
Развитие материальной культуры общества неразрывно связано с совершенствованием техники производства и орудий труда, для изготовления которых требуется применение различных материалов. Среди многих материалов особая роль принадлежит чёрным металлам, представляющим собой сплав железа с углеродом и другими элементами. В настоящее время нет такой отрасли народного хозяйства, где не применяются чёрные металлы. Промышленность, строительная индустрия, сельское хозяйство и оборона нашей страны требуют огромного количества чёрных металлов. Поэтому чёрная металлургия является основой всей промышленности страны. Широкое применение чёрных металлов объясняется высокими их механическими свойствами, большим распространением исходного сырья — железных руд в недрах земли и экономичностью переработки железных руд в чугун и сталь.
Все виды продукции из чёрных металлов получают путём предварительной выплавки чугуна из руд в доменных печах с последующим переделом его в сталь или непосредственным изготовлением из него изделий с помощью литья.
Прямое получение железа из руд хотя и возможно, но экономически невыгодно по сравнению с двухступенчатым способом получения чёрных металлов, то есть доменное производство ещё долгие годы будет основной базой чёрной металлургии страны. Это обязывает неуклонно совершенствовать и развивать технику и технологию доменного производства.
Засыпные устройства доменных печей предназначены для загрузки шихты и равномерного её распределения по окружности колошника, а также для предотвращения выхода колошникового газа через колошник в атмосферу.
Конуса и воронки засыпных устройств отливают из износоустойчивой стали. Контактные поверхности наплавляют твёрдым сплавом и тщательно шлифуют так, чтобы зазор не превышал 0,02 мм, добиваясь плотного прилегания контактных поверхностей во избежание продувов запылённого газа[7].
1. АНАЛИЗ СОСТОЯНИЯ ВОПРОСА, ЦЕЛЬ И ЗАДАЧИ РАБОТЫ, .1 Обоснование разработки работы
Создание надежных агрегатов и устройств с высокими технико-экономическими показателями связано с неуклонным повышением требований к точности и качеству изготовления деталей. Поэтому необходимо развивать и совершенствовать технологические методы механической обработки деталей, особенно чистовые и отделочные операции, удельный вес которых в общей трудоёмкости изготовления деталей непрерывно возрастает.
В настоящее время, когда подразделения переходят на самоокупаемость, перед обществом стоят главные задачи: снижение себестоимости выпускаемой продукции и повышение качества технического уровня изделий.
Технология изготовления деталей из неметаллических материалов и порошков
... хозяйства. 2.1 Способы формирования резиновых деталей Процесс изготовления изделий из резины состоит из приготовления сырой резиновой смеси, формования и вулканизации. Приготовление резиновой смеси - ... литьевого прессования является повышенный расход пресс-материала. Высокопроизводительным и эффективным способом массового производства деталей из термопластов, является литье под давлением. ...
Контактные поверхности конусов и чаш наплавляются порошковой лентой марки ПЛ-Нп-500Х40Н40С2ГРЦ-Б-С, предназначенной для дуговой механизированной наплавки открытой дугой износостойкого никель-карбидохромового сплава на поверхность деталей, работающих в условиях абразивного и газоабразивного видов изнашивания при нормальных и повышенных температурах[7].
К контактным поверхностям предъявляются высокие требования:
Зазор между поверхностями не более 0,02 мм.
Отклонение угла наклона контактной поверхности не более 5 ̊.
Шероховатость поверхности не выше Ra 0,8 мкм.
Высокая твёрдость наплавленной поверхности.
Межремонтный период засыпного аппарата — 1 год.
Наплавка производится в котельно-монтажном цехе «ССМ-ТЯЖМАШ» на установке У-125М для автоматической наплавки плавящимся электродом под флюсом или открытой дугой рабочих поверхностей конусов и чаш засыпных аппаратов твёрдыми сплавами.
Машина изготовлена по проекту ОКБ института электросварки АН УССР им. О.Е. Патюна г. Киев.
Габариты: Длина — 9820 мм;
- Ширина — 13950 мм;
- Высота — 11790 мм;
- Общий вес — 178,622 т.
Техническая характеристика установки У-125М:
Грузоподъёмность манипулятора при расстоянии 2000 мм
от центра тяжести груза до оси вращения — 50 т.
Максимальный диаметр чаши — 5600 мм.
Максимальный диаметр конуса — 5200 мм.
Максимальная высота наплавляемого изделия — 4000 мм.
Число оборотов вращения планшайбы манипулятора: 0,235; 0,0905; 0,064; 0,037; 0,024; 0,0106; 0,0101; 0,038 об/мин.
Число оборотов наклона планшайбы манипулятора — 0,039 об/мин.
Время наклона планшайбы манипулятора на 900 — 6,6 мин.
Скорость перемещения каретки — 6 м/мин; 11 — 41 м/час.
Скорость перемещения рабочей площадки — 2 м/мин.
Скорость подъёма (опускания) рабочей площадки — 2,48 м/мин.
Скорость подъёма (опускания) продольной балки — 0,262 м/мин.
Скорость выдвижения (задвижения) секции рабочей
площадки — 2,9 м/мин.
Механическая обработка конусов и чаш засыпных аппаратов доменных печей производится на территории металлургического комбината ПАО «Северсталь» в ремонтно-механическом цехе №-1 «ССМ-ТЯЖМАШ» на токарно-карусельном станке модели 1580Л.
Техническая характеристика станка приведена в таблице 1.1 с указанием основных параметров и размеров.
Таблица 1.1 — Основные параметры и размеры токарно-карусельного станка
|
№ п/п |
Наименование |
Значение |
|
|
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. |
Основные размеры по ГОСТ 44-93 Наибольший диаметр обрабатываемой заготовки, мм Наибольшая высота обрабатываемой заготовки (от зеркала планшайбы по «Коломенский ЗТС»), мм Наибольшая масса обрабатываемой заготовки, кг Высота сечения хвостовой части резца, мм Диаметр планшайбы стола, мм Рабочий ход ползунов, мм Рабочий ход салазок суппортов, мм Угол установки верхних суппортов к вертикали, град. Конус для крепления инструмента в расточном шпинделе токарно-фрезерного суппорта по ГОСТ 15945-82 Наибольшее усилие резания на суппортах, кН: при работе «на прижим» при работе на «отжим» Наибольшее суммарное усилие резания двумя суппортами, кН Наибольший момент резания на планшайбе, кН*м Количество ступеней привода планшайбы Пределы частот вращения планшайбы в токарном режиме, об/мин Пределы частот вращения планшайбы в расточно-фрезерном режиме, об/мин Пределы вертикальных и горизонтальных подач, мм/мин: а) левые салазки и ползун правого токарного суппорта б) правые салазки и ползун правого токарного суппорта Ускоренное перемещение салазок суппортов и ползунов, мм/мин Пределы частот вращения шпинделя токарно-фрезерного суппорта, об/мин Наибольший момент резания на шпинделе токарно-фрезерного суппорта, Н*м Минимальный диаметр отверстия, в которое можно ввести ползун, мм Количество гнёзд в магазине токарно-фрезерного суппорта Габаритные размеры станка (вместе с отдельно расположенными агрегатами и электрооборудованием), мм: длина х ширина х высота Масса станка (вместе с отдельно расположенными агрегатами и электрооборудованием), кг Класс точности станка по ГОСТ 44-93 Поворотная фрезерная головка: Посадочный диаметр фрезы по ГОСТ 24359-80, мм Наибольший допускаемый момент резания на шпинделе, Н*м Конус для крепления инструмента в шпинделе по ГОСТ 15945-82 Приспособление для выверки заготовки, шт. Максимальная величина подъёма, мм Максимальная грузоподъёмность, кг |
8000 4200 140000 63 7100 2500 4435 + 30… — 15 50АТ6 (конусность 7:24) 100 80 160 400 4 0,18…19 0,14…0,00125 0,1…1000 1,0…1000 2250 2,5…390 1100 440 2 12200х15700х11570 264000 Н 128,57 1100 50 АТ6 (конусность 7:24) 8 2,5 20000 |
|
|
32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. |
Характеристика электрооборудования: Род тока питающей сети Частота, Гц Напряжение, при котором обеспечивается безаварийная работа станка, В Род тока электроприводов станка Напряжение, В: цепей управления цепей местного освещения Мощность электродвигателя привода планшайбы, кВт Мощность электродвигателя привода шпинделя токарно-фрезерного суппорта, кВт Характеристика систем управления станком Тип системы: а) токарно-фрезерный суппорт (левый) б) токарный (правый) Число управляемых координат: а) в следящем режиме б) в режиме индикации Дискретность задания и измерения линейных перемещений Х, Z, мм Дискретность отсчёта линейных и круговых перемещений Х, Z, С, мм (град.) Диапазон шага резьбы, соосной с осью вращения планшайбы, мм Диапазон шага резьбы, нарезаемой расточным шпинделем, мм Коррекция размеров инструмента по длине и радиусу Коррекция частоты вращения планшайбы и величины подачи Коррекция кинематической погрешности привода Диагностика неисправностей Объём памяти ЗУ для хранения УП не менее, кбайт |
переменный трехфазный ± 2% ± 10% переменный, постоянный 110; 24 220 132 25 ЧПУ, контурно-позиционная УЦИ Х, Z Х; Z; С 0,001 0,001 1…100 1…20 имеется имеется имеется имеется 32 |
|
В ремонтном комплексе определилась потребность в изготовлении установки для черновой обработки деталей засыпных аппаратов доменных печей при годовой программе выпуска 3-х конусов и 3-х чаш с наименьшими затратами на механическую обработку.
Для решения этой задачи было принято решение о модернизации карусельного станка модели 1580Л, проектировании и изготовлении установки для обдирки конусов и чаш. Реализация этого проекта позволила без значительных инвестиций, с коротким сроком окупаемости, данный проект внедрить в производство.
Существующая до использования предложенного к рассмотрению устройства технология обработки контактных поверхностей конусов и чаш предусматривала грубую обработку с использованием специального устройства электроконтактной обработки (ЭКО), подвешивающегося на правый суппорт станка и чистовой обработки — шлифовальной головки с алмазным кругом на левом суппорте станка.
Недостаток данной технологии состоял в том, что на первой операции подготовки контактной поверхности к окончательной шлифовке использовалось устройство ЭКО, которое требовало очень больших затрат электроэнергии (рабочий ток до 3000А, а при обработке наплавленных участков всплески до 4000…5000А) и питьевой воды для охлаждения.
Ещё одним недостатком использования ЭКО являлось и то, что качество получаемой поверхности получалось недостаточным, так как правый горизонтальный суппорт станка, на который подвешивалось устройство, не может разворачиваться влево от вертикальной оси на необходимые углы обработки (32° и 28°), а только на 16°. Несовпадение направлений движения правого суппорта относительно обрабатываемой поверхности приводило к тому, что рабочий круг ЭКО «врезался» в обрабатываемую поверхность краем рабочего круга и получалась поверхность в виде гребешков см.рисунок 1.1 высотой до 3 мм, что в дальнейшем увеличивало время чистовой обработки, а из-за отсутствия на правом суппорте станка синхронности вертикальной и горизонтальной подач управление устройством ЭКО требовало постоянного внимания и высокой квалификации станочника.
Новая технология обработки наплавленных поверхностей конусов и чаш предусматривает использование на операции грубой обработки (обдирки) специального устройства, отличающегося тем, что оно устанавливается на правой колонне станка, головная часть которого перемещается правым суппортом шарнирной тягой параллельно обрабатываемой поверхности, а рабочий круг «развёрнут» перпендикулярно движению обрабатываемой поверхности см рисунок 1.2.
В качестве рабочего круга применены специальные круги «Norton» и «Sleep», используемые на шлифовальных станках в прокатных цехах.
Использование устройства позволило в несколько раз снизить время обработки, исключить большие затраты электроэнергии и технической воды, повысить качество подготовки поверхности под окончательную обработку.
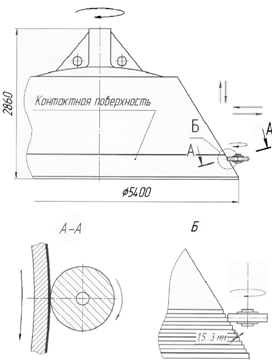
Рисунок 1.1 — Обработка конусов и чаш устройством ЭКО
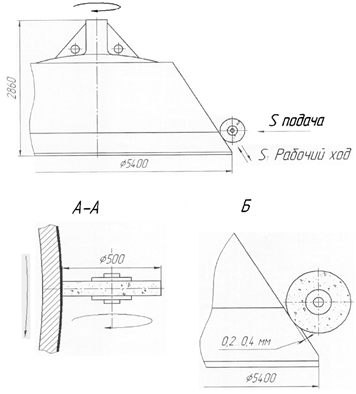
Рисунок 1.2 — Обработка по новой технологии
1.2 Цель и задачи работы
Целью работы является модернизация обдирочно-шлифовальной головки соответственно и карусельного станка модели 1580Л для обработки деталей засыпных аппаратов — это позволит решить техническую проблему по обработке чаш и конусов, и в свою очередь приведёт к экономии финансовых средств предприятия.
Для этого необходимо в процессе стадии разработки проекта решить основные задачи:
- разработать привод обдирочно-шлифовальной головки. Правильный выбор типа привода имеет существенное значение при проектировании головки. Самым распространенным типом привода является привод с клиноремённой передачей. Данная передача должна обеспечивать шлифовальному кругу скорость вращения 2670 мин-1;
— рассчитать и спроектировать шпиндельный узел обдирочо-шлифовальной головки, произвести ориентировочный расчет и конструирование приводного вала. Исходя из диаметра вала и его конструкции подобрать подшипники, проверить на долговечность. Составить расчетную схему вала, определить изгибающие моменты в плоскостях при кручении, определить коэффициент запаса усталостной прочности в опасном сечении опоры.
спроектировать станочную систему механической обработки конусов и чаш, разработать структуру производства и построить циклограмму работы комплекса. Создание станочной системы является основным фактором повышения производительности труда, она обеспечит стабилизацию технологического и производственного процессов;
- разработать технологический процесс изготовления направляющей левой с использованием станков с ЧПУ, провести анализ технологичности конструкции детали, выбрать заготовку и рассчитать припуска на механическую обработку, разработать технологический процесс обработки детали, для обработки выбрать оборудование, универсальные приспособления, режущий и измерительный инструменты, подобрать режимы резания, произвести техническое нормирование операций, разработать управляющую программу для станков с ЧПУ. Направляющая левая — это часть обдирочно-шлифовальной головки;
- рассчитать и сконструировать комплект машинно-ручных метчиков для нарезания метрической резьбы в отверстиях направляющей левой, рассчитать элементы метчиков, геометрические параметры, число канавок, основные углы, конструктивные размеры.
определить единовременные затраты: на проектирование, капитальные вложения, расходы на сборку и наладку, рассчитать снижение затрат за счёт снижения себестоимость детали после модернизации станка, определить показатели экономической эффективности проекта. Определить показатели технического уровня на основе типовой классификации показателей качества с использованием метода парных сравнений до и после модернизации, определить уровень качества технической системы. В результате внедрения представить выгодное конструктивное решение, выбрать технически необходимые и экономически оправданные решения;
— определить безопасность и экологичность проекта, провести анализ условий труда, меры по обеспечению безопасных и здоровых условий труда, рассчитать защитный кожух абразивного круга, определить меры по обеспечению безопасности персонала в условиях чрезвычайной ситуации по охране окружающей среды.
Настоящая работа посвящена модернизации с дальнейшим проектированием обдирочно-шлифовальной головки и модернизации карусельного станка модели 1580Л.
2. КОНСТРУКТОРСКАЯ ЧАСТЬ, .1 Описание работы шлифовальной головки
В выпускной квалификационной работе рассмотрено проектирование привода обдирочно-шлифовальной головки для обработки конусов и чаш доменных печей. Принципиальная схема представлена на рисунке 2.1. Поэтапно произведено конструирование ременной передачи, выбор подшипников, шпонок.
Устройство представляет собой специальное приспособление для грубой зачистки поверхностей деталей шлифовальным кругом, плоскость вращения которого расположена перпендикулярно обрабатываемой поверхности.
Устройство состоит из четырёх основных частей:
- плиты опорной с подпирающей снизу скобой;
- плиты выдвижной с поворотной частью на рабочем конце;
- шлифовальной головки с шарнирной частью на рабочем конце;
- шарнирной тяги.
Плита опорная представляет собой сварную конструкцию, которая постоянно находится на направляющих правой колонны станка. Снизу плита опорная подпирается винтом скобы, которая также постоянно закреплена на направляющих колонны станка и также не снимается со станка после окончания обработки. На опорной плите выполнен поперечный паз «Ласточкин хвост», по центру которого проходит ходовой винт с трапециидальной резьбой.
Вращение винта выполняется вручную ключом трещоточным через зубчатую передачу с правой стороны плиты опорной.
По поперечному пазу плиты опорной оси ходового винта перемещается плита выдвижная со шлифовальной головкой, расположенной на поворотной части, отклоняющейся от вертикальной оси червячной передачей, находящейся с обратной стороны выдвижной плиты. Фиксация поворотной плиты выполняется болтами по круговому Т — образному пазу.
На поворотной плите выполнен продольный выступ в виде «Ласточкиного хвоста», по которому пинолью правого суппорта через шарнирную тягу перемещается шлифовальная головка.
Шлифовальная головка состоит из сварного корпуса-кронштейна, шпиндельного узла шлифовального круга, электродвигателя, клиноремённой передачи и кожухов.
По центру корпуса приварена специальная оправка — держатель с зубчатой полумуфтой, за которую присоединяют шлифовальную головку к пиноли правого суппорта при наладке для обработки контактной поверхности у чаш.
Техническая характеристика абразивно-шлифовальной головки:
Количество оборотов шлифовального круга 2670 об/мин.
Максимальная окружная скорость шлифовального круга 69,9 м/сек.
Шлифовальный круг «Slip», «Norton» а) 500х76х305;
- б) 500х76х203.
Минимальный диаметр шлифовального круга при внутреннем диаметре 305 мм 430 мм.
Максимальное перемещение выдвижной плиты 1200 мм.
Перемещение выдвижной плиты ручное.
Перемещение выдвижной плиты на 1 оборот ключа 3 мм.
Вертикальное перемещение плиты опорной винтом скобы 200 мм.
Рабочий ход шлифовальной головки 650 мм.
Угол разворота шлифовальной головки относительно вертикальной оси ± 40°.
Рабочая скорость перемещения шлифовальной головки на 1 оборот планшайбы станка 1…5.
На рисунке 2.1 представлена принципиальная схема исполнительного механизма
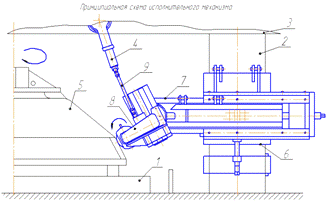
Рисунок 2.1 — Принципиальная схема исполнительного механизма:1 — планшайба станка; 2 — правая колонна станка; 3 — траверса; 4 — правый суппорт станка; 5 — конус доменной печи; 6 — плита опорная; 7 — плита выдвижная; 8 — шлифовальная головка; 9 — тяга
2.2 Расчёт и проектирование привода шлифовальной головки, .2.1 Разработка и описание кинематической схемы привода
Кинематическая схема привода вращения абразивного круга: вращение от электродвигателя передается на ведущий шкив, затем по клиноременной
передаче на ведомый шкив. Ведомый шкив передает вращение на вал, на котором установлен абразивный круг.
Исходные данные:
Количество оборотов шлифовального круга 2670 об/ мин.
Максимальная окружная скорость шлифовального круга 69,9 м/ сек.
Наружный диаметр шлифовального круга 500 мм.
Внутренний диаметр шлифовального круга 305 мм.
Толщина круга 76 мм.
Вращающий момент на валу головки 102,5 Нм.
На рисунке 2.2 представлена кинематическая схема исполнительной машины
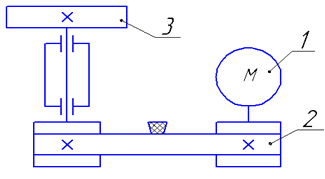
Рисунок 2.2 — Кинематическая схема исполнительной машины: 1 — электродвигатель; 2 — клиноремённая передача; 3 — абразивный круг
2.2.2 Энергокинематический расчёт привода
Определение общего коэффициента полезного действия привода[12]
Для определения общего КПД привода необходимо установить источники потери мощности на основе анализа кинематической схемы привода.
В данном приводе к ним относятся:
- ременная передача — 1;
- подшипники — 1 пара.
Значения КПД для каждого источника потери мощности находим по справочнику [4]:
Определяем КПД передачи:
- hОБЩ=hрем.·hп/ш; % (2.1)
hОБЩ=рем.·п/ш = 0,95
- 0,99 = 0,94 %
Подбор электродвигателя осуществляется по потребной мощности:
Рp = Рим/hОБЩ, кВт (2.2)
где Рим — мощность на валу исполнительного механизма, кВт.
Рим= Т
- ω = Т
- π ·n / 30, кВт, (2.3)
где n- количество оборотов круга, мин-1.
n = 60
- υ / π ·D,мин-1, об/мин (2.4)
где υ — частота вращения круга, м/с;
- диаметр шлифовального круга, м;= 60
- 69,9 / 3,14
- 0,5 = 2 670 мин-1;
Рим= Т
- π ·n / 30 = 102,5
- 3,14 ·2 670 / 30 = 28 000 Вт = 28 кВт;
- Рp = 28 / 0,94 = 29,79 кВт.
При выборе должно соблюдаться условие Рэл.лв> Рp (быть ближайшим большим по мощности).
Для данного привода может использоваться три электродвигателя из таблицы 2.1[12].
Таблица 2.1 — Выбор электродвигателей трёхфазных асинхронных серии 4А
|
Тип двигателя |
Рэд., кВт |
Nэд., мин-1 |
|
4А180М2У3 |
30 |
2945 |
|
4А200М4У3 |
30 |
1470 |
|
4А200L6У3 |
30 |
980 |
Для выбора электродвигателя с определённой частотой вращения необходимо сравнить общее передаточное число привода, которое даёт
применение каждого из электродвигателей с общим передаточным числом, которое даёт применение заданных типов передач.
Для заданной кинематической схемы справедливо: uрем= 1…4
Передаточные отношения:= 2945 / 2670 = 1,1;= 1470 / 2670 = 0,6;= 980 / 2670 = 0,4.
Для нашей установки предпочтительно выбрать электродвигатель с 2 945 мин-1, то есть серии 4А180М2У3 ТУ16-510.810-81, имеющий минимальные габариты среди электродвигателей мощностью 30 кВт. Исполнение
электродвигателя — на лапах, диаметр вала электродвигателя d = 48мм, длина выходного вала L = 110 мм.
Кинематический расчет привода:
Разбивка общего передаточного числа по ступеням:
Так как выбрали первый электродвигатель, то общее передаточное число uо=1,1.
Определение частот вращения и моментов на валах:= nэл = 2 945 мин-1;= n1 / uрем. = 2945 / 1,1 = 2 677 мин-1. (2.5)
Моменты на валах находятся по формуле:
Тi = Ni / I, Н/м (2.6)
где N i — мощность на соответствующем валу, найденная с учетом КПД элементов привода, Вт;
w i — угловая скорость вала, с-1 .
w i = p
- ni / 30, с-1 . (2.7)
Определяем угловую скорость:
w 1 = 3,14·2945 / 30 = 308,4 с-1 ;
w 2 = w1 / uрем. = 308,4 / 1,1 = 280,4 с-1 .
Определяем мощность на валах:
N i = Ni-1 ·hi-1,I , Вт; (2.8)
N 1 = Nэл . = 30
- 103 = 30 000 (Вт);2 = Nэл ·hрем . ·hп / ш . = 30 000
- 0,95
- 0,99 = 28 200 (Вт).
Определяем моменты на валах:
Т 1 = N1 / w1 = 3 000 / 308,4 = 97,3 (Нм); (2.9)
Т 2 = N2 / w2 = 28 200 / 280,4 = 100,5 (Нм).
2.2.3 Проектирование ременной передачи
Расчёт начинаем с выбора сечения ремня по заданному номинальному моменту.
Исходные данные:
Мощность, N1 = 30 кВт.
Частота вращения вала, n1 = 2 945 мин-1.
Частота вращения ведомого вала, n2 = 2 677 мин-1.
При Т1 = 97,3 Нм по таблице 5.6 [19] рекомендуется выбрать сечение «Б» клинового ремня с площадью поперечного сечения F = 138 мм2
Выбираем диаметр D1 ведущего шкива Dmin = 125 мм. Для обеспечения большей долговечности ремня выбираем шкив на 1-2 номера больше:
Принимаем: D1min = 180 мм.
Находим диаметр D2 ведомого шкива при относительном скольжении e = 0,015 [6]:
= i·D1·(1- e) = 1,1
- 180 ·(1- 0,015) = 195 мм. (2.10)
Ближайшее стандартное значение:D2 = 200 мм.
Уточняем передаточное отношение ic учётом e:
= D2 / D1
- (1- e) = 200 / 180
- 0,985 = 1,13 . (2.11)
Пересчитываем:
= n1 / i = 2 945 / 1,13 = 2 606 мин-1. (2.12)
Расхождение с заданным( при допускаемом расхождении до 3%):
Dn2 = (2 670 — 2 606)
- 100% / 2 606 = 2,5 %
,27 < 3 .
Принимаем: D1 = 180 мм; D2 = 200 мм.
Определяем межосевое расстояние а [6]:
амин= 0,55(D1 + D2) + h, мм, (2.13)
где h = 10,5 мм.
амин = 0,55(180 + 200) + 10,5 = 219,5 мм.
а — по прорисовке: а = 500
амакс.= 2(D1 + D2), мм; (2.14)
амакс.= 2(180+ 200) = 760 мм;
- асред.= (219,5 + 760) / 2 = 489,75 мм. (2.15)
Принимаем: а = 500 мм.
Расчётная длина ремня определяется:
- р =2а + p / 2(D1 + D2) + (D1 — D2)2 / 4а, мм; (2.16)
р = 2
- 500 + 3,14 / 2(180 + 200) + (200 — 180)2 / 4
- 500 = 1 597,1 мм.
Выбираем ближайшую по стандарту длину ремня: L = 1 600 мм.
Вычисляем:
ср. =0,5(D1 + D2) = 0,5(200 + 180) = 190 мм. (2.17)
Определяем новое значение «а» с учётом стандартной длины L по формуле:
- а = 0,25[L — pDср.+ Ö (L — pDср.)2 — 2(D2 — D1)2], мм;
- (2.18)
а = 0,25[1600 — 3,14
- 190 + Ö(1600 — 3,14
- 190)2 — 2(200 — 180)2] = 501,5 мм.
Угол обхвата меньшего шкива:
a1 = 180° — 60(D2 — D1) / а = 180° — 60
- (200- 180) / 501,5 = 177,6°, (2.19)
при [α] ≥ 120°.
Скорость:
= 0,5·w1 ·D1 = 0,5
- 308,4
- 180
- 10-3 = 27,7 м/с. (2.20)= 0,5
- w1
- D1 = 0,5
- 308,4
- 180
- 10-3 = 27,7 м/с. (2.21)
Ро = 230 Н при i = 1; D1 = 180 мм; Lо = 1600 мм и V = 27,7 м/с.
Допускаемое окружное усилие на один ремень:
[Р] = Ро одним клином сечения «Б».
Ро = 230 Н при i = 1; D1 = 180 мм; Lо = 1600 мм и V = 27,7 м/с.
Допускаемое окружное усилие на один ремень:
[Р] = Ро
- Сa
- СL
- Ср , Н, (2.21)
где Сa = 1 — 0,003(180 — a1) = 1 — 0,003(180 — 177,6) = 0,99; СL — коэффициент, учитывающий влияние длины ремня;
СL = 0,3
- L / Lо + 0,7; (2.22)
СL = 0,3(1600 / 2240) + 0,7 = 0,91.
Ср — коэффициент режима работы (работа в одну смену), Ср = 1;
[Р] = 230
- 0,99
- 0,91
- 1 = 207,8 Н
Определяем окружное усилие:
Р = N / V = (30
- 103) / 27,7 = 1083 Н. (2.23)
Расчётное число ремней
= Р / [Р] = 1083 / 207,8 = 5,2. (2.24)
Принимаем Z = 6.
Определяем усилия в ременной передаче, приняв напряжения от предварительного натяжения:о = 1,6 Н/мм2.
Предварительное натяжение каждой ветви ремня:
о = Qо·F = 1,6
- 138 = 221 Н. (2.25)
Рабочее натяжение ведущей ветви:
= Sо + Р / 2Z = 221 + 1083 / 2
- 6 = 311,25Н. (2.26)
Ведомой ветви:
= Sо — Р / 2Z = 221 — 1083 / 2
- 6 = 130,75Н. (2.27)
Усилие на валы:
Q = 2 ·Sо·Z·sina1 / 2 = 2
- 221
- 6 ·sin 177,6° / 2 = 2651 Н.
(2.28)
2.2.4 Ориентировочный расчёт и конструирование приводного вала
На рисунке 2.3 показана конструкционная схема вала.
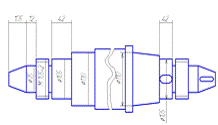
Рисунок 2.3 — Конструкционная схема вала
Ориентировочный расчёт приводного вала:
Предварительный расчёт проведём на кручение по пониженным допускаемым напряжениям [6].
Диаметр находим по формуле:
d > 3 ÖT2
- 103 / 0,2[t]к , мм,
где T 2 — крутящий момент на валу, (T2 = 100,5 Нм);
[t] к — допускаемое напряжение при кручении ([t]к = 20…25 Н/мм2 для валов из стали 45).
d > 3 Ö 100,5
- 103 / 0,2
- 25 = 27,19 мм.
Полученное значение округляем по ГОСТ 6636-69 до ближайшего большего значения из ряда R40:
d = 28 мм.
Выполняем эскиз вала (см. приложения, эск. № 1).
При проектировании вала выбираем коническую форму консольных участков с внутренней резьбой, так как на данные участки будут закреплены шкив для приводных клиновых ремней и шлифовальный круг. Коническая форма обеспечивает точное и надёжное соединение, возможность лёгкого монтажа устанавливаемых деталей. Коническую часть вала выполняем конусностью 1:10.
Ширину шкива вычисляем по формуле [1]:
М = (n — 1)е + 2f, мм, (2.30)
где n — число ремней в передаче;
- е и f — размеры по табл. 29 [1, Т2, с. 736 — 737].
М = (6 — 1)
- 19 + 2
- 12,5 = 120 мм.
Диаметр вала под резьбу при коническом конце вала и фиксации шкива и шлифовального круга шпонками для удобного монтажа деталей определим по формуле:
= dср + 2t2 + 1 мм, (2.31)
где dср — среднее значение диаметра, мм.
ср = d — 0,05l, мм (2.32)
С учётом внутреннего диаметра резьбы М24 для фиксации шкива по ГОСТ 12081-72 диаметр вала принимаем d = 75 мм, l = 105 мм. [6, стр. 13].ср = 75 — 0,05
- 105 = 69,75 мм.
По ГОСТ 23360-78 для данного диаметра вала подбираем призматическую шпонку с размерами:
- ширина b = 18 мм;
- высота h = 11 мм;
- глубина паза t = 7 мм;
- длина L = 70 мм.
На основании полученных данных определяем диаметр вала под резьбу для фиксации лабиринта:= 69,75 + 2
- 7
- 2 = 97,75 мм.
Полученный диаметр вала округляем до стандартного в большую сторону. Принимаем d1 = 100 мм.
Диаметр резьбы d2 принимаем 105 мм с шагом 2, так как на валах применяется мелкая резьба и подбираем размеры гаек круглых шлицевых с резьбой М105х2 [21]:
- Высота гайки m = 24 мм;
- Ширина шлица b = 14 мм;
- Глубина шлица t = 7 мм;
- Наружный диаметр гайки D = 130 мм.[8, с.
246, табл. 9.39].
Для нарезания полного профиля резьбы выполним проточку диаметром d — 3 мм = 105 — 3 = 102 мм, шириной g1min = 3,4 мм, g2max = 6 мм с радиусом r = 1 мм.[7, табл. 7.29 с. 151].
Свободный участок вала между конусным участком и диаметром вала под резьбу определяем по отношению 0,15d:
св. = 0,15
- 75 = 11,25 мм. (2.33)
Назначаем длину свободного участка 12 мм.
Диаметр вала под лабиринт принимаем Dлаб. = 105 мм., длина Lлаб. = 42 мм. Лабиринт фиксируем шпонкой с размерами по ГОСТ 23360-78 для данного диаметра вала:
- ширина b = 22 мм;
- высота h = 14 мм;
- глубина паза t = 9 мм;
- длина L = 16 мм.
Диаметр вала под подшипник определяем из условия отношения dп ≥ d2:п ≥ 110мм.
2.2.5 Предварительный выбор подшипников и корпусов подшипниковых узлов приводного вала
Проектирование начинаем с выбора типа опоры (качения, скольжения).
Нагрузки и скорость вала располагаются в пределах, допускаемых для подшипников качения.
Подшипники качения разных типов отличаются величиной и направлением воспринимаемой нагрузки, формой и числом тел качения, способностью самоустанавливаться, жесткостью в осевом и радиальном направлениях, быстроходностью, стоимостью, точностью изготовления и другим признакам.
Выберем тип подшипника с учетом конкретных условий эксплуатации. Основными требованиями к опорам приводного вала являются: грузоподъёмность, средняя окружная скорость, способность воспринимать радиальные нагрузку, т.е. нагрузку, действующую перпендикулярно оси вращения подшипника, осевую нагрузку, действующую по оси вала. Согласно всех перечисленных требований к опорам, наиболее подходящим вариантом для вала абразивно-шлифовальной головки являются:
для опоры абразивного круга подшипник роликовый радиальный двухрядный с короткими цилиндрическими роликами по ГОСТ 7634-75. Данный подшипник допускает регулирование радиального зазора, что способствует созданию повышенной жёсткости подшипника в радиальном направлении, могут воспринимать ограниченную одностороннюю или двустороннюю осевую силу.
для опоры ведомого шкива два подшипника шариковых радиальных однорядных по ГОСТ 8338-75, предназначенных для восприятия радиальных и ограниченных осевых сил любого направления. Данные подшипники могут работать под воздействием только осевой силы при высокой частоте вращения. Шариковые радиальные однорядные подшипники обеспечивают осевое фиксирование вала в двух направлениях, работают с меньшими потерями на трение и при большей частоте вращения вала, чем подшипники всех других конструкций.
Из коммерческих соображений по закупке подшипников и доставке наиболее дешёвым автомобильным транспортом по расчётному посадочному диаметру (d = 105 мм) подбираем марку и условное обозначение подшипника, производимого Вологодским подшипниковым заводом по условию dп ≥ d. Для опоры шкива выбираем шариковый радиальный однорядный особо лёгкой серии диаметров 1, нормальная серия ширин 0 подшипник 122 ГОСТ 8338 — 75
Техническая характеристика подшипника:
Наружный диаметр D = 170 мм.
Внутренний диаметр d = 110 мм.
Ширина В = 28 мм.
Монтажная фаска r = 2,0 мм.
Динамическая грузоподъёмность С = 80 000 Н.
Статическая грузоподъёмность Со= 71 500 Н.
Частота вращения при смазке:
- пластичной 3600мин-1;
- жидкой 4300мин-1.
Масса 1,97 кг.
Для опоры абразивного круга с условием соблюдения симметрии концов вала выбираем роликовый радиальный двухрядный с коническим отверстием подшипник 3182122 ГОСТ 7634-75
Техническая характеристика подшипника:
Наружный диаметр D = 170 мм.
Внутренний диаметр d = 110 мм.
Ширина В = 45 мм.
Монтажная фаска min r = 2,0 мм.
Динамическая грузоподъёмность С = 220 000 Н.
Статическая грузоподъёмность Со= 360 000 Н.
Частота вращения при смазке:
- пластичная 4 500мин-1;
- жидкая 5 300мин-1.
Масса 3,7 кг.
Диаметр вала гладкого участка определим по формуле:
привод проектирование вал компас
dбп = dп + 3 ·fп , мм, (2.34)
где fп — фаска внутреннего кольца подшипника, мм.бп = 110 + 3 ·2 = 116 мм — для шарикового радиального подшипника.
Диаметр вала гладкого участка для роликового подшипника с коническим внутренним диаметром, выполненным конусностью 1: 12:
- / 12 + 110 = 113,75 мм — наибольший внутренний диаметр подшипника;бп = 113,75 + 3
- 2 = 119,75 мм.
Принимаем для роликового подшипника диаметр заплечиков 120 мм.
2.2.6 Эскизная компоновка узла приводного вала
Исходя из полученных результатов, составляем эскизную компоновку узла приводного вала. Конструкция вала зависит от типа и размеров расположенных на нём деталей (абразивного круга, шкивов, подшипников) и способа закрепления этих деталей в окружном и осевом направлениях. Валы, как правило, ступенчатые. Ступенчатая базировать детали на валу в осевом направлении;
дифференцировать требования к различным участкам вала по точности,
шероховатости поверхности.
Так как вал воспринимает радиальную и осевую нагрузку, применяем два собранных шариковых радиальных подшипника, которые собираются с валом посадкой с натягом (m5) на диаметры 110 мм и 110h8 под посадку роликового радиального двухрядного подшипника на вал.
2.2.7 Уточнённый расчёт приводного вала
Составляем расчетную схему вала (см. рисунок 2.4): производим систематизацию нагрузок, опор и формы вала. Вал рассматриваем как балки, установленные на двух опорах. Подшипники, воспринимающие радиальные нагрузки, заменяем шарнирно-подвижными опорами. Силы на вал передаются через поставленные на него детали и узлы. Принимается, что эти детали и узлы передают силы по середине своей рабочей ширины.
Исходные данные:
Конструкция и размеры вала (с эскизной компоновки).
Материал вала — сталь 45.
М1=100,5 Нм — величина крутящего момента (из энергокинематического расчёта).
Q = 2651 Н — усилие на валы (из расчёта клиноремённой передачи).
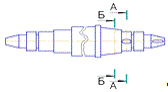
Рисунок 2.4 — Схема вала с указанием опасных сечений
На рисунке 2.5 изображена эпюра изгибающих моментов приводного вала.
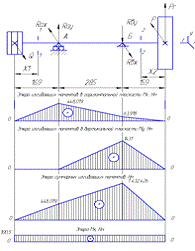
Рисунок 2.5 — Расчётная схема вала приводного
Определяем реакции опор в горизонтальной плоскости ХОZ:
- SМ(А)гор. = 0; Q
- 169 — RВХ
- 285 + P
- (285 + 159) = 0;ВХ
- 285 = Q
- 169 + P
- (285 + 159),
Р = 2М1/dк, Н, (2.35)
где dк = 0,5 м — диаметр шлифовального круга.
Р = 2
- 100,5 / 0,5 = 402 Н;ВХ = 2 651
- 169 + 402
- 444 / 285;ВХ = 2 198,27 Н;
- SМ(В)гор. = 0; Q
- (169 + 285) — RАХ
- 285 + Р
- 159 = 0;АХ
- 285 = 1 267 471,19;АХ = 4 447,27H.
Проверка:
- SF(ХОZ) = 0: Q — RAХ + RВХ — Р = 0;
651 — 4 447,27 + 2 198,27 — 402 = 0;
- = 0.
SМ(А)верт. = 0; — RВУ
- 285 + Рr
- (285 + 159) = 0,
где Рr = 9 000 Н — усилие прижима круга.
RВУ
- 285 + 9 000
- 444 = 0;ВУ
- 285 = 3 996 000;ВУ = 14 021,05 Н.
SМ(В)верт. = 0; — RАУ
- 285 + Рr
- 159 = 0;
RАУ
- 285 + 9 000
- 159 = 0;АУ
- 285 = 1 431 000;АУ = 5 021,05 Н.
Проверка:
- SF(ХОУ) = 0: — RАУ + RВУ — Рr = 0;
5 021,05 + 14 021,05 — 9 000 = 0;
- = 0.
Определяем изгибающие моменты, используя метод сечений:
Горизонтальная плоскость ХОZ:
Сечение 1 — 1: М1-1гор. = Q
- Х1; 0 £X1£ 0,169 м
При Х1 = 0 М1-1гор. = 0 Нм;
- Х1 = 0,169 М1-1гор. = 2 651
- 0,169 = 448,019 Нм.
Сечение 2 — 2: М2-2гор. = Р
- Х2; 0 £X2£ 0,159 м
При Х2 = 0 М2-2гор. = 0 Нм;
- Х2 = 0,159 М2-2гор. = 402
- 0,159 = 63,918 Нм.
Строим эпюру изгибающих моментов в горизонтальной плоскости рисунок 2.5
Определяем изгибающие моменты в вертикальной плоскости ХОУ:
Сечение 1- 1: М1-1вер. = 0, так как нет сил.
Сечение 2- 2: М2-2вер. = Рr
- Х2; 0 £X2£ 0,159 м
При Х2 = 0 М2-2вер. = 0 Нм;
- При Х2 = 0,159 М2-2вер. = 9 000
- 0,159 = 1 431 Нм.
Строим эпюру изгибающих моментов в вертикальной плоскости рисунок 2.5
Определяем суммарные изгибающие моменты в опорах вала:
- SМА =Ö (МАХ)2 + (МАУ)2 = Ö 448,0192 + 02 = 448,019 Нм; (2.36)
SМ В =Ö (МВХ )2 + (МВУ )2 = Ö 63,9182 + 1 4312 = 1 432,426 Нм
Следовательно, опасным сечением является сечение в опоре «В», так как в нём самый большой суммарный изгибающий момент.
Уточнённый расчёт состоит в определении коэффициента запаса прочности для опасных сечений и сравнении их с допускаемыми значениями [n]. Прочность соблюдена при n> [n].
Составим схему вала и проведём сечения по участкам концентрации напряжений см. рисунок 2.4
Рассмотрим сечение А — А: концентрация напряжений обусловлена наличием шпоночной канавки.
Изгибающий момент в горизонтальной плоскости:
МА-Агор. = Р
- Х1 ; 0 £X1£ 115,5 мм
При Х1 = 0 МА-Агор. = 0 Нмм;
- Х1 = 115,5 МА-Агор. = 402
- 115,5 = 46 431 Нмм.
Изгибающий момент в вертикальной плоскости:
МА-Аверт. = Рr
- Х1; 0 £X1£ 115,5 мм
При Х1 = 0 МА-Аверт. = 0 Нмм;
- Х1 = 115,5 МА-Аверт. = 9 000
- 115,5 = 1 039 500 Нмм.
Суммарный изгибающий момент в сечении А — А:
ΣМизг. А-А = Ö (МА-А гор.)2 + (МА-А вер.)2 = Ö 46 4312 + 1 039 5002 = 1 040 536,4 Нмм.
Момент сопротивления кручению :
= 0,2d3 — bt(d — t)2 / 2d, мм3, (2.37)
где d — диаметр вала в данном сечении, мм;
- ширина шпонки, мм;
- глубина шпоночного паза, мм.= 0,2
- 1053 — 22
- 9
- (105 — 9)2 / 2
- 105= 222 835,63 мм3.
Момент сопротивления изгибу:
- W = 0,1d3 — bt(d — t)2 / 2d, мм3; (2.38)
= 0,1
- 1053 — 22
- 9
- (105 — 9)2 / 2
- 105= 107 073,13 мм3.
Амплитуда и среднее напряжение цикла касательных напряжений:
tа = tm = Т2 / 2 Wp = 100,5
- 103 / 2
- 222 835,63 = 0,23 Н/мм2. (2.39)
Амплитуда нормальных напряжений изгиба:
σа = МА-А / W = 1 040 536,4 / 107 073,13 = 9,72 Н/мм2. (2.40)
Коэффициент запаса прочности по нормальным напряжениям:
Для стали 45 при σв = 800 Н/мм2.
Sσ = σ-1 / (σa·Кσ / (Кd
- Кf) + Ψσ
- σm),[1, стр.17] (2.41)
где Ψσ = 0,1 — коэффициент, учитывающий влияние постоянной составляющей цикла напряжений на сопротивление усталости;
- σm = 0, так как вал не работает на растяжение или сжатие;
- σ-1 = 350 Н/мм2 — предел выносливости при изгибе (таблице 2.1);
- Кσ = 2,05 — эффективные коэффициенты концентрации напряжений при выполнении шпоночного паза концевой фрезой (таблице 2.5);
- Кd = 0,71 — коэффициент влияния абсолютных размеров поперечного сечения (масштабный фактор) (таблице 2.5);
- Кf = 1,15 — коэффициент влияния шероховатости сечения (таблице 2.5).
Sσ = 350 / (9,72
- 2,05 / (0,71
- 1,15) + Ψσ
- 0) = 14,52
Коэффициент запаса прочности по касательным напряжениям:
t = t-1 / (Кt·tа / (Кd
- Кf) + Ψt·tm), (2.42)
где t-1 = 210 Н/мм2 — предел выносливости при кручении;
- Кt= 1,875- эффективные коэффициенты концентрации напряжений при выполнении шпоночного паза концевой фрезой;
- Ψt = 0,05 — коэффициент, учитывающий влияние постоянной составляющей цикла напряжений на сопротивление усталости.t = 210 / (1,875
- 0,23 / (0,71
- 1,15) + 0,05
- 0,23) = 386,62
Результирующий коэффициент запаса прочности для сечения А — А:
S = Sσ·St / ÖSs2+St2 = 14,52
- 386,62 / Ö 14,522 + 386,622 = 14,5 (2.43)
Рассмотрим сечение Б — Б: концентрация напряжений обусловлена посадкой подшипника с гарантированным натягом:
- Кσ / Кd = 3,3 и Кt / Кd = 2,38;
- [3, табл. 6.7]
ΣМизг. Б-Б = 1 432 426 Нмм.
Осевой момент сопротивления:
W = πd3 / 32 = 3,14
- 1103 / 32 = 130 604,37 мм3. (2.44)
Амплитуда нормальных напряжений изгиба:
σа = σmax = МБ-Б / W = 1 432 426 / 130 604,37 = 10,96 Н/мм2.
Полярный момент сопротивления:
= 2W = 2
- 130 604,37 = 261 208,74 мм3. (2.45)
Амплитуда и среднее напряжение цикла касательных напряжений:
- tа = tm = tmax / 2 = Мк / 2 Wp , Н/мм2; (2.46)
tа = 100,5
- 103 / 2
- 261 208,74 = 0,192 Н/мм2.
Коэффициент запаса прочности по нормальным напряжениям:
Sσ = σ-1 / (σa·Кσ / (Кd
- Кf) + Ψσ
- σm);(2.47)
Sσ = 350 / (10,96
- 3,3 / 1,15 + 0,1
- 0) = 11,12.
Коэффициент запаса прочности по касательным напряжениям:
t = t-1 / (Кt·tа / (Кd
- Кf) + Ψt·tm)(2.48)
t = 210 / (2,38
- 0,192 / 1,15 + (0,05
- 0,192) = 516.
Результирующий коэффициент запаса прочности для сечения Б — Б:
S = Sσ·St / ÖSs2+St2 = 11,12
- 516 / Ö 11,122 + 5162 = 11,12 .
Результаты расчёта занесём в таблицу 2.2
Таблица 2.2 — Результаты уточнённого расчёта вала
|
Сечение |
Sσ |
St |
S |
[S] |
Прочность вала |
|
Сечение А-А |
14,52 |
386,62 |
14,5 |
2,5 |
Обеспечена |
|
Сечение Б-Б |
11,12 |
513 |
11,12 |
2,5 |
Обеспечена |
2.2.8 Проверка долговечности подшипников
Для определения суммарных реакций в опорах воспользуемся расчётной схемой вала см. рисунок 2.5 и расчётными реакциями опор:
- Определяем суммарные реакции в опорах:= Rа = Ö (RАX)2+ (RАY)2 = Ö 4 447,272 + 5021,052 = 6 707,4 H;= Rв= Ö (RВX)2+ (RВY)2 = Ö 2 198,272 + 14 021,052 = 14 192,33 H.
Рассмотрим правый подшипник и рассчитаем эквивалентную динамическую нагрузку для роликового подшипника с короткими цилиндрическими роликами по формуле:
P э = VFr 1 Ks KT ,H, [3, форм. 7.6 с. 117] (2.49)
гдеV — коэффициент, учитывающий вращение колец; V = 1 при вращении внутреннего кольца;
- температурный коэффициент (KT = 1,0); [3,табл.7.1]
K s — коэффициент безопасности (Ks 13).
[3, табл. 7.4]э = 1
- 14 192,33
- 1,3
- 1 = 18 450 H = 18,5 кН.
Определяем расчётную долговечность L в млн. оборотов:
= (С / Pэ)m, млн. об,[3, форм. 7.3 с.117] (2.50)
где m = 3 — для шарикоподшипников;= 10/3 — для роликоподшипников;
- С — динамическая грузоподъёмность.= (220 / 18,5)10/3 = (220 / 18,5)3·3 220 / 18,5 = 3 836,45 млн. об.
Определяем расчётную долговечность:
= L
- 106 / 60n2,ч,[3, форм. 7.4 с.117] (2.51)
где n2 — частота вращения подшипника, мин-1.= 3836,45
- 106 / 60
- 2 677 = 23 886 ч.
Из условия минимальной долговечности подшипника, равной 20 000 часов, найденная долговечность подшипника приемлема.
Рассмотрим левый подшипник и рассчитаем эквивалентную динамическую нагрузку для шарикового подшипника по формуле:
э = (ХVFr 2 + YFa) KKT ,H ,[3, форм. 7.5 с. 117] (2.52)
где Х — коэффициент радиальной нагрузки, Х = 0,56;
- коэффициент осевой нагрузки, Y = 1,55;а — осевая нагрузка на подшипник, Н;2 — радиальная нагрузка на подшипник, Н.2 = Fr 2 / 2 = 6707,4 / 2 = 3353,7 Н,э = (0,56
- 1
- 3 353,7 + 1,55
- 0)
- 1,3
- 1,0 = 2 441,5 H = 2,44 кН.
Определяем расчётную долговечность L в млн. оборотов:
L = (80 / 2,44)3 = 35 230 млн. об. (2.53)
Определяем расчётную долговечность, ч:= 35 230
- 106 / 60
- 2 677 = 219 337,5 ч.
Из условия минимальной долговечности подшипника, равной 20 000 часов, найденная долговечность подшипника приемлема.
2.2.9 Подбор шпонок и их проверочный расчёт
Для крепления шкива и шлифовального круга конический диаметр вала= 69,75 мм (средний диаметр) подбираем шпонку призматическую по ГОСТ 23360 — 78 [СТ СЭВ 189 — 79] с условным обозначением: Шпонка 18х11х70 мм. Момент передается со шкива на вал боковыми узкими гранями шпонки. При этом на них возникают напряжения смятия s см , а в продольном сечении шпонки — напряжения среза sсм . У стандартных шпонок размеры b — ширина и h — высота подобраны так, что нагрузку соединения ограничивают не напряжения среза, а напряжения смятия.
Рассматриваем условие прочности на смятие:
s см = (4Т
- 103) / (d·h·lp) < [sсм СМ], МПа, (2.54)
где lp — рабочая длина шпонки (lp = l — b);
- Т = 100,5 Н — момент на валу;
- диаметр вала в месте установки шпонки, мм;= 11 — высота шпонки, мм;
- ширина шпонки, мм;
[s см ] — допустимое напряжение смятия, [sсм ] = 100 … 120 МПа;
- = l — b = 70 — 18 = 52 мм; (2.55)
s см = (4
- 100,5
- 103) / (69,75
- 11
- 52) = 10,07 МПа.
где [s см ] < 100 Н/мм2 при стальной ступице и спокойной нагрузке.
[s см ] необходимо снижать на 25 % при значительных колебаниях нагрузки.
,07 мПа < 75 МПа.
Таким образом, выбранные шпонки удовлетворяют условию прочности на смятие.
3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ, .1 Разработка технологического процесса шпиндельного вала, .1.1 Описание конструкции и назначение детали
Валы относятся к деталям типа тел вращения и широко применяются в машиностроении для передачи крутящего момента в приводах, коробах передач, двигателях и других механизмах, а также базирования на них зубчатых колес, подшипников и других деталей, определяющих конструкцию и назначение изделия.
Главным валом в механизмах вращения инструмента и детали является шпиндель. Шпиндель — это последнее звено кинематической цепи механизма, основное и наиболее ответственное, несущее деталь или инструмент. Его прочность, жесткость (способность сопротивляться изгибу под действием сил резания) и виброустойчивость (способность шпинделя сопротивляться колебаниям от неравномерности вращающихся деталей) будут определять качество обработки поверхности: точность размера, высоту шероховатости, погрешности геометрической формы.
Шпиндельный вал, для которого разрабатывается технологический процесс, используется в приводе главного движения торцовочного станка и предназначен для передачи крутящего момента от клиноременной передачи к дисковой пиле. Он устанавливается в специальном корпусе и вращается на двух шариковых радиальных однорядных подшипниках.
Вал является многоступенчатым.
Материал, из которого изготовлен шпиндельный вал-Сталь 40Х.
3.1.2 Анализ технологичности
Одним из факторов, существенно влияющим на характер технологических процессов, является технологичность конструкции изделия.
При конструировании отдельных деталей необходимо достичь удовлетворения не только эксплуатационных требований, но также и требований наиболее рационального и экономичного изготовления изделия.
Технологическая конструкция изделия должна предусматривать:
создание деталей наиболее рациональной формы с легкодоступными для обработки поверхностями и достаточной жесткостью с целью уменьшения трудоемкости и себестоимости механической обработки деталей и всего механизма;
наиболее рациональный способ получения заготовок с размерами и формами, возможно более близкими к готовым деталям, т.е. обеспечивающими наиболее высокий коэффициент использования материалов и наименьшую трудоемкость механической обработки.
Технологический контроль чертежей сводится к тщательному их изучению. Рабочие чертежи обрабатываемых деталей должны содержать все необходимые сведения, дающие полное представление о детали, т. е. все проекции, разрезы и сечения, совершенно четко и однозначно объясняющие ее конфигурацию, и возможные способы получения заготовки. На чертеже должны быть указаны все размеры с необходимыми отклонениями, требуемая шероховатость обрабатываемых поверхностей, допускаемые отклонения от правильных геометрических форм. Чертеж должен содержать все необходимые сведения о материале детали, термической обработке, применяемых защитных и декоративных покрытиях, массе детали и др. [2].
Чертеж вала выполнен согласно ЕСКД. Рабочий чертеж в целом содержит все сведения, дающие полное представление о детали. Указаны все размеры с необходимыми отклонениями и требуемая шероховатость обрабатываемых поверхностей. Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при обработке заготовки.
Технические условия — Химическое оксидирование; HRC 32-35.
Материал вала — конструкционная углеродистая сталь марки 40х по ГОСТ 1050-88. Сталь 40х является углеродистой доэвтектоидной сталью (таблица 3.1),значит для ее термообработки лучше применить улучшение, которое заключается в нагреве детали до температуры 820-840оС с последующим быстрым охлаждением и дальнейшим высокотемпературным отпуском (таблица 3.2).
Середина вала остается вязкой, т.к. сталь 40х имеет прокаливаемость 10…15 мм., а это обеспечит высокую ударную вязкость и устойчивость вала к различным видам нагрузки.
Таблица 3.1 — Химический состав в % материала 40Х
|
С |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
|
0,36-0,44 |
0,17-0,37 |
0,5-0,8 |
до 0,3 |
до 0,035 |
до 0,035 |
0,8-1,1 |
до 0,3 |
Таблица 3.2 — Механические свойства стали 40Х
|
Термообработка, состояние поставки |
Сечение, мм |
σ0,2 ,МПа |
σв,МПа |
δ5, % |
ψ, % |
KCU, Дж/м2 |
HB |
|
Пруток ГОСТ 4543-71 |
|||||||
|
Закалка 860 °С, масло. Отпуск 500 °С, вода или масло |
25 |
780 |
980 |
10 |
45 |
59 |
|
|
Поковка ГОСТ 8479-70 |
|||||||
|
Нормализация. КП 245 |
500-800 |
245 |
470 |
15 |
30 |
34 |
143-179 |
|
Нормализация. КП 275 |
300-500 |
275 |
530 |
15 |
32 |
29 |
156-197 |
|
Закалка, отпуск. КП 275 |
500-800 |
275 |
530 |
13 |
30 |
29 |
156-197 |
|
Нормализация. КП 315 |
<100 |
315 |
570 |
17 |
38 |
39 |
167-207 |
|
100-300 |
315 |
570 |
14 |
35 |
34 |
167-207 |
|
|
Закалка, отпуск. КП 315 |
300-500 |
315 |
570 |
12 |
30 |
29 |
167-207 |
|
500-800 |
315 |
570 |
11 |
30 |
29 |
167-207 |
|
|
Нормализация. КП 345 |
<100 |
345 |
590 |
18 |
45 |
59 |
174-217 |
|
100-300 |
345 |
590 |
17 |
40 |
54 |
174-217 |
|
|
Закалка, отпуск. КП 345 |
300-500 |
345 |
590 |
14 |
38 |
49 |
174-217 |
|
Термообработка, состояние поставки |
Сечение, мм |
σ0,2 ,МПа |
σв,МПа |
δ5, % |
ψ, % |
KCU, Дж/м2 |
HB |
|
Закалка, отпуск. КП 395 |
<100 |
395 |
615 |
17 |
45 |
59 |
187-229 |
|
100-300 |
395 |
615 |
15 |
40 |
54 |
187-229 |
|
|
300-500 |
395 |
615 |
13 |
35 |
49 |
187-229 |
|
|
Закалка, отпуск. КП 440 |
<100 |
440 |
635 |
16 |
45 |
59 |
197-235 |
|
100-300 |
440 |
635 |
14 |
40 |
54 |
197-235 |
|
|
Закалка, отпуск. КП 490 |
<100 |
490 |
655 |
16 |
45 |
59 |
212-248 |
|
100-300 |
490 |
655 |
13 |
40 |
54 |
212-248 |
|
В целом по конструкции деталь технологична:
Материал детали технологичен. Легированная сталь 40х хорошо обрабатывается с производительными режимами резания как лезвийными, так и абразивными инструментами. Замена материала на менее дорогой не рекомендуется. Сталь 40х — недорогой и недефицитный материал, обеспечивающий весь комплекс свойств, необходимых для вала.
Деталь вызывает неудобство при установке, т.к. имеет большую длину., Деталь не жесткая. Обработка в наружных центрах с применением люнета., Деталь состоит из ступенчатых простых цилиндрических поверхностей., Повышенные требования точности и шероховатости подшипниковых шеек и шпоночных пазов.
Специальные виды обработки, оборудование, приспособления — шпоночная фреза, дополнительная опора (люнет).
Объём слесарной (доводочной) обработки небольшой.
3.1.3 Выбор заготовки
Метод выполнения заготовки для деталей машин определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска. Выбрать заготовку — значит установить способ ее получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на стоимость изготовления.
Вопрос о целесообразности определенного вида заготовки может быть решен только после расчета технологической себестоимости детали по сравниваемым вариантам. Предпочтение следует отдавать той заготовке, которая обеспечивает меньшую себестоимость детали.
Валы в большинстве случаев изготавливаются из круглого стального проката, но также применяют поковки.
Себестоимость заготовок из проката определяем по формуле:
заг=Q∙S- (Q-q)∙Sотх, руб., (3.1)
где Q — масса заготовки, кг;
- цена 1 кг материала заготовки, S = 40 руб./кг;
- масса готовой детали, кг;
- цена 1 кг отходов, Somx = 6,5 руб./кг.заг=5,65∙40 — (5,65 — 3,51)∙6,5=221,09, руб.
Себестоимость поковок определяем по формуле:
заг=(S∙Q∙km∙kc∙kb∙kм∙kn) — (Q-q)∙Sотх, руб., (3.2)
Исходя из материала, типа производства и программы выпуска в качестве метода получения заготовки применяем сортовой прокат. Этот способ является наиболее экономичным при заданном объеме выпуска деталей.
Массу заготовки принимаем 5,7 кг, массу детали принимаем 3,5 кг.
Коэффициент использования материала определяется по формуле:
.м.=mд /m3, (3.3)
где mд — масса детали, кг;
- масса заготовки, кг.
![]() Окончательно в качестве заготовки по ГОСТ 2590-88 принимаем сортовой прокат: 45х450 мм.
Окончательно в качестве заготовки по ГОСТ 2590-88 принимаем сортовой прокат: 45х450 мм.
3.1.4 Выбор маршрута обработки
Основными формообразующими поверхностями детали являются цилиндрические поверхности. В качестве первых формообразующих технологических операций используем фрезерно-центровальную и токарные.
Окончательная высокая точность конструкции детали обеспечивается на круглошлифовальной операции.
Последовательность обработки:
- фрезерно-центровальная операция;
- токарно-фрезерная операция (ЧПУ);
- токарно-фрезерная операция (ЧПУ);
- токарно-фрезерная операция (ЧПУ);
- слесарная операция;
- термическая операция;
- круглошлифовальная операция
- круглошлифовальная операция
- круглошлифовальная операция;
- химическое оксидирование;
- контрольная операция.
Каждая операция может содержать один или несколько технологических переходов.
3.1.5 Предварительное нормирование времени операций
Нормирование выполняем с учетом производительности, методов обработки и величины снимаемого припуска, используя приближенные формулы.
Результаты вычислений заносим в таблицу 3.1
Таблица 3.1- Штучно-калькуляционное время
|
Операция |
Тш.к., мин |
|
фрезерно-центровальная операция; |
3 |
|
токарно-фрезерная операция (ЧПУ); |
7 |
|
токарно-фрезерная операция (ЧПУ); |
10 |
|
токарно-фрезерная операция (ЧПУ); |
14 |
|
круглошлифовальная операция |
8 |
|
круглошлифовальная операция |
7 |
|
∑ |
49 |
3.1.6 Выбор типа и формы организации производства
Для выбора типа производства используем коэффициент загрузки оборудования, поскольку сведения о загрузке оборудования другой продукции отсутствует (кроме заданной детали).
Коэффициент загрузки определяется:
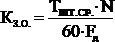 , (3.4)
, (3.4)
где ![]() — среднее время обработки равно 1,86 мин;
— среднее время обработки равно 1,86 мин;
- годовая норма выпуска 5000 шт.;д — действительный годовой фонд времени 3904 ч,
 (3.5)
(3.5)
Кз.о.=1,86·5000/60·3904=0,039
Вычислив коэффициент загрузки оборудования и сравнив его состандартным, приходим к выводу, что для изготовления данной детали подходит среднесерийный тип производства.
Формы организации технологических процессов в соответствии с ГОСТ 14312-74 зависят от установленного порядка выполнения операции технологического процесса, расположение технического процесса, расположения технического оборудования, количество деталей в партии и движение в процессе изготовления, а также от применяемого средства автоматизации.
Для условий выбранного типа производства одной из наиболее рациональных форм организации производства является специализированный участок (рисунок 10.1).
Наименование участка связано с предполагаемой номенклатурой изготавливаемых деталей-участок по изготовлению деталей типа тел вращения.
Основные производственные площади.
м2∙19=190 м2.
Общая площадь участка ориентировочно в 3 раза больше-570 м2.
Транспортный проезд-2,5∙36=90 м2.
Грузовая площадка-20 м2.
Склад заготовок-20 м2.
Склад готовой продукции-10 м2.
Кладовые-20 м2.
Бытовые помещения-15 м2.
Кабинет-10 м2.
1.7 Расчет припуска на обработку
Припуски имеют очень важное значение в процессе разработки технологических операций механической обработки деталей. Правильное назначение припусков на обработку заготовки обеспечивает экономию материала и трудовых ресурсов, качество выпускаемой продукции.
Выбор и расчёт припусков на обработку производится расчётно-аналитическим методом профессора Кована [7]:
![]() ,мм, (3.6)
,мм, (3.6)
где Zmin — минимальный (гарантированный) припуск на обработку, мм;
- высота микронеровностей, мм;
- Т — глубина дефектного поверхностного слоя, мм;
— Учитывая форму заготовки и требования к качеству поверхности, для расчёта припуска выберем диаметр 42 мм. По этому характерному размеру детали строим схему расположения допусков и припусков (для двух операций: токарной и шлифовальной), которая приведена на рисунок 3.1.
![]() .
.
![]() .
.
Гарантированный припуск под шлифовальную обработку ![]()
Гарантированный припуск под токарную обработку ![]()
Максимальный припуск под фрезерную обработку ![]()
Максимальный припуск под шлифовальную обработку ![]()
Расчётный номинальный размер заготовки ![]()
На рисунке 3.1 показана схема расчета припуска
Рисунок 3.1 — Схема для расчёта припуска
На остальные размеры и поверхности припуски определяются аналогично по методике Кована.
3.1.8 Выбор технологического оборудования
В соответствии с исходными данными и требованиями выбираем основное технологическое оборудование. Исходные данные для выбора оборудования:
- вид обработки;
- габаритные размеры детали;
- размеры обрабатываемой поверхности;
- пространственное расположение обрабатываемой поверхности;
- точность обработки;
- количество инструментов, используемых в одной наладке станка;
- диапазон скоростей и рабочих подач;
- тип производства.
Полное наименование и модели металлорежущих станков приведены в таблице 3.1.
Таблица 3.1 — Наименование используемых металлорежущих станков
|
№ операции |
Наименование операции |
Станок |
|
1 |
Фрезерно-центровальная |
Фрезерно-центровальный станок мод. МР-71 |
|
2 |
Токарно-фрезерная (ЧПУ) |
Токарно-фрезерный станок Metalmaster MML 250×550 M |
|
3 |
Токарно-фрезерная (ЧПУ) |
Токарно-фрезерный станок Metalmaster MML 250×550 M |
|
4 |
Токарно-фрезерная (ЧПУ) |
Токарно-фрезерный станок Metalmaster MML 250×550 M |
|
5 |
Кругло-шлифовальная |
Круглошлифовальный станок мод.3А164 |
|
6 |
Кругло-шлифовальная |
Круглошлифовальный станок мод.3А164 |
Технические характеристики металлорежущего оборудования
- Фрезерно-центровальный станок мод. МР-71:
Габаритные размеры фрезерного станка составляют, мм:
длина- 2640
ширина -1450
высота -1720
Наибольшая и наименьшая длина обрабатываемых заготовок деталей, мм:
- 500
Диаметр обрабатываемой заготовки детали, мм: 25-125
Число скоростей шпинделя режущего инструмента 6
Мощность электродвигателя главного движения, кВт 17
- Токарно-фрезерный станок Metalmaster MML 250×550 M:
Maксимальный диаметр обработки над станиной, мм 250
Расстояние между центрами, мм 500
Частота вращения шпинделя, об/мин 125-2000
Диапазон метрической резьбы, мм 0.4-3.5
Ход пиноли, мм 70
Конус задней бабки МК 2
Конус шпинделя МК 4
Диаметр сквозного отверстия шпинделя, мм 21
- Круглошлифовальный станок мод. 3А164:
Наибольший диаметр шлифования, мм 360
Наибольшая длина шлифования, мм 1800
Скорость перемещения стола, м/мин 0,1-5
Число оборотов изделия, мин-1 30-180
Число оборотов шлифовального круга, мин-1 890-1300
Мощность электродвигателя главного движения, кВт 13
3.1.9 Выбор приспособлений
Станочные приспособления для оснастки технологических операций выбраны по методике, приведённой в [8,14].
Исходные данные для выбора станочных приспособлений:
- вид обработки;
- габаритные размеры станка;
- материал обрабатываемой детали;
- способ настройки на размер режущего инструмента;
- количество одновременно устанавливаемых деталей;
- тип силового привода;
- точность обработки;
- тип производства.
Выбранные станочные приспособления и их краткая характеристика приведены в таблице 3.2.
Таблица 3.2 — Станочные приспособления и их краткая характеристика
|
№ операции |
Наименование операции |
Наименование приспособления |
Техническая характеристика |
|
1 6 |
Фрезерно-центровальная |
Тиски самоцентрирующиеся |
Н = 120 мм |
|
2-5 8 |
Токарная Фрезерная Круглошлифовальная |
Поводковый патрон и задний центр |
D = 140 мм |
3.1.10 Выбор режущего инструмента
Выбор режущих инструментов для основных переходов при обработке детали выполнен по методике, изложенной в [8,11,12,13].
Исходные данные для выбора инструментов:
- вид обработки;
- форма и размеры обрабатываемой поверхности;
- точность обрабатываемой поверхности;
- марка и свойства обрабатываемого материала;
- материал режущей части;
- тип производства.
Наименование инструментов, применяемых в процессе изготовления, приведено в таблице 3.3.
Таблица 3.3 — Используемые режущие инструменты.
|
№ пере-хода |
Наименование перехода |
Наименование |
Материал режущей части |
Примечания |
|
1.1 |
Фрезеровать торец |
Фреза торцевая насадная мелкозубая со вставными ножами, оснащёнными пластинами из твёрдого сплава 2214-0335 ГОСТ 1092-80 |
Т5К12 |
D = 160 мм; d = 50 мм; В = 49 мм; Z = 10. |
|
1.2 |
Центровать отверстие |
Сверло центровочное А10 ГОСТ 14952-75 |
Р6М5 |
D = 25 мм; d = 10мм; l = 14,2 мм; |
|
2.1 2.2 2.3 |
Точить контур предварительно |
Резец упорно-проход-ной черновой по ГОСТ 21151-75 |
Т5К10 |
φ = 90˚; φ1 = 10˚. |
|
3.1 3.2 3.3 |
Точить контур окончательно |
Резец упорно-проход-ной чистовой по ГОСТ 21151-75 |
Т15К6 |
φ = 90˚; φ1 = 10˚. |
|
4.1 |
Нарезать резьбу М30х2-6g |
Резец резьбонарезной по ГОСТ 21151-75 |
Т15К6 |
φ = 90˚; φ1 = 10˚. |
|
5.1 |
Фрезеровать торец в квадрат |
Фреза концевая ГОСТ 6396-78 |
Т15К10 |
D = 7 мм; d = 8 мм; L = 60 мм; l = 16 мм; Конус Морзе 2. |
|
6.1 |
Сверлить отверстие Ø 4,9 мм |
Сверло спиральное Ø 4,9 мм ГОСТ 10903-77 |
Р6М5 |
d = 4,9мм; L = 220 мм; l = 120мм. |
|
7.2 7.3 |
Фрезеровать шпоночный паз 32х6х4 180х6х4 |
Фреза шпоночная 2235-0113 ГОСТ 6396-78 |
Т5К10 |
D = 6 мм; d = 16 мм; L = 105 мм; l = 20 мм; Конус Морзе 2. |
|
8.1 |
Шлифовать шейки вала: Ø 35 мм Ø 32 мм |
Круг шлифовальный ПП 250×40×80 25А25 СМ1-5-К5/35 м/с ГОСТ 2424 — 83 |
Электрокорунд белый марки 25А Связка керамическая |
D = 250мм; d = 80 мм; Н = 40 мм. |
3.1.11 Выбор режимов резания
Выбор режимов резания выполнен по методике, изложенной в [7,8].
Исходные данные для выбора режимов резания:
вид обработки;
обрабатываемый материал;
материал режущей части инструмента;
точность обработки;
шероховатость обрабатываемой поверхности;
тип производства.
Порядок выбора режимов резания для станков с ЧПУ: V; n; So; F; t;
Режимы резания — это управляемые параметры (факторы).
. V — скорость резания — определяется либо по типовым значениям, принятым для данного типа обработки, либо рассчитывается с учётом стойкости инструмента и с учётом выбранных глубины и подачи.
![]() , м/с, (3.7)
, м/с, (3.7)
где СV — начальное условие (эмпирический коэффициент);
Т — стойкость инструмента;
- глубина резания;
- подача при резании;, x, y — эмпирические показатели степени, обычно не более 1.
Типовыми режимами резания являются
Черновая обработка V = 100 м/мин,
Чистовая обработка V = 150м/мин,
СверлениеV = 25 м/мин.
) n — частота вращения шпинделя определяется по формуле:
 , мин-1, об/мин. (3.8)
, мин-1, об/мин. (3.8)
где Dmax — диаметр обрабатываемой заготовки, мм.
) So- подача — является силовым режимом для черновой или предвари-тельной обработки.
Типовыми режимами резания являются
Черновая обработка S0 = 0,2-0,4 мм/об,
Чистовая обработка S0 = 0,02-0,05 мм/об,
СверлениеS0 = 0,01×Dmax мм/об (1% от Æ отверстия).
) F — скорость подачи определяется по формуле:
= So.n, мм/мин (3.9)
) t — глубина резания — при однопроходной обработке, которая является предпочтительной, определяется величиной максимального припуска. Кроме того, она определяется величиной режущей кромки инструмента и точностью обработки.
Типовыми режимами резания являются
Наружная обработка tmax = 4 мм,
Внутренняя обработка tmax = 2 мм.
Для универсальных станков порядок назначения режимов резания следующий: T; S; V; n
Режимы обработки для круглошлифовальной операции приведены в таблице 3.4.
Таблица 3.4 — Режимы обработки для круглошлифовальной операции
|
№ |
Наименование |
Vкр. м/с |
Vзаг. м/мин |
Sпрод., дв. х./мин |
Sпопер., мм |
|
1 |
Круг шлифовальный ПП 250×40×80 25А25 СМ1-5-К5/35 м/с ГОСТ 2424 — 83 |
35 |
25 |
20 |
0,3 |
Выбранные режимы резания для токарных, сверлильных и фрезерной операций приведены в таблице 3.5.
Таблица 3.5 — Режимы резания для токарных, сверлильных и фрезерной операций
|
№ |
Наименование |
Режимы |
||||
|
V, м/мин |
n, об/мин |
Sо(SZ), мм/об (мм/зуб) |
F, мм/мин |
t, мм |
||
|
1. |
Фреза торцевая D=160мм, Т5К12 |
100 |
315 |
2 (0,2) |
630 |
1 |
|
2. |
Сверло центровочное А10, Р6М5 |
15 |
500 |
0,1 |
50 |
— |
|
3. |
Резец упорно-проходной черновой, Т5К10(Ø35,40) |
100 |
500 |
0,2 |
71 |
2,5 |
|
4. |
Резец упорно-проходной черновой, Т5К10 (Ø 28,34,37) |
100 |
500 |
0,2 |
100 |
4;1,5;3 |
|
5. |
Резец упорно-проходной черновой, Т5К10 (Ø 40,43) |
100 |
500 |
0,2 |
100 |
1,0; 1,5 |
|
6. |
Резец упорно-проходной чистовой, Т15К6 (Ø35,40 ) |
140 |
400 |
0,05 |
20 |
2,4 |
|
7. |
Резец упорно-проходной чистовой, Т15К6 (Ø 37,34,28) |
140 |
500 |
0,05 |
25 |
2,4;2;2 |
|
8. |
Резец упорно-проходной чистовой, Т15К6 (Ø 43,40) |
140 |
710 |
0,05 |
35,5 |
0,4; 2,4 |
|
9. |
Резец резьбонарезной, Т15К6 (Ø 30) |
140 |
500 |
0,05 |
25 |
2 |
|
10. |
Спиральное сверло Ø 4,9, Р6М5 |
25 |
355 |
70 |
2,45 |
|
|
11. |
Метчик Ø 6, Р6М5 |
25 |
355 |
0,2 |
70 |
0,55 |
|
12. |
Фреза концевая Т5К10 |
400 |
12 |
20 |
0,03 |
7 |
3.1.12 Уточненное техническое нормирование времени операций
Для основных операций технологического процесса (токарных, фрезерной, сверлильных, плоскошлифовальной, внутришлифовальной) определяем нормы штучно-калькуляционного времени по методике, изложенной в [7,8].
Штучно-калькуляционная норма времени определяется по формуле:
Тшт-к = tо + tв + tтех + tорг+ tп + tп.- з., мин, (3.10)
где tо — основное (машинное) время — рассчитывается для всех основных технологических переходов;
![]() , мин (3.11)
, мин (3.11)
в — вспомогательное время — продолжительность выполнения вспомогательных приёмов и холостого хода;тех — время на техническое обслуживание;
![]() , мин (3.12)
, мин (3.12)
tорг — организационное время — время на снабжение рабочего места деталями и инструментом;
![]() , мин (3.13)
, мин (3.13)
п — время перерывов;
![]() , мин (3.14)
, мин (3.14)
п-з. — подготовительно-заключительное время — время на подготовку к новой партии деталей.
 , мин, (3.15)
, мин, (3.15)
гдер — количество деталей в партии;
- годовая программа.
Нормы времени по операциям приведены в таблице 3.8.
Таблица 3.8 — Нормы времени на выполнение операций
|
№ операции |
Наименование операции |
tо, мин |
tв, мин |
tтех, мин |
tорг, мин |
tп, мин |
Тшт-к, мин |
|
1. |
Фрезерно-центровальная |
0,35 |
0,5 |
0,035 |
0,04 |
0,16 |
1,085 |
|
2. |
Токарно-фрезерная ЧПУ |
9,0 |
0,5 |
0,9 |
0,95 |
0,38 |
11,73 |
|
3. |
Токарно-фрезерная ЧПУ |
9,8 |
0,5 |
0,98 |
1,03 |
0,257 |
12,23 |
|
4. |
Токарно-фрезерная ЧПУ |
10,73 |
0,25 |
1,073 |
1,1 |
0,44 |
13,6 |
|
5. |
Круглошлифовальная |
8,5 |
0,5 |
0,85 |
0,9 |
0,225 |
11,8 |
|
6. |
Круглошлифовальная |
9,4 |
0,5 |
0,94 |
0,99 |
0,25 |
14,53 |
1.13 Выбор средств измерения и контроля
Средства измерения и контроля выбраны для операции приёмочного контроля. Контроль осуществляется для наиболее ответственных поверхностей, отверстий, элементов конструкции деталей.
Контроль детали осуществляется:
станочниками на основных технических операциях;
на операции приемного контроля в конце маршрута.
Главным контрольным мероприятием является приемочный контроль.
Средства измерения и контроля выбраны по методике, изложенной в [8,9]. В основу выбора положена следующая зависимость:
![]() (3.16)
(3.16)
Исходные данные:
тип контролируемой поверхности и размера;
масса детали и её габаритные размеры;
размеры контролируемой поверхности;
точность;
метрологические характеристики средства измерения;
тип производства.
Выбранные средства измерения и их метрологические характеристики приведены в таблице 3.9.
1.14 Разработка управляющей программы для станка с ЧПУ
В маршруте обработки детали предусмотрено три операции, выполняемых на станках с ЧПУ: токарно-фрезерная, токарная и сверлильная.
Разработка управляющей программы для обработки одного из концов шпиндельного вала для токарного станка с ЧПУ мод. 16К20Ф3С5.
Таблица 3.9-Средства измерения и их метрологические характеристики
|
Контролируемый размер или параметр |
Наименование средства контроля или измерения |
Метрологические характеристики |
||
|
Предельная погрешность измерений ±Δlim, мм |
Цена деления, мм |
Диапазон измерения, мм |
||
|
Шейки вала |
Микрометр рычажный МР по ГОСТ 4381-80 |
±0,001- ±0,002 |
0,002 |
0 — 100 |
|
Шерохова-тость |
Профилограф — профилометр по ГОСТ 19299-73 тип А1, мод. 252 |
— |
— |
0,02 — 200 |
|
Биение вала |
Биениемер — ПБ-250 |
±0,008 |
0,01 |
0-10 |
Текст управляющей программы:
%
№ 1 (DIS ,”VAL.001”)
№ 2 M01
№ 3 (CTL)
№ 4 G71G91G95G96X100Z30
№ 5 T1.1M06S120M04
№ 6 (SSL=1500)
№ 7 G00G01X-57Z-39
№ 8 X-43F0.2
№ 9 G97X100Z30M05
№ 10 T2.2M06S315M13
№ 11 X-100
№ 12 G81R30Z-45F0.2
№ 13 G80
№ 14 X100
№ 15 T3.3 M06
№ 16 (USS,B,S630)
№ 17 X-60Y-77.5Z-25M13
№ 18 Z-40F006
№ 19 Z40
№ 20 X-3Y-2,5
№ 21 Z-40F006
№ 22 M05
№ 23 T4.4 M06 S120M04
№ 24 (SSL=1500)
№ 25 G00G01X-57Z-39
№ 26 X-43F0.2
№ 27 G97X100Z30M05
№ 28 T5.5M06S315M13
№ 29 11 X-100
№ 30 G81R30Z-45F0.2
№ 31 G80
№ 32 X100
№ 33 M30
№ 34 (DIS ,TIM TMR)
%
Разработка управляющей программы для обработки второго конца шпиндельного вала для токарного станка с ЧПУ мод. 16К20Ф3С5.
%
№ 1 (DIS ,”VAL.002”)
№ 2 M01
№ 3 (CTL)
№ 4 G71G91G95G96X100Z30
№ 5 T1.1M06S120M04
№ 6 (SSL=1500)
№ 7 G00G01X-57Z-39
№ 8 X-43F0.2
№ 9 G97X100Z30M05
№ 10 T2.2M06S315M13
№ 11 X-100
№ 12 G81R30Z-45F0.2
№ 13 G80
№ 14 X100
№ 15 T3.3 M06
№ 16 (USS,B,S630)
№ 17 X-60Y-77.5Z-25M13
№ 18 Z-40F006
№ 19 Z40
№ 20 X-3Y-2,5
№ 21 Z-40F006
№ 22 M05
№ 23 T4.4 M06 S120M04
№ 24 (SSL=1500)
№ 25 G00G01X-57Z-39
№ 26 X-43F0.2
№ 27 G97X100Z30M05
№ 28 T5.5M06S315M13
№ 29 11 X-100
№ 30 G81R30Z-45F0.2
№ 31 G80
№ 32 X100
№ 33 M30
№ 34 (DIS ,TIM TMR)
%
4. ИМИТАЦИОННЫЕ ИССЛЕДОВАНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ, .1 Имитационное моделирование
Имитационное моделирование — это метод исследования, основанный на том, что изучаемая система заменяется моделью и с ней проводятся эксперименты с целью получения информации об этой системе. Экспериментирование с моделью называют имитацией (имитация — это постижение сути явления, не прибегая к экспериментам на реальном объекте).
Имитационное моделирование — это частный случай математического моделирования. Существует класс объектов, для которых по различным причинам не разработаны аналитические модели, либо не разработаны методы решения полученной модели. В этом случае математическая модель заменяется имитатором или имитационной моделью. Имитационная модель — логико-математическое описание объекта, которое может быть использовано для экспериментирования на компьютере в целях проектирования, анализа и оценки функционирования объекта. Эффективное использование цифровой имитации позволяет уменьшать стоимость создания изделия и риски. Часто называемая как CAE (компьютерный инжиниринг), цифровая имитация позволяет создавать и изучать несколько версий изделия, что позволяет сократить стоимость создания дорогостоящих физических прототипов и позволяет принимать быстрые и правильные решения. Имитационное моделирование позволяет заменить дорогостоящие экспериментальные исследования численным моделированием кинетики теплового и напряженно — деформированного состояния ответственных деталей и узлов. Отталкиваясь от реального чертежа можно создать математическую модель, имитирующую связанные процессы деформирования деталей, изменения параметров нагружения, кинетики теплового состояния, развития повреждений и т.д.
В результате вы получаете готовое изделие быстрее и с лучшим качеством. Главным аспектом получения максимальной выгоды от использования имитации является ее применение на самой ранней возможной стадии и далее сквозь весь процесс создания изделия.
Имитация в САПР — наблюдение за функционированием объекта с целью нахождения его рациональных параметров до его изготовления. Различают кинематическую и динамическую имитацию.
Кинематическая имитация дает возможность предсказать поведение сложных механизмов сборок и изделий во время процесса проектирования.
Динамическая имитация позволяет проверять долговечность конструкции, действие прикладываемых сил, вибрацию, потерю устойчивости и поведение при применении температурных нагрузок на отдельные компоненты и сборки.
В практике расчетов используют как аналитические, так и численные методы расчета прочностной надежности. Надежностью называют свойство изделия выполнять свои функции в заданных пределах в течение требуемого промежутка времени. Прочностной надежностью называют отсутствие отказов, связанных с разрушением или с недопустимыми деформациями.
Аналитические базируются на математических методах решения краевых задач, обычно сложных и трудоемких, и зачастую ограничены достаточно простыми геометрическими формами тел и схем нагружения. Численные методы не ограничены ни формой тел, ни способом приложения нагрузки. Это, наряду с повсеместным распространением мощной вычислительной техники, способствует их распространению в инженерной среде. Применение аналитических моделей при расчетах теплонапряженного состояния и деформации элементов объекта применительно к сложным по конфигурации объектам, в настоящее время невозможно, так как при этом необходимо принимать ограничения, которые зачастую нарушают адекватность математической модели объекта. Поэтому для решения задач динамической имитации в САПР используют приближенные методы: метод конечных элементов (МКЭ) и метод конечных разностей (МКР).
4.2 Метод конечных элементов
При моделировании физических процессов, связанном с решением дифференциальных уравнений теории поля (тепловые, фильтрационные, диффузионные, деформационные, гидродинамические, электродинамические и т.п. процессы), наиболее часто используют следующие методы численного решения: метод конечных элементов, метод конечных разностей, метод конечных объемов, метод граничных элементов.
Наиболее «сильным» методом вероятно следует считать метод граничных элементов (МГЭ), т.к. в своей основной формулировке он предполагает в пределах граничного элемента аппроксимацию распределения искомой функции (например функции температур) непосредственно по исходному дифференциальному уравнению, которым описывается моделируемый процесс (в других методах аппроксимация в рамках дискретной ячейки более искусственна.) Кроме того, при использовании МГЭ происходит понижение пространственного порядка, что теоретически ускоряет решение и снижает требования к ресурсам вычислительной техники. Однако, при моделировании МГЭ практически не используется, т.к. не смотря на свои многие положительные качества требует однородности физических свойств в рамках крупных граничных элементов.
Метод конечных объемов (МКО) в определенном смысле является развитием разностных методов, хотя иногда рассматривается как некоторая промежуточная стадия между методом конечных разностей (МКР) и методом конечных элементов (МКЭ).
Это вероятно не совсем справедливо, т.к. хотя МКО и учитывает произвольно ориентированные границы внутри разностной ячейки, но в основе своей предполагает ортогональную разностную разбивку (дискретизацию) на прямоугольные параллелепипеды и обладает рядом других особенностей присущих разностным методам. Во всяком случае, МКО пока не получил при моделировании широкого распространения. (Кроме, пожалуй, задачи заполнения, где применение МКЭ затруднено, а МКР не дает необходимого соответствия по геометрии заполняемой полости.) Неширокое распространение МКО вероятно связано именно с «промежуточным» характером метода — в тех случаях, когда необходимы произвольно ориентированные границы, лучше использовать собственно МКЭ, а когда допустимо представление геометрии в виде набора параллелепипедов, то проще решать задачу классическим МКР.
Два наиболее часто применяемых метода — это МКЭ и МКР. Разностные методы более старые, именно с ними связаны первые опыты численного моделирования физических процессов. Конечно-элементный подход более молодой (впервые описан американскими исследователями в 1956 г.) и более «сильный», т.е. на уровне исходных посылок точнее соответствует уравнениям задач теории поля. Соответственно МКЭ требует меньше машинных ресурсов (меньше оперативной памяти), расчет идет быстрее (меньше затраты процессорного времени), результат расчетов может быть более адекватным. При моделировании различных физических процессов в 70-80-ых годах МКР и МКЭ имели примерно одинаковое распространение, несмотря на теоретические преимущества МКЭ. Дело в том, что МКЭ несколько сложнее для программирования, и, кроме того, использование МКЭ требует наличия специальных программ- «разбивщиков» на произвольные элементы-многогранники (чаще всего треугольные пирамиды).
МКР же был хорошо освоенным методом, генерация разностной сетки для МКР требовала меньших усилий, для МКР было достаточно много опубликованных алгоритмов и программных библиотек.
В 80-90-ых годах положение изменилось. Был набран необходимый опыт применения МКЭ и создания систем моделирования на базе МКЭ. Гигантский скачек совершили конструкторские программные продукты (CAD-системы) для создания трехмерных (3D) геометрических моделей (ГМ).
В то же время на рынке программных продуктов появились автоматизированные «разбивщики» для МКЭ, так что генерация конечно-элементной сетки превратилась практически в рутинную операцию. На фоне всего этого в середине 80-ых годов разностные системы моделирования почти повсеместно были вытеснены конечно-элементными системами в силу очевидных преимуществ МКЭ. Единственным исключением по совершенно объективным причинам оставались (и остаются) системы для моделирования гидродинамических и аэродинамических процессов. Поскольку подобные задачи зачастую связаны с наличием движущейся свободной поверхности, то применение МКЭ в классической постановке потребовало бы перегенерации сетки на каждом шаге по времени (хотя, вероятно в рамках МКЭ возможны и более экономичные подходы).
Но и в этой области наблюдается стремление заменить МКР различными «промежуточными» методами, например МКО (см. выше).
Но так или иначе, сейчас все известные универсальные системы моделирования — ANSYS, NASTRAN, PATRAN, COSMOS и т.д. базируются на МКЭ, т.к. МКР считается недостаточно эффективным и в значительной мере устаревшим методом.
Ключевая идея МКЭ заключается в следующем: сплошная среда (конструкция в целом) заменяется дискретной путем разбиения ее на области (конечные элементы), в каждой из которых поведение среды описывается с помощью отдельного набора функций, представляющих собой напряжения и перемещения в указанной области. Конечные элементы соединяются узлами. Взаимодействие конечных элементов друг с другом осуществляется только через узлы. Расположенные определенным образом, в зависимости от конструкции объекта, и закрепленные в соответствии с граничными условиями, конечные элементы позволяют адекватно описать все многообразие конструкций и деталей. Например, плоскую форменную конструкцию можно смоделировать набором плоских стержневых фигур, рамную — набором объемных стержневых элементов, различного рода пластины и оболочки — множеством плоских треугольников или прямоугольников. Геометрически объемные тела удобно представлять в виде совокупности элементарных пирамид, параллелепипедов и призм.
Такое представление рассматриваемого объекта позволяет решать задачи расчета, напряженного и деформированного состояний тела, устойчивости и динамики, нахождения частот и амплитуд собственных и вынужденных колебаний.
Программное обеспечение для решения задач методом МКЭ должно включать в себя следующие элементы: редактор разбивки на конечные элементы, ядро, непосредственно обеспечивающее решение, и визуализатор для демонстрации полученных результатов (рисунок 4.1).
Рисунок 4.1 — Метод конечных элементов
К конечному элементу могут быть приложены внешние нагрузки (сосредоточенные и распределенные силы и моменты), которые приводятся к узлам данного элемента и носят название узловых нагрузок.
При расчетах методом конечных элементов вначале определяются перемещения узлов данного конечного элемента (или конструкции в целом, если она состоит только из стержневых элементов).
Величины внутренних усилий в элементе пропорциональны перемещениям в узлах элемента. Коэффициентом пропорциональности выступает матрица жесткости элемента, количество строк (и столбцов) которой равно произведению числа узлов элемента на число степеней свободы в узле. Все остальные параметры конечного элемента, такие как внутренние нагрузки в узлах и напряжения в самом конечном элементе, вычисляются на основе его узловых перемещений.
При выполнении инженерных расчетов на прочность неизбежен этап создания моделей прочностной надежности элементов конструкций. С помощью таких моделей возможно выбрать материал и необходимые размеры конструкций и оценить ее сопротивление внешним воздействиям.
Надежностью называют свойство изделия выполнять свои функции в заданных пределах в течение требуемого промежутка времени. Прочностной надежностью называют отсутствие отказов, связанных с разрушением или с недопустимыми деформациями, или, вообще, с наступлением предельного состояния в определенном смысле. Основной мерой надежности является вероятность безотказной работы изделия.
Чтобы обеспечить сооружение от риска разрушения, мы должны допускать в его элементах напряжения, которые будут по своей величине составлять лишь часть предела прочности материала. Величину допускаемых напряжений обозначают той же буквой, что и напряжение, но заключенной в квадратные скобки; она связана с пределом прочности равенством:
![]() ,
,
где — так называемый коэффициент запаса прочности — число, показывающее, во сколько раз допущенные нами в конструкции напряжения меньше предела прочности материала. Величина этого коэффициента колеблется на практике в пределах от 1,7-1,8 до 8-10 и зависит от условий, в которых работает конструкция.
Можно выразить основное требование, которому должны удовлетворять материал и размеры этого элемента, неравенством:
![]() .
.
Это — так называемое условие прочности: действительные напряжения должны быть не больше допускаемых.
4.3 Проектирование шпиндельного вала, .3.1 Создание трехмерных моделей деталей в системах «КОМПАС»
Проектирование привода ведем с использованием программы трехмерного моделирования «Компас». Создание графических изображений деталей осуществляется способом графического редактирования. Этот способ, в сущности, является заменой инструментов ручного проектирования средствами электронного проектирования (вместо чертежной доски — экран дисплея, вместо линейки и других инструментов — клавиатура, мышь и соответствующее программное обеспечение).
Поэтому этот способ еще называют иначе способом «электронного кульмана». Основу этого способа составляет графический редактор, обеспечивающий создание графических изображений методом синтеза из элементов и фрагментов.
В качестве элементов используются так называемые графические примитивы. Для построения двухмерных (плоских) изображений используются следующие примитивы: точка, отрезок, окружность, дуга, кольцо, эллипс, многоугольник, полоса, текстовые символы и т. п. Для построения трехмерных (объемных) изображений используются следующие примитивы: параллелепипед, конус, вогнутая полусфера, выпуклая полусфера, пирамида, шар, тор, клин, полилиния в трехмерном пространстве и др.
Принцип задания трехмерных моделей заключается в перемещении плоского изображения в пространстве, след от которого определяет конфигурацию и параметры создаваемого объекта. Используется 4 основных способа:
сдвиг — на плоскости формируется эскиз и задается вектор перемещения;
вращение — на плоскости формируется эскиз и указывается ось;
перемещение вдоль кривой — кинематическая операция, с помощью которой можно создать модели пружин, резьбы, трубопроводы;
по сечениям — все тело условно разбивается на ряд плоскостей.
Процесс создания модели в КОМПАС-3D начинается с построения основного элемента и последующим выполнением над ним перечисленных выше операций. Для построения тела первоначально строится эскиз конструктивного элемента на плоскости, впоследствии преобразуемый тем или иным способом в твердое тело. Программа предоставляет пользователю полный набор функций геометрических построений и операций редактирования.
При создании контура нет необходимости точно выдерживать требуемые размеры. Самое главное на этом этапе — задать положение его элементов, затем, благодаря тому, что создаваемый эскиз полностью параметризован, можно установить для каждого элемента требуемый размер. Кроме того, для элементов, входящих в контур, могут быть заданы ограничения на расположение и связи с другими элементами (например, совпадение, параллельность, перпендикулярность, касательность и т.д.).
КОМПАС-3D содержит высокоэффективные средства твердотельного моделирования, основывающиеся на постепенном добавлении или вычитании конструктивных элементов.
3.2 Проектирование конструкций в системе «КОМПАС»
Для того чтобы создать новый файл, содержащий трехмерную модель детали, необходимо вызвать из меню «Файл» команду «Создать деталь» или использовать кнопку «Новая деталь» на «Панели управления» (Рисунок 4.2).
![]()
Рисунок 4.2 — Панель управления
На экране откроется окно нового КОМПАС — документа (детали), изменится набор кнопок на «Панели управления», «Инструментальной панели», состав «Строки текущего состояния» и «Главного меню».
В окне новой детали находится «Дерево построений» (рисунок 4.3) — окно, в котором в виде структурного «дерева» отражается последовательность построения трехмерной модели.
Рисунок 4.3 — Дерево построения
После создания файла документа-детали можно приступать к созданию в нем трехмерной модели. Построение трехмерной модели детали начинается с создания основания — ее первого формообразующего элемента. В качестве основания можно использовать любой из четырех типов формообразующих элементов — элемент выдавливания, элемент вращения, кинематический элемент и элемент по сечениям. Чаще всего в качестве основания используют самый крупный из этих элементов. Иногда в качестве основания используют простой элемент (например, параллелепипед, цилиндр), описанный вокруг проектируемой детали (или ее части).
Когда создание эскиза закончено, необходимо перейти в режим трехмерных построений.
Выходим из последней использовавшейся в режиме эскиза команды. Для этого используем клавишу <Esc> или из контекстного меню команду «Прервать команду» или кнопку «Прервать команду» на «Панели специального управления». Затем из контекстного меню команду «Закончить эскиз» или кнопку «Закончить эскиз» на «Панели управления». Система вернется в режим трехмерных построений. После этого необходимо указать, каким способом требуется перемещать эскиз в пространстве для получения основания нужного типа, т.е. выбрать вид формообразующей операции (рисунок 4.4).

Рисунок 4.4 — Операции
Это могут быть: операции выдавливания, вращения, кинематическая операция, вырезание выдавливанием.
3.3 Вращение контура вокруг оси
Команда “Вращение” в КОМПАС создает тело вращения путем поворота эскиза (рисунок 4.5) вокруг осевой линии. Возможны
повернутая на 360 градусов (рисунок 4.5);
Рисунок 4.5 — Вращение контура вокруг оси
4.3.4 Построение фасок
Команда «Фаска» ![]() создает скос на выбранных кромках и вершинах модели (рисунок 4.6).
создает скос на выбранных кромках и вершинах модели (рисунок 4.6).
Выбирается кромка или вершина, а затем задается угол и размер фаски.
Рисунок 4.6- Построение фасок
4.3.5 Имитационное исследование
Объектом исследования является валик кантователя. Исследование проводим в системе автоматизированного расчета и проектирования КОМПАС-3DV15.
КОМПАС включает эффективные и надежные алгоритмы и программы расчета:
энергетических и кинематических параметров;
прочности, жесткости и устойчивости;
выносливости;
надежности и износостойкости;
динамических характеристик.
С ее помощью можно выполнить расчеты и проектирование:
Соединений деталей машин и элементов конструкций, включая комплексный расчет всех типов резьбовых, сварных, заклепочных соединений и соединений деталей вращения.
Всех типов зубчатых передач, а также червячных, ременных и цепных передач, и выполнения чертежей элементов этих передач в автоматическом режиме.
Винтовых передач.
Подшипников качения всех известных типов и подшипников скольжения.
Валов и осей.
Произвольных балочных конструкций.
Плоских ферменных и пространственных
Напряженно-деформированного состояния деталей методом конечных элементов
Трехмерных рамных конструкций.
Упругих элементов машин (пружин сжатия, растяжения и кручения, плоских пружины, а также тарельчатых пружин и торс ионов).
Кулачковых механизмов с автоматическим генератором чертежей.
Рычажных механизмов произвольной
Приводов вращательного движения произвольной структуры.
Планетарных передач произвольного типа.
Оболочечных, пластинчатых и стержневых конструкций произвольного вида (а также их произвольных комбинаций) методом конечных элементов.
Каждый модуль предоставляет пользователю интегрированную среду, которая включает:
специализированный графический редактор;
полный цикл вычислений;
разнообразные средства представления результатов расчета;
разветвленную систему подсказок.
В системе имеется инженерная база данных для хранения существующих стандартов, доступная всему комплексу расчетных программ.
В процессе исследования будет проведен расчет валика на который приходится основная нагрузка кантователя.
На рисунке 4.7 изображена модель шпиндельного вала.
Рисунок 4.7 — Модель шпиндельного вала
Сначала создаем 3D-модель шпиндельного вала, затем заходим в «Менеджер библиотек», выбираем команду «APMFEM: Прочностной анализ».
После этого необходимо задаться нагрузками и закреплениями валика.
Закрепление задается с помощью команды «Установить закрепление», и обозначаем места закрепления.
Нагрузки являются распределенными и задаются с помощью команды «Приложить удельную силу по площади». В окне обозначается место действия нагрузки и в меню задаются нагрузки с учетом направления действия.
Основная нагрузка действующая на шпиндельный вал — это вес конструкции, который действует на площадь валика.
На нижнюю часть давит вес сталеразливочного ковша, нагрузка которая приходится на шпиндельный вал равна 100000 Н/мм2.
После этого производится расчет
Результаты расчета приводятся в окне результаты расчета, где приведены нагрузки действующие на деталь, в окне карта результатов приведены результаты по нагрузкам, напряжениям, перемещениям, коэффициент запаса прочности и текучести, также можно просмотреть эти показатели на деформированной модели, эти показатели наглядно представлены на цветовой диаграмме (рисунок 4.8, рисунок 4.9, рисунок 4.10, рисунок 4.11).
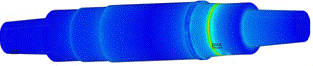
Рисунок 4.8 — Напряжения

Рисунок 4.9 — Перемещения
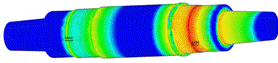
Рисунок 4.10 — Коэффициент запаса по текучести
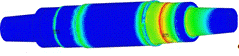
Рисунок 4.11- Коэффициент запаса по прочности
ЗАКЛЮЧЕНИЕ
В ходе выполнения ВКР на тему конструкции и технологии изготовления шлифовальной головки для обработки восстановленных поверхностей загрузочных конусов домны, в конструкторской части произведен расчёт и конструирование привода вращения абразивно-шлифовального круга, состоящего из клиноременной передачи, обеспечивающей заданное техническим заданием вращение шлифовального круга со скоростью 2670мин-1.
В технологической части проекта разработан технологический процесс изготовления детали «Шпиндельный вал», произведён анализ технологичности детали, выбран рациональный способ изготовления заготовки; рассчитаны припуска на обработку, определён тип производства и произведён выбор оборудования, режущего инструмента, мерительного инструмента и приспособлений; произведён расчёт режимов резания и техническое нормирование технологических операций, разработана управляющая программа обработки детали для станка с ЧПУ.
В имитационном исследовании элемента конструкции был произведен расчет с помощью программы КОМПАС-3DV15.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/razrabotka-konstruktsii/
1. Анурьев, В. И. Справочник конструктора — машиностроителя: в 3 т. Т.1 / В. И. Анурьев. — Москва: Машиностроение, 2001.- 936 с.
. Аршинов, В. А. Резание металлов и режущий инструмент: учебник / В. А. Аршинов, Г. А. Алексеев. — Москва: Машиностроение, 1976. — 442 с.
. Горбацевич А.Ф., Курсовое проектирование по технологии машиностроения: учебное пособие для машиностроительных специальностей Вузов / А.Ф. Горбацевич, В.А. Шкред. -Минск: Высшая школа, 1983. — 256 с.
. Долин, Н. А. Справочник по технике безопасности / Н. А. Долин. — Москва: Энергоатомиздат, 1984. — 824 с.
. Дунаев, П. Ф. Детали машин: курсовое проектирование / П. Ф. Дунаев.- Москва: Машиностроение, 2004. — 560 с.
. Дунаев П.Ф., Конструирование узлов и деталей машин: учебное пособие для техническихспец. вузов / П.Ф. Дунаев, О.П. Леликов. — Москва: Высшая школа, 1985. — 416 с.
. Евсеев Г.Б., Оборудование и технология газопламенной обработки металлов и неметаллических материалов: учебник для студентов вузов / Г.Б. Евсеев, Д.Л. Глизманенко. -Москва: Машиностроение, 1974. — 312с.
. Егоров М.Е. Технология машиностроения: учебник для машиностроительных вузов / М.Е. Егоров. — Москва: Высшая школа, 1976.-534 с.
. Иванов М.Н. Детали машин: учебник / М.Н. Иванов. -Москва: Высшая школа, 1998. — 383 с.
. Обработка металлов резанием. Справочник технолога / Г. А. Монахов.- Москва: Машиностроение, 1974. — 600 с.
. Методические указания к курсовому проекту «Расчёт и конструирование валов»/ сост. Полетаев В.П.- Вологда: ВПИ,2001.- 23 с.
. Методические указания к курсовому проекту «Энергокинематический расчёт привода»/ сост. Полетаев В.П.- Вологда: ВПИ, 2003. — 23 с.
. Соломенцев, Ю. М. Методы и средства обеспечения безопасности труда в машиностроении: учебник для студентов вузов / Ю.М. Соломенцев. — Москва: Высшая школа, 2000.- 326 с.
. Соломенцев, Ю. М. Безопасность жизнедеятельности в машиностроении: учебник для студентов вузов /Ю. М. Соломенцев. — Москва: Высшая школа, 2002.- 310 с.
. Чернавский, С.А. Курсовое проектирование деталей машин: учеб. пособие / С.А. Чернавский, Г.М. Ицкович, К.Н. Боков. — Москва: Машиностроение, 1979. — 351 с.
. Чекмарёв А.А. Справочник по машиностроительному черчению: учеб. пособие /А.А. Чекмарёв, В.К. Осипов. — Москва, 2002. — 493 с.
. Сборник планов ликвидации аварий по РМЦ-1. — Череповец: АО «Северсталь», 1996.-47 с.