
Значение промышленности строительных материалов в нашей стране огромно – от уровня производства их всецело зависят темпы и качество строительных работ.
Главными направлениями технического прогресса промышленности строительных материалов являются: создание новых и совершенствование существующих технологических процессов, обеспечивающих получение продукции с минимальными затратами энергетических, материальных и трудовых ресурсов; получение новых видов строительных материалов и изделий с заданными свойствами, отвечающими самым высоким требованием строительства; широкое внедрение малоотходных и безотходных технологий, использование вторичных продуктов производства.
Различные эксплуатационные условия зданий и сооружений, параметры технологических процессов обуславливают разнообразные требования к строительным материалам, а отсюда вытекает весьма обширная номенклатура их свойств: прочность при нормальной или высокой температуре (последняя характеризует жаро- или огнестойкость материала), водостойкость, стойкость против действия различных солей, кислот и щелочей, шлакостойкость (имеющая особое значение в металлургических процессах) и т.д. Не менее важна в строительстве и технике проницаемость (или непроницаемость) материалов для жидкостей, газов тепла, холода, электрического и радиоактивного излучения. Наконец материалы для отделки помещений жилых и общественных зданий, садов и парков должны быть красивыми, долговечными и прочными.
Важнейшие свойства строительных материалов определяют области их применения. Только глубокое и всестороннее знание свойств материалов позволяет рационально и в техническом, и в экономическом отношениях выбрать материал для конкретных условий использования.
Другой важной задачей является опережающее развитие промышленности строительных материалов, неуклонное снижение себестоимости и удельных капитальных вложений.
Применение строительных материалов далеко не ограничивается использованием их только для целей строительства. Без них не может существовать ни одна область техники.
Целью данной курсовой работы является исследование строительной керамики, производства кирпича и огнеупоров.
Для реализации данной цели нами были поставлены и решены следующие задачи:
- Исследовать сущность строительной керамики;
- Проанализировать особенности производства.
Структура курсовой работы соответствует цели и задачам исследования. Курсовая работа состоит из введения, двух глав, заключения и списка литературы.
Подготовка строительного производства
... материалов и изделий на строительную площадку и их перемещение в процессе строительства; строительно- монтажный, состоящий из строительных процессов по возведению сооружений, коммуникаций, дорог и прочих объектов. Роль подготовки строительного производства Современное строительное производство, ...
[1]
Керамическими называют каменные изделия, получаемые из минерального сырья путем его формования и обжига при высоких температурах.
Термин «керамика» происходит (по П. П. Будникову) от слова «керамейя», которым в Древней Греции называли искусство изготовления изделий из глины. И теперь в керамической технологии используют главным образом глины, но наряду с ними применяют и другие виды минерального сырья, например чистые оксиды (оксидная техническая керамика).
Керамические материалы – самые древние из всех искусственных каменных материалов. Черепки грубых горшечных изделий находят на месте поселений, относящихся к каменному веку. Возраст керамического кирпича как строительного материала более 5000 лет.
Большая прочность, значительная долговечность, декоративность многих видов керамики, а также распространенность в природе сырьевых материалов обусловили широкое применение керамических материалов и изделий в строительстве. В долговечности керамических материалов можно убедиться на примере Московского Кремля, стены которого сложены почти 500 лет назад.
В современном строительстве керамические изделия применяют почти во всех конструктивных элементах зданий, облицовочные материалы используют в сборном домостроении. Богатство эстетических возможностей керамики обеспечили ей видное место в отделке фасадов зданий и внутренних помещений. Керамические пористые заполнители – это основа легких бетонов. Санитарно-технические изделия, а так же посуду из фарфора и фаянса широко используют в быту. Специальная керамика необходима для химической и металлургической промышленности (кислотоупорные и огнеупорные изделия), электротехнике и радиоэлектронике (электроизоляторы, полупроводники и др.) ее применяют в космической технике.
Керамические строительные материалы в зависимости от их структуры разделяют на две основные группы: пористые и плотные. Пористые поглощают более 5% воды (по массе), в среднем их водопоглощение составляет 8 – 20% по массе или 14 – 36% по объему. Пористую структуру имеют стеновые, кровельные и облицовочные материалы, а так же стенки дренажных труб и т.д. Плотные поглощают менее 5% воды, чаще всего 1 – 4% по массе или 2 – 8% по объему. Плотную структуру имеют плитки для пола, дорожный кирпич, стенки канализационных труб и др.
По назначению керамические материалы и изделия делят на следующие виды: стеновые изделия (кирпич, пустотелые камни и панели из них); кровельные изделия (черепица); элементы перекрытий; изделия для облицовки фасадов (лицевой кирпич, малогабаритные и другие плитки, наборные панно, архитектурно-художественные детали); изделия для внутренней облицовки стен (глазурованные плитки и фасонные детали к ним – карнизы, уголки, пояски); заполнители для легких бетонов (керамзит, аглопорит); теплоизоляционные изделия (ячеистая керамика); санитарно- технические изделия (умывальные столы, ванны, унитазы); плитка для пола; дорожный кирпич; кислотоупорные изделия; огнеупоры; изделия для подземных коммуникаций (канализационные и дренажные трубы).
Приведенная классификация показывает широкое распространение керамических материалов и изделий в строительстве.
Сырьевыми материалами для производства керамических изделий являются каолины и глины, применяемые в чистом виде, а чаще – в смеси с добавками (отощающими, порообразующими, плавнями, пластификаторами) Под каолинами и глинами понимают природные водные алюмосиликаты с различными примесями, способные при замешивании с водой образовывать пластичное тесто, которое после обжига необратимо переходит в камнеподобное состояние.
Технология производства керамических изделий (2)
... -ционные материалы, которые применяются в разнообразных сферах производства: в машиностроении, в производстве спортивного инвентаря, товаров широкого потребления и др.[2] Помимо этого керамические изделия используются ... соблюдение технологии в процессе изготов-ления изделия. Но для соблюдения технологии нужно ее знать. Для этого в данной работе мы рассмотрим разнообразие керамических изделий, изучим ...
Каолины. Каолины состоят почти исключительно из минерала Al2O3 2SiO2 2H2O и содержат значительное количество частиц меньше 0,01мм; после обжига сохраняют белый цвет.
Глины боле разнообразны по минеральному составу, они больше загрязнены минеральными и органическими примесями. Глинистое вещество (с частицами меньше 0,005мм) состоит в основном из каолинита и родственных ему минералов – монтмориллонита Al2O3 4SiO2 nH2O, галлуазита Al2O3 2SiO2 4H2O.
Содержание таких частиц определяет пластичность и другие свойства глин. Высокопластичные глины содержат частицы размером менее 0,005мм 80 – 90 %.
В глинах могут быть примеси снижающие, температуру плавления: карбонат кальция, полевой шпат, Fe(OH)3, Fe2O3. Камневидные включения CaCO3 являются причиной появления «дутиков» и трещин в керамических изделиях, так как гидратация CaO, получившегося при обжиге керамических изделий, сопровождается увеличением его объема. Часто встречающаяся примесь оксида железа придает глине привычную красную окраску. Вообще же окраски глин весьма разнообразны: от белой, коричневой, зеленой, серой до черной. Окраска глин зависит от примесей как минерального, так и органического происхождения богатых углеродом.
Бентонитами называют высокодисперсные глинистые породы с преобладающим содержанием монтмориллонита. Содержание в них частиц меньше 0,001мм достигает 85 – 90 %.
Трепелы и диатомиты, состоящие в основном из аморфного кремнезема, используют для изготовления теплоизоляционных изделий, строительного кирпича и камней.
Отощающие добавки вводятся в состав керамической массы для понижения пластичности и уменьшения воздушной и огневой усадки глин. В качестве отощающих добавок используют шамот, дегидратированную глину, песок, золу ТЭС, гранулированный шлак.
Шамот – зернистый керамический материал (с зернами 0,14 – 2 мм), получаемый измельчением глины, предварительно обожженной при той же температуре, при которой обжигаются изделия. Его можно получить, измельчая отходы обожженного кирпича. Шамот улучшает сушильные и обжиговые свойства глин, поэтому его применяют для получения высококачественных изделий – лицевого кирпича, огнеупоров и т.д.
Дегидратированная глина при температуре 700 — 750° С, добавляемая в количестве 30 – 50 %, улучшает сушильные свойства сырца и внешний вид кирпича.
Песок (с зернами 0,5 – 2 мм) добавляют в количестве 10 – 25 %.
Гранулированный доменный шлак (с зернами до 2 мм) – эффективный отощитель глин при производстве кирпича. Роли отощителей выполняют так же золы ТЭС и выгорающие добавки.
Парообразующие материалы вводят в сырьевую массу для получения легких керамических изделий с повышенной пористостью и пониженной теплопроводностью. Для этого используют вещества, которые при обжиге диссоциируют с выделением газа, например CO2 (молотые мел, доломит), или выгорают.
Выгорающие добавки: древесные опилки, измельченный бурый уголь, отходы углеобогатительных фабрик, золы ТЭС и лигнин не только повышают пористость керамических изделий, но также способствуют равномерному спеканию керамического черепка.
Производство керамической черепицы
... отощающими. Плавни – вводят с целью снижения температуры обжига керамических изделий. К ним относятся полевые шпаты, железная ... 18] Таким образом, для производства керамической черепицы будем использовать высокопластичные «жирные» глины (с содержанием глинистых вешеств ... тем выше пластичность и воздушная усадка глин. В зависимости от этого глины подразделяются на высокопластичные, среднепластичные, ...
Пластифицирующими добавками являются высокопластичные глины, бентониты, а также поверхностноактивные вещества – сульфитно-дрожжевая бражка и др.
Плавни добавляют в глину в тех случаях, когда необходимо понизить температуру ее спекания. К ним относят: полевые шпаты, железную руду, доломит, магнезит, тальк и т.п.
Для придания декоративного вида и стойкости к внешним воздействиям поверхность некоторых керамических изделий покрывают глазурью или ангобом. Слой глазури, нанесенный на поверхность керамического материала, закрепляют на ней обжигом при высокой температуре. Глазури – это стекла, которые могут быть прозрачными и непрозрачными (глухими), различного цвета. Главными сырьевыми компонентами глазури являются: кварцевый песок, каолин, полевой шпат, соли щелочных и щелочно-земельных металлов, оксиды свинца, борная кислота, бура и др. Их применяют в сыром виде, либо сплавленными – в виде фритты. Оксид свинца заменяют менее вредным оксидом стронция.
Ангоб готовят из белой или цветной глины и наносят тонким слоем на еще не обожженные изделия. При обжиге ангоб не плавится, поэтому поверхность получается матовой. Ангоб по своим свойствам должен быть близок к основному черепку.
1.3.1. Пластичность
Глина, замешанная в определенном количестве воды, образует глиняное тесто, обладающее связностью и пластичностью.
Пластичностью глины называют ее свойство во влажном состоянии принимать под влиянием внешнего воздуха желаемую форму без образования разрывов и трещин и сохранять полученную форму при сушке и обжиге.
Техническим показателем пластичности является число пластичности
Пл = WT – WP
где WT и WP – значения влажности, соответствующие пределу текучести и пределу раскатывания глиняного жгута, %.
Для производства строительных керамических изделий обычно применяют умеренно пластичные глины с числом пластичности Пл = 7 – 15. Малопластичные глины с Пл меньше 7 плохо формуются, а высокопластичные глины с Пл больше 15 растрескиваются при сушке и требуют отощения.
Связующая способность глины проявляется в связывании зерен непластичных материалов (песка, шамота и др.), а также в образовании при высыхании достаточно прочного изделия – сырца. Эту способность используют при кладке печей, труб.
1.3.2.Отвердевание глины при высыхании и усадка
Особенность глиняного теста – способность отвердевать при высыхании на воздухе. Прочность высушенной глины обусловлена действием ван-дер-ваальсовых сил и цементацией зерен минералов ионами примесей. Силы капиллярного давления стягивают частицы глины, препятствуют их разъединению, вследствие этого происходит воздушная усадка. При насыщении водой мениски исчезают, прекращается действие капиллярных сил, частицы свободно перемещаются в избытке воды, и глина размокает.
Усадка – это уменьшение линейных размеров и объема глиняного сырца при его сушке (воздушная усадка) и обжиге (огневая усадка) глин. Усадку выражают в процентах от первоначального размера изделия.
Для различных глин линейная воздушная усадка колеблется от 2 – 3% до 10 – 12 % в зависимости от содержания тонких фракций. Для уменьшения усадочных напряжений к жирным глинам добавляют отощители. Поверхностно-активные вещества (СБД и др.), введенные в глиняную массу в количестве 0,05 – 0,2 %, улучшают смачивание частиц глины водой, позволяют сократить формовочную влажность и снизить воздушную усадку.
Производство керамического кирпича (2)
... техническая характеристика продукции, выпускаемой в данной курсовой работе представлены в таблице 1. керамический кирпич технология 2. Характеристика сырья и ... но в разное время. Пример: автоклавная обработка: изделие на месте в автоклаве, но процессы нагрева, ... 1]. Наиболее известны три вида кирпича: гиперпрессованный кирпич, красный кирпич - из обожжённой глины и силикатный, состоящий из песка, ...
Огневая усадка получается из-за того, что в процессе обжига легкоплавкие составляющие глины расплавляются, и частицы глины в местах их контакта сближаются. Огневая усадка может составлять 2 – 8 % в зависимости от вида глины.
Полная усадка, равная алгебраической сумме воздушной и огневой усадок, колеблется от 5 до 18 %. Соответственно увеличивают размеры форм, чтобы получить готовое изделие необходимых форм.
1.3.3.Переход глины при обжиге в камневидное состояние
В процессе высокотемпературного обжига глина претерпевает физико-химические изменения. Сначала испаряется свободная вода, затем выгорают органические вещества. При температуре 700 – 800ºС происходит разложение безводного метакаолинита Al2O3 2SiO2, который образовался ранее (при температуре 450 – 600º С) вследствие дегидратации каолинита; затем Al2O3 и SiO2 при повышении температуры (до 900ºС и выше) вновь соединяются, образуя исскуственный минерал – муллит (3Al2O3 2SiO2).
Муллит придает обожженному керамическому изделию водостойкость, прочность, термическую стойкость. С его образованием глина необратимо переходит в камневидное состояние. Вместе с образованием муллита расплавляются легкоплавкие составляющие глины, цементируя и упрочняя материал.
Обжиг кирпича и других пористых изделий обычно заканчивается при температуре 950 – 1000ºС.Дальнейшее повышение температуры резко интенсифицирует образование и накопление жидкой фазы – силикатного расплава, который не только цементирует частицы глины, но и уплотняет керамический материал. В результате получаются изделия с плотным керамическим черепком, отличающимся малым водопоглощением (менее 5 %).
1.3.4. Спекаемость
Спекаемостью глин называют их свойство уплотняться при обжиге и образовывать камнеподобный черепок.
Интервал спекания легкоплавких глин (для производства кирпича, керамзита) 50 – 100ºС, огнеупорных глин – 400ºС.
Огнеупорные глины (и изделия из них) противостоят действию высоких температур, не деформируясь и не расплавляясь. Чистый каолинит плавится
при температуре 1770ºС,однако различные примеси (Fe2O3, CaCO3, и др.)понижают эту температуру. Представляя собой сложные природные смеси, глины не имеют определенной температуры плавления. При 750 — 800ºС в следствии частичного плавления легкоплавких эвтектических смесей начинается уплотнение черепка и закрытие пор, т.е. происходит спекание.
Цвет глины после обжига имеет существенное значение для облицовочных керамических изделий, а также для тонкой керамики. Для получения белого черепка обжиг ведут в восстановительной среде (при наличии свободных CO и H2 в газах) и при определенных температурах, чтобы Fe2O3 перевести в FeO. Не желательны в глине крупные зерна пирита FeS2 и оксидов железа, образующие на черепке после обжига черные точки. Выделение свободного оксида железа при нагревании между 450 и 800ºС придает изделию красноватое и желтоватое окрашивание. Оксиды титана вызывают глубокую синеватую окраску черепка.
2.1.1.Обработка глиняной массы
Производство керамических изделий включает следующие этапы: карьерные работы, механическую обработку глиняной массы, формование изделий, их сушку и обжиг.
Конструктивное решение домов из обжигового кирпича для районов Сибири
... строительство коттеджей считается сегодня одним из наиболее перспективных видов Целью данного курсового проекта является разработка объемно-планировочного и конструктивного решений жилого здания (коттеджа), из обжигового кирпича. ... т. н. диафрагм жёсткости. По способу возведения стены подразделяют на сборные, монтируемые из готовых элементов заводского изготовления; монолитные - обычно бетонные, ...
Карьерные работы включают добычу, транспортировку и хранение промежуточного запаса глины. Вылеживание замоченной глины, ее вымораживание в течении годичного срока на открытом воздухе разрушает природную структуру глины, она диспергируется на элементарные частицы, что повышает пластичность и формовочные свойства керамической массы (см. приложение 1).
Механическая обработка глины осуществляется с помощью глинообрабатывающих машин и имеет цель: выделить или измельчить каменистые включения, гомогенизировать керамическую массу и получить необходимые формовочные свойства. Каменистые включения выделяют из глины, пропуская ее через винтовые камневыделительные вальцы или применяя другие специализированные машины. Можно добиться полного выделения камней из глины гидравлическим обогащением: глину распускают в глиноболтушках, а затем шликер пропускают через сито, на котором отделяются камни размером более 0,5 мм; шликер обезвоживают в мощных распылительных сушилках.
Глину измельчают после выделения каменистых включений. Если их нет в глине, то после доставки на завод ее сразу подвергают грубому дроблению, потом тонкому измельчению. После тонкого измельчения глину надо промять, чтобы получить глиняную массу с необходимой формовочной влажностью.
2.1.2. Формование
Стеновые керамические изделия изготавливают способами пластического формования и полусухого прессования. Из жидких глиняных масс изготавливают некоторые виды облицовочной плитки, санитарно-технические и другие фаянсовые и фарфоровые изделия.
Способ пластичного формования. Изделия стеновой керамики формуют из пластичных глиняных масс на ленточных шнековых прессах, которые могут быть вакуумными и безвакуумными. В корпусе этого пресса вращается шнек – вал с винтовыми лопастями. Глиняная масса, поступая через воронку и питающий валик, перемещается с помощью шнека к сужающейся переходной головке и мундштуку. В этом месте глиняная масса уплотняется, выравниваются давления и скорости по сечению глиняного бруса. Мундштук глиняного пресса для производства кирпича имеет прямоугольное сечение. Для формования пустотелых кирпича и керамических камней, в мундштуке пресса устанавливают пустотообразующий сердечник. Применяются также фасонные вставки с узкими щелями – для формования черепицы, кольцевые для керамических труб.
Из мундштука пресса выходит глиняный брус, который разрезают автоматически резательным аппаратом, получая изделия заданного размера. Плотный вакуумированный сырец устанавливают рядами на печную вагонетку и он поступает в туннельную сушилку в штабеле (без полок).
Вакуумирование глины позволяет извлечь из нее воздух, снизить влажность на 3 – 4 %, увеличить прочность сырца в 2 – 3 раза, прочность обожженного изделия увеличивается до 2 раз, его водопоглощение снижается на 10 – 15 %.
Способ полусухого прессования. Керамические изделия формуют способом полусухого прессования из шихты влажностью 8 – 10 %, уплотняемой прессованием под значительным давлением (15 – 40 МПа).
Способ литья. Плитки (толщиной 2 мм) изготавливают способом литья на автоматизированных конвейерных линиях. По конвейеру движутся пористые керамические поддоны, на которые наливные аппараты последовательно наносят шликеры разделительного, плиточного и глазурованного слоев. Двигаясь по конвейеру, керамическая масса быстро подсыхает на пористом поддоне и поступает сначала на зачистное, а затем на режущее устройство. Поддон с отлитой массой проходит конвейер за 22 – 30 минут, после чего он автоматически предается в тепловые установки. Полный цикл производственного процесса (вместе с обжигом) занимает около 2 часов.
Производство строительных материалов, изделий и конструкций в ...
... что себестоимость строительства в Казахстане остается одной из самых высоких среди стран СНГ, основной причиной этого является дороговизна строительных материалов в Республике. Ассортимент ... пользующихся спросом на рынке строительных материалов. Отраслевая «Программа развития промышленности строительных материалов, изделий и конструкций в Республике Казахстан на 2005-2014 годы», направлена ...
2.1.3. Сушка сырца
Перед обжигом изделие надо высушить до содержания влаги не более
5 % во избежание неравномерной усадки и растрескивания при обжиге. Сушку сырца проводят в тоннельных и камерных сушилках.
2.1.4. Обжиг изделий
Обжиг завершает изготовление керамических изделий. В процессе обжига формируется их структура, определяющая технические свойства изделия. Суммарные затраты на обжиг составляют 35 – 40 %, а потери от брака достигают 10% себестоимости товарной продукции. Обжиг керамических изделий осуществляется в туннельных печах с автоматическим управлением (см. приложение 2).
Туннельная печь представляет собой длинный канал, выложенный внутри огнеупорной футеровкой. Вагонетки с изделиями, составляющие сплошной поезд, перемещаются в печи и постепенно проходят зоны подогрева, обжига и охлаждения. Максимальная температура обжига кирпича и других стеновых керамических изделий (950 – 1000ºС) необходима для спекания керамической массы. Спекание происходит вследствие цементирующего действия расплава эвтектик (жидкостное спекание), реакций в твердой фазе и кристаллизации новообразований.
По плотности и техническим свойствам керамические кирпичи и камни делят на три группы: первая – эффективные плотностью не более 1400 – 1450 кг/м3 с высокими теплозащитными свойствами; вторая – условно-эффективные плотностью 1450 – 1600 кг/м3; третья – обыкновенный кирпич плотностью свыше 1600 кг/м3.
2.2.1. Керамический кирпич
Сплошной керамический кирпич имеет форму прямоугольного параллелепипеда размером 250х120х65мм, с прямыми ребрами, четкими гранями и ровными лицевыми поверхностями; искривление ребер и граней кирпича не должно превышать 3мм. Модульный кирпич имеет размер 250х120х88мм и выпускается с круглыми или щелевыми пустотами, чтобы масса одного кирпича была не более 4кг. Отклонения от размеров не должны превышать установленных величин.
Кирпич не должен иметь механических повреждений и сквозных трещин. Кирпич должен быть нормально обожжен; кирпич недожженный и пережженный – брак. После обжига кирпич должен соответствовать цвету эталона нормально обожженного кирпича. Не допускаются известковые включения (дутики), вызывающие разрушение кирпича.
В зависимости от предела прочности при сжатии кирпич делят на марки: 75, 100, 125, 150, 200, 250, 300. Плотность сплошного кирпича 1600 – 1900 кг/м3, его теплопроводность 0,7 – 0,82 Вт/(м * С).
Водопоглощение кирпича выше марки 150 должно быть не менее 6 %, кирпича других марок не менее 8 %. Это требование обеспечивает определенную пористость кирпича, иначе он станет слишком теплопроводен и будет плохо сцепливаться со строительным раствором. Морозостойкость кирпича не менее 15 циклов попеременного замораживания и оттаивания; предусмотрены и более высокие марки морозостойкости: Мрз 25, Мрз 35, Мрз 50.
Керамические строительные материалы
... кровельные материалы и материалы для перекрытий (черепица, керамические пустотелые изделия); облицовочные материалы для наружной и внутренней облицовки (кирпич и камни лицевые, плиты керамические фасадные, малогабаритные плитки); материалы для полов (плитки); материалы специального ...
Кирпич применяют в основном для кладки стен зданий, изготовления сборных стеновых панелей, кладки печей и дымовых труб.
Ниже приведены образцы кирпича выпускаемого заводом ПКК:
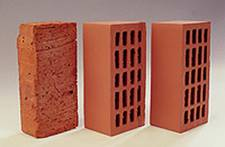
Рис. 2.1. Слева на право: обычный рядовой кирпич, рядовой кирпич ПКК, лицевой кирпич ПКК.

Рис. 2.2. Фигурные (фасонные) кирпичи.

Рис. 2.3. Одинарный и утолщенный кирпич.
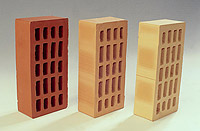
Рис. 2.4. Классический и планируемые к выпуску цвета.

Рис. 2.5. Гладкий, рифленый и крацованный кирпич.

Рис. 2.6. Полнотелый и пустотелый кирпич ПКК.
Одним из известных способов повышения качества керамического кирпича является нанесение влагозадерживающих составов (ВЗС) на поверхность формуемого бруса перед его разрезкой . Возникающее при сушке сырца ядро уплотнения вызывает растягивающие деформации, которые приводят к образованию трещин на гранях (рис. 2.7.).
Нанесение ВЗС на лицевые грани позволяет вести сушку со стороны плашковых граней, что сопровождается деформациями сжатия, и трещины не образуются. В этом случае можно даже ужесточить режим сушки в определенных пределах. Еще одним положительным фактором такой обработки сырца является устранение высолов на лицевых поверхностях [3] , что позволяет получить кирпич равномерного яркого цвета.
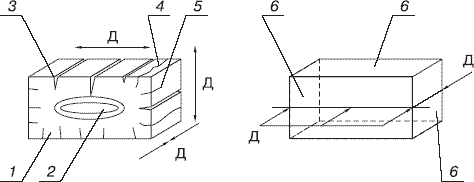
Рис. 2.7. Сушка кирпича сырца: а – без обработки; б – с обработкой наружных граней влагозадерживающими составами. Д – направления действия усадочных деформирующих сил. 1 – кирпич сырец; 2 – ядро уплотнения со свилевыми трещинами; 3 – разрывные трещины; 4 – волосяные трещины; 5 – угловые трещины; 6 – обработанные грани.
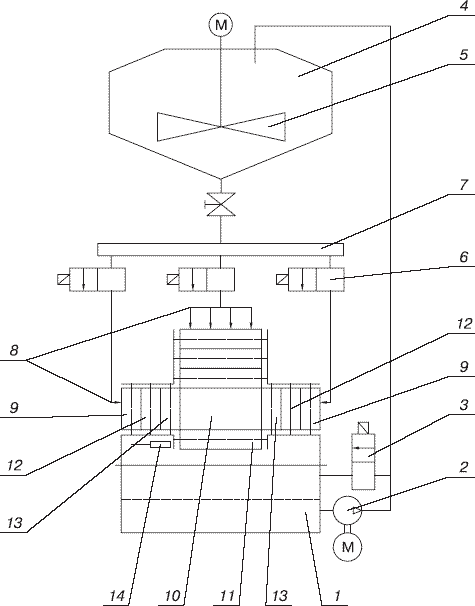
Рис. 2.8. Схема установки ШЛ 347: 1 – смеситель; 2 – эмульгатор; 3, 6 – электрогидроклапан; 4 – накопитель; 5 – мешалка лопастная; 7 – коллектор; 8 – сопло; 9 – валик подающий; 10 – брус глиняный; 11 – ролик приводной; 12 – валик дозирующий; 13 – валик контактирующий; 14 – измерительный блок.
Так почему же такой эффективный способ повышения качества кирпича не нашел широкого применения на действующих кирпичных заводах? Анализ рекомендованных устройств для реализации способа нанесения ВЗС приводит к выводу об их неработоспособности в условиях действующих предприятий. Например, подача ВЗС непосредственно в мундштук не позволяет получить равномерного покрытия, на брусе остаются не обработанные участки. Нанесение ВЗС напылением через форсунки требует серьезной вытяжной вентиляции, а форсунки часто забиваются. Излишнее нанесение ВЗС приводит к стеканию с тычковых граней на ленту транспортера, загрязняя ее.
Изучение опыта предприятий по использованию способа нанесения ВЗС привело к неутешительному выводу — в промышленности отсутствует работоспособное устройство для нанесения ВЗС, а применение предприятиями «доморощенных» приспособлений типа масляной тряпки на брусе, приводит к негативному результату и, соответственно, охлаждению интереса к этой теме.
2.2.2. Эффективные стеновые керамические изделия
Наружные стены из сплошного кирпича имеют надлежащие термические сопротивления при сравнительно большой толщине: 2 – 2,5 кирпича или 52 – 64см. Стены получаются тяжелыми – масса 1м2 стены составляет 800 – 1100кг. Такие стены нередко обладают излишней прочностью.
Производство пустотелых стеновых изделий требует меньше затрат на сырье и топливо, а поскольку ускоряется сушка и обжиг тонкостенных изделий, то соответственно повышается производительность сушилок и печей. Применение пустотелых керамических изделий позволяет уменьшить толщину наружных стен и снизить материалоемкость ограждающих конструкций на 20 – 30 %, сократить транспортные расходы и нагрузки на основание.
Пустотелый кирпич и керамические камни изготавливают из легкоплавких глин и глино – трепельных смесей с выгорающими добавками и без них. Пустоты в кирпиче или камне располагают перпендикулярно или параллельно постели, они могут быть круглыми и прямоугольными.
Размеры камней больше чем кирпича, поэтому их применение повышает производительность труда при кладке стен, а также приводит к уменьшению количества швов. Несмотря на большую пустотность керамических камней их марки такие же, как и марки сплошного кирпича, поэтому керамические камни применяют как для каркасных, так и для несущих стен.
После введения новых требований по теплозащите зданий появился ряд публикаций, ставящих под сомнение возможность дальнейшего применения кирпича в строительстве. Так, например, автор [5] пишет: «Сооружение стен из кирпича становится бесперспективным, так как при их плотности от 1000 до 1700 кг/м3 толщина наружных стен должна быть доведена до 0,8-1,5 м». В решениях Министерства строительства РФ делаются такие выводы: «При повышенных требованиях к теплозащите … использование традиционных стеновых материалов, таких как кирпич,… становится экономически нецелесообразным.»[6] .
Ситуация с критикой кирпича напоминает картину 60-х годов, когда в ходе индустриализации строительства все силы были брошены на освоение железобетонных изделий, а производство кирпича пришло в упадок.
В результате в настоящее время мы имеем огромное количество простаивающих производственных площадей заводов ЖБИ, ЖБК, ДСК и дефицит качественного кирпича, связанный с тем, что реконструкция кирпичного производства велась слишком медленными темпами.
Авторам, рассчитывающим толщину стен из кирпича по его теплопроводности, хотелось бы посовето вать посчитать толщину стены из пенополистирольной плиты, исходя из ее несущей способности. Толщина такой стены получилась бы не менее 3 м.
Наряду с этим, большинство специалистов понимает, что в современных условиях следует возводить комбинированные стены, 2-5-слойные, с использованием кирпича в качестве проверенного временем облицовочного и конструкционного материала . «Полнотелые керамические
стеновые изделия могут быть экономически обоснованно использованы лишь в качестве облицовочных в сочетании с теплоэффективными изделиями» .
Изучая зарубежный опыт, мы видим, что страны с холодным климатом применяют 3- и даже 5-слойные стеновые конструкции (Канада), а в более теплых странах, например в Австрии, техническое развитие кирпичного производства направлено в основном на улучшение теплоизоляционных свойств кирпича, так как его можно использовать как теплоизоляционный материал только при низких требованиях к теплопередаче стены.
Практически все наружные стены в Литве в настоящее время выполняют 3-слойными, а теплопроводность кирпича при этом не оказывает существенного влияния на сопротивление стен теплопередаче .
Учитывая вышеизложенное, считаем необоснованной критику ГОСТ 530-95 и предложения ввести в качестве основного показателя коэффициент теплопроводности . Так называемый эффективный или пустотелый кирпич при использовании в слоистых конструкциях практически ничего не дает для повышения сопротивления теплопередаче стены, а использование пустотелого кирпича в качестве лицевого должно быть исключено вовсе, так как приводит к снижению , капитальности стены.
Механические повреждения облицовочного слоя, выполненного из высокопустотного кирпича, приводят к образованию более глубоких выбоин, заметно снижающих общий эстетический вид поверхности. Как справедливо отмечается специалистами, основным направлением современной науки должно быть «обеспечение надежности и долговечности зданий и сооружений при накоплениях повреждений и неординарных техногенных и природно-климатических воздействиях» .
Поэтому в настоящее время появился целый ряд новых фасадно-облицовочных материалов, таких как керамический гранит, супер наполненные пластмассы, плиты из шлакокаменного литья, стеклофибробетон и др.
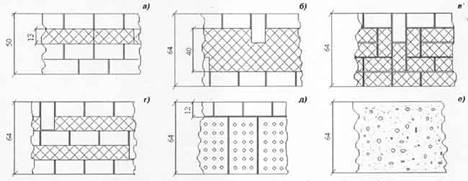
Рис 2.9.
Однако кирпич, в силу высокой степени апробации и повсеместной распространенности, в обозримом будущем сохранит свои позиции в качестве облицовочного и конструкционного материала. Различные теплоизоляционные материалы, используемые совместно с кирпичом, придают комбинированным (слоистым) стеновым системам необходимое сопротивление теплопередаче.
Некоторые возможные стеновые системы представлены на рис. 2.9. а, б, в, г, д, с.
Все варианты комбинированных стен (рис. 2.9.) представлены для толщины в 2,5 кирпича, за исключением рис. 2.9. а, где при применении высокоэффективных утеплителей и стеклопластиковых связей толщина стены может быть выполнена в 2 кирпича. Стены меньшей толщины значительно проигрывают в капитальности и устойчивости и в данной работе не рассматриваются.
На рис 2.9. б показана модифицированная колодцевая кладка, которая особенно эффективна с различными засыпками и заливными утеплителями. К тому же в последнее время разработан целый ряд мобильных заливных установок.
Штучные теплоизоляторы используют в совмещенной кладке (рис. 2.9. в), а менее эффективные теплоизоляционные заливные материалы могут быть применены по схеме рис. 2.9. г, где кирпичная кладка выполняет роль опалубки.
Стены из керамблоков «Победа-Кнауф» (рис. 2.9. д).
облицованные кирпичом, несколько «не дотягивают» до требуемого сопротивления теплопередаче. Однако здесь может выручить отделка внутренней поверхности эффективными теплоизоляционными материалами.
И, наконец, для материалов низкой теплоэффективности, сочетающих и конструкционные свойства, применяется схема монолитной стены (рис. 2.9. е).
Однако такие стены, как правило, теряют в долговечности и эстетичности.
Для различных теплоизоляционных материалов (см. приложение 3 таблицу 2.2.) и схем их применения (рис. 2.9.) определено сопротивление стен теплопередаче Rт.п. по формуле:
Rт.п. = S1/l1+ К*S2/l2,
где S1 и S2 — толщина конструкционного и теплоизоляционного слоя; l — теплопроводность конструкционного и теплоизолирующего слоя; К — коэффициент, учитывающий теплопотери в связях, перемычках и растворных швах.
Полученные данные, представленные в последней графе таблицы, позволяют обеспечивать необходимое сопротивление теплопередаче при выборе теплоизолирующего материала и варианта комбинированной стены.
Анализируя таблицу, можно отметить, что не все варианты использования приведенных материалов обеспечивают необходимый уровень теплозащиты. Так, например, пенобетон с высокой плотностью и низким коэффициентом теплопроводности не может быть использован даже по схеме рис. 2.9. e для монолитной стены, а аэрированный легкий бетон также не обеспечивает необходимую теплозащиту. Пенобетон высокой пористости с от 0,04 до 0,075 при заливке колодцевой кладки по схеме рис. 2.9. б или рис. 2.9. г не только с некоторым запасом обеспечивает необходимую теплозащиту, но и представляется одним из самых эффективных вариантов по себестоимости.
При составлении таблицы хотелось бы привести данные о стоимости 1м2 различных стен, так как себестоимость является одним из основных параметров для сравнения различных стеновых конструкций и материалов, однако в связи с отсутствием устоявшихся цен авторы редко приводят их в своих публикациях.
При разработке комбинированных стен из стеновых материалов следует учитывать как общие, так и индивидуальные требования к свойствам материалов в зависимости от их назначения. В конструкции комбинированной стены функционально необходимо 4 слоя, однако возможно и меньшее число слоев при совмещении одним из них нескольких близких функции. Например, кирпич может быть использован в качестве конструкционно-облицовочного слоя. Возможно и большее число слоев, если теплоизоляционный слой выполняется из двух видов материалов, например из плит ППС и более огнестойкой минераловатной плиты с прокладкой между ними.
Отделочный внутренний слой выполняется, как правило, из нескольких видов материалов и может вносить существенную добавку к сопротивлению теплопередаче стены, особенно в случае недостаточности теплоизоляционного слоя.
Отдельно хотелось бы затронуть вопрос проветривания стен, который в последнее время поднимается многими авторами, занимающимися оптимизацией комбинированных стеновых конструкций. Группа авторов, например , считает, что «полноценная в эксплуатационном плане 3-слонная стена должна включать воздушную прослойку между наружным слоем и слоем утеплителя»
Вентилируемые полы и стены издавна делают в деревянных конструкциях , подверженных гниению, а нужно ли это при применении негниющих материалов?
На наш взгляд, это пошло с «легкой руки» рекламных проспектов инофирм , внедряющих системы навесных фасадов и оправдывающих технологически получаемые пустоты как «вентиляционную систему». С одной стороны, воздушная прослойка действительно способствует более быстрому высыханию стены, с другой стороны, она выключает из теплозащиты наружный лицевой слой и способствует намоканию внутренних слоев при повышенной влажности воздуха.
В любом случае, прежде чем рекомендовать такую вентиляционную систему, которая во многих конструкциях требует дополнительных затрат, необходимо провести исследования и сделать вывод о целесообразности ее применения.
При анализе различных утеплителей, применяемых в комбинированных стенах, необходимо отметить теплозащитные материалы, получаемые на месте строительства путем использования мобильных установок. Такая постановка вопроса теплозащиты видится нам наиболее перспективной, ведь при перевозке утеплителей на объект до 98 %, например, в случае использования ППС, перевозится воздух.
Внедряя новые комбинированные стеновые конструкции, необходимо предусматривать их унификацию с известными в строительстве способами утепления, например колодцевой кладкой. Новые непривычные технологии, требующие переквалификации рабочих, скорее всего так п останутся на бумаге.
При использовании кирпича для изготовления конструкционного и лицевого слоя в комбинированных стеновых системах необходимы такие качества, как стабильность размеров, отсутствие трещин, ровный и яркий цвет лицевой поверхности и т. д.
На большинстве наших кирпичных заводов, выпускающих продукцию, зачастую не удовлетворяющую требованиям строителей, технология и оборудование настолько устарели, что обычной модернизацией отдельных участков здесь уже не обойтись.
Требуется строительство новых заводов с применением современных технологий. Но приобретение современных импортных кирпичных заводов связано с громадными капитальными затрата ми.
Между тем в России разработаны технологии и оборудование, позволяющие получать качественный кирпич.
2.3.1. Керамические изделия для облицовки фасадов
Фасадные керамические изделия применяют для облицовки фасадных поверхностей стеновых панелей, блоков, цоколей зданий, лоджий, для отделки архитектурных элементов фасада зданий – поясов, карнизов и создания декоративных панно.
Для отделки сборных конструкций на заводах используют коврово-мозаичные плитки размерами 48х48 и 22х22мм толщиной 2 – 4мм, плитки типа «кабанчик» размером 120х65х7мм, типа брекчия – ковры, набранные из плиточного боя.
Коврово-мозаичные плитки выпускают с естественно окрашенным черепком и глазурованные (Рис. 2.10.).
Глазури могут быть глухими и прозрачными, белыми и окрашенными, блестящими и матовыми.
Плитки типа «кабанчик» изготовляют не глазурованными и глазурованными. Их используют для отделки панелей (наклеенными на бумажные ковры), а также для облицовки кирпичных стен.
Ковры типа «брекчия» применяют для облицовки фасадов и в виде акцентных вставок. Бой плиток в таком ковре не должен составлять более 60% общей его площади.
Для облицовки готовых кирпичных и бетонных стен применяют крупноразмерные и цокольные плитки. Крупноразмерные плитки размером 250х140х10мм изготавливают не глазурованными и глазурованными. В настоящее время действует полностью автоматизированная поточная линия для прессования, сушки, глазурования и обжига таких плиток.
Цокольные глазурованные плитки являются изделиями штучного применения; их используют для облицовки зданий и подземных переходов (рис. 2.11.).

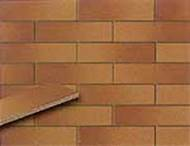

Рис. 2.11.
Эти плитки имеют спекшийся черепок, их водопоглощение не более 5 %.
Лицевые кирпичи и керамические камни применяются для кладки и одновременной облицовки наружных и внутренних стен зданий, возводимых из штучных изделий (кирпича, камня).
Выпускают кирпич и камни с гладкой, а также рельефной или офактуренной лицевой поверхностью (рис. 2.12.).
Не допускаются трещины и отколы на лицевой грани. Для производства используют не только глины, но также трепелы и диатомиты.
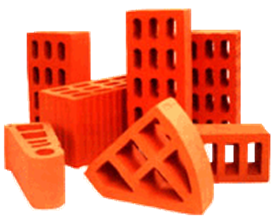


Рис. 2.12.
Лицевой кирпич и камни из красножгущихся глин изготовляют по той же технологии, что и обычные стеновые кирпичи и камни, соблюдая строгие требования к однородности сырья, ровности цвета обожженного изделия и правильности его формы. Лицевой кирпич и камни светлых тонов изготавливают из светложгущихся тугоплавких глин с добавкой около 45% шамота тех же глин. Подбирая состав керамической массы и регулируя режим обжига, можно получить кирпич белого, кремового, коричневого цветов.
Двухслойный кирпич формуют из местных красных глин и лишь лицевой состав (3 – 5 мм) из белых неокрашенных или окрашенных глин.
Кирпич облицовочный глазурованный или ангобированный. Для получения кирпича с блестящей цветной поверхностью на обожженную глину наносят глазурь (специальный легкоплавкий состав, в основе которого – перемолотое в порошок стекло), а затем проводят вторичный обжиг уже при более низкой температуре. После этого образуется стекловидный водонепроницаемый слой, обладающий хорошим сцеплением с основной массой и, как следствие, повышенной морозостойкостью. Глазурованный кирпич позволяет выкладывать мозаичные панно, как в помещении, так и со стороны улицы.



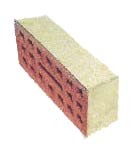



Рис. 2.13.
Технология получения ангобированного кирпича (его еще называют «двухслойным» или «цветным», отличается тем, что цветной состав наносят на высушенный сырец и обжигают только один раз (рис. 2.13.).
Само декоративное покрытие тоже другое. Ангоб состоит из белой или окрашенной красителями глины, доведенной до жидкой консистенции. Если температура обжига подобрана правильно, он дает непрозрачный, ровный слой матового цвета.
Глазурованный и ангобированный кирпич применяют при оригинальной дизайнерской облицовке внешних и внутренних стен. Широкая цветовая гамма позволяет реализовать фактически любую идею оформления.
К внешнему виду глазурованного и ангобированного кирпича предъявляют приблизительно одинаковые требования. На цветной поверхности не должно быть наплывов и трещин, пузырьков и вздутий. Зазубрины и щербинки допускаются, но в очень малом количестве (не более 4 штук).
То же относится к пузырькам и черным точкам – «мушкам» (не более 3).
Нужно учитывать, что цветной слой обоих кирпичей достаточно хрупок – вероятно, в силу этого они не слишком востребованы. Их изготавливают в основном за рубежом и на заказ, однако есть производители и в России – это челябинский завод «Кемма», красноярский «Красноярскстройматериалы» и др. Ангобированный кирпич с покрытием белого цвета выпускает завод «Победа Кнауф», цветной материал с повышенной пустотностью (до 43%) – НПО «Керамика».
2.3.2. Плитки для внутренней облицовки стен
Для внутренней облицовки стен выпускают разнообразные по форме плитки: квадратные (150х150мм), прямоугольные с прямыми кромками (150х100мм и 150х75 мм)
Плитки изготовленные методом литья, выпускают квадратными 50х50мм, прямоугольными 25х100мм и других размеров толщиной 2 – 3мм. Для производства плиток используются легкоплавкие и огнеупорные глины с добавкой кварцевого песка и плавней (фаянсовые плитки).
При обжиге плитки получаются пористыми, лицевая поверхность их покрывается глазурью. Слой глазури придает плиткам водонепроницаемость и стойкость против воздействия слабых растворов кислот и щелочей.
Выпускают плитки плоские, рельефные, орнаментированные, покрытые глазурями (Рисунки 2.14. и 2.15.) Плитки могут иметь цветной рисунок, наносимый методом сериографического покрытия. Этот метод заключается в снятии копии рисунка тушью, изготовлении с нее негатива, а затем диапозитива, в светокопировании диапозитива на сетки-трафареты и перенесении рисунка на обожженные плитки. Плитки с рисунком подсушивают и для закрепления красок обжигают в электрической печи при температуре 700 – 780ºС.
Глазурованные плитки применяют для облицовки стен кухонь и санитарных узлов, а также для облицовки внутренних стен лабораторных помещений.
2.3.3. Плитки для полов
Керамические плитки для полов (Рис. 2.16.) изготовляют из тугоплавких и огнеупорных каолиновых глин с добавкой отощающих веществ, плавней и, если требуется, окрашивающих примесей. Производство плиток осуществляется из массы, подготовленной полусухим, пластическим или шликерным способом. Обжигают плитки до спекания. Полы из керамических плиток практически водонепроницаемы; они характеризуются малой истираемостью, не дают пыли, легко моются, стойки к действию кислот и щелочей. Плитки изготовляют квадратные, прямоугольные, шестигранные, восьмигранные, треугольные: длиной граней 50 – 150мм и толщенной 10 – 13мм. Недостатком плиток является большая теплопроводность (полы холодные), ограничивающая их применение в жилых помещениях.
Мозаичные плитки выпускают квадратной или прямоугольной формы размером 23 и 48мм при толщине 6 – 8мм. Плитки на заводе наклеивают лицевой стороной на крафт-бумагу с раскладкой по определенному рисунку, получая «ковры» размером 398х598мм. Толщина шва между плитками 2мм. На уложенную по основанию пола растворную смесь укладывают (плитками вниз) набранный ковер. После затвердевания раствора бумага размачивается водой и клей смывается.
Плитки применяются для полов в помещениях с влажным режимом и повышенной интенсивностью движения (банях, ванных комнатах, кухнях и т.п.)
2.4.1. Кровельные керамические изделия
Керамическая черепица – один из старейших, долговечных и огнестойких кровельных материалов. Выпускают черепицу пазовую ленточную, пазовую штампованную, плоскую ленточную, волнистую ленточную, s-образную ленточную и коньковую желобчатую. Обжигают черепицу при 950 – 1000ºС. Она должна выдерживать не менее 25 циклов попеременного замораживания и оттаивания в насыщенном водой состоянии.
Эргольдсбахская черепица для «плоской» крыши Е 58 и Е 58 МАХ* идеально объединяет хорошую форму и надёжную функцию. Эта модель — самая распространенная кровельная черепица в Германии. В большем формате, — Е 58 МАХ® — она покрывает на 20% большую площадь, обеспечивая экономичные и красивые крыши из керамики. Потребность на 1м.кв.: приблизительно 14.5 шт. (Е 58) и от 11 шт. (Е 58МАХ®) Нормальный уклон крыши: 22°.
Эргольдсбахский КАРАТ (Karat®) Ясный дизайн, независимый вид, универсальность применения для крутых и плоских крыш с минимальным уклоном 10°. Выразительная форма этой модели не идет за кратковременными тенденциями моды, но придаёт крыше убедительный, репрезентативный вид на долгие годы. Потребность на 1м.кв.: приблизительно 15 шт. Минимальный уклон крыши: 10°.
Эргольдсбахская ФОРМА (Forma®) элегантна, со стилем, в духе времени. Мягкая волна для черепичных крыш. Женственная, гармоничная форма. Эта модель репрезентирует повышенный стиль жилья, убеждает своей экономичностью и современной культурой кровли. Потребность на 1 м.кв.: приблизительно 10 шт. Нормальный уклон крыши: 22°
Эргольдсбахская ЛИНЕА (Linea*) гладкая, чистая, последовательная. Прямолинейная эстетика для современной архитектуры. Эта черепица облагораживается при температуре 1200° С по специальной технологии агломерации. Это придает черепице особые свойства защиты от агрессивных воздействий окружающей среды. Потребность на 1 м.кв.: от 10 шт. Нормальный уклон крыши: 25°.
Пустотелые элементы перекрытий включают: камни для армокерамических балок плотностью не более 1300 кг/м3; камни для часторебричтых перекрытий плотностью не более 1000 кг/м3; камни для накатов плотностью до 1000 кг/м3.
2.4.2. Дренажные и канализационные трубы
Дренажные трубы изготовляют из кирпичных высокопластичных глин. Трубы малого диаметра формуют в горизонтальном ленточном прессе, а большого в — вертикальных прессах. После сушки трубы обжигают при 950 – 1000 С. Промышленность выпускает гладкие неглазурованные трубы без раструбов или глазурованные с раструбом и перфорацией на стенках. Водопоглощение черепка не более 15%, морозостойкость не менее 15 циклов. Применяют трубы при мелиоративных работах, а также при осушении грунтового основания под зданиями и сооружениями.
Канализационные трубы изготовляют из пластичных огнеупорных или тугоплавких глин. Формуют их в вертикальных трубных прессах, обжигают при 1250 – 1300ºС до спекания. Поверхность труб снаружи и внутри покрывают кислотостойкой глазурью. Канализационные трубы должны выдерживать гидростатическое давление не менее 0,2 МПа. Водопоглощение черепка труб: не более 9% для первого сорта и 11% для второго сорта. Длина канализационных труб 800 – 1200мм, внутренний диаметр 150 – 600мм. Эти трубы на одном конце имеют раструб.
2.4.3. Санитарно-технические изделия
Ванны, раковины и другое оборудование санитарно-технических узлов жилых и производственных помещений изготовляют из фаянса, полуфарфора и фарфора. Сырьем для производства этих трех разновидностей керамических материалов, обладающих различной пористостью являются беложгущиеся глины, каолины, кварц и полевой шпат, взятые в различных соотношениях (Таблица 2.1.).
Таблица 2.1.
Примерный состав исходной массы для изделий санитарно-технической керамики , %
| Сырьевые материалы | Фаянс | Полуфарфор | Санитарно-технический фарфор. |
|
Глинистые материалы Кварц Полевой шпат |
45 – 65 25 – 40 10 — 15 |
40 – 50 40 – 45 10 — 15 |
40 – 60 20 – 30 20 — 30 |
Из фаянса преимущественно методом литья изготовляют унитазы, умывальники, сливные бачки и др. Для производства крупных изделий (ванн, моек и т.д.) используют шамотный фаянс, в который вместо кварца вводят шамот (10 – 15 %).
Водопоглошение фаянса 10 – 12 %, предел прочности при сжатии обычно до 100 МПа. Поверхность фаянсовых изделий покрывают лазурью, что придает им водонепроницаемость.
По сравнению с фаянсом полуфарфор имеет более спекшийся черепок (водопоглощение 3 – 5 %) и его прочность выше (Rсж = 150 – 200 МПа).
Фарфор обладает еще большей плотностью (водопоглощение 0,2 – 0,5 %) и прочностью (до 500 МПа), что позволяет изготовлять из него тонкостенные изделия.
Современный рынок насыщен санитарно-техническими товарами как отечественных, так и зарубежных фирм.
2.4.4. Кислотоупорные керамические изделия
К кислотоупорным керамическим изделиям относят: 1) кислотоупорный кирпич марок 150 – 250 кислотостойкостью не менее 92 – 96 %, водопоглощение не более 8 – 12 %, термостойкостью не менее двух теплосмен; 2) плитки кислотоупорные и термокислотоупорные марки 300 кислотостойкостью 96 – 98 %, водопоглощением не более 6 – 9 %, теплостойкостью не менее двух – восьми теплосмен; 3) трубы и фасонные части к ним марок 300 – 400 кослотостойкостью не ниже 97 – 98 %, водопоглощением не более 3 – 5 %.
Кислотоупорные изделия изготовляют из глин, не содержащих примесей, понижающих химическую стойкость ( карбонаты, гипс, серый колчедан и т.д.) и спекающихся при температуре 1200 С.
Кислотоупорные изделия характеризуются их нерастворимостью в кислотах (за исключением HF) и щелочах.
2.4.5. Дорожный кирпич
Дорожный (клинкерный) кирпич вырабатывают из тугоплавких глин, обжигая их до спекания. Дорожный кирпич имеет размер 220х110х65 или 220х110х70 мм, марки 400, 600 и 1000, водопоглощение 2 – 6 %, морозостоикость 50 – 100 циклов попеременного замораживания и оттаивания. Этот кирпич можно применять для мощения дорог и тротуаров, устройства полов производственных зданий, кладки канализационных коллекторов.
2.4.6. Огнеупорные изделия
Огнеупорными называют изделия, применяемые для строительства промышленных печей, топок и аппаратов, работающих при высокой температуре. Огнеупорные изделия классифицируются по огнеупорности, пористости, химико-минеральному составу и способу изготовления. По огнеупорности изделия могут быть огнеупорными (1580 – 1770 С), высокоогнеупорными (1700 – 2000 С), высшей огнеупорности (более 2000).
В зависимости от пористости (%) огнеупорные изделия подразделяются на: особо плотные – пористость менее 3, высокоплотные – пористость 3 – 10, плотные – пористость 10 – 20, обычные – пористость 20 – 30, легковесные и теплоизоляционные – пористость 45 – 85. Наибольшее распространение получили кремнеземистые и алюмосиликатные огнеупорные изделия.
Заключение
Керамическими называют каменные изделия, получаемые из минерального сырья путем его формования и обжига при высоких температурах.
Термин «керамика» происходит (по П. П. Будникову) от слова «керамейя», которым в Древней Греции называли искусство изготовления изделий из глины. И теперь в керамической технологии используют главным образом глины, но наряду с ними применяют и другие виды минерального сырья, например чистые оксиды (оксидная техническая керамика).
Керамические материалы – самые древние из всех искусственных каменных материалов. Черепки грубых горшечных изделий находят на месте поселений, относящихся к каменному веку. Возраст керамического кирпича как строительного материала более 5000 лет.
Сырьевыми материалами для производства керамических изделий являются каолины и глины, применяемые в чистом виде, а чаще – в смеси с добавками (отощающими, порообразующими, плавнями, пластификаторами и др.) Под каолинами и глинами понимают природные водные алюмосиликаты с различными примесями, способные при замешивании с водой образовывать пластичное тесто, которое после обжига необратимо переходит в камнеподобное состояние.
По плотности и техническим свойствам керамические кирпичи и камни делят на три группы: первая – эффективные плотностью не более 1400 – 1450 кг/м3 с высокими теплозащитными свойствами; вторая – условно-эффективные плотностью 1450 – 1600 кг/м3; третья – обыкновенный кирпич плотностью свыше 1600 кг/м3.
Сплошной керамический кирпич имеет форму прямоугольного параллелепипеда размером 250х120х65 мм прямыми ребрами четкими гранями и ровными лицевыми поверхностями; искривление ребер и граней кирпича не должно превышать 3 мм. Модульный кирпич имеет размер 250х120х88 мм и выпускается с круглыми или щелевыми пустотами, чтобы масса одного кирпича была не более 4 кг. Отклонения от размеров не должны превышать установленных величин.
Кирпич не должен иметь механических повреждений и сквозных трещин. Кирпич должен быть нормально обожжен; кирпич недожженный и пережженный – брак. После обжига кирпич должен соответствовать цвету эталона нормально обожженного кирпича. Не допускаются известковые включения (дутики), вызывающие разрушение кирпича.
В зависимости от предела прочности при сжатии кирпич делят на марки: 75, 100, 125, 150, 200, 250, 300. Плотность сплошного кирпича 1600 – 1900 кг/м3, его теплопроводность 0,7 – 0,82 Вт/(м * С).
Водопоглощение кирпича выше марки 150 должно быть не менее 6 %, кирпича других марок не менее 8 %. Это требование обеспечивает определенную пористость кирпича, иначе он станет слишком теплопроводен и будет плохо сцепливаться со строительным раствором. Морозостойкость кирпича не менее 15 циклов попеременного замораживания и оттаивания; предусмотрены и более высокие марки морозостойкости: Мрз 25, Мрз 35, Мрз 50.
Горчаков Г. И. Строительные материалы: учебное пособие для высших учебных заведений/ Г.И. Горчаков, Ю.М.Баженов; под общ. ред. Г. И. Горчакова . – Владимир: Союзполиграфпром, 1986. – 686 с.
Комар, А. Г. Строительные материалы и изделия: учебник для студентов специальности «Экономика и управление в строительстве».-Ярославль , 1988. – 528 с.
Хигерович М.И., Байер В.Е. Производство глиняного кирпича. М.: Стройиздат. 1984.
Инчик В.В. Высолы и солевая коррозия кирпичных стен. СПб.: СПбГАСУ. 1998.
Бабков В.В. Несущие наружные трехслойные стены зданий с повышенной теплозащитой // Строит, материалы. 1998. № 6
Шепелев A.M. Как построить сельский дом. Россельхозиздат, 1984
РекитарЯ.А. Экономичные системы наружных ограждений для реконструкции панельных зданий. //Строит, материалы. 1997. № 3
Бондаренко В.М., Римшин В. И. Строительная наука — направления развития // Строит, материалы. 1998. № 4.
Паплавскис Я.М., Эвинг П.В., Селезский А.И., Кучихин С.Н., .Пашков С.А. Предпосылки дальнейшего развития производства и применения ячеистого бетона в современных условиях //Строит, материалы. 1996. № 3. С. 2.
Фотоматериалы и дополнительная информация взяты с сайтов www.ktm-souz.ru, www.mosstroy.ru, www.santehnika7.ru, www.shem.msu.su .
Горчаков Г. И. Строительные материалы: учебное пособие для высших учебных заведений/ Г.И. Горчаков, Ю.М.Баженов; под общ. ред. Г. И. Горчакова . – Владимир: Союзполиграфпром, 1986. – 686 с
Хигерович М.И., Байер В.Е. Производство глиняного кирпича. М.: Стройиздат. 1984
Инчик В.В. Высолы и солевая коррозия кирпичных стен. СПб.: СПбГАСУ. 1998
Изменение №З к СНиП-П-3-79
Воробьев Х.С. Производство вяжущих материалов и изделий из ячеистых бетонов в рыночных условиях России // Строит, материалы. 1998. № 1
В Министерстве строительства РФ //Строит, материалы. 1996. № 1
Бабков В.В. и др. Несущие наружные трехслойные стены зданий сповышенной теплозащитой // Строит, материалы. 1998. № 6
Воробьев Х.С., Филиппов Е.В.Важный фактор повышения конкурентоспособности стеновых автоклавных изделий //Строит, материалы. 1997. № 2
Кокоев М.Н. Перспективы применения вакуумно-порошковой теплоизоляции в строительстве //Строит, материалы. 1998. № 3
Бурмистров В.Н. Нормирование теплотехнических свойств керамических стеновых изделий //Строит, материалы. 1996. № 4
Бондаренко В.М., Римшин В. И. Строительная наука — направления развития // Строит, материалы. 1998. № 4
Бабков В.В. и др. Несущие наружные трехслойные стены зданий сповышенной теплозащитой // Строит, материалы. 1998. № 6
Шепелев A.M. Как построить сельский дом. Россельхозиздат, 1984
Рекитар Я. А. Экономичные системы наружных ограждений для реконструкции панельных зданий. //Строит, материалы. 1997. № 3