
А) осмотрите рабочее место и уберите из под ног, со станка и из проходов то, что мешает работать,
Б) осмотрите пол и деревянную решётку – они должны быть чистыми, сухими и не скользкими,
В) проверьте и обеспечьте достаточную смазку станка,
Г) осмотрите и поставьте на место все ограждения и предохранительные устройства,
Д) убедитесь в наличии защитного заземления станка,
Е) проверьте натяжение приводных ремней,
Ж) проверьте исправность режущего инструмента, принадлежностей и приспособлений, всё неисправное замените,
З) проверьте исправность пускового и остановочного устройств,
И) установите режущий инструмент,
К) проверьте систему охлаждения станка (если есть такая) и наличие охлаждающей жидкости в ванне.
3. Обязанности во время работы.
3.1. Выполняйте порученные производственные задания только в спецодежде, предусмотренной для слесарей КИПиА.
3.2. Не носите в карманах инструменты и предметы с острыми концами, а также едкие и огнеопасные вещества, в противном случае возможны травмы.
3.3. При работе в местах, где производится ремонт или строительство новых технологических агрегатов, надевайте защитную каску.
3.4. Во время работы со сварщиком или в горячих цехах брюки должны быть выпущены на сапоги (валенки) для предотвращения попадания в последние брызг расплавленного металла или агрессивной жидкости.
3.5. Используйте строго по назначению защитные средства для рук:
А) при производстве земляных и строительных работ с применением ручных инструментов, а также с загрязнёнными неагрессивными веществами деталями (ржавчиной и т.д.) – хлопчато – бумажные рукавицы.
Б) при производстве работ с горячими предметами – суконные рукавицы.
В) при производстве работ с кислыми или щелочными средствами – кислотостойкие или прорезиненные рукавицы.
Г) для защиты от электрического тока – диэлектрические перчатки.
3.6. При работе в эл.установках используйте только проверенные средства.
3.7. Для защиты органов дыхания и зрения от вредного воздействия промышленной пыли, мелких частиц и т.п. применяйте защитные очки, респираторы.
3.8. Для предотвращения отравления, а также других поражающих действий ядовитых газов применяйте промышленные противогазы со следующими коробками: марки “В” (жёлтый цвет) или “БКФ” (защитный цвет) от кислых газов, хлора, хлористого водорода и пр., а коробку “БКФ” также от кислых ядовитых паров и дымов, марки “CO” (белого цвета) или гопкалитовый патрон – от окиси углерода, марки “КД” (серого цвета) – от аммиака, “A” (коричневого цвета) – от органических паров. При этом следует помнить, что фильтрующие противогазы применяются при содержании ядовитых веществ в атмосфере не более 0,5% по объёму и свободного кислорода не ниже 18%. В случаях, когда содержание вредных веществ выше допустимого или мало кислорода, необходимо применять изолирующие противогазы.
3.9. Не находитесь в местах возможного падения предметов с высоты.
3.10. Для предотвращения скольжения опорные концы лестниц, устанавливаемых на твёрдый пол, должны быть обиты резиной, а на деревянный или земляной полы – иметь металлические наконечники и удерживаться другим рабочим.
3.11. Запрещается выполнять работу с приставной лестницы, находясь на ней вдвоём, подниматься по лестнице с грузом, работать переносным инструментом: паяльными лампами эл.инструментами и др.
3.12. Не разрешается произвольно наращивать лестницу, превышать максимальную длину лестниц – 5м.
3.13. Запрещается раскладывать инструмент на трубопроводах, конструкциях, так как в случае падения он может нанести травму проходящему внизу человеку.
3.14. В случае работы на высоте более 1,5 м от пола без лесов пользуйтесь монтажными поясами или верёвками.
3.15. Перед разборкой соединений отключенных трубопроводов спустите остаточное давление.
3.16. Запрещается производство работ на трубопроводах и аппаратах с агрессивными газами и жидкостями, находящимися под давлением.
3.17. Запрещается подтяжка соединений на импульсных линиях, находящихся под давлением.
3.18. При включении манометров высокого давления вентиль открывать медленно, по возможности находясь как можно дальше от прибора.
3.19. Чистку, смазку, ремонт вращающихся механизмов производить только при остановленных устройствах.
3.20. Не удлиняйте ручку стандартных ключей подручными предметами.
3.21. Не поднимайте груз сверх допустимой нормы:
Женщины – 10 кг.
Мужчины – 50 кг.
3.22. При кантовке груза находитесь сзади или сбоку него.
3.23. При перекатывании груза по наклонной поверхности находитесь сбоку от него.
3.24. При работе с агрессивными жидкостями соблюдайте предельную осторожность, не разливайте её в посуду с трещинами, имеющую посторонний запах. Разбавляйте кислоту по следующему правилу: лейте кислоту в воду тонкой струйкой.
3.25. Во избежание взрыва при работе в пожаро- и взрывоопасных помещениях пользуйтесь только взрывобезопасными светильниками.
3.26. Помните, что ток силой 0,05 А опасен для жизни, а 0,1 А – смертелен. При неблагоприятных условиях (влажная кожа, угнетённое состояние и т.п.) тело человека может иметь сопротивление не более 1000 Ом, поэтому опасным для жизни является напряжение более 40 В.
3.27. При замене плавких предохранителей оберегайте глаза и лицо, т.к. в результате неустранённого короткого замыкания их может разорвать и осколками поранить лицо.
4. Обязанности по окончании работы
4.1. Промасленную ветошь и другие обтирочные материалы по окончании работы убирайте в специальный металлический ящик с крышкой для предотвращения возможного загорания их на рабочем месте и возникновения пожара.
4.2. При окончании работ в сборке, щите, приборе или установке, имеющих электрическое питание, не забудьте убрать рабочее место от отходов, не оставляйте неизолированных концов проводов, проверьте эл.схему для предотвращения короткого замыкания.
4.3. Не допускайте курения и принятия пищи в помещениях, где проводится работа со ртутью, соблюдайте следующие правила личной гигиеы при работе со ртутью:
А) после окончания работы тщательно мойте руки и лицо тёплой водой с мылом.
Б) в конце рабочего дня заменяйте рабочую одежду другой.
4.4. После работы с постой ГОИ вымойте руки с мылом. Недопустимо прикасаться к глазам или тереть их руками, загрязнёнными пастой ГОИ, т.к. содержащаяся в ней смесь хрома действует раздражающе на слизистую оболочку и может привести к её воспалению.
4.5. По окончании работы на наждачном станке, остановите станок, дождитесь остановки круга и только потом уходите от станка.
4.6. По окончании работы на сверлильном или токарном станке остановите станок и поставьте рукоятки управления в нейтральное положение, уберите стружку, очистите и смажьте станок, приведите в порядок рабочее место.
5. Ответственность за несоблюдение требований инструкций
Заключение
Для того чтобы выполнить дипломный проект была изучена история возникновения стеклоделия в Кыргызстане и за рубежом, принципы, на которых оно построено, изучены технологии изготовления стекла, его виды и свойства. Основная работа была направлена именно на изучение свойств стекла, потому что различные марки стекла обладают настолько непохожими свойствами, что не зная марки невозможно предугадать реакцию стекла на то или иное воздействие.
Стеклянные изделия применяют во многих областях народного хозяйства и в быту человека. Они используются в строительстве, химической, горнорудной, электротехнической и других отраслях промышленности.
Отсутствие товаров-аналогов положило развитие стекольной промышленности.
В связи с тем, что в настоящее время в нашей республике проходят крупномасштабные строительные работы, то спрос на стекло повысился.
В настоящее время стекольная промышленность развивается динамично так как возрастает спрос в таком материале и в изделиях, особенно из листового стекла.
Основными направлениями интенсификации производства стекла являются:
- дальнейшая автоматизация технологических процессов (внедрение поточных линий по резке и упаковке стекла);
- расширение ассортимента и повышение качества листового стекла;
- реконструкция действующих предприятий;
- совершенствование технологии производства листового стекла.
Последнее связано с внедрением двухстадийного формования стеклянной ленты, развитием и совершенствованием флоат-процесса с увеличением мощности установок. Усовершенствование методов варки стекла предполагает увеличение площади покрытия пламенем зеркала шихты и стекломассы, применение печей новых типов (циклонных печей, в которых производится нагрев гранулированных частиц шихты во взвешенном состоянии; шахтных печей и вращающихся барабанных, обеспечивающих перемешивание материала в процессе варки), введение источников теплоты непосредственно в стекломассу (повышается эффективность процесса теплообмена, снижаются потери теплоты в окружающую среду).
В настоящее время ведутся работы по созданию в ванных печах бурления стекломассы за счет подвода сжатого воздуха и механическому перемешиванию ее для получения высокой степени однородности.
Флоат-стекло практически полностью вытеснило полированное стекло, изготовляемое на конвейерах. Себестоимость полированного стекла, вырабатываемого флоат-способом, примерно в 2 раза ниже, чем полированного, вырабатываемого на конвейерах двухстороннего шлифования и полирования. При этом удельные капитальные вложения уменьшаются почти в 2 раза, а производительность труда возрастает в 3…4 раза. Таким образом, экономическая и техническая целесообразность использования флоат-процесса очевидна.
По сравнению с оконным стеклом лодочного и безлодочного вертикального вытягивания флоат-стекло более дорогостоящее. Это объясняется главным образом тем, что велики амортизационные отчисления при его производстве — высока стоимость оборудования для флоат-процесса и зданий, а также большие трудозатраты при резке стекла (этот процесс пока не автоматизирован).
Кроме того, увеличиваются затраты на создание защитной атмосферы и в связи с использованием олова. Однако следует иметь в виду, что флоат-процесс обеспечивает лучшее качество стекла, чем лодочный и безлодочный способы его производства.
Главным фактором улучшения всех технико-экономических показателей флоат-процесса является увеличение производительности поточных линий. Кроме того, необходимо упрощать и удешевлять оборудование зданий и сооружений, разрабатывать более дешевые способы производства газов для защитных атмосфер, автоматизировать процессы раскроя и резки стекла.
Список использованных источников
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/steklo-v-samoletostroenii/
1. Бондарев К.Т. Листовое полированное стекло. М.: Стройиздат, 1978
2. Волгина Ю.М. Теплотехническое оборудование стекольных заводов. М.: Стройиздат, 1982
3. Парюшкина О.В., Мамина Н.А., Панкова Н.А., Матвеев Г.М. Стекольное сырье России, ОАО «Центр информации и экономических исследований стройиндустрии», ВНИИЭСМ, Серия «Промышленные строительные материалы», М., 2001
4. Химическая технология стекла и ситаллов// Под ред. Н.М.Павлушкина. М.: Стройиздат, 1983
5. ГОСТ 111 – 2001 Стекло листовое. Технические условия
6. Пожидаева С. П. «Курсовые и выпускные квалификационные работы на факультете технологии и предпринимательства» (методические рекомендации).
— Бирск: БирГСПА, 2006
7. Гутнов А. Э. «Мир архитектуры: язык архитектуры».- М.: Мол. Гвардия, 1985
8. «Курсовые и дипломные работы: от выбора темы до защиты»: Справочное пособие/ авт.-сост. Кузнецов И. Н.- Мн.: «Мисанта», 2003
9. Зильберглейт М. А., Петрова Л. И. «Методика и техника подготовки курсовых работ».- УП «Беларусская наука», 2003
10. Безрукова В. С. «Как написать реферат, курсовую, диплом».-СПб.: Питер, 2004
11. Зеркальный мир. Гильде В. — М.: Мир, 1982. с. 28.
12. журнал «Формула строительства» февраль 2007
13. Ф.А. Брокгауз, И.А. Ефрон «Энциклопедический словарь», Изд. «Русское слово», 1996 г., OCR Палек, 1998 г.
14. Арзамасов Б.Н., Сидорин И.И., Косолапов Г.Ф. и др. Материаловедение: учебник для высших технических учебных заведений. – М.: Машиностроение, 1986.
15. Дальский А.М., Барсукова Т.М., и др. Технология конструкционных материалов: Учебник для студ. машиностроительных специальностей, вузов. 5-е изд., исправленное. – М.: Машиностроение, 2004
16. Технологический маршрут изготовления кристаллов 564ИЕ10.
17. Технологический маршрут изготовления микросхем К425НК1.
18. Буров Ю.С. Технология строительных материалов и изделий. М.: Высшая школа, 1972.
19. Кашкаев И.С., Шейман Е.Ш. Производство глинянного кирпича. М.: Высшая школа, 1970.
20. Комар А.Г. Технология производства строительных материалов. М.: Высшая школа, 1980.
21. Макотинский М.П. Новые отделочные материалы. М.: “Знание”, 1972.
22. Нациевский Ю.Д. Справочник по строительным материалам. Киев: «Будивэльник», 1990.
23. Царицын М.А., Солинов В.Ф. Технология строительного и технического стекла и шлакоситаллов. М.: Стройиздат, 1983.
25. Айрапетова Г.А., Несветаева Г.В..
26. Строительные материалы. Учебно-справочное пособие (Серия «Строительство».) — Ростов Н/Д: изд-во «Феникс», 2004. — 608 с.
27. Горчаков Г.Н. Баженов Ю.М.
28. Строительные материалы. Учеб. Для вузов. (ред. Строительные материалы и контрукции) – М.: Строиздат, 1986.- 688с.
29. Домокеев А.Г. Строительные материалы
http\\www.interglass.kg/part-ru.shtml
http://www.busel.ua/products.php
Строительные материалы. Учебник. – М.: Высш. школа, 1982.- 383с
Бондарев К.Т. Листовое полированное стекло. М.: Стройиздат, 1978
ГОСТ 111 – 2001 Стекло листовое. Технические условия
Комар А.Г. Технология производства строительных материалов. М.: Высшая школа, 1980.
Кашкаев И.С., Шейман Е.Ш. Производство глинянного кирпича. М.: Высшая школа, 1970.
д.т.н., профессор В.Е. Маневич, к.т.н. А.Г. Чесноков, АО «ГИС», Москва